
Die Farbkonsistenz ist zu einem wichtigen Merkmal in der Spritzgießproduktion geworden. Ungleichmäßige Farben oder Farbunterschiede sind jedoch nach wie vor ein Problem für viele Spritzgussfabriken. Diese gemeinsame Spritzgießfehler kann durch eine Vielzahl von Gründen verursacht werden.
In diesem Artikel werden die Ursachen von Farbunterschieden und die Lösungen umfassend vorgestellt. Wenn Sie an anderen Spritzgießfehlern interessiert sind, klicken Sie bitte auf den unten stehenden Link, um mehr zu erfahren.
| Verschiedene Fehler beim Spritzgießen verstehen | ||||
|---|---|---|---|---|
| Blitzlicht | Kurzer Schuss | Senke Mark | Verwerfung/Deformation | Brandfleck |
| Spreizungszeichen/Silberstreif | Dunkler Fleck/Schwarzer Fleck | Flow Mark | Blase | Schweißnaht |
| Farbunterschied/ungleichmäßige Farbe | Auswerferstift-Markierung | |||
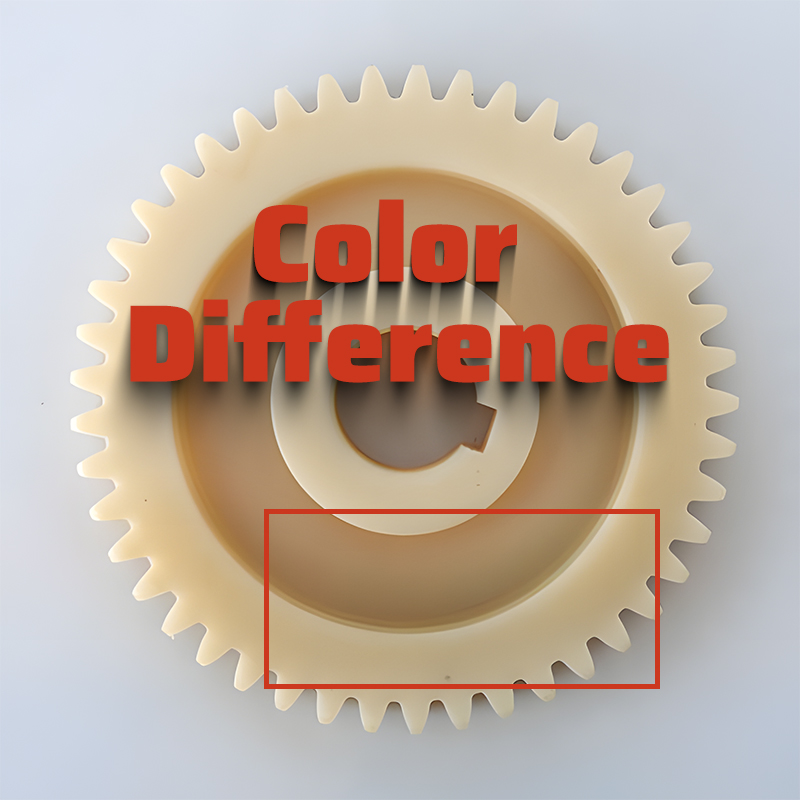
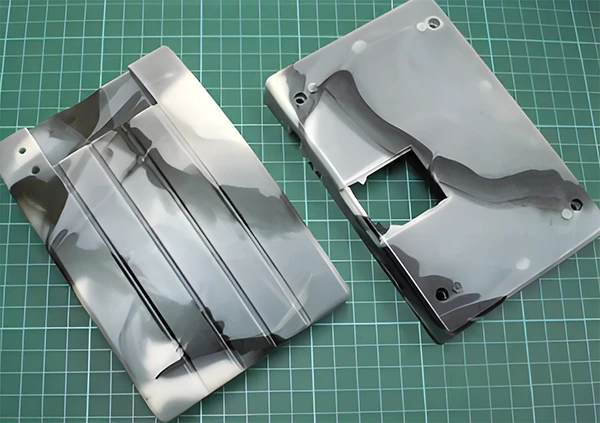
Was ist eine ungleichmäßige Farbe oder ein Farbunterschied beim Spritzgießen?
Ungleichmäßige Farbe bezieht sich auf die Ungleichmäßigkeit in der Farbe der Oberfläche von Spritzgussteilen, die durch Variationen in Tiefe und Farbton, einschließlich Mischfarben und Verfärbungen, gekennzeichnet ist. Diese häufige Fehler beim Spritzgießen kann aufgrund von Farbunterschieden zwischen den Komponenten zu erheblichen Ausschussquoten bei den Chargen von Formteilen führen.
Erkennung und Beurteilung von Farbunterschieden beim Spritzgießen
Sichtprüfung:
1. Für die Bestimmung der Farbabweichung des Produkts darf der Prüfer keine Sehbehinderung haben (z. B. Farbenblindheit oder Farbschwäche). Andernfalls muss ein Farbmessgerät verwendet werden, um die Annehmbarkeit des Farbunterschieds zu bestimmen.
2. Im Allgemeinen sind Farbunterschiede innerhalb von 0,50 (relativ zur Farbtafel) für das menschliche Auge schwer zu erkennen. Wenn jedoch der Farbunterschied zwischen zwei Teilen um 0,5 von der Farbtafel abweicht, ist das eine Teil gelblich und das andere weißlich. Der Farbunterschied macht sich bemerkbar, vor allem bei der Herstellung passender Teile, bei denen die Kontrolle entscheidend ist.
3. Von Farbmessgeräten gemessene ungleichmäßige Farben können erheblich von dem abweichen, was das menschliche Auge wahrnimmt. Maschinell gemessene Farbunterschiede können das visuell akzeptable Maß überschreiten. In solchen Fällen besteht das allgemeine Kontrollprinzip im Vergleich mit einem Muster. Wenn der Farbunterschied nicht auffällig ist und die Teile einander angepasst werden können, wird mit der Produktion fortgefahren. Ist ein Abgleich nicht möglich oder übersteigt der Farbunterschied die Normen und ist sichtbar, so gelten die Teile als nicht konform. Alternativ dazu werden Korrekturmaßnahmen empfohlen.
4. Die Beleuchtung oder die Umgebung beeinflusst die Farbbeobachtung erheblich. Es ist generell nicht ratsam, Farbunterschiede an der Produktionsmaschine zu beurteilen. Dies liegt daran, dass die Beleuchtung der Maschine einen erheblichen Einfluss hat.
Überprüfung mit dem Kolorimeter:
Um die Qualität des Aussehens von Produkten streng zu kontrollieren, kann ein Farbmessgerät verwendet werden. Die Bestimmung mit einem Farbmessgerät konzentriert sich hauptsächlich auf den △E-Wert, der dem Bereich der Farbdifferenz entspricht:
| △E steht für die Gesamtfarbdifferenz | |
|---|---|
| △E Reichweite | Farbabweichung (Toleranz) |
| △E*0~0.25 | Sehr gering oder keine; Ideale Übereinstimmung |
| △E*0.25~0.5 | Geringfügig; akzeptable Übereinstimmung |
| △E*0.5~1.0 | Geringfügig bis mäßig; bei einigen Anwendungen akzeptabel |
| △E*1.0~2.0 | Mäßig; bei bestimmten Anwendungen akzeptabel |
| △E*2.0~4.0 | Signifikant; für bestimmte Anwendungen akzeptabel |
| Über △E*4,0 | Sehr groß; für die meisten Anwendungen inakzeptabel |
Was ist der internationale Standardbereich für Farbunterschiede?
Farbunterschiede umfassen Variationen in Helligkeit und Farbton. Traditionelle Methoden zur Bewertung von Farbunterschieden beruhen auf der direkten visuellen Beobachtung. Das schlechte Ergebnis ist, dass es aufgrund von Beobachtungsbedingungen und menschlichen Farbwahrnehmungsfähigkeiten variieren kann. Um die Messung von Farbunterschieden zu erleichtern, wurden Systeme entwickelt, die auf dem Internationale Beleuchtungskommission (CIE) Standards, Standardlichtquellen und das spektrale trichromatische Erregungssystem entwickelt und verfeinert worden. Diese Methode quantifiziert die visuelle Farbunterscheidung anhand der Tristimuluswerte XYZ. Der Benutzer kann den Farbunterschied zwischen einem Standard und einer Probe mit einem Kolorimeter messen, das ihn anzeigt:
△E Gesamtfarbunterschied △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_Probe - L_Standard (Helligkeitsunterschied)
△a = a_Probe - a_Standard (Rot/Grün-Differenz)
△b = b_Probe - b_Standard (gelbe/blaue Differenz)
△L+ bedeutet eine Verschiebung in Richtung Weiß, △und L- bedeutet eine Verschiebung in Richtung Schwarz
△a+ bedeutet eine Verschiebung in Richtung Rot, △a- bedeutet eine Verschiebung in Richtung Grün
△b+ bedeutet eine Verschiebung in Richtung gelb, △b- bedeutet eine Verschiebung in Richtung blau
Die verschiedenen Branchen haben unterschiedliche Anforderungen an die akzeptablen Farbabweichungsbereiche. Derzeit gibt es jedoch keine internationale Norm für Farbabweichungsbereiche. Diese werden in der Regel zwischen Herstellern und Kunden ausgehandelt.
Normale Toleranzbereiche für Farbabweichungen:
| △E Reichweite | Farbunterschied Beschreibung |
|---|---|
| 0 - 0.25△E | Sehr klein oder keine, ideale Übereinstimmung |
| 0.25 - 0.5△E | Geringfügige, akzeptable Übereinstimmung |
| 0.5 - 1.0△E | Geringfügig bis mäßig, bei einigen Anwendungen akzeptabel |
| 1.0 - 2.0△E | Mäßig, akzeptabel bei bestimmten Anwendungen |
| 2.0 - 4.0△E | Signifikant, akzeptabel für bestimmte Anwendungen |
| Über 4,0△E | Sehr groß, für die meisten Anwendungen inakzeptabel |
Ursachen für ungleichmäßige Farben/Farbunterschiede bei Formteilen
1. Faktor "Material
(1) Ein hoher Gehalt an flüchtigen Bestandteilen in den Rohstoffen, eine Verunreinigung mit Fremdstoffen oder eine schlechte Trocknung können die Verarbeitungsleistung der Materialien beeinträchtigen.
(2) Eine ungleichmäßige Verteilung von Faserfüllstoffen in geformten Materialien kann dazu führen, dass Fasern an der Oberfläche freiliegen. Dies beeinträchtigt das Aussehen der Formteile.
(3) Schlechte Kristallisationseigenschaften des Harzes können die Transparenz der Formteile beeinträchtigen und zu einer ungleichmäßigen Oberflächenfärbung führen.
(4) Hochschlagfestes Polystyrol und ABS-Materialien können aufgrund von inneren Spannungen nach dem Gießen Spannungsabweichungen entwickeln.
(5) Testen Sie die thermische Stabilität von Rohharzen; bei Materialien mit schlechter thermischer Stabilität sollten Sie einen Austausch in Erwägung ziehen.
(6) Verstärkte Kontrolle der Rohstoffe beim Eingang, um sicherzustellen, dass sie die Leistungsanforderungen erfüllen.
2. Qualitätskontrolle von Farbmitteln (Farbpulver, Masterbatches) Faktoren
(1) Die Leistung von Farbmitteln wirkt sich direkt auf die Farbqualität von Formteilen aus. Wenn die Dispergierbarkeit, die thermische Stabilität und die Partikelmorphologie des Farbstoffs nicht den Prozessanforderungen entsprechen, ist es unmöglich, Teile mit guter Farbe herzustellen.
(2) Einige Farbstoffe in Flockenform können beim Einmischen in die Schmelze während des Formens gerichtete Anordnungen bilden, was zu einer ungleichmäßigen Färbung der Oberfläche von Formteilen führt.
(3) Wenn Farbstoffe trocken mit Rohstoffen gemischt werden und an der Oberfläche der Materialpartikel haften, können sie sich nach dem Eintritt in das Fass nicht gut verteilen, was zu einer ungleichmäßigen Färbung führt.
(4) Wenn Farb- oder Zusatzstoffe eine schlechte thermische Stabilität aufweisen, können sie sich beim Erhitzen im Zylinder leicht zersetzen, was zu einer Verfärbung der Formteile führt.
(5) Farbstoffe können leicht in die Luft gelangen und sich im Trichter und anderen Teilen der Spritzgießmaschine absetzen, die Maschine und die Form verunreinigen und eine ungleichmäßige Färbung der Oberfläche der Formteile verursachen. Wenn die Spritzgießausrüstung und die Formen durch Farbstoffe verunreinigt sind, ist eine gründliche Reinigung des Trichters, des Zylinders und des Formhohlraums erforderlich.
(6) Bei der Auswahl der Farbmittel sollten diese auf der Grundlage der Prozessbedingungen und der Farbanforderungen an die Formteile geprüft werden, insbesondere wichtige Indikatoren wie Hitzebeständigkeit und Dispergierbarkeit, die den Prozessanforderungen entsprechen müssen.
(7) Die meisten Spritzgießbetriebe stellen Kunststoff-Masterbatches oder Farb-Masterbatches nicht selbst her; die Kontrolle von Kunststoff-Masterbatches oder Farb-Masterbatches im Produktionsmanagement und bei der Rohstoffkontrolle sollte verstärkt werden.
(8) Bevor Masterbatches in die Fabrik gelangen und vor der Chargenproduktion sollte eine Sonderfarbenprüfung durchgeführt werden, die sowohl mit der vom Kunden bereitgestellten Farbtafel als auch mit den in früheren und aktuellen Chargen verwendeten Masterbatches verglichen wird.
Verwendung von Masterbatch-Maschinen zum Hinzufügen von Farbmasterbatches
Viele Unternehmen verwenden heute Farbmasterbatch-Maschinen, um Farbmasterbatches hinzuzufügen, was bei der Kontrolle von Farbunterschieden sehr hilfreich ist. Bei der Verwendung einer Farbmasterbatch-Maschine ist Folgendes zu beachten:
a) Bestimmen Sie die zuzugebende Masterbatch-Menge durch Versuche und passen Sie dann die Schneckendrehzahl der Farbmasterbatch-Maschine an die Plastifizierungszeit an, um sicherzustellen, dass die Zugabe des Masterbatch am Ende der Plastifizierungszeit abgeschlossen ist.
b) Bei der Verwendung einer Farbmasterbatch-Maschine ist zu beachten, dass der Auslass der Maschine klein ist und die Materialpartikel nach einer gewissen Nutzungsdauer ungenau dosiert werden oder sogar zu Produktionsausfällen führen können. Daher sollten wir die Schnecke der Farbmasterbatch-Maschine regelmäßig reinigen.
3. Ausrüstung Faktoren
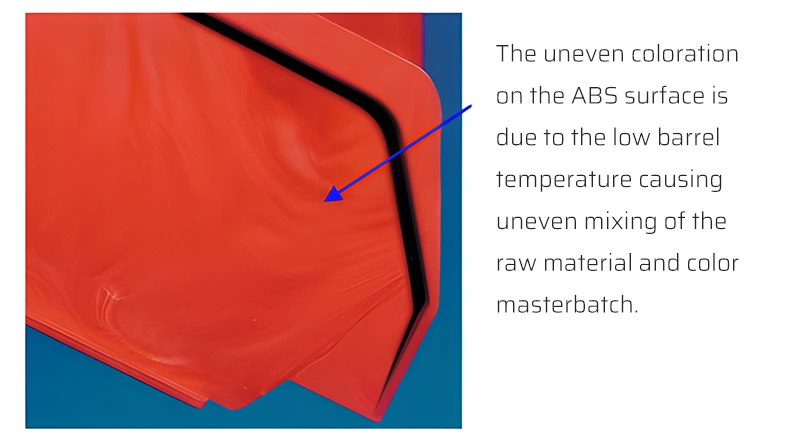
(1) Während der Produktion können Farbschwankungen aufgrund von Beschädigungen eines Heizrings oder eines Kontrollverlusts im Bereich der Heizungssteuerung auftreten, was zu starken Temperaturschwankungen im Fass und damit zu Farbunterschieden aufgrund schlechter Plastifizierung oder Materialzersetzung führt. Methoden zur Bestimmung von Farbunterschieden, die durch diese Faktoren verursacht werden, umfassen im Allgemeinen eine ungleichmäßige Plastifizierung, wenn ein Heizring beschädigt und verfärbt ist, und eine starke Verfärbung oder sogar Verkohlung, wenn die Heizungssteuerung außer Kontrolle geraten ist. Eine regelmäßige Inspektion des Heizbereichs ist während der Produktion unerlässlich. In der Zwischenzeit sollten wir rechtzeitig einen Austausch und eine Reparatur vornehmen, wenn eine Beschädigung oder ein Kontrollverlust auftritt, um diese Art von Farbschwankungen zu reduzieren.
(2) Wenn sich verkohltes geschmolzenes Material am Fass oder an der Düse angesammelt hat, sollten Fass und Düse gründlich gereinigt werden.
4. Faktoren des Formprozesses
(1) Wenn Sie die Parameter des Spritzgießprozesses aus anderen Gründen als einer Farbveränderung anpassen, versuchen Sie nicht, die Plastifiziertemperatur, den Gegendruck, den Einspritzzyklus oder die Menge des zugegebenen Farbmasterbatches zu verändern. Wenn Anpassungen erforderlich sind, beobachten Sie die Auswirkungen der geänderten Prozessparameter auf die Färbung, und wenn eine Farbabweichung festgestellt wird, nehmen Sie die Änderungen umgehend zurück.
(2) Vermeiden Sie hohe Einspritzgeschwindigkeiten und Gegendruck beim Spritzgießen, um starke Schereffekte zu verhindern. Diese können zu thermischer Zersetzung und Farbveränderungen führen.
(3) Stellen Sie angemessene Temperaturen für jeden Heizabschnitt des Fasses ein, insbesondere für den Stutzen und den Abschnitt neben dem Stutzen.
(4) Eine schlechte Plastifizierung, d. h. die Unfähigkeit der Schmelze, gleichmäßig zu verschmelzen, kann ebenfalls zu einer ungleichmäßigen Färbung des Produkts führen.
5. Schimmelfaktoren
(1) In die Schmelze eingemischte Formtrennmittel und Rückstände aus der Pin- und Pinhole-Reibung können Oberflächenverfärbungen verursachen. Wir sollten den Formhohlraum vor dem Spritzgießen sauber halten.
(2) Eine schlechte Entlüftung der Form kann durch Verringerung der Schließkraft, Neupositionierung des Anschnitts und Anbringung von Entlüftungsöffnungen an der letzten Füllstelle behoben werden.
(3) Temperatur der Form hat einen erheblichen Einfluss auf die Kristallinität der Schmelze beim Abkühlen. Eine gleichmäßige Abkühlung des Werkzeugs ist vor allem beim Formen von kristallinen Kunststoffen wie Polyamid wichtig. Ist die Werkzeugtemperatur niedrig, kristallisiert die Schmelze langsam, was zu einem transparenten Oberflächenbild führt; ist die Werkzeugtemperatur hoch, kristallisiert die Schmelze schnell, was zu einem halbtransparenten oder milchigen Aussehen führt. Die Oberflächenfärbung von Formteilen lässt sich durch Anpassung der Werkzeug- und Schmelzetemperaturen steuern.
Lösungen für ungleichmäßige Farbe
1. Rohstoff-Faktoren:
(1) Kontrolle der Rohstoffe und verstärkte Inspektion der verschiedenen Chargen.
(2) Trocknen Sie die Rohstoffe gründlich und achten Sie bei jedem Zyklus auf gleichbleibende Trocknungsparameter.
(3) Überprüfung der Farbstoffe, um die Auswirkungen von Rohstoffen und Farbstoffen zu beseitigen.
(4) Verwenden Sie flüchtige Schmiermittel und Formtrennmittel in angemessenen Mengen.
(5) Passen Sie die Farbstoffe bei gleichen Produktfarben für verschiedene Rohstoffe entsprechend an.
(6) Passen Sie die Farbmittel für Produkte mit unterschiedlichen Oberflächenanforderungen, die durch uneinheitliche Texturen verursacht werden, entsprechend an. Dies minimiert die vom Auge wahrgenommenen Farbunterschiede aufgrund unterschiedlicher Lichtverhältnisse.
2. Schimmel-Faktoren
(1) Erhöhen Sie die Entlüftung der Form, um eine schlechte Entlüftung und ein Anbrennen des Produkts zu vermeiden.
(2) Stellen Sie das Anschnittsystem der Form ein.
(3) Einfaches Erhöhen der Entlüftung bei toten Winkeln in der Form.
(4) Entwerfen Sie die Wasserkanäle in der Form vernünftig und entwerfen Sie Wasserkanäle in tiefen Hohlräumen.
3. Faktoren des Formprozesses
(1) Reduzieren Sie den Einspritzdruck und den Gegendruck der Schnecke vor der Plastifizierung, um eine Überhitzung der Scherung zu vermeiden.
(2) den Einfluss der Trommeltemperatur und der Farbstoffmenge auf die Farbveränderungen des Produkts zu verstehen und das Muster der Veränderungen durch Farbtests zu bestimmen.
(3) Zu hohe Einspritzgeschwindigkeit, Einspritzgeschwindigkeit reduzieren: mehrstufige Einspritzung verwenden: schnell-langsam.
(4) Um Farbveränderungen zu vermeiden, sind lokale Überhitzung und Zersetzung zu vermeiden. Die Temperaturen in den einzelnen Heizabschnitten des Fasses sind streng zu regeln, wobei der Schwerpunkt auf der Düse und den angrenzenden Bereichen liegt.
4. Faktoren der Spritzgießmaschine
(1) Sorgen Sie für Sauberkeit in der Spritzgießwerkstatt, der Spritzgießmaschine und der Form.
(2) Prüfen Sie regelmäßig die Heizkomponenten während der Produktion und ersetzen oder reparieren Sie beschädigte oder außer Kontrolle geratene Elemente umgehend, um die Wahrscheinlichkeit von Farbschwankungen zu verringern.
(3) Auswahl von Spritzgießmaschinen mit geeigneten Spezifikationen, um Probleme wie z. B. tote Winkel des Materials zu lösen.
(4) Stellen Sie die geeignete Schneckenplastifiziergeschwindigkeit ein.
Letzte Worte
Im heutigen Zeitalter von Intelligenz, Automatisierung und Technologie fordert FirstMold alle Kollegen und Kunden auf, Farbmessgeräte für die Prüfung von Farbunterschieden einzusetzen. Etablierung wissenschaftlicher Akzeptanzstandards eine entscheidende Rolle bei der Förderung des Fortschritts und der Verbesserung in der gesamten Spritzgießbranche spielen wird.











