

Défauts de moulage par injection sont des questions communes que tous les fournisseur de moulage par injection ou fournisseur de moules rencontres. Ils sont de différents types et ont des causes diverses, parmi lesquelles le gauchissement dans le moulage par injection est un défaut relativement courant.
Étant donné que l'apparition d'un gauchissement peut être liée à la structure du produit lui-même, j'invite non seulement les praticiens de l'industrie du moulage par injection, mais aussi les concepteurs de produits, à comprendre le gauchissement. Dans le même temps, les entreprises de conception de produits doivent établir des normes appropriées d'acceptation du moulage par injection en fonction de leurs produits. Ces normes devraient spécifier explicitement les règles concernant les déformations potentielles dans le moulage par injection.
Si vous êtes intéressé par d'autres défauts de moulage par injection, n'hésitez pas à cliquer sur les liens ci-dessous pour en savoir plus.
| Comprendre les différents défauts du moulage par injection | ||||
|---|---|---|---|---|
| Flash | Coup court | Marque d'évier | Distorsion/Déformation | Marque de brûlure |
| Marque d'évasement / Trait d'argent | Tache foncée/Moucheture noire | Marque de débit | Bulle | Ligne de soudure |
| Différence de couleur/couleur inégale | Marque de la goupille d'éjection | |||
Qu'est-ce que le gauchissement dans le moulage par injection ?
Le gauchissement dans le moulage par injection (déformation) se produit lorsque la forme du produit moulé par injection s'écarte de la forme de la cavité du moule. Il s'agit d'un défaut courant dans les produits en plastique. Le gauchissement est facile à comprendre, comme le montre l'illustration ci-dessous. Lorsque cette pièce moulée par injection est placée horizontalement sur une table, le côté gauche n'est manifestement pas au même niveau que la table. C'est ce que nous appelons le gauchissement ou la déformation.

Causes du gauchissement
Les causes du gauchissement des pièces moulées par injection sont principalement les suivantes :
1. Causes de gauchissement liées aux moisissures
- Effets de refroidissement inégaux des canaux d'eau du moule, conduisant à des températures inégales dans le moule et incohérentes. rétrécissement du produit.
- Problèmes liés au système d'éjection du moule entraînant une éjection déséquilibrée et un gauchissement du produit.
- Les noyaux de moules surélevés doivent être refroidis jusqu'au sommet pour assurer un refroidissement correct. Évitez les déformations dues à une surchauffe locale du moule.
- Rugosité dans la position structurelle du produit ou dans la position de guidage du moule, entraînant un collage et une déformation lors de l'éjection.
- Déformation du plastique due à l'adhérence du produit à la cavité ou à l'arrachement du noyau.
- Entrée d'eau inadéquate dans le moule, entraînant une contrainte d'écoulement élevée et une déformation sous contrainte.
- Des différences d'épaisseur importantes dans le placement des matériaux du produit entraînent des différences de retrait et des gauchissements.
2. Réglage de la machine Causes du gauchissement du plastique
- Inégal températures des moulesLa cavité a cinq points et le noyau a cinq points (coins plus centre), ce qui entraîne un retrait et une déformation incohérents.
- Excessif pression de maintienLe produit se plie alors vers l'arrière.
- Pression de maintien insuffisante, entraînant coups courts et marques d'évier du produit.
- Temps de cycle trop court, entraînant un gauchissement du plastique car le produit ne refroidit pas et ne durcit pas correctement.
- Vitesse d'éjection trop rapide, entraînant un gauchissement des pièces pendant l'éjection.
- Mauvais réglage des paramètres de la machine entraînant le collage et le gauchissement du produit.
- Conditions de moulage non qualifiées entraînant des contraintes et des déformations importantes dans le produit.
- Mauvais réglage fixation pour une prise en charge entraînant un gauchissement.
- Méthode d'emballage inappropriée entraînant une déformation due à la compression.
3. Causes de conception de la déformation par gauchissement
- Différences significatives dans les sections d'épaisseur du placement des matériaux du produit, entraînant un rétrécissement et un gauchissement incohérents.
- Mauvaise conception des nervures de renforcement du produit, entraînant un gauchissement du plastique dû à la rétraction du plastique. Ce phénomène est particulièrement évident dans les produits en forme de boîte fabriqués en PP et en PE.
- Mauvaise conception de la position de l'obturateur entraînant un remplissage incomplet et un rétrécissement.
- Mauvaise conception du type de porte entraînant un flux de matériaux inégal et des tensions.
- Une mauvaise conception de la structure du produit entraînant un rétrécissement.
- Mauvaise conception les plans de joint des cavités et des noyaux ce qui entraîne une déformation du produit.
- Réglage inapproprié des valeurs de retrait plastique entraînant une déformation excessive.
4. Causes de gauchissement liées à la machine
- Déséquilibre de l'éjection de la tige de l'éjecteur entraînant une déformation du produit.
- Ouverture du moule déséquilibrée entraînant une déformation du produit.
5. Causes matérielles du gauchissement des pièces moulées
- Les taux de rétrécissement élevés des matériaux entraînant un gauchissement, qui peut être atténué en modifiant le matériau pour réduire les taux de rétrécissement.
- Différences d'orientation des chaînes moléculaires dans le sens de l'écoulement et perpendiculairement au sens de l'écoulement, entraînant des taux de rétrécissement et des déformations différents.
Comment éviter les déformations après le moulage ?
La prévention du gauchissement commence principalement par la conception du produit et du moule, comme indiqué ci-dessous :
1. Épaisseur uniforme de la paroi
Au cours du processus de fabrication, il convient de veiller tout particulièrement à éviter les variations brusques de l'épaisseur des parois. De tels changements soudains peuvent entraîner une contraction inégale du refroidissement et, par conséquent, une déformation des pièces. Pour garantir la stabilité et l'homogénéité du produit, il est essentiel de maintenir une épaisseur de paroi uniforme tout au long du processus.
Pour atteindre cet objectif, une série de mesures peuvent être prises. Tout d'abord, lors de la phase de conception, la répartition de l'épaisseur de la paroi doit être examinée minutieusement afin de s'assurer qu'elle est raisonnable. Cela permet non seulement de réduire les difficultés de fabrication, mais aussi d'améliorer considérablement la qualité du produit. En outre, au cours de la phase de traitement, des méthodes de fabrication avancées, telles que le moulage de précision ou le moulage par injection, peuvent être utilisées pour améliorer la qualité du produit. Usinage CNC doit être utilisé pour obtenir un contrôle précis de l'épaisseur de la paroi.
En outre, pour atténuer les changements brusques de l'épaisseur de la paroi, il convient d'utiliser une méthode de transition graduelle. Cette méthode permet de réduire efficacement la concentration de contraintes et de prévenir davantage la déformation. Par exemple, entre deux sections d'épaisseurs différentes, nous pouvons concevoir une zone de transition où l'épaisseur de la paroi change progressivement.
En résumé, le maintien de l'uniformité et de la cohérence de l'épaisseur de la paroi est essentiel pour garantir la qualité du produit. Grâce à une conception réfléchie, à des techniques de fabrication avancées et à des modifications progressives de l'épaisseur de la paroi, il est possible de prévenir efficacement les déformations dues à une contraction inégale du refroidissement, ce qui améliore la stabilité et la fiabilité du produit.
2. Renforcement des nervures et des structures de soutien
Dans les parois minces ou les grandes surfaces planes, l'ajout de nervures de renforcement est particulièrement important. Elles agissent comme des gardiens de la structure, ajoutant une solide ligne de défense à l'ensemble de la structure. Ces nervures de renforcement jouent un rôle important sur le plan mécanique, en améliorant considérablement la rigidité et la stabilité de la structure.
Imaginez une paroi mince ou une grande surface plane sans nervures de renforcement ; c'est comme un morceau de verre fragile qui pourrait se briser au moindre contact. En revanche, avec ces nervures, la structure est comme une armure solide, capable de maintenir son intégrité quelle que soit la pression ou la force de torsion à laquelle elle est confrontée.
Le rôle des nervures de renforcement ne doit pas être sous-estimé, en particulier dans les cas où le poids propre des pièces en plastique ou les contraintes internes sont importants. Ils agissent comme une barrière, réduisant efficacement le gauchissement causé par le poids propre ou la contrainte interne. Ce type de gauchissement affecte non seulement l'aspect esthétique des pièces en plastique mais, plus important encore, peut avoir une incidence sur les performances et la durée de vie des pièces.
Par conséquent, en ajoutant des nervures de renforcement ou des nervures dans les parois minces ou les grandes zones plates, nous pouvons non seulement améliorer la rigidité et la stabilité globales des pièces en plastique, mais aussi réduire efficacement le risque de gauchissement. Cette philosophie de conception reflète non seulement la recherche de la qualité des produits, mais souligne également le charme de l'innovation technologique. À l'avenir, nous espérons voir davantage de conceptions de nervures de renforcement ou de nervures, afin de préserver la qualité et la stabilité des pièces en plastique.
3. Conception géométrique appropriée
Lors de la conception du produit, un traitement spécial des pièces sujettes à la déformation est nécessaire pour garantir la stabilité et la durabilité du produit. Le bord de l'ouverture d'une boîte est l'une des zones courantes sujettes à la déformation. Pour résoudre ce problème, nous pouvons concevoir cette pièce avec une forme incurvée ou utiliser des transitions arrondies.
Les structures courbes ont de bonnes propriétés mécaniques car elles peuvent disperser efficacement les contraintes et réduire le risque de concentration des contraintes. Lorsqu'elle est soumise à une pression externe ou à un impact, une structure courbe peut répartir la force sur une plus grande surface, réduisant ainsi la probabilité de déformation et de fissuration. En outre, la conception de transitions arrondies contribue également à améliorer la répartition des contraintes de la structure, ce qui renforce encore la rigidité et la stabilité globales de la boîte.
Cette méthode de conception améliore non seulement la fiabilité du produit, mais aussi l'expérience de l'utilisateur. Une boîte stable et indéformable peut mieux protéger le contenu à l'intérieur, en évitant les dommages ou les fuites dus à la déformation. En outre, le design incurvé et arrondi rend le produit plus esthétique et lui confère une apparence confortable et harmonieuse.
Tenir compte des coûts et de la faisabilité de la production
Lors de la mise en œuvre de cette conception, nous devons également tenir compte des coûts de production et de la faisabilité du processus. Bien que les conceptions courbes et arrondies puissent augmenter les coûts de fabrication, les améliorations en termes de stabilité, d'esthétique et d'expérience de l'utilisateur en valent la peine. En outre, une étroite collaboration avec le service de production est nécessaire. Cela permet de garantir la précision et la cohérence du processus de fabrication afin d'obtenir les meilleurs résultats en matière de conception.
En résumé, la conception de pièces sujettes au gauchissement du plastique, comme le bord d'une ouverture de boîte, avec une forme incurvée ou des transitions arrondies est une méthode efficace pour améliorer la stabilité et la durabilité du produit. En utilisant les propriétés mécaniques des structures courbes pour réduire la concentration des contraintes et diminuer le risque de déformation lors du moulage par injection, nous pouvons fournir aux consommateurs des produits plus fiables et plus esthétiques.
4. Disposition des portes et des coulisses
Dans la conception des moules en plastique, la position, le nombre et la taille des portes sont essentiels. La porte est le canal qui relie le moule et la cavité du moule, et sa position, son nombre et sa taille affectent directement l'état de l'écoulement du plastique fondu entrant dans la cavité du moule. Pour garantir un remplissage uniforme du plastique, une planification minutieuse de la conception de la porte est nécessaire.
Tout d'abord, le choix de la position de l'obturateur doit être soigneusement étudié. L'opercule doit être placé au niveau du plan de joint du moule ou du centre de pression de la cavité du moule, afin que le plastique en fusion puisse s'écouler uniformément dans la cavité du moule pendant le remplissage. En outre, la position de l'opercule doit éviter les structures importantes de la pièce en plastique afin de ne pas nuire aux performances et à l'aspect de la pièce.
Deuxièmement, nous devons prévoir un nombre raisonnable de vannes. Un trop grand nombre de portes peut provoquer un écoulement chaotique du plastique, augmentant ainsi les contraintes internes ; un nombre insuffisant de portes peut entraîner un remplissage plastique inégal, produisant également des contraintes internes. Par conséquent, le choix du nombre approprié de portes en fonction de la taille et de la forme de la pièce en plastique est essentiel pour assurer un remplissage plastique uniforme.
Enfin, le contrôle de la taille des trappes est tout aussi important. Des portes trop petites peuvent entraîner un mauvais écoulement du plastique, ce qui prolonge le cycle de moulage ; des portes trop grandes peuvent entraîner un remplissage trop rapide du plastique, ce qui conduit à un remplissage inégal. Par conséquent, il est nécessaire de définir la taille appropriée de la porte en fonction du type de plastique et de la structure du moule afin d'assurer un remplissage uniforme du plastique.
En résumé, il est essentiel de bien définir la position, le nombre et la taille des portes pour garantir un remplissage uniforme du plastique fondu dans la cavité du moule et éviter les tensions internes causées par un remplissage inégal. Lors de la conception des moules pour matières plastiques, nous devons accorder une attention particulière à la conception des portes afin de garantir la qualité et les performances des pièces en plastique.
5. Systèmes de ventilation et de refroidissement :
Lors de la conception des systèmes d'aération, nous devons réfléchir à la manière de réduire le phénomène de piégeage des gaz et, partant, de diminuer la pression interne. Un excellent système de ventilation peut expulser efficacement les gaz du moule et assurer une évacuation régulière des gaz pendant le processus de moulage par injection, en évitant la formation de poches de gaz ou d'autres défauts.
En outre, nous devons optimiser le système de refroidissement du moule. En utilisant des conduites de refroidissement efficaces, une distribution raisonnable des canaux d'eau de refroidissement et un flux efficace de liquide de refroidissement, nous pouvons assurer un refroidissement uniforme de toutes les parties du moule, réduisant ainsi les contraintes thermiques et améliorant la qualité du produit. Ces optimisations permettent non seulement de raccourcir le cycle de moulage et d'améliorer l'efficacité de la production, mais aussi de prolonger efficacement la durée de vie du moule.
En résumé, des systèmes de ventilation et de refroidissement des moules bien conçus sont essentiels pour le moulage par injection. Ce n'est qu'en garantissant une évacuation régulière des gaz et un refroidissement uniforme du moule que l'on peut obtenir des produits de haute qualité et augmenter les bénéfices de la production. Dans les recherches et les pratiques futures, nous continuerons à nous concentrer sur l'optimisation de la conception des systèmes de ventilation et de refroidissement des moules afin de faire progresser la technologie du moulage par injection.
6. Sélection des matériaux appropriés
Pour garantir le bon déroulement du moulage par injection et réduire le taux de déformation des produits, nous devons accorder une attention particulière à la sélection des matières plastiques. Lors de la sélection des matières plastiques, il convient de mettre l'accent sur l'utilisation prévue et les exigences du processus. Pour les produits exigeant une grande précision dimensionnelle, il convient de choisir des matières plastiques à faible taux de retrait. Le niveau de retrait affecte directement la stabilité dimensionnelle du produit ; plus le taux de retrait est faible, plus il est facile de garantir la précision dimensionnelle du produit.
Outre le taux de rétrécissement, la fluidité est également un facteur important à prendre en compte lors de la sélection des matières plastiques. Les plastiques ayant une bonne fluidité peuvent remplir le moule plus facilement pendant le processus de moulage par injection, ce qui réduit la formation de défauts de moulage. En outre, la stabilité des propriétés mécaniques est un aspect qu'il ne faut pas négliger. Si les propriétés mécaniques des matières plastiques sont instables, divers problèmes tels que des fractures et des déformations peuvent facilement se produire au cours du processus de moulage par injection, ce qui affecte non seulement l'apparence du produit, mais aussi sa durée de vie.
Par conséquent, pour s'adapter au processus de moulage par injection et réduire la déformation des produits, nous devons sélectionner des matériaux plastiques présentant de faibles taux de retrait, une bonne fluidité et des propriétés mécaniques stables, en fonction de l'utilisation prévue et des exigences du processus. Ces matériaux garantissent non seulement la précision dimensionnelle du produit, mais améliorent également l'efficacité de la production et réduisent les coûts de production. Dans le même temps, ils garantissent une utilisation à long terme du produit, améliorant ainsi sa compétitivité sur le marché.
7. Contrôle des conditions de moulage
Pour optimiser le processus de moulage par injection et réduire l'accumulation de contraintes résiduelles, il est nécessaire d'ajuster soigneusement les paramètres connexes. Vitesse d'injection et la pression sont deux paramètres clés qui affectent directement les effets d'écoulement et de remplissage du plastique dans le moule. En augmentant de manière appropriée la vitesse d'injection, nous pouvons accélérer la vitesse d'écoulement du plastique dans le moule, améliorer l'effet de remplissage et réduire ainsi l'accumulation de contraintes résiduelles.
En même temps, un réglage raisonnable de la pression d'injection permet au plastique de pénétrer en douceur dans le moule et de remplir tous les coins, ce qui réduit efficacement les contraintes résiduelles.
La durée de la pression de maintien est également un facteur important qui influe sur les contraintes résiduelles. Une durée de pression de maintien insuffisante entraîne un refroidissement inadéquat du plastique, ce qui augmente les contraintes internes. L'allongement de la durée de maintien de la pression permet au plastique de refroidir complètement dans le moule, ce qui contribue à réduire les contraintes résiduelles.
En outre, le contrôle du temps de refroidissement est également crucial. Un temps de refroidissement trop court entraîne un refroidissement inégal du plastique, ce qui provoque facilement des contraintes thermiques. Il est donc essentiel de fixer le temps de refroidissement de manière raisonnable en fonction des caractéristiques du plastique et de la structure du moule pour réduire les contraintes résiduelles.
En résumé, en ajustant soigneusement les paramètres du processus de moulage par injection, tels que la vitesse d'injection, la pression, le temps de maintien de la pression et le temps de refroidissement, et en utilisant des techniques rhétoriques pour améliorer l'efficacité de l'expression, l'accumulation de contraintes résiduelles peut être efficacement réduite, améliorant ainsi la qualité et la stabilité des produits moulés par injection.
8. Précision et entretien des moules :
La précision est un facteur essentiel dans le processus de fabrication des moules. Pour garantir la précision de fabrication du moule, nous avons mis en œuvre une série de mesures strictes de contrôle de la qualité. Tout d'abord, nous utilisons des équipements d'usinage de haute précision et procédons à un étalonnage précis pour assurer la stabilité et la précision des équipements. Ensuite, nous sélectionnons et contrôlons rigoureusement les matériaux des moules afin de garantir leur qualité et leur stabilité. En outre, nous renforçons le contrôle de la qualité pendant le processus d'usinage, en procédant à des inspections et à des vérifications strictes à chaque étape afin d'empêcher la transmission et l'accumulation d'erreurs.
Outre la précision, l'état de surface de la cavité du moule est également un facteur important qui influe sur la qualité du produit et la durée de vie du moule. Pour améliorer la surface lisse de la cavité du moule, nous utilisons des techniques de polissage avancées et renforçons le contrôle et la gestion du processus de polissage. Parallèlement, nous procédons à des inspections et à des évaluations rigoureuses du moule poli afin de nous assurer que la qualité et la douceur de sa surface sont conformes aux exigences.
Pour garantir la stabilité dimensionnelle et la durée de vie du moule, nous procédons régulièrement à son entretien et à sa maintenance. Nous avons mis en place un système de maintenance complet, détaillant et enregistrant chaque étape de la maintenance. Parallèlement, nous renforçons la formation et la gestion du personnel de maintenance, améliorant ainsi le professionnalisme et la qualité du travail de maintenance. Grâce à la mise en œuvre de ces mesures, nous prolongeons efficacement la durée de vie du moule, améliorons l'efficacité de la production et la qualité des produits.
En résumé, pour garantir la précision de la fabrication du moule, la surface lisse de la cavité du moule, la stabilité dimensionnelle et la durée de vie, nous avons mis en œuvre une série de mesures strictes de contrôle de la qualité et de systèmes de gestion. La mise en œuvre de ces mesures permet non seulement d'améliorer la qualité et la stabilité du moule, mais aussi de soutenir fortement le développement de l'entreprise.
9. Utilisation de la technologie de la balance à cavités multiples :
Dans le processus de production des moules multi-empreintes, il est essentiel d'équilibrer la pression et le taux de remplissage de chaque cavité. Étant donné que la position, la taille et la structure de chaque cavité dans le moule peuvent varier, la pression du fluide et le taux de remplissage qu'elles subissent au cours du processus de remplissage varient également. Si elles ne sont pas équilibrées, les produits individuels risquent de se déformer.
Pour éviter cette situation, les producteurs doivent surveiller de près la pression et le taux de remplissage de chaque cavité. Ils doivent utiliser des équipements de contrôle avancés pour surveiller la pression et le taux de remplissage de chaque cavité en temps réel et procéder à des ajustements pour garantir la cohérence au cours du processus de remplissage. Si la pression ou le taux de remplissage d'une cavité s'avère trop élevé ou trop faible, des ajustements doivent être effectués rapidement pour garantir la forme et la qualité du produit.
En outre, les producteurs doivent régulièrement assurer la maintenance et l'entretien du moule pour garantir son fonctionnement normal. Ils doivent inspecter l'étanchéité du moule, le système de refroidissement et d'autres composants clés pour s'assurer qu'ils sont en bon état de fonctionnement. En cas de problème, des réparations ou des remplacements doivent être effectués rapidement afin d'éviter toute déformation du produit causée par des défaillances du moule.
En résumé, il est essentiel d'équilibrer la pression et le taux de remplissage de chaque cavité d'un moule multi-empreintes pour garantir la forme et la qualité du produit. Les fabricants doivent prendre une série de mesures pour s'assurer que chaque empreinte subit une pression et un taux de remplissage appropriés au cours du processus de remplissage. Ils doivent également assurer la maintenance et l'entretien réguliers du moule pour garantir son fonctionnement normal. Ce n'est qu'ainsi que des produits de haute qualité pourront être fabriqués pour répondre aux besoins des clients.
Deux études de cas illustrent les solutions au gauchissement
Première étude de cas : déformation du couvercle d'une boîte scellée
Le couvercle noir de la boîte scellée est fabriqué en PA6+30%GF et utilise un portillon. Après le démoulage, le gauchissement affecte les opérations de soudage ultérieures.

Causes possibles et solutions
Dans ce cas, le plan initial prévoyait un seul point d'entrée du matériau sur le côté long de la pièce. Cela provoque un gauchissement important aux deux extrémités du produit, ce qui entraîne une mauvaise résistance au soudage par vibration et une défaillance lors des essais de pression. En raison de l'orientation des fibres de verre pendant le processus d'écoulement de la matière fondue, le produit se rétracte de manière inégale dans le sens de l'écoulement et perpendiculairement au sens de l'écoulement, ce qui provoque un gauchissement.
Par conséquent, la modification de la forme de l'écoulement de la matière fondue en un écoulement unidirectionnel améliore le gauchissement. Le déplacement de la position de la porte du milieu du côté long du produit vers le côté court modifie efficacement l'orientation originale des fibres de verre, ce qui rend l'orientation plus uniforme. Les défauts de moulage du produit sont considérablement améliorés.
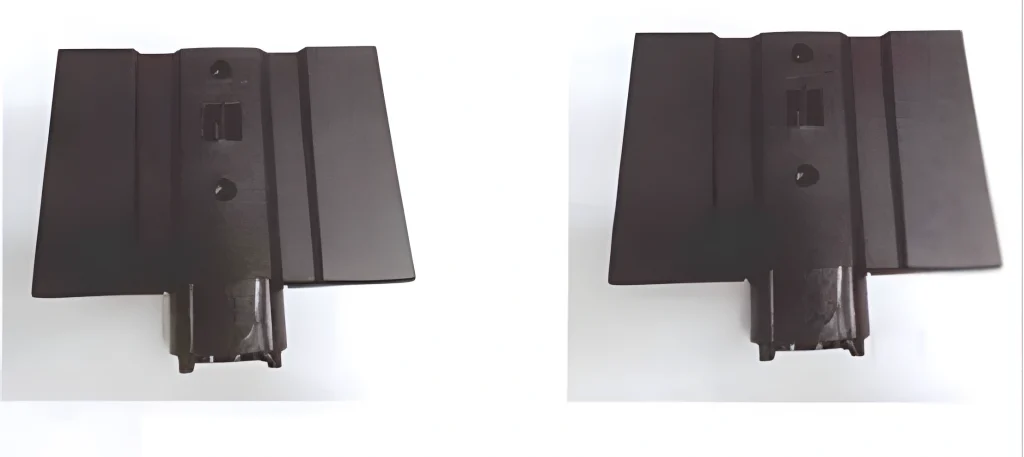
Deuxième étude de cas : déformation d'un support de meuble TV
Le support noir du meuble TV, fabriqué en PBT+30%GF, utilise un point d'attache et subit une déformation des angles, ce qui rend l'assemblage difficile. En tant qu'élément porteur du meuble TV, il nécessite une certaine résistance à la compression et sa planéité est également cruciale. La déformation du gauchissement affecte l'assemblage et l'utilisation normaux.
Causes possibles et solutions
Processus de moulage : Le plan initial pour ce cas impliquait l'utilisation de deux points d'entrée du matériau, ce qui entraînait une surface d'assemblage inégale et un gauchissement dans les coins. En raison de l'orientation des fibres de verre pendant le processus d'écoulement de la matière fondue, le produit se rétracte moins dans le sens de l'écoulement et plus perpendiculairement à celui-ci, ce qui entraîne un rétrécissement et un gauchissement inégaux.
En règle générale, plus la situation de l'écoulement de la matière fondue est complexe, plus le retrait est irrégulier. L'une des mesures efficaces consiste à simplifier la forme de l'écoulement pour améliorer le gauchissement. Dans ce cas, après avoir enlevé une porte, la méthode d'entrée du matériau a été modifiée en un seul point, ce qui a rendu l'orientation de la fibre de verre plus uniforme. La forme de flux simplifiée a permis d'améliorer efficacement la situation de déformation par gauchissement.
Ce cas montre que le gauchissement du produit est dû à une orientation inégale du matériau de renforcement. Les fibres allongées dans la matière plastique fondue s'écoulent dans le sens de l'écoulement, ce qui entraîne un retrait moindre le long du sens de l'écoulement et plus important perpendiculairement à celui-ci. Le retrait inégal causé par l'orientation entraîne une déformation du produit. Dans cette situation, la modification de la position de la porte et de la structure du produit peut améliorer le gauchissement. Pour les matériaux renforcés de fibres de verre, l'utilisation d'une orientation uniforme des fibres de verre permet souvent de réduire l'effet de gauchissement.
Résumé
Éviter le gauchissement des pièces moulées par injection nécessite une collaboration entre les concepteurs et les fabricants. D'une part, les concepteurs de produits doivent prendre pleinement en compte les caractéristiques du moulage par injection au cours de la phase de conception et intégrer ces facteurs dans la conception structurelle afin de minimiser le gauchissement après le moulage. D'autre part, les fournisseurs de moules doivent s'attaquer aux divers défauts avec une expérience professionnelle, afin de parvenir à un coût faible et à une qualité élevée.
Si vous souhaitez en savoir plus sur le gauchissement ou la déformation, n'hésitez pas à contacter le service d'échange technique de FirstMold à l'adresse suivante [email protected].











