

Fehler beim Spritzgießen sind allgemeine Fragen, die jeder Spritzgießer oder Formgeber Begegnungen. Es gibt sie in verschiedenen Formen und mit unterschiedlichen Ursachen, wobei der Verzug beim Spritzgießen ein relativ häufiger Fehler ist.
Da das Auftreten von Verzug mit der Struktur des Produkts selbst zusammenhängen kann, fordere ich nicht nur die Fachleute der Spritzgießindustrie, sondern auch die Produktdesigner auf, sich mit dem Thema Verzug vertraut zu machen. In der Zwischenzeit müssen die Produktentwicklungsunternehmen auf der Grundlage ihrer Produkte geeignete Akzeptanzstandards für das Spritzgießen festlegen. Diese Normen sollten ausdrücklich die Vorschriften für mögliche Verformungen beim Spritzgießen festlegen.
Wenn Sie an anderen Spritzgussfehlern interessiert sind, klicken Sie auf die untenstehenden Links, um mehr zu erfahren.
| Verschiedene Fehler beim Spritzgießen verstehen | ||||
|---|---|---|---|---|
| Blitzlicht | Kurzer Schuss | Senke Mark | Verwerfung/Deformation | Brandfleck |
| Spreizungszeichen/Silberstreif | Dunkler Fleck/Schwarzer Fleck | Flow Mark | Blase | Schweißnaht |
| Farbunterschied/ungleichmäßige Farbe | Auswerferstift-Markierung | |||
Was ist Verzug beim Spritzgießen?
Von Verzug beim Spritzgießen (Deformation) spricht man, wenn die Form des spritzgegossenen Produkts von der Form des Formhohlraums abweicht. Dies ist ein häufiger Fehler bei Kunststoffprodukten. Verzug ist einfach zu verstehen, wie die folgende Abbildung zeigt. Wenn dieses spritzgegossene Teil horizontal auf einen Tisch gelegt wird, ist die linke Seite eindeutig nicht eben mit dem Tisch. Wir bezeichnen dies als Verzug oder Verformung.

Ursachen für Verzug
Zu den Ursachen für den Verzug von Spritzgussteilen gehören hauptsächlich:
1. Schimmelpilzbedingte Ursachen für Verzug
- Ungleichmäßige Kühlungseffekte der Wasserkanäle in der Form, was zu ungleichmäßigen Temperaturen in der Form und uneinheitlichen Temperaturen führt Schrumpfung des Produkts.
- Probleme mit dem Auswerfersystem der Form, die zu einem unausgewogenen Auswurf und einer Verformung des Produkts führen.
- Erhöhte Formkerne müssen bis zur Oberseite gekühlt werden, um eine ordnungsgemäße Kühlung zu gewährleisten. Vermeiden Sie Verformungen durch eine lokale Überhitzung der Form.
- Unebenheiten in der strukturellen Position des Produkts oder in der Führungsposition des Werkzeugs, die ein Verkleben und eine Verformung beim Ausstoßen verursachen.
- Verformung des Kunststoffs durch Verkleben des Produkts mit dem Hohlraum oder Ziehen des Kerns.
- Unzureichender Wassereintrag in die Form, was zu hohen Fließspannungen und Spannungsverformungen führt.
- Erhebliche Dickenunterschiede in der Materialanordnung des Produkts führen zu Schwindungsunterschieden und Verzug.
2. Maschineneinstellung Ursachen für Kunststoffverzug
- Ungleiche WerkzeugtemperaturenDer Hohlraum hat fünf Punkte und der Kern fünf Punkte (Ecken plus Mitte), was zu einer ungleichmäßigen Schrumpfung und Verformung führt.
- Übermäßige Nachdruckwodurch das Produkt nach hinten gebogen wird.
- Unzureichender Nachdruck, der zu Kurze Schüsse und Einfallstellen des Produkts.
- Zu kurze Zykluszeit, die zu einer Verformung des Kunststoffs führt, da das Produkt nicht richtig abkühlt und aushärtet.
- Zu hohe Auswurfgeschwindigkeit, was zu einer Verformung der Teile während des Auswurfs führt.
- Ungeeignete Einstellungen der Maschinenparameter, die zum Verkleben und Verziehen des Produkts führen.
- Ungünstige Formbedingungen, die zu hohen Spannungen und Verformungen im Produkt führen.
- Unsachgemäß eingestellt Vorrichtung zum Abbinden, was zu Verzug führt.
- Unsachgemäße Verpackungsmethode, die zu Verformungen durch Kompression führt.
3. Konstruktionsbedingte Ursachen der Verformung
- Erhebliche Unterschiede in den Dickenabschnitten der Materialanordnung des Produkts, die zu ungleichmäßigem Schwund und Verzug führen.
- Falsches Design der Verstärkungsrippen des Produkts, was zu einer Verformung des Kunststoffs aufgrund von Schrumpfung führt. Dieses Phänomen tritt besonders bei kastenförmigen Produkten aus PP und PE auf.
- Unsachgemäße Gestaltung der Anschnittposition, die zu unvollständiger Füllung und Schrumpfung führt.
- Falsches Design des Anschnittes führt zu ungleichmäßigem Materialfluss und Stress.
- Unsachgemäße Gestaltung der Produktstruktur führt zu Schrumpfung.
- Unzureichend konzipiert Hohlraum- und Kerntrennlinien was zu einem Verzug des Produkts führt.
- Unsachgemäße Einstellung der Werte für die plastische Schrumpfung führt zu übermäßiger Verformung.
4. Maschinenbedingte Verzugsursachen
- Unausgewogener Auswurf der Auswerferstange verursacht Verformung des Produkts.
- Unausgewogene Formöffnung, die einen Verzug des Produkts verursacht.
5. Materialbedingte Ursachen für den Verzug von Formteilen
- Hohe Schrumpfungsraten von Materialien, die zu Verzug führen, der durch eine Modifizierung des Materials zur Verringerung der Schrumpfungsraten gemildert werden kann.
- Unterschiede in der Ausrichtung der Molekülketten in Fließrichtung und senkrecht zur Fließrichtung, was zu unterschiedlichen Schrumpfungsraten und Verformungen führt.
Wie man Verformungen nach dem Gießen vermeidet
Die Vermeidung von Verzug beginnt vor allem bei der Produkt- und Werkzeugkonstruktion, wie unten beschrieben:
1. Gleichmäßige Wanddicke
Während des Herstellungsprozesses sollte besonders darauf geachtet werden, dass abrupte Änderungen der Wanddicke vermieden werden. Solche plötzlichen Änderungen können zu einer ungleichmäßigen Schrumpfung bei der Abkühlung und damit zu einer Verformung der Teile führen. Um die Stabilität und Konsistenz des Produkts zu gewährleisten, ist es unerlässlich, die Wanddicke durchgehend gleichmäßig zu halten.
Um dieses Ziel zu erreichen, kann eine Reihe von Verfahrensmaßnahmen eingesetzt werden. Zunächst sollte in der Konstruktionsphase die Verteilung der Wanddicke gründlich überdacht werden, um sicherzustellen, dass sie angemessen ist. Dies trägt nicht nur dazu bei, die Schwierigkeiten bei der Herstellung zu verringern, sondern auch die Produktqualität erheblich zu verbessern. Darüber hinaus können in der Verarbeitungsphase fortschrittliche Fertigungsmethoden wie Präzisionsguss oder CNC-Bearbeitung sollte verwendet werden, um eine genaue Kontrolle der Wandstärke zu erreichen.
Um abrupte Änderungen der Wanddicke zu vermeiden, sollte eine Methode des allmählichen Übergangs angewendet werden. Diese Methode kann die Spannungskonzentration wirksam verringern und Verformungen weiter verhindern. Zwischen zwei Abschnitten mit unterschiedlichen Wandstärken können wir beispielsweise einen Übergangsbereich einrichten, in dem sich die Wandstärke allmählich ändert.
Zusammenfassend lässt sich sagen, dass die Beibehaltung einer gleichmäßigen und konsistenten Wanddicke der Schlüssel zur Gewährleistung der Produktqualität ist. Durch ein durchdachtes Design, fortschrittliche Fertigungstechniken und allmähliche Änderungen der Wanddicke kann eine Verformung aufgrund ungleichmäßiger Schrumpfung bei der Abkühlung wirksam verhindert werden, wodurch die Stabilität und Zuverlässigkeit des Produkts verbessert wird.
2. Verstärkungsrippen und Stützkonstruktionen
Bei dünnwandigen oder großen ebenen Flächen ist der Einbau von Verstärkungsrippen besonders wichtig. Sie fungieren als Wächter der Struktur, indem sie eine robuste Verteidigungslinie für die Gesamtstruktur bilden. Diese Verstärkungsrippen spielen mechanisch eine wichtige Rolle, da sie die Steifigkeit und Stabilität der Struktur erheblich verbessern.
Stellen Sie sich eine dünnwandige oder große flache Fläche ohne Verstärkungsrippen vor; sie ist wie ein zerbrechliches Stück Glas, das bei einer leichten Berührung brechen könnte. Mit diesen Rippen ist die Struktur jedoch wie eine solide Rüstung, die ihre Integrität ungeachtet des Drucks oder der Verwindungskräfte, denen sie ausgesetzt ist, aufrechterhalten kann.
Insbesondere in Fällen, in denen das Eigengewicht der Kunststoffteile oder die inneren Spannungen erheblich sind, darf die Rolle der Verstärkungsrippen nicht unterschätzt werden. Sie wirken wie eine Barriere, die den durch Eigengewicht oder innere Spannungen verursachten Verzug wirksam reduziert. Diese Art von Verzug beeinträchtigt nicht nur das ästhetische Erscheinungsbild der Kunststoffteile, sondern kann sich auch auf die Leistung und Lebensdauer der Teile auswirken.
Daher können wir durch das Hinzufügen von Verstärkungsrippen in dünnwandigen oder großen flachen Bereichen nicht nur die Gesamtsteifigkeit und Stabilität der Kunststoffteile verbessern, sondern auch die Gefahr des Verzugs wirksam verringern. Diese Designphilosophie spiegelt nicht nur das Streben nach Produktqualität wider, sondern unterstreicht auch den Charme der technologischen Innovation. Wir freuen uns darauf, in Zukunft noch mehr Konstruktionen mit Verstärkungsrippen oder Rippen zu sehen, die die Qualität und Stabilität von Kunststoffteilen sichern.
3. Geometrisch korrektes Design
Bei der Produktentwicklung ist eine besondere Behandlung von Teilen, die sich verformen können, erforderlich, um die Stabilität und Haltbarkeit des Produkts zu gewährleisten. Die Kante einer Schachtelöffnung ist einer der häufigsten Bereiche, die zur Verformung neigen. Um dieses Problem zu lösen, können wir dieses Teil mit einer gebogenen Form gestalten oder abgerundete Übergänge verwenden.
Gekrümmte Strukturen haben gute mechanische Eigenschaften, da sie Spannungen effektiv verteilen können und das Risiko konzentrierter Spannungen verringern. Wenn eine gekrümmte Struktur äußerem Druck oder Stößen ausgesetzt ist, kann sie die Kraft über eine größere Fläche verteilen, wodurch die Wahrscheinlichkeit von Verformungen und Rissen verringert wird. Darüber hinaus trägt das Design abgerundeter Übergänge zu einer besseren Spannungsverteilung der Struktur bei, was die Gesamtsteifigkeit und Stabilität der Box weiter erhöht.
Diese Konstruktionsmethode verbessert nicht nur die Zuverlässigkeit des Produkts, sondern auch das Benutzererlebnis. Eine stabile, sich nicht verformende Schachtel kann den Inhalt besser schützen und Beschädigungen oder Auslaufen durch Verformung vermeiden. Darüber hinaus macht das geschwungene und abgerundete Design das Produkt auch ästhetisch ansprechender und sorgt für ein komfortables und harmonisches Aussehen.
Berücksichtigen Sie Kosten und Machbarkeit der Produktion
Bei der Umsetzung dieses Designs müssen wir auch die Produktionskosten und die Durchführbarkeit des Verfahrens berücksichtigen. Obwohl gebogene und abgerundete Designs die Herstellungskosten erhöhen können, lohnen sich diese Kosten aufgrund der Verbesserungen in Bezug auf Stabilität, Ästhetik und Benutzererfahrung. Außerdem ist eine enge Zusammenarbeit mit der Produktionsabteilung erforderlich. Dies gewährleistet Genauigkeit und Konsistenz während des Herstellungsprozesses, um die besten Design-Ergebnisse zu erzielen.
Zusammenfassend lässt sich sagen, dass die Gestaltung von Teilen, die für Kunststoffverzug anfällig sind, wie z. B. der Rand einer Schachtelöffnung, mit einer gebogenen Form oder abgerundeten Übergängen eine wirksame Methode ist, um die Stabilität und Haltbarkeit des Produkts zu verbessern. Indem wir die mechanischen Eigenschaften gekrümmter Strukturen nutzen, um die Spannungskonzentration zu verringern und das Risiko des Verzugs beim Spritzgießen zu senken, können wir den Verbrauchern zuverlässigere und ästhetisch ansprechendere Produkte bieten.
4. Gate und Runner Layout
Bei der Konstruktion von Kunststoffformen ist die richtige Anordnung der Anschnittposition, -anzahl und -größe von entscheidender Bedeutung. Der Anschnitt ist der Kanal, der die Form und den Formhohlraum verbindet, und seine Position, Anzahl und Größe wirken sich direkt auf den Fließzustand des geschmolzenen Kunststoffs aus, der in den Formhohlraum gelangt. Um eine gleichmäßige Kunststofffüllung zu gewährleisten, ist eine sorgfältige Planung der Anschnittkonstruktion erforderlich.
Zunächst muss die Position des Anschnitts sorgfältig ausgewählt werden. Der Anschnitt sollte an der Trennebene der Form oder der Druckmitte des Formhohlraums platziert werden, um sicherzustellen, dass der geschmolzene Kunststoff während des Füllens gleichmäßig in den Formhohlraum fließen kann. Außerdem sollte die Anschnittposition wichtige Strukturen auf dem Kunststoffteil vermeiden, um die Leistung und das Aussehen des Teils nicht zu beeinträchtigen.
Zweitens müssen wir die Anzahl der Anschnitte vernünftig planen. Zu viele Anschnitte können einen chaotischen Kunststofffluss verursachen, der die inneren Spannungen erhöht; zu wenige Anschnitte können zu einer ungleichmäßigen Kunststofffüllung führen, die ebenfalls innere Spannungen erzeugt. Daher ist die Auswahl der geeigneten Anzahl von Anschnitten auf der Grundlage der Größe und Form des Kunststoffteils der Schlüssel zur Gewährleistung einer gleichmäßigen Kunststofffüllung.
Und schließlich ist die Kontrolle der Anschnittgröße ebenso wichtig. Zu kleine Anschnitte können einen schlechten Kunststofffluss verursachen und den Formungszyklus verlängern; zu große Anschnitte können dazu führen, dass sich der Kunststoff zu schnell füllt, was zu einer ungleichmäßigen Füllung führt. Daher ist die Einstellung der geeigneten Anschnittgröße auf der Grundlage der Kunststoffart und der Struktur der Form notwendig, um eine gleichmäßige Kunststofffüllung zu gewährleisten.
Zusammenfassend lässt sich sagen, dass die richtige Anordnung der Anschnittposition, -anzahl und -größe von entscheidender Bedeutung ist, um ein gleichmäßiges Einfüllen des geschmolzenen Kunststoffs in den Formhohlraum zu gewährleisten und innere Spannungen durch ungleichmäßige Füllung zu vermeiden. Bei der Konstruktion von Kunststoffformen müssen wir der Gestaltung der Anschnitte große Aufmerksamkeit widmen, um die Qualität und Leistung der Kunststoffteile zu gewährleisten.
5. Belüftungs- und Kühlungssysteme:
Bei der Konstruktion von Entlüftungssystemen muss berücksichtigt werden, wie das Phänomen des Gaseinschlusses verringert und damit der Innendruck gesenkt werden kann. Ein exzellentes Entlüftungssystem kann Gase effektiv aus der Form austreiben und den reibungslosen Abfluss von Gasen während des Spritzgießprozesses sicherstellen, wodurch die Bildung von Gaseinschlüssen oder anderen Defekten vermieden wird.
Außerdem müssen wir das Kühlsystem der Form optimieren. Durch den Einsatz effizienter Kühlrohrleitungen, einer angemessenen Verteilung der Kühlwasserkanäle und eines effektiven Kühlmittelflusses können wir eine gleichmäßige Kühlung aller Teile der Form sicherstellen und so die thermische Belastung verringern und die Produktqualität verbessern. Derartige Optimierungen verkürzen nicht nur den Formgebungszyklus und erhöhen die Produktionseffizienz, sondern verlängern auch die Lebensdauer der Form effektiv.
Zusammenfassend lässt sich sagen, dass gut konzipierte Entlüftungs- und Werkzeugkühlsysteme für das Spritzgießen entscheidend sind. Nur wenn eine reibungslose Gasentladung und eine gleichmäßige Werkzeugkühlung gewährleistet sind, können qualitativ hochwertige Produkte erzielt und die Produktionsvorteile gesteigert werden. In der zukünftigen Forschung und Praxis werden wir uns weiterhin auf die Optimierung des Designs von Entlüftungs- und Werkzeugkühlsystemen konzentrieren, um die Spritzgießtechnologie voranzutreiben.
6. Auswahl geeigneter Materialien
Um einen reibungslosen Ablauf des Spritzgießens zu gewährleisten und die Verformungsrate der Produkte zu verringern, müssen wir der Auswahl der Kunststoffmaterialien große Aufmerksamkeit widmen. Bei der Auswahl von Kunststoffen sind der Verwendungszweck und die Prozessanforderungen zu berücksichtigen. Für Produkte mit hohen Anforderungen an die Maßgenauigkeit sollten wir Kunststoffe mit geringerer Schrumpfung wählen. Die Höhe der Schrumpfung wirkt sich direkt auf die Maßhaltigkeit des Produkts aus; je geringer die Schrumpfungsrate, desto einfacher ist es, die Maßhaltigkeit des Produkts zu gewährleisten.
Neben der Schrumpfungsrate ist auch die Fließfähigkeit ein wichtiger Faktor, der bei der Auswahl von Kunststoffen zu berücksichtigen ist. Kunststoffe mit guter Fließfähigkeit können die Form während des Spritzgießprozesses reibungsloser ausfüllen, wodurch die Bildung von Formfehlern verringert wird. Auch die Stabilität der mechanischen Eigenschaften ist ein Aspekt, den man nicht außer Acht lassen sollte. Wenn die mechanischen Eigenschaften der Kunststoffe instabil sind, können während des Spritzgießprozesses leicht verschiedene Probleme wie Brüche und Verformungen auftreten, die nicht nur das Aussehen des Produkts, sondern auch seine Lebensdauer beeinträchtigen.
Um sich dem Spritzgussverfahren anzupassen und die Verformung des Produkts zu verringern, müssen wir daher Kunststoffe mit geringer Schrumpfung, guter Fließfähigkeit und stabilen mechanischen Eigenschaften je nach Verwendungszweck und Prozessanforderungen auswählen. Solche Materialien gewährleisten nicht nur die Maßhaltigkeit des Produkts, sondern verbessern auch die Produktionseffizienz und senken die Produktionskosten. Gleichzeitig bieten sie eine langfristige Nutzungsgarantie für das Produkt und verbessern seine Wettbewerbsfähigkeit auf dem Markt.
7. Kontrolle der Formbedingungen
Um den Spritzgießprozess zu optimieren und die Entstehung von Eigenspannungen zu reduzieren, müssen die entsprechenden Parameter sorgfältig eingestellt werden. Einspritzgeschwindigkeit und Druck sind zwei Schlüsselparameter, die sich direkt auf die Fließ- und Füllwirkung des Kunststoffs in der Form auswirken. Durch eine angemessene Erhöhung der Einspritzgeschwindigkeit können wir die Fließgeschwindigkeit des Kunststoffs in der Form beschleunigen, den Fülleffekt verbessern und somit die Ansammlung von Eigenspannungen verringern.
Gleichzeitig sorgt eine vernünftige Einstellung des Einspritzdrucks dafür, dass der Kunststoff reibungslos in die Form eindringen und jede Ecke ausfüllen kann, wodurch Eigenspannungen effektiv reduziert werden.
Auch die Nachdruckzeit ist ein wichtiger Faktor, der die Eigenspannung beeinflusst. Eine unzureichende Nachdruckzeit führt zu einer unzureichenden Abkühlung des Kunststoffs und erhöht die Eigenspannung. Durch eine angemessene Verlängerung der Nachdruckzeit kann der Kunststoff in der Form vollständig abkühlen, was zur Verringerung der Eigenspannung beiträgt.
Darüber hinaus ist auch die Kontrolle der Abkühlzeit entscheidend. Eine zu kurze Kühlzeit führt zu einer ungleichmäßigen Abkühlung des Kunststoffs, was leicht zu thermischen Spannungen führt. Daher ist es für die Verringerung von Eigenspannungen von entscheidender Bedeutung, die Abkühlzeit auf der Grundlage der Eigenschaften des Kunststoffs und der Struktur der Form angemessen festzulegen.
Zusammenfassend lässt sich sagen, dass durch eine sorgfältige Anpassung der Parameter des Spritzgießprozesses, wie z. B. Einspritzgeschwindigkeit, Druck, Nachdruckzeit und Abkühlzeit, und durch den Einsatz rhetorischer Techniken zur Verbesserung der Effektivität des Ausdrucks die Anhäufung von Eigenspannungen wirksam reduziert werden kann, wodurch die Qualität und Stabilität der spritzgegossenen Produkte verbessert wird.
8. Präzision und Wartung von Formen:
Präzision ist ein entscheidender Faktor bei der Herstellung von Formen. Um die Fertigungspräzision der Form zu gewährleisten, haben wir eine Reihe von strengen Qualitätskontrollmaßnahmen eingeführt. Erstens verwenden wir hochpräzise Bearbeitungsmaschinen und führen eine genaue Kalibrierung durch, um die Stabilität und Genauigkeit der Maschinen zu gewährleisten. Zweitens wählen wir die Formmaterialien streng aus und kontrollieren sie, um ihre Qualität und Stabilität zu gewährleisten. Darüber hinaus verstärken wir die Qualitätskontrolle während des Bearbeitungsprozesses und führen in jeder Phase strenge Inspektionen und Kontrollen durch, um die Übertragung und Häufung von Fehlern zu verhindern.
Neben der Präzision ist auch die Oberflächenglätte des Formhohlraums ein wichtiger Faktor, der die Produktqualität und die Lebensdauer der Form beeinflusst. Um die Oberflächenglätte des Formhohlraums zu verbessern, setzen wir fortschrittliche Poliertechniken ein und verstärken die Kontrolle und das Management des Polierprozesses. Gleichzeitig führen wir strenge Kontrollen und Bewertungen der polierten Form durch, um sicherzustellen, dass ihre Oberflächenqualität und -glätte den Anforderungen entspricht.
Um die Formstabilität und die Lebensdauer der Form zu gewährleisten, warten und pflegen wir die Form regelmäßig. Wir haben ein umfassendes Wartungssystem eingerichtet, in dem jeder Wartungsschritt detailliert beschrieben und aufgezeichnet wird. Gleichzeitig verbessern wir die Ausbildung und das Management des Wartungspersonals, um die Professionalität und Qualität der Wartungsarbeiten zu erhöhen. Durch die Umsetzung dieser Maßnahmen verlängern wir die Lebensdauer der Form, erhöhen die Produktionseffizienz und verbessern die Produktqualität.
Zusammenfassend lässt sich sagen, dass wir eine Reihe von strengen Qualitätskontrollmaßnahmen und Managementsystemen eingeführt haben, um die Präzision der Formherstellung, die Oberflächenglätte des Formhohlraums, die Dimensionsstabilität und die Lebensdauer sicherzustellen. Die Umsetzung dieser Maßnahmen verbessert nicht nur die Qualität und Stabilität der Form, sondern unterstützt auch die Entwicklung des Unternehmens.
9. Einsatz der Multi-Cavity-Auswuchttechnik:
Bei der Herstellung von Mehrkavitätenwerkzeugen ist es von entscheidender Bedeutung, den Druck und die Füllrate der einzelnen Kavitäten auszugleichen. Da die Position, Größe und Struktur der einzelnen Kavitäten in der Form unterschiedlich sein können, variieren auch der Flüssigkeitsdruck und die Füllrate, die sie während des Füllvorgangs erfahren. Wird dies nicht ausgeglichen, kann es zu einem Verzug der einzelnen Produkte kommen.
Um diese Situation zu vermeiden, müssen die Hersteller den Druck und die Füllrate jeder Kavität genau überwachen. Sie müssen fortschrittliche Überwachungsgeräte einsetzen, um den Druck und die Füllrate jeder Kavität in Echtzeit zu überwachen und Anpassungen vorzunehmen, um die Konsistenz während des Füllvorgangs sicherzustellen. Wird festgestellt, dass der Druck oder die Füllrate einer Kavität zu hoch oder zu niedrig ist, sollten umgehend Anpassungen vorgenommen werden, um die Form und Qualität des Produkts zu gewährleisten.
Außerdem müssen die Hersteller die Form regelmäßig warten und instand halten, um ihren normalen Betrieb zu gewährleisten. Sie müssen die Dichtungen, das Kühlsystem und andere wichtige Komponenten der Form überprüfen, um sicherzustellen, dass sie in gutem Zustand sind. Werden Probleme festgestellt, sollten sie umgehend repariert oder ausgetauscht werden, um eine Verformung des Produkts aufgrund von Formfehlern zu vermeiden.
Zusammenfassend lässt sich sagen, dass die Ausgewogenheit des Drucks und der Füllrate jeder Kavität in einem Mehrkavitätenwerkzeug der Schlüssel zur Gewährleistung der Form und Qualität des Produkts ist. Die Hersteller müssen eine Reihe von Maßnahmen ergreifen, um sicherzustellen, dass jede Kavität während des Füllvorgangs einen angemessenen Druck und eine angemessene Füllrate erfährt. Außerdem müssen sie die Form regelmäßig warten und instand halten, um ihren normalen Betrieb zu gewährleisten. Nur so können hochwertige Produkte hergestellt werden, die den Anforderungen der Kunden entsprechen.
Zwei Fallstudien veranschaulichen Lösungen für Verzug
Fallstudie Eins: Verformung des Deckels einer versiegelten Schachtel
Der schwarze Deckel der versiegelten Schachtel besteht aus PA6+30%GF und verwendet einen Punktanschnitt. Nach der Entformung wirkt sich der Verzug auf die anschließende Schweißverarbeitung aus.

Mögliche Ursachen und Lösungen
Der ursprüngliche Plan für diesen Fall war, einen einzigen Punkt für den Materialeintritt an der langen Seite des Teils zu setzen. Dies führt zu starken Verformungen an beiden Enden des Produkts, was eine schlechte Schwingungsschweißfestigkeit und ein Versagen bei Drucktests zur Folge hat. Aufgrund der Ausrichtung der Glasfasern während des Fließprozesses mit der Schmelze schrumpft das Produkt ungleichmäßig entlang der Fließrichtung und senkrecht zur Fließrichtung, was zu Verwerfungen führt.
Eine Änderung der Fließform der Schmelze in eine einzige Richtung verbessert daher das Verziehen. Durch die Verlagerung der Anschnittposition von der Mitte der langen Seite des Produkts auf die kurze Seite wird die ursprüngliche Ausrichtung der Glasfasern effektiv verändert, wodurch die Ausrichtung gleichmäßiger wird. Die Formgebungsfehler des Produkts werden erheblich verbessert.
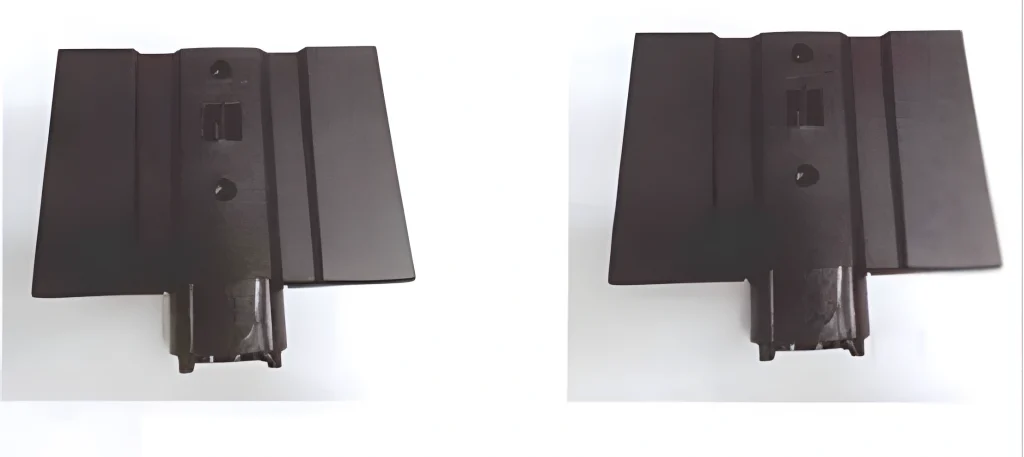
Fallstudie zwei: Verformung einer TV-Ständerhalterung
Die schwarze Halterung des TV-Ständers aus PBT+30%GF verwendet einen Punktanschnitt und verformt sich an den Ecken, was die Montage erschwert. Als gewichtstragendes Teil des TV-Ständers erfordert er eine gewisse Druckfestigkeit, und auch seine Ebenheit ist entscheidend. Die Verformung beeinträchtigt die normale Montage und Nutzung.
Mögliche Ursachen und Lösungen
Formgebungsverfahren: Der ursprüngliche Plan für diesen Fall sah zwei Punkte für den Materialeintritt vor, was zu einer ungleichmäßigen Montagefläche und Verzug an den Ecken führte. Aufgrund der Ausrichtung der Glasfasern während des Fließprozesses mit der Schmelze schrumpft das Produkt weniger entlang der Fließrichtung und mehr senkrecht zur Fließrichtung, was zu ungleichmäßiger Schrumpfung und Verzug führt.
Je komplexer die Fließsituation der Schmelze ist, desto ungleichmäßiger ist in der Regel die Schrumpfung. Die Vereinfachung der Fließform zur Verbesserung des Verzugs ist eine der wirksamen Maßnahmen. In diesem Fall wurde nach dem Entfernen eines Anschnitts die Methode des Materialeinzugs auf einen einzigen Punkt geändert, wodurch die Glasfaserausrichtung einheitlicher wurde. Durch die vereinfachte Fließform wurde die Verformungssituation effektiv verbessert.
Dieser Fall zeigt, dass der Verzug des Produkts durch eine ungleichmäßige Ausrichtung des Verstärkungsmaterials verursacht wird. Die länglichen Fasern in der Kunststoffschmelze fließen entlang der Fließrichtung, was zu einer geringeren Schrumpfung entlang der Fließrichtung und einer größeren Schrumpfung senkrecht dazu führt. Die ungleichmäßige Schrumpfung, die durch die Ausrichtung verursacht wird, führt zu einem Verzug des Produkts. In dieser Situation kann eine Änderung der Anschnittposition und der Produktstruktur den Verzug verbessern. Bei glasfaserverstärkten Materialien kann durch eine gleichmäßige Ausrichtung der Glasfasern oft ein geringerer Verzug erzielt werden.
Zusammenfassung
Die Vermeidung von Verzug bei spritzgegossenen Teilen erfordert die Zusammenarbeit zwischen Designern und Herstellern. Einerseits sollten Produktdesigner die Eigenschaften des Spritzgießens in der Entwurfsphase vollständig berücksichtigen und diese Faktoren in den Konstruktionsentwurf integrieren, um den Verzug nach dem Gießen zu minimieren. Auf der anderen Seite sollten die Werkzeuglieferanten mit professioneller Erfahrung verschiedene Fehler beheben, um niedrige Kosten und hohe Qualität zu erreichen.
Wenn Sie mehr über Verziehen oder Verformung erfahren möchten, wenden Sie sich bitte an den technischen Austausch von FirstMold unter der E-Mail-Adresse [email protected].











