
Brandflecken sind nicht üblich Fehler beim Spritzgießen. Daher sind viele Fachleute aus der Werkzeug- und Spritzgießbranche nicht sehr vertraut damit. Obwohl Brandspuren nichts mit der Produktstruktur zu tun haben, fordert FirstMold Produktdesigner, Konstrukteure und Maschinenbaukonstrukteure dazu auf, sich ein gewisses Verständnis dafür anzueignen.
Wenn Sie an anderen Spritzgussfehlern interessiert sind, klicken Sie bitte auf die Links in der Tabelle unten, um mehr zu erfahren.
| Verschiedene Fehler beim Spritzgießen verstehen | ||||
|---|---|---|---|---|
| Blitzlicht | Kurzer Schuss | Senke Mark | Verwerfung/Deformation | Brandfleck |
| Spreizungszeichen/Silberstreif | Dunkler Fleck/Schwarzer Fleck | Flow Mark | Blase | Schweißnaht |
| Farbunterschied/ungleichmäßige Farbe | Auswerferstift-Markierung | |||
Was sind Brandspuren beim Spritzgießen?
Brandflecken sind dunkle oder schwarze Flecken, die sich am Ende des Fließweges oder in Gaseinschlüssen während des Spritzgießprozesses aufgrund einer schlechten Entlüftung des Werkzeugs oder einer zu schnellen Einspritzung bilden, bei der die Luft im Inneren des Werkzeugs keine Zeit zum Entweichen hat und sich plötzlich unter hohem Druck erhitzt (in extremen Fällen können die Temperaturen bis zu 3000 Grad erreichen). Die überhitzte Druckluft verbrennt die Schmelze.

Beeinträchtigen Brandflecken das Produkt?
Brandflecken auf spritzgegossenen Teilen können das Aussehen und die Qualität des Produkts beeinträchtigen. Die betroffenen Bereiche können unterschiedliche Farben und Texturen aufweisen, z. B. schwarz, gelb oder rau werden, was die Ästhetik des Produkts beeinträchtigen kann; wie in der Abbildung unten zu sehen ist, wird das Aussehen nach dem Auftreten von Brandflecken erheblich beeinträchtigt;
Brandflecken auf spritzgegossenen Teilen können auch die Leistung und Zuverlässigkeit des Produkts beeinträchtigen. Die betroffenen Bereiche können die physikalischen und chemischen Eigenschaften der spritzgegossenen Teile verändern, z. B. ihre Festigkeit, Hitzebeständigkeit oder Korrosionsbeständigkeit verringern, was die Verwendbarkeit des Produkts beeinträchtigen kann;
Brandflecken auf spritzgegossenen Teilen können sich auch auf die Produktionseffizienz und die Kostenkontrolle auswirken; Brandflecken können dazu führen, dass spritzgegossene Teile verschrottet oder nachgearbeitet werden müssen, was die Produktionskosten erhöht.
Ursachen von Brandflecken
1. Ausrüstungsbezogene Faktoren
a) Aufgrund von Fehlfunktionen oder Schäden an Thermoelementen, Temperaturregelsystemen und Heizsystemen, die zu einer örtlichen Überhitzung des Fasses führen,
b) Beschädigung der Schnecke, des Umlenkzylinders und des Rückschlagrings, was zu Materialrückständen führt.
c) Schlechte Passung zwischen der Düse und der Hauptkanalbuchse der Form, was zu abnormaler Scherung führt.
d) Lücken zwischen Schnecke und Zylinder, Lockerung der Gewindeverbindungen im Zylinder, was zu Schmelzerückhaltung und Zersetzung bei längerer Erhitzung führt.
e) Fremdkörper aus Metall, die sich in den Schraubennuten oder an der Vorderseite des Laufs festgesetzt haben und einen anormalen Materialauswurf und Materialzersetzung verursachen.
2. Schimmelpilzbedingte Faktoren
a) Schlechte Entlüftung der Form, adiabatische Komprimierung des Kunststoffs und Verbrennung durch intensive Reaktionen mit Sauerstoff unter hoher Temperatur und hohem Druck.
b) Anschnittdesign und -position sollten bei der Konstruktion der Form den Fließzustand der Schmelze und die Entlüftungsleistung der Form vollständig berücksichtigen.
c) Eine unzureichende Entlüftung der Form oder eine falsche Positionierung sowie zu hohe Füllgeschwindigkeiten führen dazu, dass die adiabatisch komprimierte Luft in der Form Gase mit hoher Temperatur erzeugt, die zur Zersetzung des Harzes und zur Verkohlung führen.
d) Die Entlüftungsöffnungen der Form sind durch Formtrennmittel und Verunreinigungen auf der Formoberfläche blockiert, was zu einer schlechten Entlüftung führt.
3. Formprozessbezogene Faktoren
a) Schmelzbruch, der zu Brandflecken führt
Schmelzebruch kann auftreten, wenn die Schmelze mit hohen Geschwindigkeiten und Drücken in eine große Kavität eingespritzt wird, was zu Querbrüchen an der Oberfläche und zur Bildung von Blasen führt, insbesondere wenn eine kleine Menge Schmelze in eine große Kavität eingespritzt wird.
Das Phänomen entsteht durch die elastische Verformung der Polymerschmelze. Wenn die Schmelze im Zylinder fließt, wird der Teil nahe der Zylinderwand, der einer höheren Reibung und langsameren Fließgeschwindigkeiten ausgesetzt ist, stark belastet. Beim Ausstoßen baut sich diese Spannung ab, aber die zentrale Schmelze fließt mit hoher Geschwindigkeit weiter und zieht die sich langsamer bewegende Randschmelze mit. Dies führt zu einer schnellen Neuausrichtung der Fließgeschwindigkeiten und erheblichen Spannungsschwankungen in der Schmelze. Wenn die Spannung die Belastbarkeit der Schmelze übersteigt, kommt es zum Schmelzbruch.
b) Auswirkungen der Einspritzgeschwindigkeit
Wenn die Schmelze mit langsamer Geschwindigkeit in die Kavität eingespritzt wird, ist der Fließzustand der Schmelze laminar; wenn die Einspritzgeschwindigkeit auf ein bestimmtes Niveau ansteigt, wird der Strömungszustand allmählich turbulent. Im Allgemeinen haben Kunststoffteile, die unter laminaren Fließbedingungen geformt werden, eine glattere und glänzendere Oberfläche, während unter turbulenten Bedingungen nicht nur das Auftreten von Blasen an der Oberfläche wahrscheinlicher ist, sondern auch die Bildung von Gasblasen im Inneren der Kunststoffteile wahrscheinlicher ist. Daher sollte die Einspritzgeschwindigkeit nicht zu hoch sein, und die Schmelze sollte so gesteuert werden, dass sie das Werkzeug unter laminaren Fließbedingungen füllt.
c) Eine zu hohe Temperatur der Schmelze, die dazu führen kann, dass sich die Schmelze zersetzt und verkohlt, was zu Blasen auf der Oberfläche der Kunststoffteile führt.
d) Materialzersetzung durch zu lange Verweildauer im Fass bei längeren Zyklen.
4. Auswirkungen von Rohstoffen
a) Hoher Gehalt an Feuchtigkeit und flüchtigen Stoffen in den Rohstoffen.
b) Hoher Schmelzindex, gute Fließfähigkeit der Schmelze, so dass es schwierig ist, Gase auszutreiben.
c) Kunststoffadditive, Farbstoffe, die flüchtige Substanzen enthalten, und Feuchtigkeit, die nicht gegen hohe Temperaturen resistent sind, die eine Zersetzung verursachen.
Verbesserungsmaßnahmen für Brandflecken
1. Brandflecken entstehen bei leeren Injektionen
a) Prüfen Sie, ob die Düse verstopft ist.
b) Überprüfen Sie, ob die Schraube, der Kontrollring, der Zylinder usw. beschädigt sind.
c) Überprüfen Sie das Heizsystem, die Temperaturfühlerleitungen, die Thermoelemente, die Heizringe und die Einstellungen der Plastifiziertemperatur auf Anomalien.
d) Prüfen Sie, ob das Rohmaterial Farbpulver, Masterbatch usw. leicht abbaubare Substanzen enthält, und erwägen Sie den Austausch anderer Materialien, um das Problem zu beseitigen.
e) Prüfen Sie, ob der Gegendruck zu hoch, die Speicherdrehzahl zu hoch oder die Vorplastifizierungszeit zu lang ist, was zur Zersetzung und Verkohlung des Rohmaterials führt.
2. Brandspuren in der Form
a) Für Heißkanalformen, Überprüfen Sie den Heißkanal selbst und die Temperaturregelung auf Anomalien.
b) Bei Kaltkanalwerkzeugen sind Anguss und Anschnitt auf Beschädigungen usw. zu überprüfen.
3. Brandflecken auf dem Produkt
a) Wenn an den Rändern des Produkts Brandflecken auftreten, sollten Sie die Entlüftung erhöhen und die Einspritzgeschwindigkeit verringern.
b) Wenn Verbrennungsspuren in der Mitte des Produkts auftreten, sollten Sie einen Wechsel des Ausblaseinsatzes oder das Hinzufügen eines Ausblasstifts in Erwägung ziehen und im Prozess eine segmentierte Einspritzung verwenden, bei der die Einspritzgeschwindigkeit an der Stelle der Verbrennungsspuren reduziert wird.
c) Wenn am hinteren Ende des Produkts Brandflecken auftreten, empfehlen wir, die Entlüftungsrillen der Form zu reinigen und die Schließkraft zu verringern.
Fallanalyse von Brandflecken

Produkt-Einführung
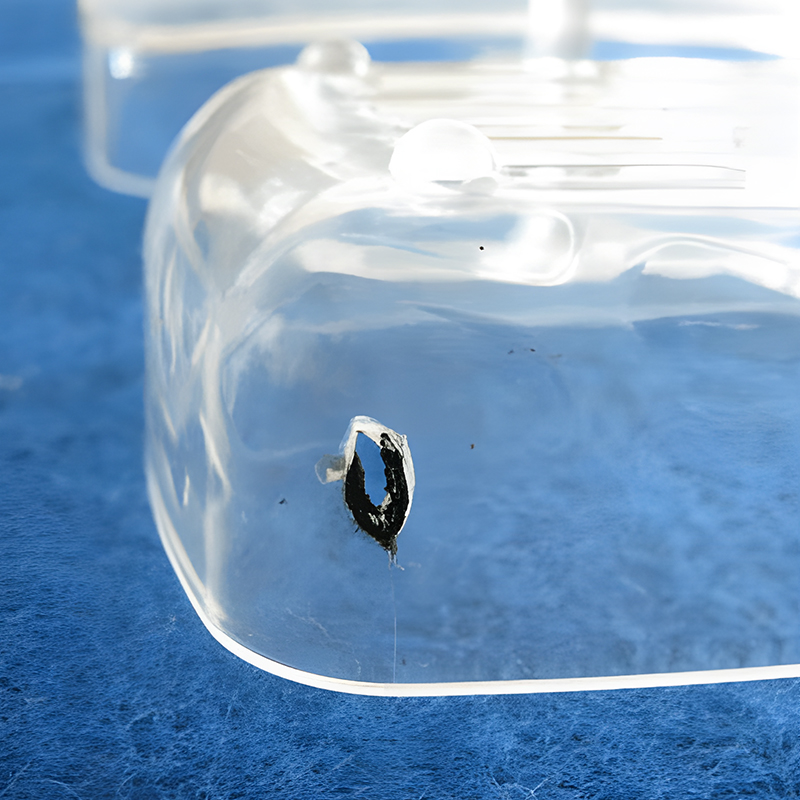
Das obige Bild zeigt einen Fall von Produktbrandspuren. Das rechte Bild ist eine Nahaufnahme des linken Bildes.
Das Produkt besteht aus PBT, einer Art von Verbindungselementen mit dicken Wänden und einer sekundären Oberfläche. Aufgrund der hohen Qualitätsanforderungen des Kunden sind auffällige Oberflächenfehler am Produkt nicht akzeptabel.
Die Bedingungen für die Formgebung sind wie folgt.
a. Formgebungstemperatur: 60~80℃.
b. Materialtemperatur: 240~260℃.
c. Einspritzgeschwindigkeit in drei Stufen: erste Stufe mit 180 mm/s, zweite Stufe mit 135 mm/s, dritte Stufe mit 40 mm/s.
d. Einspritzzeit: 1,5~3s.
e. Einspritzdruck: 1300~1500kgf/cm².
Produkt-Probleme
Das Produktbild zeigt leichte Brandspuren innerhalb des roten Kreises, die der Kunde nicht akzeptiert.
Gründe und Strategien
(1) Ursachenanalyse
Während der ersten FormtestEine Analyse der Fließschablone ergab, dass die Brandspuren an der Endschmelzlinie des Produkts hauptsächlich darauf zurückzuführen waren, dass die Gase an der markierten Stelle im Formhohlraum nicht entweichen konnten, was zu Brandspuren durch eingeschlossene Gase führte.
(2) Lösungsstrategien
Da die Produkt- und Werkzeugstrukturen bereits vom Kunden bestätigt wurden und nicht mehr geändert werden können, kann das Problem nur durch eine Anpassung der Werkzeugentlüftung und der Spritzgießprozesse gelöst werden.
Erweitern Sie die Entlüftungsschlitze im Fließweg der Form, die Trennfläche der Form und die Auswerferstifte so weit wie möglich und reduzieren Sie die Entlüftungsmenge am Ende, um die Schwere der Brandspuren zu verringern.
Stellen Sie das Spritzgießverfahren auf eine mehrstufige Einspritzung um. Aufgrund der Dicke des Produkts sollten Sie in den letzten beiden Spritzgießphasen niedrige Geschwindigkeiten oder sogar noch niedrigere Geschwindigkeiten verwenden, um die Schwere der Verbrennungsspuren zu verringern.
Letzte Worte
Ich bin Lee Young von FirstMold und arbeite jeden Tag fleißig. Auf der Grundlage von Büchern, Handbüchern und praktischen Erfahrungen in der Werkstatt habe ich viele Arbeitserfahrungen zusammengefasst, um das Nachschlagen und Lernen zu erleichtern. Für diejenigen, die etwas über Spritzgießen, Formenbau, Produktstruktur und Formenbau lernen, ist es wichtig, zu lesen, zu üben und mehr auszuprobieren und keine Angst vor dem Scheitern zu haben. Ich hoffe, meine Erfahrungen können Ihnen helfen.











