

Injection molding defects are common issues that every injection molding supplier or mold supplier encounters. They come in various types and have diverse causes, among which warpage in injection molding is a relatively common defect.
Since the occurrence of warpage may be related to the structure of the product itself, I urge not only injection mold industry practitioners but also product designers to have an understanding of warpage. Meanwhile, product design companies need to establish appropriate injection molding acceptance standards based on their products. These standards should explicitly specify the regulations regarding potential deformations in injection molding.
If you are interested in other injection molding defects, feel free to click the links below to read more.
| Understand Different Injection Molding Defects | ||||
|---|---|---|---|---|
| Flash | Short Shot | Sink Mark | Warpage/Deformation | Burn Mark |
| Splay Mark/Silver Streak | Dark Spot/Black Speck | Flow Mark | Bubble | Weld Line |
| Color Difference/Uneven Color | Ejector Pin Mark | |||
What is Warpage in Injection Molding?
Warpage in injection molding (Deformation) refers to when the shape of the injection-molded product deviates from the shape of the mold cavity. It is a common defect in plastic products. Warpage is easy to understand, as illustrated below. When this injection-molded part is placed horizontally on a table, the left side is clearly not level with the table. We name this as warpage or deformation.

Causes of Warpage
The causes of warpage in injection-molded parts mainly include:
1. Mold-related Causes of Warpage
- Uneven cooling effects of mold water channels, leading to uneven temperatures across the mold and inconsistent shrinkage of the product.
- Issues with the mold’s ejection system causing unbalanced ejection and product warping.
- Raised mold cores need to be cooled to the top to ensure proper cooling. Avoid deformation due to local mold overheating.
- Roughness in the product’s structural position or the mold’s guide position, causing sticking and deformation during ejection.
- Plastic warping due to the product sticking to the cavity or core pulling.
- Inadequate water entry in the mold, leading to high flow stress and stress deformation.
- Significant thickness differences in the product’s material placement lead to shrinkage differences and warpage.
2. Machine Adjustment Causes of Plastic Warping
- Uneven mold temperatures, with the cavity having five points and the core having five points (corners plus center), leading to inconsistent shrinkage and deformation.
- Excessive holding pressure, causing the product to bend backward.
- Insufficient holding pressure, leading to short shots and sink marks of the product.
- Too short cycle time, resulting in plastic warping as the product does not cool and set properly.
- Too fast ejection speed, causing parts warping of the product during ejection.
- Improper machine parameter settings leading to product sticking and warping.
- Unqualified molding conditions leading to high stress and deformation in the product.
- Improperly set fixture for setting leading to warpage.
- Improper packaging method leading to deformation due to compression.
3. Design Causes of Warping Deformation
- Significant differences in thickness sections of the product’s material placement leading to inconsistent shrinkage and warpage.
- Incorrect design of product reinforcement ribs, causing plastic warping due to plastic shrinkage. This phenomenon is particularly evident in box-shaped products made of PP and PE.
- Improper gate position design leading to incomplete filling and shrinkage.
- Incorrect design of gate style leading to uneven material flow and stress.
- Improper product structure design leading to shrinkage.
- Poorly designed cavity and core parting lines leading to warpage in the product.
- Inappropriate setting of plastic shrinkage values causing excessive deformation.
4. Machine-related Causes of Warpage
- Unbalanced ejector rod ejection causing product warpage.
- Unbalanced mold opening causing product warpage.
5. Material-related Causes of Molded Parts Warping
- High shrinkage rates of materials leading to warpage, which can be mitigated by modifying the material to reduce shrinkage rates.
- Differences in the orientation of molecular chains in the direction of flow and perpendicular to the flow direction, causing different shrinkage rates and deformation.
How to Avoid Warping Deformation After Molding
Avoiding warpage mainly starts with product design and mold design, as detailed below:
1. Uniform Wall Thickness
During the manufacturing process, special attention should be paid to avoiding abrupt changes in wall thickness. Such sudden changes can lead to uneven cooling shrinkage, thereby causing deformation of the parts. To ensure the stability and consistency of the product, it is essential to maintain uniform wall thickness throughout.
To achieve this goal, a series of process measures can be employed. Initially, during the design phase, the distribution of wall thickness should be considered thoroughly to ensure it is reasonable. This not only helps reduce manufacturing difficulties but also significantly enhances product quality. Additionally, during the processing stage, advanced manufacturing methods such as precision casting or CNC machining should be used to achieve precise control of wall thickness.
Moreover, to alleviate abrupt changes in wall thickness, use a gradual transition method. This method can effectively reduce stress concentration and further prevent deformation. For example, between two sections of different wall thicknesses, we can design a transition zone where the wall thickness gradually changes.
In summary, maintaining uniformity and consistency in wall thickness is key to ensuring product quality. Through thoughtful design, advanced manufacturing techniques, and gradual changes in wall thickness, effective prevention of deformation due to uneven cooling shrinkage can be achieved, thereby enhancing the stability and reliability of the product.
2. Reinforcing Ribs and Support Structures
In thin-walled or large flat areas, the addition of reinforcing ribs or ribs is particularly important. They act as guardians of the structure, adding a robust line of defense to the overall structure. These reinforcing ribs or ribs play a significant role mechanically, significantly enhancing the rigidity and stability of the structure.
Imagine a thin-walled or large flat area without reinforcing ribs; it is like a fragile piece of glass that might break upon slight contact. However, with these ribs or ribs, the structure is like wearing solid armor, capable of maintaining its integrity regardless of the pressure or twisting force it faces.
Especially in cases where the self-weight of the plastic parts or internal stress is substantial, the role of reinforcing ribs or ribs cannot be underestimated. They act as a barrier, effectively reducing warpage caused by self-weight or internal stress. This type of warpage not only affects the aesthetic appearance of the plastic parts but, more importantly, may impact the performance and lifespan of the parts.
Therefore, by adding reinforcing ribs or ribs in thin-walled or large flat areas, we can not only enhance the overall rigidity and stability of the plastic parts but also effectively reduce the risk of warpage. This design philosophy not only reflects the pursuit of product quality but also highlights the charm of technological innovation. In the future, we look forward to seeing more designs of reinforcing ribs or ribs, safeguarding the quality and stability of plastic parts.
3. Proper Geometric Design
In the product design process, special treatment of parts prone to deformation is necessary to ensure the stability and durability of the product. The edge of a box opening is one of the common areas prone to deformation. To address this issue, we can design this part with a curved shape or use rounded transitions.
Curved structures have good mechanical properties as they can effectively disperse stress and reduce the risk of concentrated stress. When subjected to external pressure or impact, a curved structure can distribute the force over a larger area, thus reducing the likelihood of deformation and cracking. Additionally, the design of rounded transitions also helps improve the stress distribution of the structure, further enhancing the overall rigidity and stability of the box.
This design method not only improves the reliability of the product but also enhances the user experience. A stable, non-deforming box can better protect the contents inside, avoiding damage or leakage caused by deformation. Moreover, the curved and rounded design also makes the product more aesthetically pleasing, providing a comfortable and harmonious appearance.
Take Costs And Production Feasibility Into Consideration
When implementing this design, we must also take production costs and process feasibility into consideration. Although curved and rounded designs may increase manufacturing costs, the improvements in stability, aesthetics, and user experience make these costs worthwhile. Additionally, close cooperation with the production department is necessary. This ensures accuracy and consistency during the manufacturing process to achieve the best design outcomes.
In summary, designing parts prone to plastic warping, such as the edge of a box opening, with a curved shape or rounded transitions is an effective method to enhance the stability and durability of the product. By utilizing the mechanical properties of curved structures to reduce stress concentration and lower the risk of warpage in injection molding, we can provide consumers with more reliable and aesthetically pleasing products.
4. Gate and Runner Layout
In plastic mold design, the proper arrangement of gate position, number, and size is crucial. The gate is the channel that connects the mold and the mold cavity, and its position, number, and size directly affect the flow state of molten plastic entering the mold cavity. To ensure uniform plastic filling, careful planning of the gate design is required.
First, the selection of gate position must be carefully considered. The gate should be placed at the parting line of the mold or the pressure center of the mold cavity, ensuring that molten plastic can flow evenly into the mold cavity during filling. Additionally, the gate position should avoid important structures on the plastic part to prevent impacting the performance and appearance of the part.
Second, we need to plan the number of gates reasonably. Too many gates can cause chaotic plastic flow, increasing internal stress; too few gates may lead to uneven plastic filling, also producing internal stress. Therefore, selecting the appropriate number of gates based on the size and shape of the plastic part is key to ensuring uniform plastic filling.
Lastly, control of gate size is equally important. Too small gates can cause poor plastic flow, prolonging the molding cycle; too large gates may cause plastic to fill too quickly, leading to uneven filling. Therefore, setting the appropriate gate size based on the type of plastic and the structure of the mold is necessary to ensure uniform plastic filling.
In summary, proper arrangement of gate position, number, and size is crucial to ensuring uniform filling of molten plastic into the mold cavity and avoiding internal stress caused by uneven filling. In plastic mold design, we must pay close attention to the design of gates to ensure the quality and performance of plastic parts.
5. Venting and Cooling Systems:
When designing venting systems, we need to consider how to reduce the phenomenon of gas entrapment, thereby lowering internal pressure. An excellent venting system can effectively expel gases from the mold and ensure the smooth discharge of gases during the injection molding process, avoiding the formation of gas pockets or other defects.
Additionally, we must optimize the mold cooling system. By using efficient cooling pipelines, reasonable cooling water channel distribution, and effective coolant flow, we can ensure uniform cooling of all parts of the mold, thus reducing thermal stress and improving product quality. Such optimizations not only shorten the molding cycle and enhance production efficiency but also effectively extend the mold’s lifespan.
In summary, well-designed venting and mold cooling systems are crucial for injection molding. Only by ensuring smooth gas discharge and uniform mold cooling can high-quality products be obtained and production benefits be increased. In future research and practice, we will continue to focus on the design optimization of venting systems and mold cooling systems to advance injection molding technology.
6. Selecting Suitable Materials
To ensure the smooth completion of injection molding and reduce the deformation rate of products, we must pay close attention to the selection of plastic materials. When selecting plastic materials, the intended use and process requirements are factors that need to be emphasized. For products with high dimensional accuracy requirements, we should choose plastics with lower shrinkage rates. The level of shrinkage directly affects the dimensional stability of the product; the lower the shrinkage rate, the easier it is to ensure the dimensional accuracy of the product.
Besides shrinkage rate, flowability is also an important factor to consider when selecting plastic materials. Plastics with good flowability can fill the mold more smoothly during the injection molding process, reducing the formation of molding defects. Additionally, the stability of mechanical properties is an aspect that we should not overlook it. If the mechanical properties of the plastic materials are unstable, various issues such as fractures and warpages can easily occur during the injection molding process, not only affecting the appearance of the product but also its lifespan.
Therefore, to adapt to the injection molding process and reduce product deformation, we must select plastic materials with low shrinkage rates, good flowability, and stable mechanical properties based on the intended use and process requirements. Such materials not only ensure the dimensional accuracy of the product but also improve production efficiency and reduce production costs. At the same time, they also provide long-term usage assurance for the product, enhancing its market competitiveness.
7. Molding Condition Control
To optimize the injection molding process and reduce the accumulation of residual stress, it is necessary to carefully adjust related parameters. Injection speed and pressure are two key parameters that directly affect the flow and filling effects of plastic in the mold. By appropriately increasing the injection speed, we can accelerate the flow speed of plastic in the mold, enhancing the filling effect and thus reducing the accumulation of residual stress.
At the same time, reasonably adjusting the injection pressure ensures that the plastic can smoothly enter the mold and fill every corner, effectively reducing residual stress.
Holding pressure time is also an important factor affecting residual stress. Insufficient holding pressure time leads to inadequate plastic cooling, increasing internal stress. Extending the holding pressure time appropriately allows the plastic to fully cool in the mold, helping to reduce residual stress.
Additionally, control of cooling time is also crucial. Too short a cooling time results in uneven plastic cooling, easily causing thermal stress. Therefore, setting the cooling time reasonably based on the characteristics of the plastic and the structure of the mold is crucial for reducing residual stress.
In summary, by carefully adjusting injection molding process parameters such as injection speed, pressure, holding pressure time, and cooling time, and using rhetorical techniques to enhance the effectiveness of expression, the accumulation of residual stress can be effectively reduced, improving the quality and stability of injection-molded products.
8. Mold Precision and Maintenance:
Precision is a critical factor in the mold manufacturing process. To ensure the manufacturing precision of the mold, we have implemented a series of strict quality control measures. First, we use high-precision machining equipment and perform precise calibration to ensure the stability and accuracy of the equipment. Second, we strictly select and control mold materials to ensure their quality and stability. Additionally, we enhance quality control during the machining process, conducting strict inspections and checks at each stage to prevent the transmission and accumulation of errors.
In addition to precision, the surface smoothness of the mold cavity is also an important factor affecting product quality and mold lifespan. To improve the surface smoothness of the mold cavity, we use advanced polishing techniques and strengthen the control and management of the polishing process. At the same time, we conduct strict inspections and evaluations of the polished mold to ensure that its surface quality and smoothness meet the requirements.
To ensure the dimensional stability and lifespan of the mold, we regularly maintain and service the mold. We have established a comprehensive maintenance system, detailing and recording each maintenance step. At the same time, we also enhance the training and management of maintenance personnel, improving the professionalism and quality of maintenance work. Through the implementation of these measures, we effectively extend the mold’s lifespan, enhance production efficiency, and improve product quality.
In summary, to ensure the precision of mold manufacturing, the surface smoothness of the mold cavity, dimensional stability, and lifespan, we have implemented a series of strict quality control measures and management systems. The implementation of these measures not only improves the quality and stability of the mold but also provides strong support for the company’s development.
9. Using Multi-Cavity Balance Technology:
In the production process of multi-cavity molds, balancing the pressure and filling rate of each cavity is crucial. Since the position, size, and structure of each cavity in the mold may differ, the fluid pressure and filling rate they experience during the filling process also vary. If not balanced, a warpage of individual products may occur.
To prevent this situation, producers need to closely monitor the pressure and filling rate of each cavity. They need to use advanced monitoring equipment to monitor the pressure and filling rate of each cavity in real time and make adjustments to ensure consistency during the filling process. If the pressure or filling rate of a cavity is found to be too high or too low, adjustments should be made promptly to ensure the shape and quality of the product.
Additionally, producers also need to regularly maintain and service the mold to ensure its normal operation. They need to inspect the mold’s sealing, cooling system, and other key components to ensure they are in good working condition. If any issues are found, repairs or replacements should be made promptly to prevent product deformation caused by mold failures.
In summary, balancing the pressure and filling rate of each cavity in a multi-cavity mold is key to ensuring the shape and quality of the product. Manufacturers need to take a series of measures to ensure that each cavity experiences appropriate pressure and filling rate during the filling process. They also need to regularly maintain and service the mold to ensure its normal operation. Only by doing so can high-quality products be produced to meet customer needs.
Two Case Studies Illustrate Solutions to Warpage
Case Study One: Warping of the Lid of a Sealed Box
The black lid of the sealed box is made of PA6+30%GF material and uses a point gate. After demolding, the warping affects subsequent welding processing.

Possible Causes and Solutions
The initial plan for this case was to set a single point of material entry on the long side of the part. This causes severe warping at both ends of the product, leading to poor vibration welding strength and failure in pressure tests. Due to the orientation of glass fibers during the flow process with the melt, the product shrinks unevenly along the flow direction and perpendicular to the flow direction, causing warping.
Therefore, changing the melt flow form to a single-direction flow improves warping. Moving the gate position from the middle of the long side of the product to the short side effectively changes the original glass fiber orientation, making the orientation more uniform. The product’s molding defects are significantly improved.
Case Study Two: Warping of a TV Stand Bracket
The black TV stand bracket, made of PBT+30%GF, uses a point gate and experiences corner warping deformation, making assembly difficult. As a weight-bearing part of the TV stand, it requires certain compressive strength, and its levelness is also crucial. Warping deformation affects normal assembly and use.
Possible Causes and Solutions
Molding Process: The initial plan for this case involved using two points of material entry, resulting in an uneven assembly surface and warping at the corners. Due to the orientation of glass fibers during the flow process with the melt, the product shrinks less along the flow direction and more perpendicular to the flow direction, causing uneven shrinkage and warping.
Typically, the more complex the melt flow situation, the more uneven the shrinkage. Simplifying the flow form to improve warping is one of the effective measures. In this case, after removing one gate, the material entry method was changed to a single point, making the glass fiber orientation more uniform. The simplified flow form effectively improved the warping deformation situation.
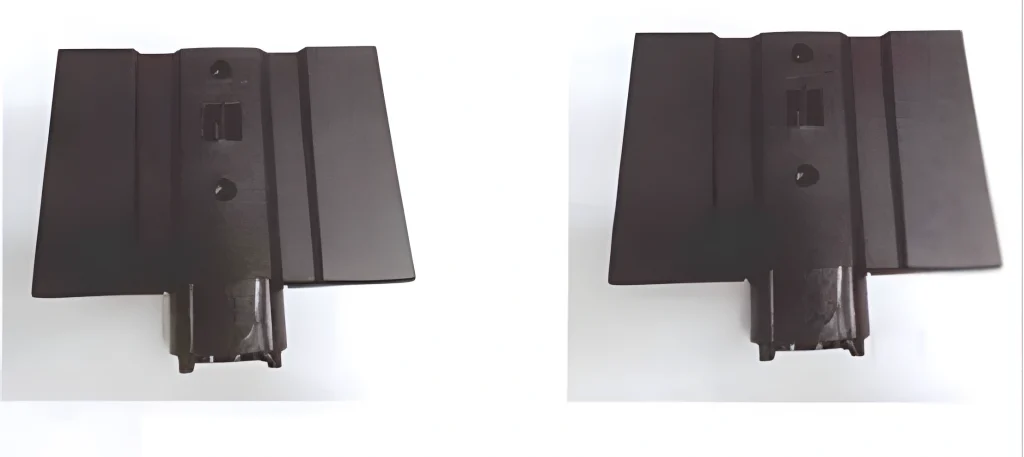
This case shows that the warping of the product is caused by uneven orientation of the reinforcing material. The elongated fibers in the plastic melt flow along the flow direction, causing less shrinkage along the flow direction and more perpendicular to it. The uneven shrinkage caused by orientation leads to product warpage. In this situation, changing the gate position and product structure can improve warping. For glass fiber-reinforced materials, using a uniform glass fiber orientation can often achieve a smaller warping effect.
Summary
Avoiding warpage in injection-molded parts requires collaboration between designers and manufacturers. On the one hand, product designers should fully consider the characteristics of injection molding during the design stage and integrate these factors into the structural design to minimize warpage after molding. On the other hand, mold suppliers should address various defects with professional experience, achieving low cost and high quality.
If you would like to learn more about warping or deformation, feel free to contact FirstMold’s technical exchange email at [email protected].











