

Fehler beim Spritzgießen sind häufige Probleme, die während des Spritzgießprozesses auftreten können. So sind Einfallstellen beim Spritzgießen ein sehr häufiger Fehler.
Für Produktdesigner, Konstrukteure und Designunternehmen ist das Verständnis von Einfallstellen und anderen Spritzgussfehlern eine Hilfe bei der Verbesserung von Designmethoden und der Prüfung von fertigen Produkten oder Teilen aus Spritzgussfabriken (siehe Normen für die Abnahme von Spritzgussteilen).
Für Formenbauer und Spritzgießer ist es von grundlegender Bedeutung, Einfallstellen beim Spritzgießen zu analysieren und diesen Fehler perfekt zu beheben. Jeder Werkzeug- und Spritzgießer hat die Verantwortung und die Pflicht, das gesamte Wissen über Spritzgießfehler zu beherrschen.

Nachfolgend finden Sie eine Tabelle mit den häufigsten Spritzgießfehlern und ausführliche Informationen darüber. Interessierte Freunde sind herzlich eingeladen, für ein besseres Verständnis zu klicken:
| Verschiedene Fehler beim Spritzgießen verstehen | ||||
|---|---|---|---|---|
| Blitzlicht | Kurzer Schuss | Senke Mark | Verwerfung/Deformation | Brandfleck |
| Spreizungszeichen/Silberstreif | Dunkler Fleck/Schwarzer Fleck | Flow Mark | Blase | Schweißnaht |
| Farbunterschied/ungleichmäßige Farbe | Auswerferstift-Markierung | |||
Was ist eine Einfallstelle beim Spritzgießen?
Einfallstellen, Schrumpfflächen oder Vertiefungen auf der Oberfläche von Kunststoffteilen sind häufig auftretende Fehler, die beim Spritzgussverfahren nur schwer zu beseitigen sind.

Schädigungen durch Einfallspuren
Einfallstellen führen dazu, dass die Oberfläche von Kunststoffteilen konkav und uneben ist, was das Erscheinungsbild stark beeinträchtigt. Zu offensichtliche Einfallstellen beim Spritzgießen können durch eine Oberflächenbehandlung nicht kaschiert werden, und glänzende Oberflächenbehandlungen verstärken die Fehler sogar noch.
Wenn der Endverbraucher bei Konsumgütern wie Waschmaschinen, Kühlschränken und Laptops zahlreiche Einfallstellen auf der Oberfläche sieht, mit unebenen Oberflächen und konkaven Unregelmäßigkeiten, wird er die Qualität des Produkts als schlecht empfinden, was das Markenimage ernsthaft beeinträchtigt.
Wenn das Produkt nicht direkt für Endverbraucher, sondern für Unternehmenskunden bestimmt ist, kann der Anblick zahlreicher Einfallstellen dazu führen, dass diese die Ingenieure als unprofessionell empfinden und das Image des Unternehmens beeinträchtigen.
Darüber hinaus können Einfallstellen auch die Abmessungen bestimmter Bereiche von Kunststoffteilen beeinträchtigen, was sich auf die Montage und die entsprechende Funktionsausführung auswirkt.
Zusammenfassend lässt sich sagen, dass Einfallstellen zwar unbedeutend erscheinen mögen, ihr potenzieller Schaden jedoch den Verlust von Nutzern und Kunden sowie die Beeinträchtigung der Montage usw. umfasst, was nicht unterschätzt werden sollte.
Warum entstehen Senkungsflecken?
Beim Spritzgießen muss das Kunststoffmaterial geschmolzen werden, und der geschmolzene Kunststoff muss während des Abkühl- und Erstarrungsprozesses kontinuierlich schrumpfen. Wenn die Dicke des Kunststoffteils nicht gleichmäßig oder ungleichmäßig abgekühlt ist, können unterschiedliche Schrumpfungsgrade auftreten.

Wenn die äußere Oberfläche des Kunststoffteils nicht steif genug ist, um der durch die innere Schrumpfung erzeugten Zugkraft zu widerstehen, bewegt sich das Oberflächenmaterial nach innen, was zu Einfallstellen auf der Oberfläche führt, die in nachfolgenden Prozessen nicht ausgeglichen werden können. Wenn die äußere Oberfläche des Kunststoffteils ausreichend steif ist, bilden sich im Inneren Hohlräume.
Zu den spezifischen Faktoren, die zu Einfallstellen in Produkten beitragen, gehören unter anderem Kunststoffmaterialien, Produktdesign, Werkzeugstruktur und Parameter des Spritzgießprozesses.
1. Materialfaktoren, die zur Entstehung von Einfallstellen beim Spritzgießen beitragen
Wenn die Schrumpfungsrate des Kunststoffs hoch ist, ist das Auftreten von Einfallstellen wahrscheinlicher. Aus Tabelle 1 ist ersichtlich, dass bei PC/ABS die Wahrscheinlichkeit von Einfallstellen relativ gering ist, wenn die Dicke der Verstärkungsrippen auf 50% der Grundwanddicke ausgelegt ist. Im Gegensatz dazu sind bei PBT Einfallstellen nur dann weniger wahrscheinlich, wenn die Dicke der Verstärkungsrippen mit 30% der Grundwanddicke ausgelegt ist. Das bedeutet, dass schon eine geringfügig dickere Verstärkungsrippendicke die Wahrscheinlichkeit von Einfallstellen stark erhöht.
| Plastik Material | Minimale Schrumpfung | Weniger Schrumpfung |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (glasfaserverstärkt) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (glasfaserverstärkt) | 33% | 50% |
Neben der Schrumpfungsrate gibt es weitere Materialfaktoren, die zu Einfallstellen in Spritzgussteilen beitragen:
- Einfallstellen, die durch unzureichende Trocknung des Materials verursacht werden.
- Einfallstellen, die durch zu große oder ungleichmäßige Materialpartikel verursacht werden und zu einer minderwertigen Schmelzqualität führen.
Tipps: Klicken Sie auf den Hyperlink, um nähere Informationen zu erhalten Kunststoff-Schrumpfung.
2. Design-Faktoren, die zu Produkt-Sinkwerten beitragen
In Bezug auf Einfallstellenphänomene, die sich aus der Produktgestaltung ergeben, werden wir uns auf die Diskussion über die Wandstärke konzentrieren.
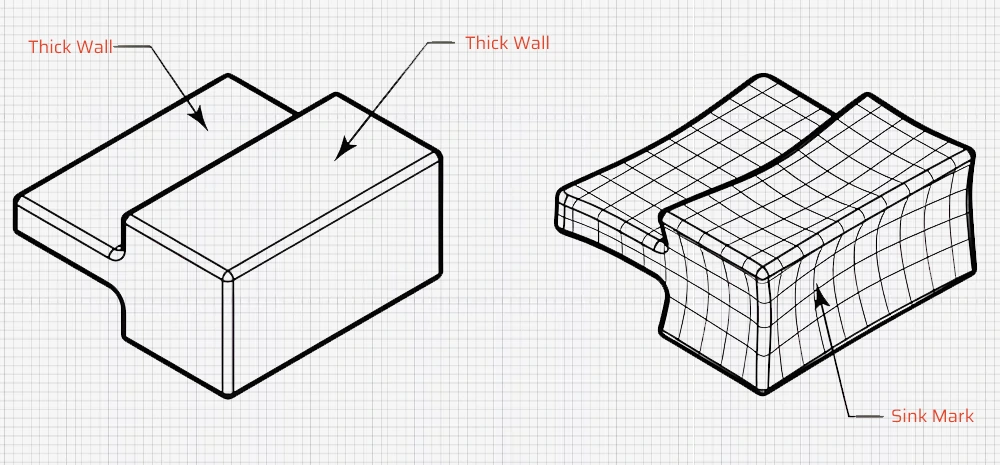
Bereiche mit lokal übermäßiger Wandstärke kühlen langsamer ab als Bereiche mit dünneren Wänden. Bereiche mit dünneren Wänden sind bereits abgekühlt und erstarrt, während Bereiche mit übermäßig dicken Wänden noch nicht vollständig abgekühlt und erstarrt sind. Wenn die übermäßig dickwandigen Bereiche weiter abkühlen und erstarren, entsteht eine Einfallstelle.
Bereiche mit lokal überhöhter Wanddicke treten am ehesten am Fuß von Bewehrungsrippen, Pfeilerwurzeln, Verbindungen zwischen VerstärkungsrippenVerbindungen zwischen Verstärkungsrippen und Wänden sowie Verbindungen zwischen Pfeilern und Wänden.
Außerdem führt eine ungleichmäßige Wandstärke in dünnwandigen Bereichen zu einer schnelleren Abkühlung und weniger Schrumpfung, während in dickwandigen Bereichen eine langsamere Abkühlung und eine größere Schrumpfung auftreten, was zu Einfallstellen führt.
Zusammenfassend lässt sich sagen, dass unsachgemäßes Design, das zu Einfallstellen in Spritzgussteilen führt, folgende Ursachen hat:
- Ungleiche Wandstärken aufgrund eines unausgewogenen Produktdesigns.
- Übermäßige Dicke der Gate-Design.
- Unsachgemäße Planung der Knochenposition ohne Berücksichtigung der Materialschrumpfungsnormen, was zu einer übermäßigen Dicke und anschließender Schrumpfung führt.
- Übermäßige Dicke der Schraubensäulenpositionen, die nicht gemäß den Standard-Schraubensäulendesigns für Kunststoffprodukte ausgelegt sind.
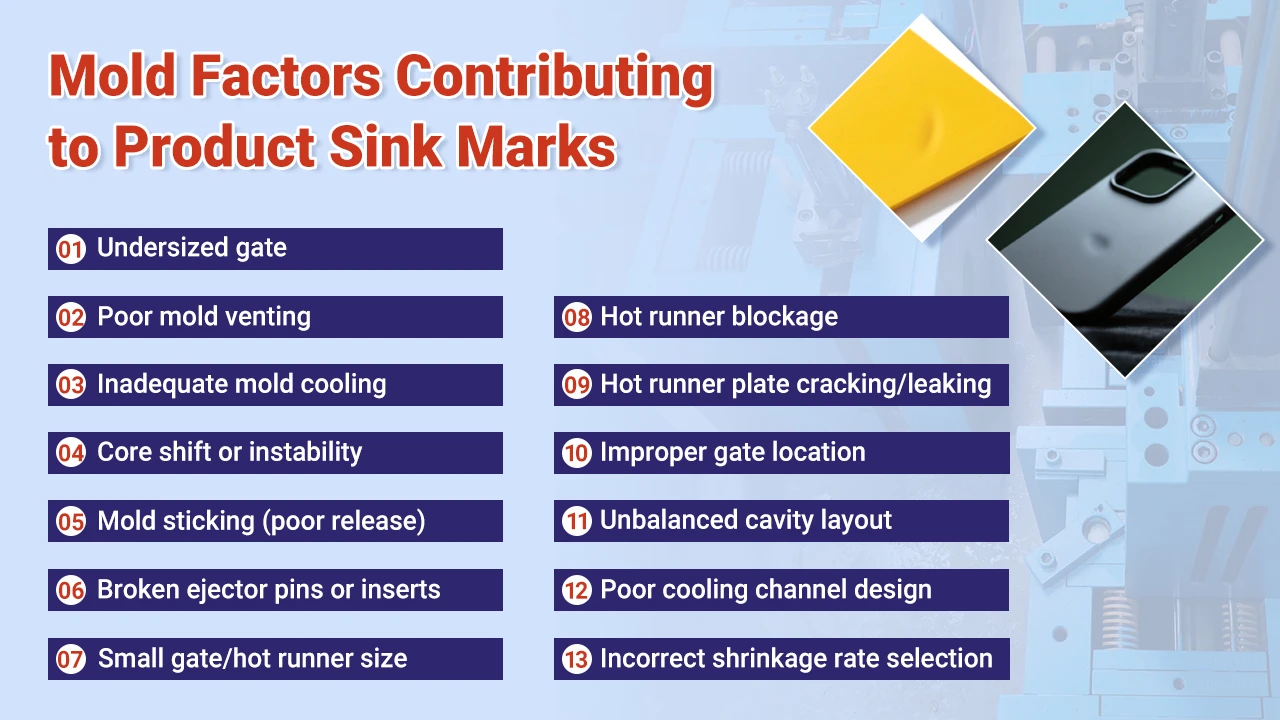
3. Schimmelpilz-Faktoren, die zu Einfallstellen am Produkt führen
Die Gründe für die Entstehung von Einfallstellen beim Spritzgießen sind komplexer und umfassen hauptsächlich folgende Punkte:
- Eine kleine Einlassgröße führt zu unzureichendem Druck, insbesondere bei Formen für PC-Materialien, glasfaserverstärkte Materialien und wärmeleitende Materialien.
- Schlechter Schimmelabzug führt zu Lufteinschlüssen.
- Eine unzureichende Kühlung der Form führt zu übermäßiger Hitze und Überhitzungsschrumpfung.
- Formkernversatz oder instabiler Formkern, der zu einem verzerrten Einspritzen und Extrudieren führt.
- Einfallstellen werden durch Schimmelpilzanhaftungen verursacht.
- Gebrochene Nadeln oder Formeinsätze übermäßige Dicke und anschließende Schrumpfung verursachen.
- Die geringe Größe des Angusses oder heiß runner verursacht eine ungleichmäßige Füllung.
- Verstopfung des Heißkanals durch Fremdkörper, die eine ungleichmäßige Befüllung verursachen.
- Rissbildung und Undichtigkeit der Heißkanalplatte.
- Falsche Einlaufposition, die nicht von der dicksten Stelle ausgeht, was zu unzureichendem Druck und anschließenden Einfallstellen führt.
- Unangemessenes Produktlayout, das dazu führt, dass der Einspritzdruck nicht ausreicht, um entfernte Bereiche zu erreichen, was zu Schwund führt. (Für eine vernünftige Produktanordnung siehe Fließschema der Spritzgießform).
- Eine unsachgemäße Gestaltung der Kühlwasserkanäle mit unzureichenden Kanälen führt zu übermäßigen Werkzeugtemperatur während der Produktion.
- Unsachgemäße Auswahl von Materialschwindungswerten bei der Formkonstruktion.
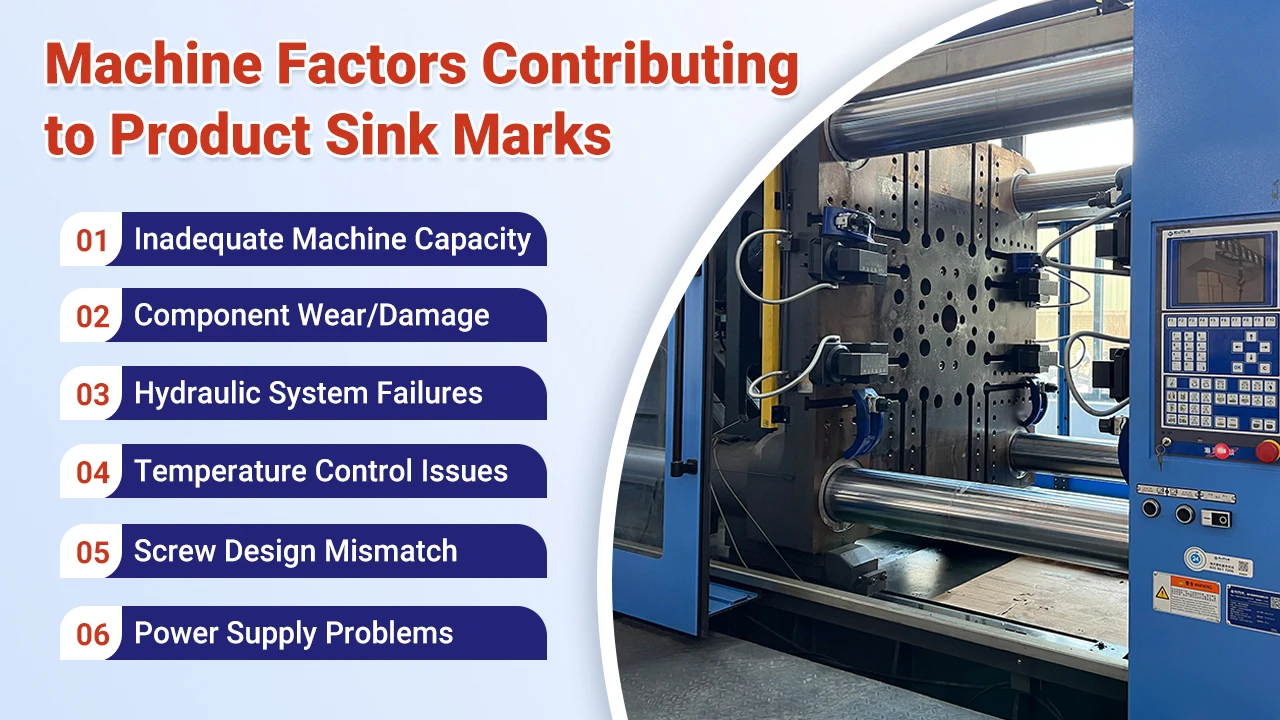
4. Maschinelle Faktoren, die zu Produktfehlern führen
- Kleine Maschinen verursachen zu wenig Druck.
- Der Verschleiß von Kleinteilen (z. B. Fasskomponenten) oder das Reißen von Dichtungs-/Gussringen kann zu einem Rückfluss führen, der zur Kunststoffschrumpfung beiträgt.
- Ein Ölleck im Einspritzzylinder verursacht einen instabilen und unzureichenden Druck.
- Beschädigung der Ölpumpenblätter, die zu einem unzureichenden Druck führt.
- Abnormale Zylindertemperatur, bei der ein Abschnitt nicht erwärmt wird, was zu minderwertiger Schmelzqualität und anschließenden Einfallstellen führt.
- Schlechte Kühlwirkung des Fasskühlwassers, was zu einem Rückfluss führt.
- Inkompatibilität zwischen dem Typ der Maschinenschraube und dem Kunststoff, wie z.B. die Verwendung einer Standardschraube für PC-Materialien.
- Instabile Ausgangsspannung verursacht schwache Einspritzwirkung.
Einfallstellen beim Spritzgießen Defekte
1. Vorbeugung ist der Schlüssel zu Problemen mit dem Sinkflug
Warten Sie nicht, bis Sinkmarkendefekte tatsächlich auftreten, um sie übereilt zu lösen. Dies kann zwar das Problem lösen, könnte aber auch bedeuten, dass die Konstruktion von Kunststoffteilen, die Anschnitte, Angüsse usw. geändert werden müssen, was nicht nur die Produktkosten erhöht, sondern auch die Produktentwicklungszyklen verlängert.
Natürlich ist die Wahrscheinlichkeit größer, dass aufgrund baulicher und werkzeugstruktureller Einschränkungen oder zu hoher Kosten keine Änderungen vorgenommen werden können und das Problem nur durch Anpassungen an der Maschine angegangen werden kann, die das Problem oft nicht grundlegend lösen können. Das Endergebnis ist ein Kompromiss aller Beteiligten, der den Status quo der Schrumpfung akzeptiert.
2. Einstellung zur Einfallstelle: Unterschiedliche Ansätze für verschiedene Kunststoffteile
Im Allgemeinen umfasst ein Produkt A-, B-, C- und D-Flächen.
- A-Oberfläche: Die Vorderseite des Produkts, die von den Benutzern häufig gesehen wird.
- B-Oberfläche: Die Seitenfläche des Produkts.
- C-Oberfläche: Die untere Oberfläche des Produkts.
- D-Oberfläche: Nicht äußere Oberfläche des Produkts, wie z. B. Innenflächen und strukturelle Komponenten.
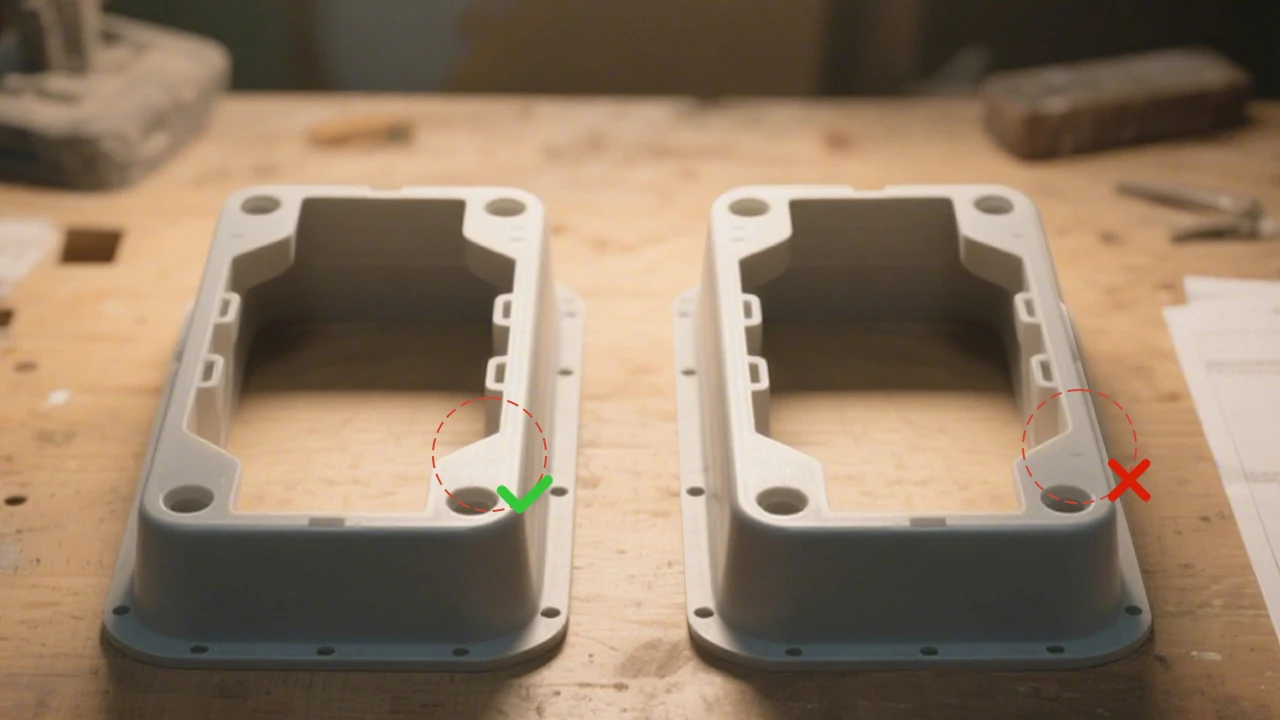
Es liegt auf der Hand, dass verschiedene Bereiche von Kunststoffteilen unterschiedliche Anforderungen an Einfallstellen beim Spritzgießen stellen. Deshalb kann man bei der Konstruktion nicht einheitlich vorgehen, vor allem dann nicht, wenn es einen Konflikt zwischen Aussehen und Festigkeit gibt. Um die Festigkeit eines Kunststoffteils zu erhöhen, kann beispielsweise die Dicke der Verstärkungsrippen leicht erhöht werden, oder es können Verrundungen an der Basis der Verstärkungsrippen hinzugefügt werden. Dies führt jedoch unweigerlich zu Einfallstellen. Daher sollte bei kritischen Oberflächen wie der A-Fläche die Dicke der Verstärkungsrippen verringert werden, oder es kann sogar ganz auf Verrundungen verzichtet werden. Bei inneren Strukturbauteilen ist die Festigkeit von größter Bedeutung, so dass die Dicke der Verstärkungsrippen leicht erhöht werden muss, während an der Basis Verrundungen hinzugefügt werden.
3. Umfassende Betrachtung
Die Vermeidung von Einfallstellenproblemen erfordert eine umfassende Betrachtung. Wenn man das Problem nur aus einer Richtung angeht, kann man Einfallstellen nicht grundsätzlich verhindern.
4. Die beste Lösung ist es, mit der Konstruktion von Kunststoffteilen zu beginnen
Einfallstellenprobleme können zwar durch eine nachträgliche Formgestaltung und Anpassung der Spritzgießparameter gelöst werden, aber das ist nicht immer der Fall. Eines ist sicher: Sie können leicht die Kosten von Kunststoffteilen erhöhen, was vermieden werden sollte.
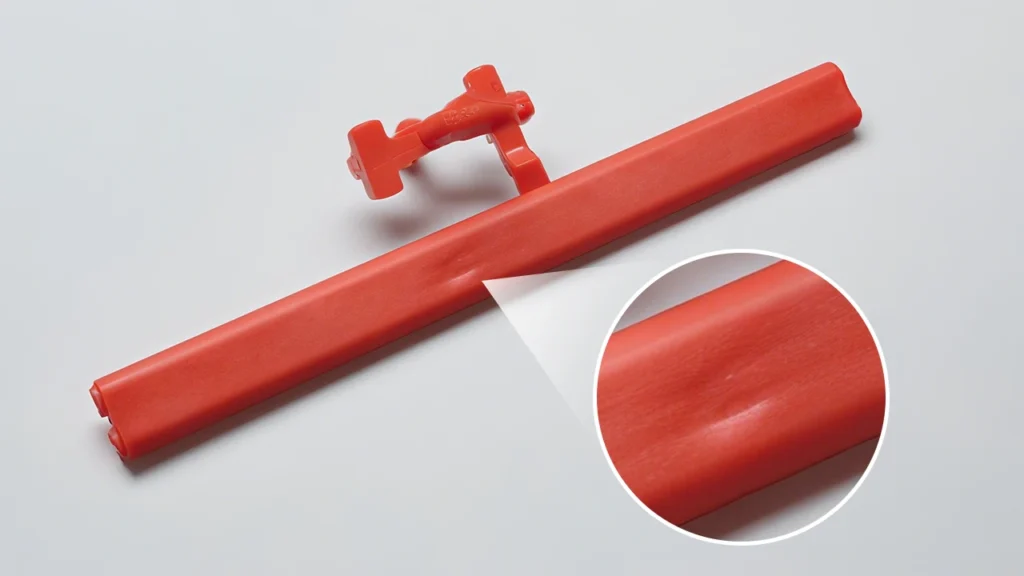
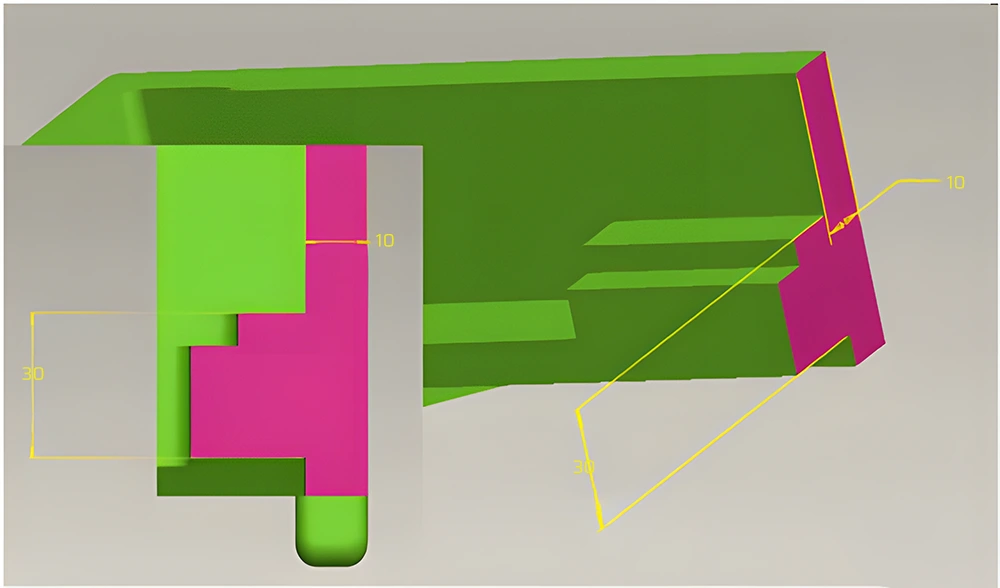
Bei der in der Abbildung gezeigten Lichtleiterplatte beispielsweise traten während des Spritzgießens Einfallstellen auf, die auf eine unsachgemäße Konstruktion des Kunststoffteils mit einer lokal zu hohen Wandstärke zurückzuführen waren. Um das Problem der Einfallstellen in den Griff zu bekommen, wurde das Werkzeug so verändert, dass der Anguss- und Angusskanaldurchmesser vergrößert wurde, was die Einfallstellen zwar etwas, aber nicht wesentlich reduzierte. Dies führte jedoch zu einem noch größeren Anguss, wodurch sich der Spritzgießzyklus noch weiter verlängerte. Die Lichtleitplatte wiegt 0,6 Gramm, der Anguss sogar 22,0 Gramm, bei einer Kühlzeit von etwa 45 Sekunden. Eine Produktion auf der Grundlage dieser Daten würde zu extrem hohen Material- und Verarbeitungskosten führen.
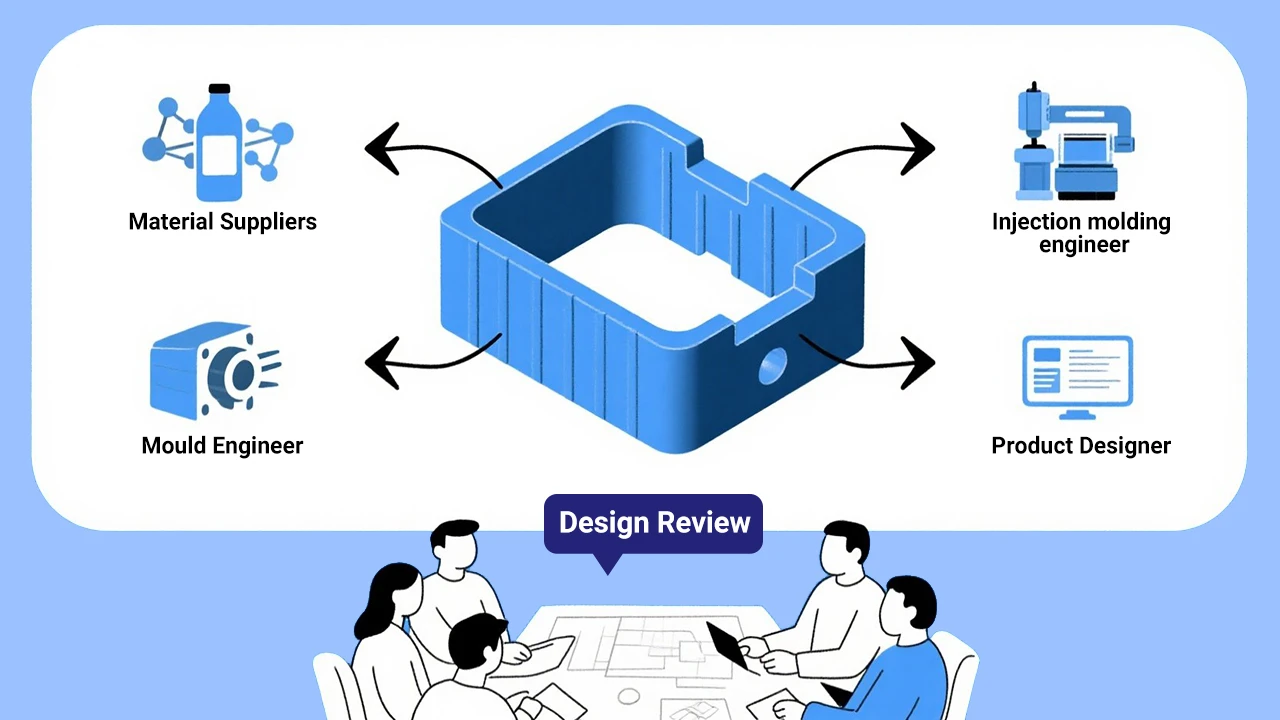
5. Teamzusammenarbeit
Zur Vermeidung von Einfallstellenfehlern ist eine aufrichtige Zusammenarbeit zwischen Produktdesignern, Werkzeugingenieuren, Spritzgießern, Kunststofflieferanten und anderen Abteilungen sowie Lieferanten erforderlich.
Bei der Konstruktion von Kunststoffteilen sollten sich die Produktdesigner zunächst bei den Kunststofflieferanten über die Eigenschaften der Kunststoffe informieren, einschließlich der Schrumpfungseigenschaften. In der Regel verfügen die Kunststofflieferanten über umfangreiche Kenntnisse und Fähigkeiten zur Behebung verschiedener Mängel.
Bei der Konstruktion spezifischer Kunststoffteile müssen die Produktkonstrukteure bestimmte Regeln und Richtlinien für die detaillierte Konstruktion von Kunststoffteilen befolgen, wie z. B. die Vorgabe, dass die Dicke der Verstärkungsrippen nicht zu dick sein darf. Bei Zweifeln oder Unklarheiten in Bezug auf die Konstruktion sollten die Produktkonstrukteure rechtzeitig den Rat von Formenbauern, Spritzgießern, Kunststofflieferanten usw. einholen. Und bei Konstruktionsbesprechungen sollten alle Beteiligten zur Teilnahme eingeladen werden.
Sobald die Kunststoffteile in der 3D-Software konstruiert sind, sollten die Produktdesigner die Anforderungen an das Aussehen der Kunststoffteile in 2D-Zeichnungen genau definieren und die Formenbauer über die spezifischen Anforderungen an die Einfallstellen informieren. Auf diese Weise können die Formenbauer die Konstruktion der Formenstruktur auf der Grundlage dieser Informationen berücksichtigen, einschließlich der Größe, Position und Anzahl der Anschnitte, der Größe der Angüsse und der Struktur der Kühlwasserkanäle.
Während Formversuchesollten alle oben genannten Parteien gemeinsam mögliche Probleme mit Einfallstellen vor Ort angehen.
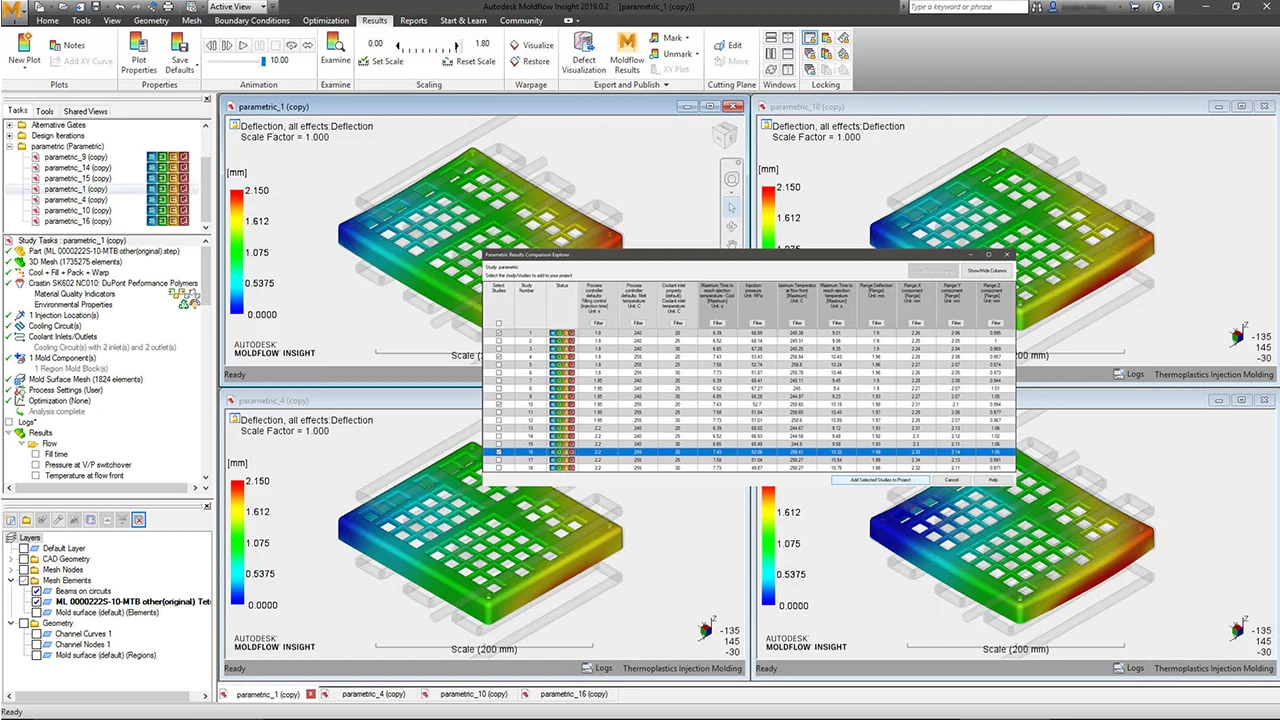
6. Einsatz von Mold Flow Analysis Software
Bei der Vorhersage und Behebung von Einfallstellenfehlern, Moldflow-Analyse Software ist ein sehr nützliches Werkzeug.
Auf der Grundlage vorhandener Kunststoffteile und Werkzeugkonstruktionen kann mit Hilfe von Software zur Fließanalyse (z. B. Moldflow) das Ausmaß der Einfallstelle vorhergesagt werden. Wenn die Einfallstelle die Anforderungen an das Erscheinungsbild übersteigt, kann eine Optimierung des Kunststoffteil-Designs (z. B. Aushöhlung bei dicken Wänden) und des Werkzeugdesigns (z. B. Anpassung der Position und Größe der Anschnitte) gefordert werden.
Zusammenfassung
Die Wahrscheinlichkeit des Auftretens von Einfallstellen beim Spritzgießen ist gleichbedeutend mit einem Grat. Um Einfallstellen beim Spritzgießen zu verhindern und zu beseitigen, ist ein umfassendes Verständnis der Materialschrumpfungseigenschaften erforderlich. Daten zur Materialschwindung können zwar online abgerufen werden, aber die tatsächliche Schwindung desselben Materials, das in verschiedenen Teilen des Produkts verwendet wird, kann variieren.
First Mold wird auf der Grundlage jahrelanger Erfahrung in der Spritzgießproduktion eine umfassende Tabelle mit den "tatsächlichen Schwindungsraten verschiedener Kunststoffprodukte" zusammenstellen. Bleiben Sie dran, um diese Informationen zu erhalten.











