

Wady formowania wtryskowego to typowe kwestie, które każdy dostawca form wtryskowych lub dostawca form spotkania. Występują one w różnych typach i mają różne przyczyny, wśród których wypaczenie w formowaniu wtryskowym jest stosunkowo częstą wadą.
Ponieważ występowanie wypaczenia może być związane ze strukturą samego produktu, zachęcam nie tylko praktyków branży form wtryskowych, ale także projektantów produktów do zrozumienia wypaczenia. Tymczasem firmy projektujące produkty muszą ustanowić odpowiednie standardy akceptacji formowania wtryskowego w oparciu o swoje produkty. Normy te powinny wyraźnie określać przepisy dotyczące potencjalnych deformacji podczas formowania wtryskowego.
Jeśli jesteś zainteresowany innymi wadami formowania wtryskowego, kliknij poniższe linki, aby dowiedzieć się więcej.
| Poznaj różne wady formowania wtryskowego | ||||
|---|---|---|---|---|
| Flash | Krótki strzał | Sink Mark | Wypaczenie/Deformacja | Burn Mark |
| Splay Mark/Silver Streak | Ciemny punkt/czarna plamka | Flow Mark | Bańka | Weld Line |
| Różnica kolorów/nierówny kolor | Znak sworznia wyrzutnika | |||
Czym jest wypaczenie w formowaniu wtryskowym?
Wypaczenie w formowaniu wtryskowym (Deformacja) odnosi się do sytuacji, gdy kształt produktu formowanego wtryskowo odbiega od kształtu wnęki formy. Jest to powszechna wada produktów z tworzyw sztucznych. Wypaczenie jest łatwe do zrozumienia, jak pokazano poniżej. Gdy ta część formowana wtryskowo jest umieszczona poziomo na stole, lewa strona wyraźnie nie jest wyrównana ze stołem. Nazywamy to wypaczeniem lub deformacją.

Przyczyny wypaczenia
Przyczyny wypaczenia części formowanych wtryskowo obejmują głównie:
1. Przyczyny wypaczenia związane z pleśnią
- Nierównomierny efekt chłodzenia kanałów wodnych formy, prowadzący do nierównych temperatur w całej formie i niespójności. skurcz produktu.
- Problemy z systemem wypychania formy powodujące niezrównoważony wypychanie i wypaczanie produktu.
- Podniesione rdzenie form muszą być chłodzone do góry, aby zapewnić prawidłowe chłodzenie. Należy unikać deformacji spowodowanych lokalnym przegrzaniem formy.
- Chropowatość w położeniu strukturalnym produktu lub w położeniu prowadnicy formy, powodująca przywieranie i deformację podczas wyrzucania.
- Wypaczenie plastiku spowodowane przyklejeniem się produktu do wnęki lub wyciągnięciem rdzenia.
- Nieodpowiednie wprowadzanie wody do formy, prowadzące do wysokich naprężeń przepływu i odkształceń naprężeniowych.
- Znaczne różnice w grubości materiału, z którego wykonany jest produkt, prowadzą do różnic w skurczu i wypaczeń.
2. Przyczyny wypaczania tworzyw sztucznych związane z regulacją maszyny
- Nierówny temperatury formy, przy czym wnęka ma pięć punktów, a rdzeń ma pięć punktów (narożniki plus środek), co prowadzi do nierównomiernego skurczu i deformacji.
- Nadmierny ciśnienie trzymaniapowodując wygięcie produktu do tyłu.
- Niewystarczające ciśnienie trzymania, prowadzące do krótkie ujęcia oraz znaki zlewu produktu.
- Zbyt krótki czas cyklu, powodujący wypaczenie plastiku, ponieważ produkt nie ostygnie i nie stwardnieje prawidłowo.
- Zbyt duża prędkość wyrzutu, powodująca wypaczanie części produktu podczas wyrzutu.
- Nieprawidłowe ustawienia parametrów maszyny prowadzące do przywierania i wypaczania produktu.
- Niewłaściwe warunki formowania prowadzące do dużych naprężeń i deformacji produktu.
- Nieprawidłowo ustawiony mocowanie dla wiązania prowadzącego do wypaczenia.
- Niewłaściwa metoda pakowania prowadząca do deformacji spowodowanej kompresją.
3. Projektowe przyczyny odkształceń spowodowanych wypaczeniem
- Znaczne różnice w grubościach sekcji umieszczenia materiału produktu prowadzące do niespójnego skurczu i wypaczenia.
- Nieprawidłowa konstrukcja żeber wzmacniających produkt, powodująca wypaczanie tworzywa sztucznego z powodu skurczu tworzywa sztucznego. Zjawisko to jest szczególnie widoczne w przypadku produktów w kształcie pudełek wykonanych z PP i PE.
- Nieprawidłowe zaprojektowanie pozycji bramki prowadzące do niepełnego wypełnienia i skurczu.
- Nieprawidłowy projekt bramy prowadzący do nierównomiernego przepływu materiału i naprężeń.
- Nieprawidłowy projekt struktury produktu prowadzący do kurczenia się.
- Źle zaprojektowane linie podziału wnęki i rdzenia prowadząc do wypaczenia produktu.
- Niewłaściwe ustawienie wartości skurczu plastycznego powodujące nadmierne odkształcenie.
4. Przyczyny wypaczenia związane z maszyną
- Niewyważony wyrzut pręta wyrzutnika powodujący wypaczenie produktu.
- Niewyważony otwór formy powodujący wypaczenie produktu.
5. Przyczyny wypaczania formowanych części związane z materiałem
- Wysokie współczynniki skurczu materiałów prowadzące do wypaczenia, które można złagodzić poprzez modyfikację materiału w celu zmniejszenia współczynników skurczu.
- Różnice w orientacji łańcuchów molekularnych w kierunku przepływu i prostopadle do kierunku przepływu, powodujące różne szybkości skurczu i deformacji.
Jak uniknąć odkształceń po formowaniu?
Unikanie wypaczania zaczyna się głównie od projektowania produktu i formy, jak opisano poniżej:
1. Jednolita grubość ścianki
Podczas procesu produkcji należy zwrócić szczególną uwagę na unikanie nagłych zmian grubości ścianek. Takie nagłe zmiany mogą prowadzić do nierównomiernego kurczenia się chłodziwa, powodując deformację części. Aby zapewnić stabilność i spójność produktu, konieczne jest utrzymanie jednolitej grubości ścianki.
Aby osiągnąć ten cel, można zastosować szereg środków procesowych. Początkowo, w fazie projektowania, należy dokładnie rozważyć rozkład grubości ścianek, aby upewnić się, że jest on rozsądny. Pomaga to nie tylko zmniejszyć trudności produkcyjne, ale także znacznie poprawia jakość produktu. Dodatkowo, na etapie przetwarzania, zaawansowane metody produkcji, takie jak precyzyjne odlewanie lub Obróbka CNC należy stosować w celu uzyskania precyzyjnej kontroli grubości ścianki.
Ponadto, aby złagodzić nagłe zmiany grubości ścianki, należy zastosować metodę stopniowego przejścia. Metoda ta może skutecznie zmniejszyć koncentrację naprężeń i dodatkowo zapobiec deformacji. Na przykład, pomiędzy dwoma sekcjami o różnych grubościach ścianek, możemy zaprojektować strefę przejściową, w której grubość ścianki stopniowo się zmienia.
Podsumowując, utrzymanie jednorodności i spójności grubości ścianek jest kluczem do zapewnienia jakości produktu. Dzięki przemyślanemu projektowi, zaawansowanym technikom produkcji i stopniowym zmianom grubości ścianek można skutecznie zapobiegać deformacjom spowodowanym nierównomiernym skurczem chłodzenia, zwiększając w ten sposób stabilność i niezawodność produktu.
2. Żebra wzmacniające i konstrukcje wsporcze
W przypadku cienkościennych lub dużych płaskich powierzchni szczególnie ważne jest dodanie żeber wzmacniających. Działają one jak strażnicy konstrukcji, dodając solidną linię obrony do całej konstrukcji. Żebra wzmacniające odgrywają istotną rolę mechaniczną, znacznie zwiększając sztywność i stabilność konstrukcji.
Wyobraź sobie cienkościenną lub dużą płaską powierzchnię bez żeber wzmacniających; jest jak kruchy kawałek szkła, który może pęknąć przy niewielkim kontakcie. Jednak z tymi żebrami lub żebrami struktura jest jak solidna zbroja, zdolna do utrzymania swojej integralności niezależnie od nacisku lub siły skręcającej, z jaką się styka.
Zwłaszcza w przypadkach, gdy ciężar własny części z tworzywa sztucznego lub naprężenia wewnętrzne są znaczne, nie można nie doceniać roli żeber wzmacniających. Działają one jak bariera, skutecznie redukując wypaczenia spowodowane ciężarem własnym lub naprężeniami wewnętrznymi. Tego typu wypaczenia nie tylko wpływają na estetyczny wygląd plastikowych części, ale, co ważniejsze, mogą wpływać na ich wydajność i żywotność.
Dlatego dodając żebra wzmacniające lub żebra w cienkościennych lub dużych płaskich obszarach, możemy nie tylko zwiększyć ogólną sztywność i stabilność plastikowych części, ale także skutecznie zmniejszyć ryzyko wypaczenia. Ta filozofia projektowania nie tylko odzwierciedla dążenie do jakości produktu, ale także podkreśla urok innowacji technologicznych. W przyszłości z niecierpliwością czekamy na więcej projektów wzmacniających żeber lub żeber, zapewniających jakość i stabilność części z tworzyw sztucznych.
3. Właściwa konstrukcja geometryczna
W procesie projektowania produktu konieczna jest specjalna obróbka części podatnych na odkształcenia, aby zapewnić stabilność i trwałość produktu. Krawędź otworu pudełka jest jednym z typowych obszarów podatnych na odkształcenia. Aby rozwiązać ten problem, możemy zaprojektować tę część o zakrzywionym kształcie lub zastosować zaokrąglone przejścia.
Zakrzywione struktury mają dobre właściwości mechaniczne, ponieważ mogą skutecznie rozpraszać naprężenia i zmniejszać ryzyko ich koncentracji. Poddana zewnętrznemu naciskowi lub uderzeniu, zakrzywiona struktura może rozłożyć siłę na większym obszarze, zmniejszając w ten sposób prawdopodobieństwo deformacji i pękania. Dodatkowo, konstrukcja zaokrąglonych przejść pomaga również poprawić rozkład naprężeń w konstrukcji, dodatkowo zwiększając ogólną sztywność i stabilność skrzyni.
Ta metoda projektowania nie tylko zwiększa niezawodność produktu, ale także poprawia wrażenia użytkownika. Stabilne, nieodkształcające się pudełko może lepiej chronić zawartość wewnątrz, unikając uszkodzeń lub wycieków spowodowanych deformacją. Co więcej, zakrzywiona i zaokrąglona konstrukcja sprawia, że produkt jest bardziej estetyczny, zapewniając wygodny i harmonijny wygląd.
Uwzględnienie kosztów i wykonalności produkcji
Wdrażając ten projekt, musimy również wziąć pod uwagę koszty produkcji i wykonalność procesu. Chociaż zakrzywione i zaokrąglone konstrukcje mogą zwiększyć koszty produkcji, poprawa stabilności, estetyki i komfortu użytkowania sprawiają, że koszty te są opłacalne. Ponadto konieczna jest ścisła współpraca z działem produkcji. Zapewnia to dokładność i spójność podczas procesu produkcyjnego w celu osiągnięcia najlepszych rezultatów projektowych.
Podsumowując, projektowanie części podatnych na wypaczanie tworzyw sztucznych, takich jak krawędź otworu pudełka, o zakrzywionym kształcie lub zaokrąglonych przejściach, jest skuteczną metodą zwiększenia stabilności i trwałości produktu. Wykorzystując właściwości mechaniczne zakrzywionych struktur w celu zmniejszenia koncentracji naprężeń i obniżenia ryzyka wypaczenia podczas formowania wtryskowego, możemy zapewnić konsumentom bardziej niezawodne i estetyczne produkty.
4. Układ bramy i prowadnicy
W projektowaniu form do tworzyw sztucznych kluczowe znaczenie ma prawidłowe ustawienie położenia, liczby i rozmiaru wrót. Brama jest kanałem łączącym formę i gniazdo formy, a jej położenie, liczba i rozmiar bezpośrednio wpływają na stan przepływu stopionego tworzywa sztucznego wchodzącego do gniazda formy. Aby zapewnić równomierne wypełnienie tworzywem sztucznym, wymagane jest staranne zaplanowanie konstrukcji bramy.
Po pierwsze, należy dokładnie rozważyć wybór pozycji bramy. Brama powinna być umieszczona na linii podziału formy lub w środku nacisku wnęki formy, zapewniając równomierny przepływ stopionego tworzywa sztucznego do wnęki formy podczas napełniania. Dodatkowo, pozycja bramy powinna unikać ważnych struktur na plastikowej części, aby zapobiec wpływowi na wydajność i wygląd części.
Po drugie, musimy rozsądnie zaplanować liczbę bramek. Zbyt duża liczba bramek może powodować chaotyczny przepływ tworzywa sztucznego, zwiększając naprężenia wewnętrzne; zbyt mała liczba bramek może prowadzić do nierównomiernego wypełnienia tworzywem sztucznym, również powodując naprężenia wewnętrzne. W związku z tym wybór odpowiedniej liczby bramek w oparciu o rozmiar i kształt części z tworzywa sztucznego jest kluczem do zapewnienia równomiernego wypełnienia tworzywem sztucznym.
Równie ważna jest kontrola rozmiaru wlewu. Zbyt małe wrota mogą powodować słaby przepływ tworzywa sztucznego, wydłużając cykl formowania; zbyt duże wrota mogą powodować zbyt szybkie napełnianie tworzywa sztucznego, prowadząc do nierównomiernego wypełnienia. Dlatego ustawienie odpowiedniego rozmiaru wlewu w oparciu o rodzaj tworzywa sztucznego i strukturę formy jest konieczne, aby zapewnić równomierne wypełnienie tworzywem sztucznym.
Podsumowując, właściwe rozmieszczenie pozycji, liczby i rozmiaru wlewów ma kluczowe znaczenie dla zapewnienia równomiernego wypełnienia wlewu formy stopionym tworzywem sztucznym i uniknięcia naprężeń wewnętrznych spowodowanych nierównomiernym wypełnieniem. W projektowaniu form z tworzyw sztucznych musimy zwracać szczególną uwagę na konstrukcję bram, aby zapewnić jakość i wydajność części z tworzyw sztucznych.
5. Systemy wentylacji i chłodzenia:
Projektując systemy odpowietrzania, musimy zastanowić się, jak ograniczyć zjawisko uwięzienia gazu, obniżając w ten sposób ciśnienie wewnętrzne. Doskonały system odpowietrzania może skutecznie usuwać gazy z formy i zapewniać płynne odprowadzanie gazów podczas procesu formowania wtryskowego, unikając tworzenia się kieszeni gazowych lub innych wad.
Dodatkowo musimy zoptymalizować system chłodzenia formy. Stosując wydajne rurociągi chłodzące, rozsądną dystrybucję wody chłodzącej i efektywny przepływ chłodziwa, możemy zapewnić równomierne chłodzenie wszystkich części formy, zmniejszając w ten sposób naprężenia termiczne i poprawiając jakość produktu. Takie optymalizacje nie tylko skracają cykl formowania i zwiększają wydajność produkcji, ale także skutecznie wydłużają żywotność formy.
Podsumowując, dobrze zaprojektowane systemy odpowietrzania i chłodzenia form mają kluczowe znaczenie dla formowania wtryskowego. Tylko poprzez zapewnienie płynnego odprowadzania gazu i równomiernego chłodzenia formy można uzyskać produkty wysokiej jakości i zwiększyć korzyści produkcyjne. W przyszłych badaniach i praktyce będziemy nadal koncentrować się na optymalizacji konstrukcji systemów odpowietrzania i chłodzenia form, aby rozwijać technologię formowania wtryskowego.
6. Wybór odpowiednich materiałów
Aby zapewnić płynne zakończenie formowania wtryskowego i zmniejszyć stopień deformacji produktów, musimy zwrócić szczególną uwagę na dobór tworzyw sztucznych. Przy wyborze tworzyw sztucznych należy zwrócić uwagę na ich przeznaczenie i wymagania procesowe. W przypadku produktów o wysokich wymaganiach dotyczących dokładności wymiarowej powinniśmy wybierać tworzywa sztuczne o niższym współczynniku skurczu. Poziom skurczu bezpośrednio wpływa na stabilność wymiarową produktu; im niższy współczynnik skurczu, tym łatwiej jest zapewnić dokładność wymiarową produktu.
Oprócz współczynnika skurczu, płynność jest również ważnym czynnikiem, który należy wziąć pod uwagę przy wyborze tworzyw sztucznych. Tworzywa sztuczne o dobrej płynności mogą płynniej wypełniać formę podczas procesu formowania wtryskowego, zmniejszając powstawanie wad formowania. Dodatkowo, stabilność właściwości mechanicznych jest aspektem, którego nie powinniśmy pomijać. Jeśli właściwości mechaniczne tworzyw sztucznych są niestabilne, podczas procesu formowania wtryskowego mogą łatwo wystąpić różne problemy, takie jak pęknięcia i wypaczenia, wpływające nie tylko na wygląd produktu, ale także na jego żywotność.
Dlatego, aby dostosować się do procesu formowania wtryskowego i zmniejszyć deformację produktu, musimy wybrać tworzywa sztuczne o niskim współczynniku skurczu, dobrej płynności i stabilnych właściwościach mechanicznych w oparciu o zamierzone zastosowanie i wymagania procesowe. Takie materiały nie tylko zapewniają dokładność wymiarową produktu, ale także poprawiają wydajność produkcji i obniżają koszty produkcji. Jednocześnie zapewniają one również długoterminową gwarancję użytkowania produktu, zwiększając jego konkurencyjność na rynku.
7. Kontrola warunków formowania
Aby zoptymalizować proces formowania wtryskowego i zmniejszyć akumulację naprężeń szczątkowych, konieczne jest staranne dostosowanie powiązanych parametrów. Prędkość wtrysku i ciśnienie to dwa kluczowe parametry, które bezpośrednio wpływają na przepływ i efekt wypełnienia tworzywa sztucznego w formie. Odpowiednio zwiększając prędkość wtrysku, możemy przyspieszyć prędkość przepływu tworzywa sztucznego w formie, zwiększając efekt wypełnienia, a tym samym zmniejszając gromadzenie się naprężeń szczątkowych.
Jednocześnie, rozsądna regulacja ciśnienia wtrysku zapewnia, że tworzywo sztuczne może płynnie wejść do formy i wypełnić każdy narożnik, skutecznie redukując naprężenia szczątkowe.
Czas utrzymywania ciśnienia jest również ważnym czynnikiem wpływającym na naprężenia szczątkowe. Niewystarczający czas utrzymywania ciśnienia prowadzi do nieodpowiedniego chłodzenia tworzywa sztucznego, zwiększając naprężenia wewnętrzne. Odpowiednie wydłużenie czasu utrzymywania ciśnienia pozwala na pełne schłodzenie tworzywa w formie, co pomaga zmniejszyć naprężenia szczątkowe.
Dodatkowo, kluczowe znaczenie ma również kontrola czasu chłodzenia. Zbyt krótki czas chłodzenia powoduje nierównomierne chłodzenie tworzywa, łatwo powodując naprężenia termiczne. Dlatego też rozsądne ustawienie czasu chłodzenia w oparciu o charakterystykę tworzywa sztucznego i strukturę formy ma kluczowe znaczenie dla zmniejszenia naprężeń szczątkowych.
Podsumowując, starannie dostosowując parametry procesu formowania wtryskowego, takie jak prędkość wtrysku, ciśnienie, czas utrzymywania ciśnienia i czas chłodzenia, oraz stosując techniki retoryczne w celu zwiększenia skuteczności ekspresji, można skutecznie zmniejszyć akumulację naprężeń szczątkowych, poprawiając jakość i stabilność produktów formowanych wtryskowo.
8. Precyzja i konserwacja formy:
Precyzja jest kluczowym czynnikiem w procesie produkcji form. Aby zapewnić precyzję produkcji form, wdrożyliśmy szereg rygorystycznych środków kontroli jakości. Po pierwsze, używamy precyzyjnego sprzętu do obróbki skrawaniem i przeprowadzamy precyzyjną kalibrację, aby zapewnić stabilność i dokładność sprzętu. Po drugie, ściśle dobieramy i kontrolujemy materiały form, aby zapewnić ich jakość i stabilność. Dodatkowo zwiększamy kontrolę jakości podczas procesu obróbki, przeprowadzając ścisłe inspekcje i kontrole na każdym etapie, aby zapobiec przenoszeniu i gromadzeniu się błędów.
Oprócz precyzji, gładkość powierzchni gniazda formy jest również ważnym czynnikiem wpływającym na jakość produktu i żywotność formy. Aby poprawić gładkość powierzchni gniazda formy, stosujemy zaawansowane techniki polerowania oraz wzmacniamy kontrolę i zarządzanie procesem polerowania. Jednocześnie przeprowadzamy rygorystyczne kontrole i oceny wypolerowanej formy, aby upewnić się, że jakość i gładkość jej powierzchni spełnia wymagania.
Aby zapewnić stabilność wymiarową i żywotność formy, regularnie ją konserwujemy i serwisujemy. Stworzyliśmy kompleksowy system konserwacji, szczegółowo opisujący i rejestrujący każdy etap konserwacji. Jednocześnie usprawniamy szkolenia i zarządzanie personelem konserwacyjnym, poprawiając profesjonalizm i jakość prac konserwacyjnych. Dzięki wdrożeniu tych środków skutecznie wydłużamy żywotność formy, zwiększamy wydajność produkcji i poprawiamy jakość produktu.
Podsumowując, aby zapewnić precyzję produkcji form, gładkość powierzchni wnęki formy, stabilność wymiarową i żywotność, wdrożyliśmy szereg rygorystycznych środków kontroli jakości i systemów zarządzania. Wdrożenie tych środków nie tylko poprawia jakość i stabilność formy, ale także zapewnia silne wsparcie dla rozwoju firmy.
9. Korzystanie z technologii Multi-Cavity Balance:
W procesie produkcji form wielogniazdowych kluczowe znaczenie ma zrównoważenie ciśnienia i szybkości napełniania każdego gniazda. Ponieważ położenie, rozmiar i struktura każdej wnęki w formie mogą się różnić, ciśnienie płynu i szybkość napełniania, których doświadczają podczas procesu napełniania, również się różnią. Jeśli nie zostaną one zrównoważone, może dojść do wypaczenia poszczególnych produktów.
Aby zapobiec takiej sytuacji, producenci muszą ściśle monitorować ciśnienie i szybkość napełniania każdej komory. Muszą oni używać zaawansowanego sprzętu monitorującego do monitorowania ciśnienia i szybkości napełniania każdego wgłębienia w czasie rzeczywistym i dokonywać korekt w celu zapewnienia spójności podczas procesu napełniania. Jeśli okaże się, że ciśnienie lub szybkość napełniania wnęki są zbyt wysokie lub zbyt niskie, należy niezwłocznie wprowadzić korekty, aby zapewnić kształt i jakość produktu.
Ponadto producenci muszą również regularnie konserwować i serwisować formę, aby zapewnić jej normalne działanie. Muszą oni sprawdzać uszczelnienie formy, system chłodzenia i inne kluczowe komponenty, aby upewnić się, że są one w dobrym stanie. W przypadku wykrycia jakichkolwiek problemów, należy niezwłocznie dokonać naprawy lub wymiany, aby zapobiec deformacji produktu spowodowanej awarią formy.
Podsumowując, zrównoważenie ciśnienia i szybkości napełniania każdej wnęki w formie wielogniazdowej jest kluczem do zapewnienia kształtu i jakości produktu. Producenci muszą podjąć szereg działań, aby zapewnić, że każda wnęka doświadcza odpowiedniego ciśnienia i szybkości napełniania podczas procesu napełniania. Muszą również regularnie konserwować i serwisować formę, aby zapewnić jej normalne działanie. Tylko w ten sposób można wytwarzać wysokiej jakości produkty spełniające potrzeby klientów.
Dwa studia przypadków ilustrujące rozwiązania w zakresie wypaczania
Studium przypadku 1: Wypaczenie pokrywy zamkniętego pudełka
Czarna pokrywa uszczelnionego pudełka jest wykonana z materiału PA6+30%GF i wykorzystuje bramkę punktową. Po rozformowaniu wypaczenie wpływa na późniejszą obróbkę spawalniczą.

Możliwe przyczyny i rozwiązania
Początkowy plan dla tego przypadku zakładał ustawienie pojedynczego punktu wejścia materiału na dłuższym boku części. Powoduje to poważne wypaczenia na obu końcach produktu, co prowadzi do słabej wytrzymałości spawania wibracyjnego i niepowodzenia w testach ciśnieniowych. Ze względu na orientację włókien szklanych podczas procesu przepływu stopionego materiału, produkt kurczy się nierównomiernie wzdłuż kierunku przepływu i prostopadle do kierunku przepływu, powodując wypaczenia.
Dlatego zmiana formy przepływu stopu na przepływ jednokierunkowy poprawia wypaczanie. Przesunięcie pozycji bramki ze środka długiego boku produktu na krótki bok skutecznie zmienia pierwotną orientację włókna szklanego, dzięki czemu orientacja jest bardziej jednolita. Wady formowania produktu ulegają znacznej poprawie.
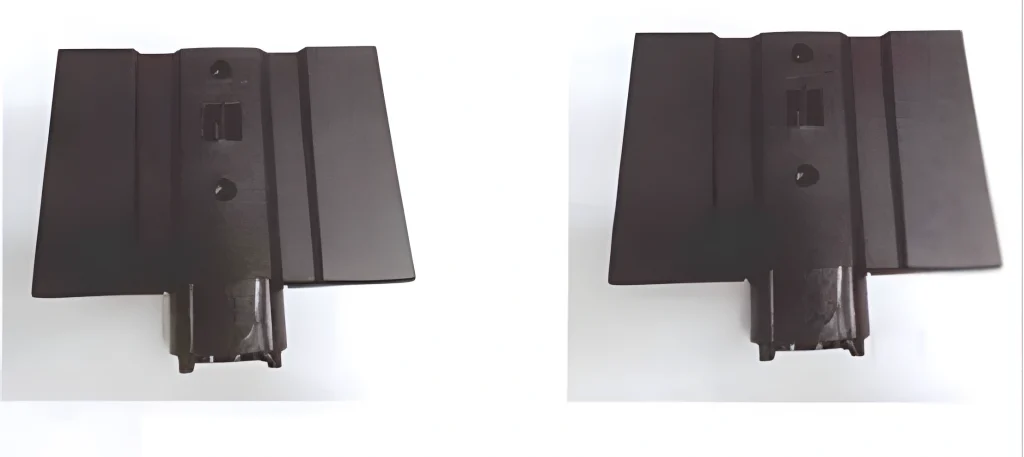
Studium przypadku nr 2: Wypaczenie wspornika stojaka pod telewizor
Czarny wspornik podstawy telewizora, wykonany z PBT+30%GF, wykorzystuje bramkę punktową i doświadcza odkształceń narożników, co utrudnia montaż. Jako część nośna podstawy telewizora, wymaga on pewnej wytrzymałości na ściskanie, a jego wypoziomowanie jest również kluczowe. Odkształcenia wypaczające wpływają na normalny montaż i użytkowanie.
Możliwe przyczyny i rozwiązania
Proces formowania: Początkowy plan dla tego przypadku zakładał użycie dwóch punktów wejścia materiału, co skutkowało nierówną powierzchnią montażową i wypaczeniem w rogach. Ze względu na orientację włókien szklanych podczas procesu przepływu stopionego materiału, produkt kurczy się mniej wzdłuż kierunku przepływu, a bardziej prostopadle do kierunku przepływu, powodując nierównomierny skurcz i wypaczenia.
Zazwyczaj im bardziej złożona jest sytuacja przepływu stopu, tym bardziej nierównomierny jest skurcz. Uproszczenie formy przepływu w celu poprawy wypaczania jest jednym ze skutecznych środków. W tym przypadku, po usunięciu jednej bramki, metoda wprowadzania materiału została zmieniona na pojedynczy punkt, dzięki czemu orientacja włókna szklanego jest bardziej jednolita. Uproszczona forma przepływu skutecznie poprawiła sytuację deformacji wypaczenia.
Ten przypadek pokazuje, że wypaczenie produktu jest spowodowane nierówną orientacją materiału wzmacniającego. Wydłużone włókna w stopionym tworzywie sztucznym przepływają wzdłuż kierunku przepływu, powodując mniejszy skurcz wzdłuż kierunku przepływu i większy prostopadle do niego. Nierównomierny skurcz spowodowany orientacją prowadzi do wypaczenia produktu. W tej sytuacji zmiana położenia bramki i struktury produktu może poprawić wypaczanie. W przypadku materiałów wzmocnionych włóknem szklanym, zastosowanie jednolitej orientacji włókna szklanego często pozwala uzyskać mniejszy efekt wypaczenia.
Podsumowanie
Unikanie wypaczania części formowanych wtryskowo wymaga współpracy między projektantami i producentami. Z jednej strony projektanci produktów powinni w pełni uwzględnić charakterystykę formowania wtryskowego na etapie projektowania i zintegrować te czynniki z projektem konstrukcyjnym, aby zminimalizować wypaczenia po formowaniu. Z drugiej strony, dostawcy form wtryskowych powinni eliminować różne wady dzięki profesjonalnemu doświadczeniu, osiągając niskie koszty i wysoką jakość.
Jeśli chcesz dowiedzieć się więcej na temat wypaczania lub deformacji, skontaktuj się z działem technicznym FirstMold pod adresem e-mail [email protected].











