
In der SpritzgießprozessIn der Praxis stoßen wir häufig auf drei druckbezogene Parameter: Einspritzdruck, Nachdruck und Gegendruck. Wir haben den Einspritzdruck ausführlich in dem Artikel "Einspritzdruck und Einspritzgeschwindigkeit". Heute werden wir uns auf das Verständnis des Haltedrucks konzentrieren.
Was sind Nachdruck und Nachdruckzeit?
Wir alle wissen, dass Druck zur Überwindung von Strömungswiderständen und zur Erhöhung der Geschwindigkeit eingesetzt wird. Im Allgemeinen umfasst der Einspritzdruck sowohl den Druck als auch die Geschwindigkeit, während der Nachdruck nur den Druck und nicht die Geschwindigkeit umfasst. Der Einspritzdruck bezieht sich auf den Druck und die Geschwindigkeit, die verwendet werden, um den Formhohlraum bis zu 95% seines Volumens mit geschmolzenem Material zu füllen; danach wird auf Nachdruck umgeschaltet. Der Einspritzdruck geht in der Regel von einer langsamen Hochdruckgeschwindigkeit zu einer schnellen Hochdruckgeschwindigkeit und dann zu einer langsamen Niederdruckgeschwindigkeit über, bevor er auf Nachdruck umschaltet.
Nachdem das geschmolzene Material den Formhohlraum gefüllt hat, wird Nachdruck ausgeübt, um Hohlräume zu vermeiden, die durch Erstarrungsschrumpfung oder Schwachstellen an der Anschnittposition, wodurch eine ausreichende Festigkeit des Teils gewährleistet wird. In der Regel wird von einer niedrigen Hochdruckgeschwindigkeit (die Zeit hängt von der Produktdicke ab) auf eine langsame Niederdruckgeschwindigkeit umgeschaltet, bevor das Material gespeichert wird.
Nachdruck bedeutet, dass sich die Schnecke nach dem Einspritzen nicht sofort zurückzieht, sondern weiterhin Druck auf das geschmolzene Material am vorderen Ende ausübt. Während der Nachdruckphase schrumpft der Kunststoff im Formhohlraum durch die Abkühlung, und wenn der Anschnitt nicht gefroren ist, bewegt sich die Schnecke unter dem Nachdruck langsam vorwärts, so dass mehr Kunststoff in den Hohlraum eingespritzt werden kann, um die Schrumpfung auszugleichen. Im Allgemeinen ist der Nachdruck geringer als der Einspritzdruck.
Die Haltezeit ist die Dauer, die sicherstellt, dass der Produktanschnitt vollständig gefroren ist und ein Rückfluss verhindert wird. Ist diese Zeit zu kurz, können sich in der Nähe des Anschnitts Schrumpfbeulen bilden. Ist sie zu lang, kann es zu übermäßiger innerer Spannung und zur Ausstülpung des Anschnitts kommen. Ob der Anschnitt gefroren ist, lässt sich mit der Gewichtsmessmethode feststellen.
Übergangspunkt
Ein Schlüsselbegriff ist hier der Übergangspunkt. Im Allgemeinen ist der Übergangspunkt der Zeitpunkt, an dem das Produkt mit 95% unter Null Nachdruck gefüllt wird und von der Einspritzung zum Halten übergeht. Bei dünnwandigen Produkten liegt er normalerweise bei 98%. Bei unbalancierten Kanälen liegt er im Allgemeinen bei 70%-80%, je nach der spezifischen Situation. Empfohlen wird eine mehrstufige Einspritzung mit langsam-schnell-langsam-Geschwindigkeiten.
Der Einfluss von Nachdruck und Nachdruckzeit auf spritzgegossene Teile
Auswirkungen des Nachdrucks:
- Zu niedrig: Ergebnisse in Kurze Schüsse, Einfallstellen, Bindenähteusw. Ein unzureichender Nachdruck führt zu einer unzureichenden Verdichtung der Kunststoffschmelze im Formhohlraum, was eine geringere Dichte und eine stärkere Schrumpfung beim Abkühlen zur Folge hat, so dass das Endvolumen kleiner ist als das Formhohlraumvolumen.
- Zu hoch: Verformung, Gratbildung und schwere Fälle von Formausdehnung werden verursacht. Überschüssige Kunststoffschmelze wird in den Formhohlraum gepresst, und die Abkühlungsschrumpfung gleicht dies nicht ausreichend aus, was zu Eigenspannungen führt. Bei Präzisionsteilen und solchen, die galvanisch beschichtet werden müssen, sollte diese Situation vermieden werden.
Der optimale Nachdruck ist derjenige, der Folgendes vermeidet Kurze Schüsse und Einfallstelle Fehler zu vermeiden und gleichzeitig Eigenspannungen zu beseitigen. Mit anderen Worten: Der in den Formhohlraum gepresste Kunststoff bildet einen hohen Werkzeuginnendruck, der sich beim vollständigen Abkühlen einfach auflöst.
Auswirkungen der Haltezeit:
- Zu lang: Beeinflusst die Zykluszeit.
- Zu kurz: Dies führt zu unzureichendem Gewicht, inneren Hohlräumen und geringeren Abmessungen.
Hinweis: Der Haltedruck beeinflusst die Haltezeit. Je höher der Haltedruck, desto länger die Haltedauer.
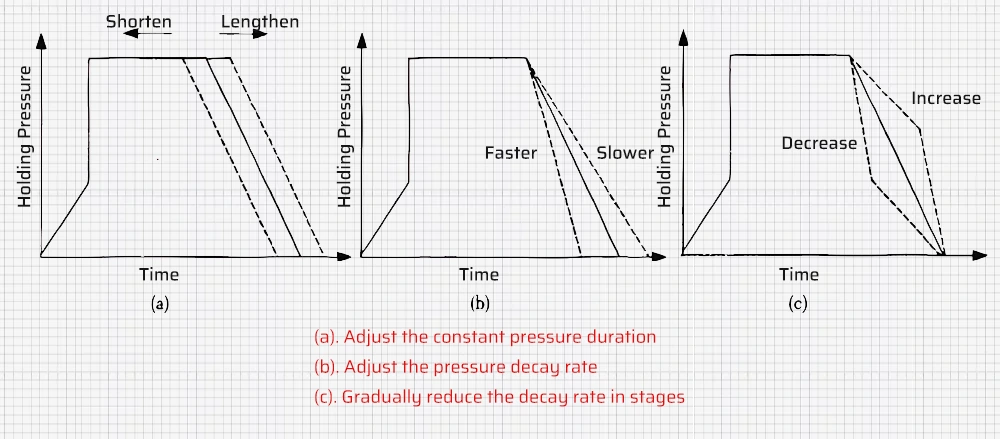
Einstellung von Nachdruck und Nachdruckzeit
Der Nachdruck wird in der Regel zwischen dem minimalen und dem maximalen Nachdruck eingestellt, im Allgemeinen von niedrig bis hoch.
- Minimaler Haltedruck: Auf der Grundlage des genauen Übergangspunkts sorgt er für einen ausreichenden Nachdruck, um eine Unterfüllung zu vermeiden.
- Maximaler Haltedruck: Auf der Grundlage des genauen Übergangspunkts liefert es den Haltedruck kurz vor dem Auftreten von Blinkern. Dieser Bereich gibt das sichere Verarbeitungsfenster für das Produkt an.
Ganz allgemein gesprochen:
- PA-Haltedruck = 50% des Einspritzdrucks
- POM Nachdruck = 80% des Einspritzdrucks (kann bei hoher Maßgenauigkeit 100% betragen)
- PP/PE-Haltedruck = 30-50% des Einspritzdrucks
Klassische Schritte zur Einstellung der Haltezeit:
- Stellen Sie die Schmelztemperatur auf den mittleren Bereich der vom Hersteller empfohlenen Werte ein.
- Stellen Sie die Einspritzgeschwindigkeit der Füllung, den Übergangspunkt und die Abkühlzeit auf sichere Werte ein.
- Stellen Sie den Nachdruck ein (siehe die obigen Schritte).
- Stellen Sie verschiedene Haltezeiten ein, wobei Sie beachten sollten, dass sich mit zunehmender Haltezeit die Abkühlzeit bei gleichbleibendem Zyklus verringert. Wiegen Sie die Teile unter verschiedenen Haltebedingungen, geben Sie die Daten in eine Excel-Tabelle ein und zeichnen Sie die Gewichts-Haltedruck-Kurve auf.
- Bestimmen Sie den Zeitbereich, in dem sich das Teilegewicht nicht wesentlich ändert. Die Zeit kurz vor diesem Bereich ist die Versiegelungszeit des Anschnitts. In der Regel wird die Haltezeit 0,5-2 Sekunden länger als die Versiegelungszeit eingestellt.











