

Difetti di stampaggio a iniezione sono problemi comuni che ogni fornitore di stampaggio a iniezione o fornitore di stampi incontri. I difetti sono di vario tipo e hanno cause diverse, tra cui la deformazione nello stampaggio a iniezione è un difetto relativamente comune.
Poiché il verificarsi della deformazione può essere correlato alla struttura del prodotto stesso, invito non solo gli operatori del settore dello stampaggio a iniezione, ma anche i progettisti di prodotti a comprendere la deformazione. Nel frattempo, le aziende che progettano i prodotti devono stabilire standard di accettazione dello stampaggio a iniezione adeguati ai loro prodotti. Questi standard dovrebbero specificare esplicitamente le norme relative alle potenziali deformazioni nello stampaggio a iniezione.
Se siete interessati ad altri difetti di stampaggio a iniezione, non esitate a cliccare sui link sottostanti per saperne di più.
| Comprendere i diversi difetti dello stampaggio a iniezione | ||||
|---|---|---|---|---|
| Flash | Colpo corto | Segno del lavandino | Curvatura/Deformazione | Segno di bruciatura |
| Segno di strombatura/striscia d'argento | Macchia scura/punto nero | Marchio di flusso | Bolla | Linea di saldatura |
| Differenza di colore/colore non uniforme | Segno del perno di espulsione | |||
Che cos'è la deformazione nello stampaggio a iniezione?
La deformazione nello stampaggio a iniezione si riferisce a quando la forma del prodotto stampato a iniezione si discosta dalla forma della cavità dello stampo. Si tratta di un difetto comune nei prodotti in plastica. La deformazione è facile da capire, come illustrato di seguito. Quando questo pezzo stampato a iniezione viene posizionato orizzontalmente su un tavolo, il lato sinistro non è chiaramente in piano con il tavolo. Questo fenomeno viene chiamato deformazione.

Cause di deformazione
Le cause della deformazione nelle parti stampate a iniezione includono principalmente:
1. Cause di deformazione legate alla muffa
- Effetti di raffreddamento non uniformi dei canali dell'acqua dello stampo, con conseguenti temperature non uniformi nello stampo e incoerenza. restringimento del prodotto.
- Problemi con il sistema di espulsione dello stampo che causano un'espulsione sbilanciata e la deformazione del prodotto.
- Le anime dello stampo rialzate devono essere raffreddate fino in cima per garantire un raffreddamento adeguato. Evitare la deformazione dovuta al surriscaldamento locale dello stampo.
- Ruvidità nella posizione strutturale del prodotto o nella posizione di guida dello stampo, che causano incollamenti e deformazioni durante l'espulsione.
- Deformazione della plastica dovuta all'adesione del prodotto alla cavità o alla trazione dell'anima.
- Ingresso inadeguato dell'acqua nello stampo, con conseguente elevata sollecitazione di flusso e deformazione da stress.
- Differenze di spessore significative nel posizionamento del materiale del prodotto portano a differenze di ritiro e a deformazioni.
2. Regolazione della macchina Cause di deformazione della plastica
- Disomogeneo temperature dello stampocon la cavità a cinque punti e l'anima a cinque punti (angoli più centro), con conseguente ritiro e deformazione incoerenti.
- Eccessivo pressione di mantenimento, facendo sì che il prodotto si pieghi all'indietro.
- Pressione di mantenimento insufficiente, con conseguente colpi corti e segni di lavandino del prodotto.
- Tempo di ciclo troppo breve, con conseguente deformazione della plastica, poiché il prodotto non si raffredda e non si solidifica correttamente.
- Velocità di espulsione troppo elevata, che causa la deformazione del prodotto durante l'espulsione.
- Impostazioni improprie dei parametri della macchina che causano l'attaccamento e la deformazione del prodotto.
- Condizioni di stampaggio non qualificate che portano a forti sollecitazioni e deformazioni del prodotto.
- Impostazione non corretta apparecchio per l'indurimento con conseguente deformazione.
- Metodo di confezionamento inadeguato che comporta una deformazione dovuta alla compressione.
3. Cause di progettazione della deformazione da deformazione
- Differenze significative nelle sezioni di spessore del posizionamento del materiale del prodotto che portano a ritiri e deformazioni incoerenti.
- Progettazione errata delle nervature di rinforzo del prodotto, che causa la deformazione plastica dovuta al ritiro della plastica. Questo fenomeno è particolarmente evidente nei prodotti scatolati in PP e PE.
- Progettazione impropria della posizione del cancello con conseguente riempimento incompleto e restringimento.
- Una progettazione errata del tipo di cancello porta a un flusso di materiale non uniforme e a sollecitazioni.
- Progettazione impropria della struttura del prodotto con conseguente restringimento.
- Progettato in modo inadeguato linee di separazione della cavità e del nucleo con conseguente deformazione del prodotto.
- Impostazione inadeguata dei valori di ritiro plastico che causano una deformazione eccessiva.
4. Cause di deformazione legate alla macchina
- L'espulsione sbilanciata dell'asta di espulsione causa la deformazione del prodotto.
- L'apertura sbilanciata dello stampo causa la deformazione del prodotto.
5. Cause di deformazione dei pezzi stampati legate ai materiali
- Elevati tassi di ritiro dei materiali che portano a deformazioni, che possono essere attenuate modificando il materiale per ridurre i tassi di ritiro.
- Differenze nell'orientamento delle catene molecolari nella direzione del flusso e perpendicolari alla direzione del flusso, che causano tassi di contrazione e deformazione diversi.
Come evitare le deformazioni da deformazione dopo lo stampaggio
La prevenzione delle deformazioni inizia principalmente con la progettazione del prodotto e dello stampo, come illustrato di seguito:
1. Spessore uniforme della parete
Durante il processo di produzione, occorre prestare particolare attenzione ad evitare brusche variazioni dello spessore delle pareti. Tali variazioni improvvise possono portare a un ritiro da raffreddamento non uniforme, causando così la deformazione dei pezzi. Per garantire la stabilità e la consistenza del prodotto, è essenziale mantenere uno spessore uniforme delle pareti.
Per raggiungere questo obiettivo, si può ricorrere a una serie di misure di processo. Inizialmente, durante la fase di progettazione, la distribuzione dello spessore delle pareti deve essere considerata attentamente per garantire che sia ragionevole. Questo non solo aiuta a ridurre le difficoltà di produzione, ma migliora anche in modo significativo la qualità del prodotto. Inoltre, durante la fase di lavorazione, si possono utilizzare metodi di produzione avanzati, come la colata di precisione o il Lavorazione CNC per ottenere un controllo preciso dello spessore della parete.
Inoltre, per attenuare le brusche variazioni di spessore delle pareti, è opportuno utilizzare un metodo di transizione graduale. Questo metodo può ridurre efficacemente la concentrazione delle sollecitazioni e prevenire ulteriormente le deformazioni. Ad esempio, tra due sezioni di spessore diverso, si può progettare una zona di transizione in cui lo spessore della parete cambia gradualmente.
In sintesi, il mantenimento dell'uniformità e della coerenza dello spessore delle pareti è fondamentale per garantire la qualità del prodotto. Grazie a una progettazione accurata, a tecniche di produzione avanzate e a modifiche graduali dello spessore delle pareti, è possibile prevenire efficacemente le deformazioni dovute a un ritiro di raffreddamento non uniforme, migliorando così la stabilità e l'affidabilità del prodotto.
2. Costole di rinforzo e strutture di supporto
Nelle pareti sottili o nelle grandi superfici piane, l'aggiunta di nervature o coste di rinforzo è particolarmente importante. Esse fungono da guardiani della struttura, aggiungendo una robusta linea di difesa alla struttura complessiva. Queste costole o nervature di rinforzo svolgono un ruolo significativo dal punto di vista meccanico, aumentando in modo significativo la rigidità e la stabilità della struttura.
Immaginate una parete sottile o una grande area piatta senza nervature di rinforzo: è come un pezzo di vetro fragile che potrebbe rompersi a un leggero contatto. Tuttavia, con queste costole o nervature, la struttura è come se indossasse una solida armatura, in grado di mantenere la sua integrità indipendentemente dalla pressione o dalla forza di torsione che deve affrontare.
Soprattutto nei casi in cui l'autopeso delle parti in plastica o le sollecitazioni interne sono sostanziali, il ruolo delle nervature di rinforzo non può essere sottovalutato. Esse agiscono come una barriera, riducendo efficacemente la deformazione causata dal peso proprio o dalle sollecitazioni interne. Questo tipo di deformazione non solo influisce sull'aspetto estetico dei pezzi in plastica ma, cosa ancora più importante, può influire sulle prestazioni e sulla durata dei pezzi.
Per questo motivo, aggiungendo nervature di rinforzo o coste in pareti sottili o in ampie aree piane, possiamo non solo migliorare la rigidità e la stabilità complessive delle parti in plastica, ma anche ridurre efficacemente il rischio di deformazione. Questa filosofia di progettazione non solo riflette la ricerca della qualità del prodotto, ma evidenzia anche il fascino dell'innovazione tecnologica. In futuro, ci auguriamo di vedere un maggior numero di progetti di nervature di rinforzo o di nervature, per salvaguardare la qualità e la stabilità delle parti in plastica.
3. Progettazione geometrica corretta
Nel processo di progettazione del prodotto, è necessario un trattamento speciale delle parti soggette a deformazione per garantire la stabilità e la durata del prodotto. Il bordo dell'apertura di una scatola è una delle aree più soggette a deformazione. Per risolvere questo problema, possiamo progettare questa parte con una forma curva o utilizzare transizioni arrotondate.
Le strutture curve hanno buone proprietà meccaniche in quanto possono disperdere efficacemente le sollecitazioni e ridurre il rischio di sollecitazioni concentrate. Quando è sottoposta a pressioni o urti esterni, una struttura curva può distribuire la forza su un'area più ampia, riducendo così la probabilità di deformazioni e fessurazioni. Inoltre, il design delle transizioni arrotondate contribuisce a migliorare la distribuzione delle sollecitazioni della struttura, aumentando ulteriormente la rigidità e la stabilità complessive del box.
Questo metodo di progettazione non solo migliora l'affidabilità del prodotto, ma anche l'esperienza dell'utente. Una scatola stabile e indeformabile può proteggere meglio il contenuto, evitando danni o perdite causati dalla deformazione. Inoltre, il design curvo e arrotondato rende il prodotto più gradevole dal punto di vista estetico, offrendo un aspetto confortevole e armonioso.
Considerare i costi e la fattibilità della produzione
Nell'implementazione di questo design, dobbiamo prendere in considerazione anche i costi di produzione e la fattibilità del processo. Sebbene i design curvi e arrotondati possano aumentare i costi di produzione, i miglioramenti in termini di stabilità, estetica ed esperienza dell'utente li rendono validi. Inoltre, è necessaria una stretta collaborazione con il reparto di produzione. In questo modo si garantisce l'accuratezza e la coerenza del processo di produzione per ottenere i migliori risultati di progettazione.
In sintesi, progettare parti soggette a deformazione plastica, come il bordo dell'apertura di una scatola, con una forma curva o con transizioni arrotondate è un metodo efficace per migliorare la stabilità e la durata del prodotto. Utilizzando le proprietà meccaniche delle strutture curve per ridurre la concentrazione delle sollecitazioni e il rischio di deformazione nello stampaggio a iniezione, possiamo offrire ai consumatori prodotti più affidabili ed esteticamente gradevoli.
4. Layout di cancelli e guide
Nella progettazione degli stampi per materie plastiche, la corretta disposizione della posizione, del numero e delle dimensioni della porta è fondamentale. La porta è il canale di collegamento tra lo stampo e la cavità dello stampo e la sua posizione, il numero e le dimensioni influiscono direttamente sullo stato di flusso della plastica fusa che entra nella cavità dello stampo. Per garantire un riempimento uniforme della plastica, è necessaria un'attenta pianificazione del design della porta.
In primo luogo, la scelta della posizione della porta deve essere considerata con attenzione. Il cancello deve essere posizionato in corrispondenza della linea di divisione dello stampo o del centro di pressione della cavità dello stampo, per garantire che la plastica fusa possa fluire uniformemente nella cavità dello stampo durante il riempimento. Inoltre, la posizione della porta deve evitare strutture importanti sulla parte in plastica, per non compromettere le prestazioni e l'aspetto del pezzo.
In secondo luogo, è necessario pianificare il numero di porte in modo ragionevole. Un numero eccessivo di porte può causare un flusso plastico caotico, aumentando le sollecitazioni interne; un numero insufficiente di porte può portare a un riempimento plastico non uniforme, producendo anch'esso sollecitazioni interne. Pertanto, la selezione del numero appropriato di porte in base alle dimensioni e alla forma della parte in plastica è fondamentale per garantire un riempimento plastico uniforme.
Infine, il controllo delle dimensioni delle porte è altrettanto importante. Cancelli troppo piccoli possono causare uno scarso flusso di plastica, prolungando il ciclo di stampaggio; cancelli troppo grandi possono causare un riempimento troppo rapido della plastica, con conseguente riempimento non uniforme. Pertanto, per garantire un riempimento uniforme della plastica, è necessario impostare la dimensione appropriata della porta in base al tipo di plastica e alla struttura dello stampo.
In sintesi, la corretta disposizione della posizione, del numero e delle dimensioni delle porte è fondamentale per garantire un riempimento uniforme della plastica fusa nella cavità dello stampo ed evitare le tensioni interne causate da un riempimento non uniforme. Nella progettazione degli stampi per materie plastiche, dobbiamo prestare molta attenzione alla progettazione delle porte per garantire la qualità e le prestazioni delle parti in plastica.
5. Sistemi di ventilazione e raffreddamento:
Quando si progettano i sistemi di sfiato, occorre considerare come ridurre il fenomeno dell'intrappolamento dei gas, abbassando così la pressione interna. Un sistema di sfiato eccellente è in grado di espellere efficacemente i gas dallo stampo e di garantire uno scarico regolare dei gas durante il processo di stampaggio a iniezione, evitando la formazione di sacche di gas o altri difetti.
Inoltre, dobbiamo ottimizzare il sistema di raffreddamento dello stampo. Utilizzando tubazioni di raffreddamento efficienti, una distribuzione ragionevole dei canali di raffreddamento e un flusso efficace del refrigerante, possiamo garantire un raffreddamento uniforme di tutte le parti dello stampo, riducendo così lo stress termico e migliorando la qualità del prodotto. Queste ottimizzazioni non solo accorciano il ciclo di stampaggio e migliorano l'efficienza produttiva, ma prolungano efficacemente la durata dello stampo.
In sintesi, i sistemi di sfiato e di raffreddamento degli stampi ben progettati sono fondamentali per lo stampaggio a iniezione. Solo garantendo uno scarico regolare dei gas e un raffreddamento uniforme degli stampi è possibile ottenere prodotti di alta qualità e aumentare i vantaggi della produzione. Nella ricerca e nella pratica future, continueremo a concentrarci sull'ottimizzazione della progettazione dei sistemi di sfiato e di raffreddamento degli stampi per far progredire la tecnologia dello stampaggio a iniezione.
6. Selezione dei materiali adatti
Per garantire il completamento regolare dello stampaggio a iniezione e ridurre il tasso di deformazione dei prodotti, è necessario prestare molta attenzione alla selezione dei materiali plastici. Nella scelta dei materiali plastici, i fattori da tenere in considerazione sono l'uso previsto e i requisiti di processo. Per i prodotti con elevati requisiti di precisione dimensionale, dovremmo scegliere materie plastiche con tassi di ritiro inferiori. Il livello di ritiro influisce direttamente sulla stabilità dimensionale del prodotto; più basso è il tasso di ritiro, più facile è garantire la precisione dimensionale del prodotto.
Oltre al tasso di ritiro, anche la fluidità è un fattore importante da considerare nella scelta dei materiali plastici. Le materie plastiche con una buona fluidità possono riempire lo stampo in modo più agevole durante il processo di stampaggio a iniezione, riducendo la formazione di difetti di stampaggio. Inoltre, la stabilità delle proprietà meccaniche è un aspetto da non trascurare. Se le proprietà meccaniche dei materiali plastici sono instabili, durante il processo di stampaggio a iniezione possono verificarsi facilmente vari problemi, come fratture e deformazioni, che non solo influiscono sull'aspetto del prodotto, ma anche sulla sua durata.
Pertanto, per adattarsi al processo di stampaggio a iniezione e ridurre la deformazione del prodotto, è necessario selezionare materiali plastici con bassi tassi di ritiro, buona fluidità e proprietà meccaniche stabili in base all'uso previsto e ai requisiti di processo. Questi materiali non solo garantiscono l'accuratezza dimensionale del prodotto, ma migliorano anche l'efficienza produttiva e riducono i costi di produzione. Allo stesso tempo, forniscono anche una garanzia di utilizzo a lungo termine del prodotto, aumentandone la competitività sul mercato.
7. Controllo delle condizioni di stampaggio
Per ottimizzare il processo di stampaggio a iniezione e ridurre l'accumulo di tensioni residue, è necessario regolare attentamente i relativi parametri. Velocità di iniezione e la pressione sono due parametri chiave che influenzano direttamente gli effetti di flusso e riempimento della plastica nello stampo. Aumentando opportunamente la velocità di iniezione, possiamo accelerare la velocità di flusso della plastica nello stampo, migliorando l'effetto di riempimento e riducendo così l'accumulo di stress residuo.
Allo stesso tempo, la regolazione ragionevole della pressione di iniezione assicura che la plastica possa entrare agevolmente nello stampo e riempire ogni angolo, riducendo efficacemente le tensioni residue.
Anche il tempo di pressione di mantenimento è un fattore importante che influisce sulla tensione residua. Un tempo di pressione di mantenimento insufficiente porta a un raffreddamento inadeguato della plastica, aumentando le tensioni interne. Prolungare adeguatamente il tempo di pressione di mantenimento consente alla plastica di raffreddarsi completamente nello stampo, contribuendo a ridurre le tensioni residue.
Inoltre, anche il controllo del tempo di raffreddamento è fondamentale. Un tempo di raffreddamento troppo breve provoca un raffreddamento non uniforme della plastica, causando facilmente stress termico. Pertanto, impostare il tempo di raffreddamento in modo ragionevole in base alle caratteristiche della plastica e alla struttura dello stampo è fondamentale per ridurre le tensioni residue.
In sintesi, regolando attentamente i parametri del processo di stampaggio a iniezione, come la velocità di iniezione, la pressione, il tempo di pressione di mantenimento e il tempo di raffreddamento, e utilizzando tecniche retoriche per migliorare l'efficacia dell'espressione, è possibile ridurre efficacemente l'accumulo di stress residuo, migliorando la qualità e la stabilità dei prodotti stampati a iniezione.
8. Precisione e manutenzione degli stampi:
La precisione è un fattore critico nel processo di produzione degli stampi. Per garantire la precisione di produzione dello stampo, abbiamo implementato una serie di rigorose misure di controllo della qualità. In primo luogo, utilizziamo attrezzature di lavorazione ad alta precisione ed eseguiamo una calibrazione precisa per garantire la stabilità e l'accuratezza delle attrezzature. In secondo luogo, selezioniamo e controlliamo rigorosamente i materiali degli stampi per garantirne la qualità e la stabilità. Inoltre, miglioriamo il controllo della qualità durante il processo di lavorazione, effettuando ispezioni e controlli rigorosi in ogni fase per evitare la trasmissione e l'accumulo di errori.
Oltre alla precisione, anche la levigatezza della superficie della cavità dello stampo è un fattore importante che influisce sulla qualità del prodotto e sulla durata dello stampo. Per migliorare la levigatezza della superficie della cavità dello stampo, utilizziamo tecniche di lucidatura avanzate e rafforziamo il controllo e la gestione del processo di lucidatura. Allo stesso tempo, effettuiamo ispezioni e valutazioni rigorose dello stampo lucidato per garantire che la qualità e la levigatezza della superficie siano conformi ai requisiti.
Per garantire la stabilità dimensionale e la durata dello stampo, effettuiamo regolarmente la manutenzione e l'assistenza dello stampo. Abbiamo creato un sistema di manutenzione completo, che descrive e registra ogni fase della manutenzione. Allo stesso tempo, abbiamo potenziato la formazione e la gestione del personale addetto alla manutenzione, migliorando la professionalità e la qualità del lavoro di manutenzione. Grazie all'attuazione di queste misure, prolunghiamo efficacemente la durata di vita dello stampo, aumentiamo l'efficienza produttiva e miglioriamo la qualità del prodotto.
In sintesi, per garantire la precisione della fabbricazione dello stampo, la levigatezza della superficie della cavità dello stampo, la stabilità dimensionale e la durata di vita, abbiamo implementato una serie di rigorose misure di controllo della qualità e di sistemi di gestione. L'attuazione di queste misure non solo migliora la qualità e la stabilità dello stampo, ma fornisce anche un forte sostegno allo sviluppo dell'azienda.
9. Utilizzo della tecnologia di bilanciamento a più cavità:
Nel processo di produzione di stampi a più cavità, il bilanciamento della pressione e della velocità di riempimento di ciascuna cavità è fondamentale. Poiché la posizione, le dimensioni e la struttura di ciascuna cavità dello stampo possono variare, variano anche la pressione del fluido e la velocità di riempimento durante il processo di riempimento. Se non viene bilanciato, si può verificare una deformazione dei singoli prodotti.
Per evitare questa situazione, i produttori devono monitorare attentamente la pressione e il tasso di riempimento di ciascuna cavità. Devono utilizzare apparecchiature di monitoraggio avanzate per controllare la pressione e il tasso di riempimento di ciascuna cavità in tempo reale e apportare le regolazioni necessarie per garantire la coerenza durante il processo di riempimento. Se la pressione o il tasso di riempimento di una cavità risultano troppo alti o troppo bassi, è necessario apportare tempestivamente delle modifiche per garantire la forma e la qualità del prodotto.
Inoltre, i produttori devono provvedere regolarmente alla manutenzione e all'assistenza dello stampo per garantirne il normale funzionamento. Devono ispezionare la tenuta dello stampo, il sistema di raffreddamento e altri componenti chiave per assicurarsi che siano in buone condizioni di funzionamento. Se si riscontrano problemi, è necessario effettuare tempestivamente riparazioni o sostituzioni per evitare la deformazione del prodotto causata da guasti allo stampo.
In sintesi, il bilanciamento della pressione e della velocità di riempimento di ciascuna cavità in uno stampo multicavità è fondamentale per garantire la forma e la qualità del prodotto. I produttori devono adottare una serie di misure per garantire che ogni cavità abbia una pressione e un tasso di riempimento adeguati durante il processo di riempimento. Inoltre, devono eseguire regolarmente la manutenzione e l'assistenza dello stampo per garantirne il normale funzionamento. Solo così è possibile realizzare prodotti di alta qualità per soddisfare le esigenze dei clienti.
Due casi di studio illustrano le soluzioni alla deformazione
Caso di studio numero uno: deformazione del coperchio di una scatola sigillata
Il coperchio nero della scatola sigillata è realizzato in materiale PA6+30%GF e utilizza un cancello a punta. Dopo lo stampaggio, la deformazione influisce sulla successiva lavorazione di saldatura.

Possibili cause e soluzioni
Il piano iniziale per questo caso prevedeva un unico punto di ingresso del materiale sul lato lungo del pezzo. Ciò causa una forte deformazione su entrambe le estremità del prodotto, con conseguente scarsa resistenza alla saldatura a vibrazione e fallimento nei test di pressione. A causa dell'orientamento delle fibre di vetro durante il processo di flusso con la massa fusa, il prodotto si restringe in modo non uniforme lungo la direzione del flusso e perpendicolarmente alla direzione del flusso, causando la deformazione.
Pertanto, cambiando la forma del flusso di fusione in un flusso monodirezionale si migliora la deformazione. Lo spostamento della posizione del gate dal centro del lato lungo del prodotto al lato corto modifica efficacemente l'orientamento originale della fibra di vetro, rendendolo più uniforme. I difetti di stampaggio del prodotto sono notevolmente migliorati.
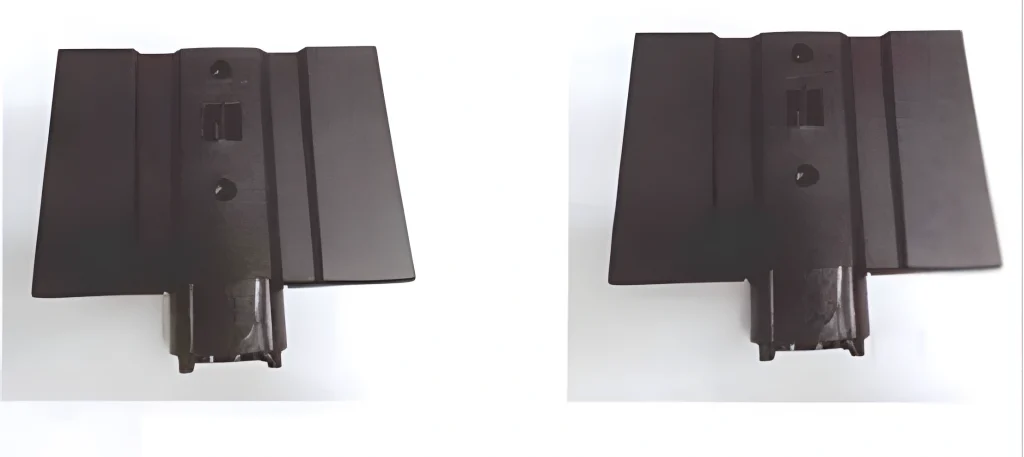
Caso di studio n. 2: deformazione di una staffa del supporto TV
La staffa nera del supporto TV, realizzata in PBT+30%GF, utilizza una porta a punti e subisce la deformazione degli angoli, rendendo difficile il montaggio. Essendo una parte portante del supporto TV, richiede una certa resistenza alla compressione e anche la sua planarità è fondamentale. La deformazione della struttura pregiudica il normale montaggio e l'utilizzo.
Possibili cause e soluzioni
Processo di stampaggio: Il progetto iniziale per questo caso prevedeva l'utilizzo di due punti di ingresso del materiale, con il risultato di una superficie di assemblaggio non uniforme e una deformazione agli angoli. A causa dell'orientamento delle fibre di vetro durante il processo di flusso con la massa fusa, il prodotto si ritira meno lungo la direzione del flusso e più perpendicolarmente alla direzione del flusso, causando un ritiro non uniforme e una deformazione.
In genere, quanto più complessa è la situazione del flusso di fusione, tanto più irregolare è il ritiro. La semplificazione della forma del flusso per migliorare la deformazione è una delle misure efficaci. In questo caso, dopo aver rimosso una porta, il metodo di ingresso del materiale è stato modificato in un singolo punto, rendendo più uniforme l'orientamento della fibra di vetro. La forma di flusso semplificata ha migliorato efficacemente la situazione di deformazione da orditura.
Questo caso dimostra che la deformazione del prodotto è causata da un orientamento non uniforme del materiale di rinforzo. Le fibre allungate nel materiale plastico fuso scorrono lungo la direzione del flusso, causando un restringimento minore lungo la direzione del flusso e maggiore perpendicolare ad essa. Il ritiro irregolare causato dall'orientamento porta alla deformazione del prodotto. In questa situazione, la modifica della posizione del gate e della struttura del prodotto può migliorare la deformazione. Per i materiali rinforzati con fibre di vetro, l'orientamento uniforme delle fibre di vetro può spesso ridurre l'effetto di deformazione.
Sintesi
Evitare la deformazione dei pezzi stampati a iniezione richiede la collaborazione tra progettisti e produttori. Da un lato, i progettisti di prodotti devono considerare pienamente le caratteristiche dello stampaggio a iniezione durante la fase di progettazione e integrare questi fattori nella progettazione strutturale per ridurre al minimo la deformazione dopo lo stampaggio. Dall'altro lato, i fornitori di stampi devono affrontare i vari difetti con esperienza professionale, ottenendo costi contenuti e alta qualità.
Se desiderate saperne di più sulla deformazione, non esitate a contattare l'ufficio tecnico di FirstMold al seguente indirizzo e-mail [email protected].











