

Defeitos de moldagem por injeção são problemas comuns que todos fornecedor de moldagem por injeção ou fornecedor de moldes encontros. Existem vários tipos e têm diversas causas, entre as quais o empeno na moldagem por injeção é um defeito relativamente comum.
Uma vez que a ocorrência de empeno pode estar relacionada com a estrutura do próprio produto, exorto não só os profissionais da indústria de moldes de injeção, mas também os designers de produtos a compreenderem o empeno. Entretanto, as empresas de conceção de produtos têm de estabelecer normas adequadas de aceitação da moldagem por injeção com base nos seus produtos. Estas normas devem especificar explicitamente os regulamentos relativos a potenciais deformações na moldagem por injeção.
Se estiver interessado noutros defeitos de moldagem por injeção, pode clicar nas ligações abaixo para ler mais.
| Compreender os diferentes defeitos de moldagem por injeção | ||||
|---|---|---|---|---|
| Flash | Tiro curto | Marca de pia | Deformação/Deformação | Marca de queimadura |
| Marca de Splay/Risco de Prata | Mancha escura/mancha preta | Marca de fluxo | Bolha | Linha de soldadura |
| Diferença de cor/Cor desigual | Marca do pino ejetor | |||
O que é o empeno na moldagem por injeção?
O empeno na moldagem por injeção (deformação) refere-se ao facto de a forma do produto moldado por injeção se desviar da forma da cavidade do molde. É um defeito comum nos produtos de plástico. O empeno é fácil de compreender, como ilustrado abaixo. Quando esta peça moldada por injeção é colocada horizontalmente sobre uma mesa, o lado esquerdo não está claramente nivelado com a mesa. Chamamos a isto empeno ou deformação.

Causas de empeno
As causas do empeno em peças moldadas por injeção incluem principalmente
1. Causas de empeno relacionadas com o bolor
- Efeitos de arrefecimento desiguais dos canais de água do molde, conduzindo a temperaturas desiguais em todo o molde e inconsistentes retração do produto.
- Problemas com o sistema de ejeção do molde que provocam uma ejeção desequilibrada e a deformação do produto.
- Os núcleos de molde elevados têm de ser arrefecidos até ao topo para garantir um arrefecimento adequado. Evitar a deformação devido ao sobreaquecimento local do molde.
- Rugosidade na posição estrutural do produto ou na posição de guia do molde, causando aderência e deformação durante a ejeção.
- Deformação do plástico devido à aderência do produto à cavidade ou à extração do núcleo.
- Entrada inadequada de água no molde, levando a uma elevada tensão de escoamento e deformação por tensão.
- Diferenças de espessura significativas na colocação do material do produto conduzem a diferenças de retração e empeno.
2. Ajuste da máquina Causas do empeno do plástico
- Desigual temperaturas do moldeA cavidade tem cinco pontos e o núcleo tem cinco pontos (cantos e centro), o que leva a uma contração e deformação inconsistentes.
- Excessivo pressão de retenção, fazendo com que o produto se incline para trás.
- Pressão de retenção insuficiente, que conduz a tiros curtos e marcas de afundamento do produto.
- Tempo de ciclo demasiado curto, resultando na deformação do plástico, uma vez que o produto não arrefece e não endurece corretamente.
- Velocidade de ejeção demasiado rápida, provocando a deformação das peças do produto durante a ejeção.
- Ajustes incorrectos dos parâmetros da máquina que provocam a aderência e a deformação do produto.
- Condições de moldagem não qualificadas que conduzem a tensões e deformações elevadas no produto.
- Definição incorrecta fixação para a fixação que conduz a deformações.
- Método de acondicionamento incorreto que provoca deformações devido à compressão.
3. Causas de projeto da deformação por empeno
- Diferenças significativas nas secções de espessura da colocação do material do produto que conduzem a uma contração e empeno inconsistentes.
- Conceção incorrecta das nervuras de reforço do produto, provocando o empeno do plástico devido à retração do mesmo. Este fenómeno é particularmente evidente nos produtos em forma de caixa feitos de PP e PE.
- Conceção incorrecta da posição do portão que conduz a um enchimento incompleto e a uma contração.
- Conceção incorrecta do estilo do portão que conduz a um fluxo de material desigual e a tensões.
- Conceção incorrecta da estrutura do produto, o que leva ao seu encolhimento.
- Mal concebido linhas de separação de cavidades e núcleos o que provoca deformações no produto.
- Fixação incorrecta dos valores de retração plástica causando deformação excessiva.
4. Causas de empeno relacionadas com a máquina
- A ejeção desequilibrada da haste ejectora provoca o empeno do produto.
- Abertura desequilibrada do molde causando deformação do produto.
5. Causas relacionadas com o material do empeno das peças moldadas
- Elevadas taxas de contração dos materiais que conduzem a empenos, que podem ser atenuados através da modificação do material para reduzir as taxas de contração.
- Diferenças na orientação das cadeias moleculares na direção do fluxo e perpendiculares à direção do fluxo, causando diferentes taxas de contração e deformação.
Como evitar a deformação por empeno após a moldagem
Evitar o empeno começa principalmente com a conceção do produto e a conceção do molde, como se explica a seguir:
1. Espessura uniforme da parede
Durante o processo de fabrico, deve ser dada especial atenção para evitar alterações bruscas na espessura da parede. Tais alterações súbitas podem levar a uma contração por arrefecimento desigual, causando assim a deformação das peças. Para garantir a estabilidade e a consistência do produto, é essencial manter uma espessura de parede uniforme ao longo de todo o processo.
Para atingir este objetivo, pode ser utilizada uma série de medidas de processo. Inicialmente, durante a fase de projeto, a distribuição da espessura da parede deve ser cuidadosamente considerada para garantir que é razoável. Isto não só ajuda a reduzir as dificuldades de fabrico, como também melhora significativamente a qualidade do produto. Além disso, durante a fase de processamento, métodos avançados de fabrico, como a fundição de precisão ou a Maquinação CNC deve ser utilizado para obter um controlo preciso da espessura da parede.
Além disso, para atenuar as alterações bruscas da espessura da parede, utilizar um método de transição gradual. Este método pode reduzir eficazmente a concentração de tensões e evitar ainda mais a deformação. Por exemplo, entre duas secções com espessuras de parede diferentes, podemos conceber uma zona de transição onde a espessura da parede muda gradualmente.
Em resumo, manter a uniformidade e a consistência da espessura da parede é fundamental para garantir a qualidade do produto. Através de uma conceção cuidadosa, de técnicas de fabrico avançadas e de alterações graduais na espessura da parede, é possível evitar eficazmente a deformação devida a uma contração por arrefecimento desigual, aumentando assim a estabilidade e a fiabilidade do produto.
2. Nervuras de reforço e estruturas de suporte
Em áreas de paredes finas ou grandes áreas planas, a adição de nervuras ou nervuras de reforço é particularmente importante. Actuam como guardiães da estrutura, acrescentando uma linha de defesa robusta à estrutura global. Estas nervuras ou nervuras de reforço desempenham um papel importante a nível mecânico, aumentando significativamente a rigidez e a estabilidade da estrutura.
Imagine uma parede fina ou uma grande área plana sem nervuras de reforço; é como um pedaço de vidro frágil que pode partir-se com um ligeiro contacto. No entanto, com estas nervuras ou nervuras, a estrutura é como uma armadura sólida, capaz de manter a sua integridade independentemente da pressão ou da força de torção que enfrenta.
Especialmente nos casos em que o peso próprio das peças de plástico ou a tensão interna é substancial, o papel das nervuras de reforço não pode ser subestimado. Estas actuam como uma barreira, reduzindo eficazmente o empeno causado pelo peso próprio ou pela tensão interna. Este tipo de empeno não só afecta o aspeto estético das peças de plástico como, mais importante ainda, pode ter impacto no desempenho e na vida útil das peças.
Por conseguinte, ao adicionar nervuras de reforço ou nervuras em áreas planas de paredes finas ou grandes, podemos não só aumentar a rigidez e a estabilidade globais das peças de plástico, mas também reduzir eficazmente o risco de empeno. Esta filosofia de design não só reflecte a procura da qualidade do produto, como também realça o encanto da inovação tecnológica. No futuro, esperamos ver mais designs de nervuras de reforço ou nervuras, salvaguardando a qualidade e a estabilidade das peças de plástico.
3. Desenho geométrico correto
No processo de conceção do produto, é necessário um tratamento especial das peças susceptíveis de deformação para garantir a estabilidade e a durabilidade do produto. O rebordo de uma abertura de caixa é uma das áreas comuns propensas a deformação. Para resolver este problema, podemos conceber esta peça com uma forma curva ou utilizar transições arredondadas.
As estruturas curvas têm boas propriedades mecânicas, uma vez que podem dispersar eficazmente a tensão e reduzir o risco de tensão concentrada. Quando sujeita a pressão externa ou impacto, uma estrutura curva pode distribuir a força por uma área maior, reduzindo assim a probabilidade de deformação e fissuração. Além disso, a conceção de transições arredondadas também ajuda a melhorar a distribuição das tensões na estrutura, aumentando ainda mais a rigidez e a estabilidade globais da caixa.
Este método de conceção não só melhora a fiabilidade do produto, como também melhora a experiência do utilizador. Uma caixa estável e não deformável pode proteger melhor o conteúdo no seu interior, evitando danos ou fugas provocados pela deformação. Além disso, o design curvo e arredondado também torna o produto mais agradável do ponto de vista estético, proporcionando uma aparência confortável e harmoniosa.
Ter em consideração os custos e a viabilidade da produção
Ao implementar este design, temos também de ter em consideração os custos de produção e a viabilidade do processo. Embora os designs curvos e arredondados possam aumentar os custos de fabrico, as melhorias em termos de estabilidade, estética e experiência do utilizador fazem com que esses custos valham a pena. Além disso, é necessária uma cooperação estreita com o departamento de produção. Isto assegura a precisão e a consistência durante o processo de fabrico para obter os melhores resultados de design.
Em resumo, a conceção de peças propensas ao empeno do plástico, como o rebordo de uma abertura de caixa, com uma forma curva ou transições arredondadas é um método eficaz para aumentar a estabilidade e a durabilidade do produto. Ao utilizar as propriedades mecânicas das estruturas curvas para reduzir a concentração de tensões e diminuir o risco de empeno na moldagem por injeção, podemos fornecer aos consumidores produtos mais fiáveis e esteticamente mais agradáveis.
4. Disposição das portas e dos corredores
Na conceção de moldes para plásticos, a disposição correcta da posição, número e tamanho da porta é crucial. A porta é o canal que liga o molde e a cavidade do molde, e a sua posição, número e tamanho afectam diretamente o estado de fluxo do plástico fundido que entra na cavidade do molde. Para garantir um enchimento uniforme do plástico, é necessário um planeamento cuidadoso do design da porta.
Em primeiro lugar, a seleção da posição da porta deve ser cuidadosamente considerada. A porta deve ser colocada na linha de separação do molde ou no centro de pressão da cavidade do molde, garantindo que o plástico fundido possa fluir uniformemente para a cavidade do molde durante o enchimento. Além disso, a posição do portão deve evitar estruturas importantes na peça de plástico para não afetar o desempenho e o aspeto da peça.
Em segundo lugar, é necessário planear razoavelmente o número de comportas. Demasiadas comportas podem causar um fluxo caótico de plástico, aumentando a tensão interna; demasiado poucas comportas podem levar a um enchimento plástico irregular, produzindo também tensão interna. Por conseguinte, a seleção do número adequado de comportas com base no tamanho e na forma da peça de plástico é fundamental para garantir um enchimento de plástico uniforme.
Por último, o controlo do tamanho da porta é igualmente importante. Portas demasiado pequenas podem causar um fluxo de plástico deficiente, prolongando o ciclo de moldagem; portas demasiado grandes podem fazer com que o plástico se encha demasiado depressa, levando a um enchimento desigual. Por conseguinte, é necessário definir o tamanho adequado da porta com base no tipo de plástico e na estrutura do molde para garantir um enchimento uniforme do plástico.
Em resumo, a disposição correcta da posição, número e tamanho das comportas é crucial para garantir um enchimento uniforme do plástico fundido na cavidade do molde e evitar tensões internas causadas por um enchimento desigual. Na conceção de moldes de plástico, devemos prestar muita atenção à conceção das comportas para garantir a qualidade e o desempenho das peças de plástico.
5. Sistemas de ventilação e de arrefecimento:
Ao conceber sistemas de ventilação, temos de considerar a forma de reduzir o fenómeno de aprisionamento de gás, diminuindo assim a pressão interna. Um excelente sistema de ventilação pode expulsar eficazmente os gases do molde e assegurar a descarga suave dos gases durante o processo de moldagem por injeção, evitando a formação de bolsas de gás ou outros defeitos.
Além disso, temos de otimizar o sistema de arrefecimento do molde. Utilizando condutas de refrigeração eficientes, uma distribuição razoável do canal de água de refrigeração e um fluxo eficaz do líquido de refrigeração, podemos assegurar uma refrigeração uniforme de todas as partes do molde, reduzindo assim o stress térmico e melhorando a qualidade do produto. Estas optimizações não só encurtam o ciclo de moldagem e aumentam a eficiência da produção, como também prolongam eficazmente a vida útil do molde.
Em resumo, sistemas de ventilação e de arrefecimento do molde bem concebidos são cruciais para a moldagem por injeção. Só assegurando uma descarga de gás suave e um arrefecimento uniforme do molde é que se podem obter produtos de alta qualidade e aumentar os benefícios da produção. Na investigação e na prática futuras, continuaremos a concentrar-nos na otimização da conceção dos sistemas de ventilação e dos sistemas de arrefecimento do molde para fazer avançar a tecnologia de moldagem por injeção.
6. Seleção de materiais adequados
Para garantir a conclusão sem problemas da moldagem por injeção e reduzir a taxa de deformação dos produtos, temos de prestar muita atenção à seleção dos materiais plásticos. Ao selecionar materiais plásticos, a utilização pretendida e os requisitos do processo são factores que devem ser realçados. Para produtos com requisitos de elevada precisão dimensional, devemos escolher plásticos com taxas de encolhimento mais baixas. O nível de retração afecta diretamente a estabilidade dimensional do produto; quanto mais baixa for a taxa de retração, mais fácil é assegurar a precisão dimensional do produto.
Para além da taxa de retração, a fluidez é também um fator importante a considerar na seleção de materiais plásticos. Os plásticos com boa fluidez podem encher o molde de forma mais suave durante o processo de moldagem por injeção, reduzindo a formação de defeitos de moldagem. Para além disso, a estabilidade das propriedades mecânicas é um aspeto que não devemos descurar. Se as propriedades mecânicas dos materiais plásticos forem instáveis, podem ocorrer facilmente vários problemas, como fracturas e deformações, durante o processo de moldagem por injeção, afectando não só o aspeto do produto, mas também a sua vida útil.
Por conseguinte, para nos adaptarmos ao processo de moldagem por injeção e reduzirmos a deformação do produto, temos de selecionar materiais plásticos com baixas taxas de contração, boa fluidez e propriedades mecânicas estáveis com base na utilização pretendida e nos requisitos do processo. Estes materiais não só garantem a exatidão dimensional do produto, como também melhoram a eficiência da produção e reduzem os custos de produção. Ao mesmo tempo, proporcionam também uma garantia de utilização a longo prazo do produto, aumentando a sua competitividade no mercado.
7. Controlo das condições de moldagem
Para otimizar o processo de moldagem por injeção e reduzir a acumulação de tensão residual, é necessário ajustar cuidadosamente os parâmetros relacionados. Velocidade de injeção e a pressão são dois parâmetros-chave que afectam diretamente o fluxo e os efeitos de enchimento do plástico no molde. Ao aumentar adequadamente a velocidade de injeção, podemos acelerar a velocidade de fluxo do plástico no molde, melhorando o efeito de enchimento e reduzindo assim a acumulação de tensão residual.
Ao mesmo tempo, o ajuste razoável da pressão de injeção garante que o plástico possa entrar suavemente no molde e preencher todos os cantos, reduzindo eficazmente a tensão residual.
O tempo de pressão de retenção é também um fator importante que afecta a tensão residual. Um tempo de pressão de retenção insuficiente leva a um arrefecimento inadequado do plástico, aumentando a tensão interna. O prolongamento adequado do tempo de pressão de retenção permite que o plástico arrefeça totalmente no molde, ajudando a reduzir a tensão residual.
Além disso, o controlo do tempo de arrefecimento também é crucial. Um tempo de arrefecimento demasiado curto resulta num arrefecimento irregular do plástico, causando facilmente tensões térmicas. Por conseguinte, definir o tempo de arrefecimento de forma razoável com base nas características do plástico e na estrutura do molde é crucial para reduzir a tensão residual.
Em resumo, ajustando cuidadosamente os parâmetros do processo de moldagem por injeção, tais como a velocidade de injeção, a pressão, o tempo de pressão de retenção e o tempo de arrefecimento, e utilizando técnicas retóricas para aumentar a eficácia da expressão, a acumulação de tensão residual pode ser eficazmente reduzida, melhorando a qualidade e a estabilidade dos produtos moldados por injeção.
8. Precisão e manutenção do molde:
A precisão é um fator crítico no processo de fabrico de moldes. Para garantir a precisão do fabrico do molde, implementámos uma série de medidas rigorosas de controlo de qualidade. Em primeiro lugar, utilizamos equipamento de maquinação de alta precisão e efectuamos uma calibração precisa para garantir a estabilidade e a precisão do equipamento. Em segundo lugar, seleccionamos e controlamos rigorosamente os materiais do molde para garantir a sua qualidade e estabilidade. Além disso, melhoramos o controlo de qualidade durante o processo de maquinação, realizando inspecções e verificações rigorosas em cada fase para evitar a transmissão e a acumulação de erros.
Para além da precisão, a suavidade da superfície da cavidade do molde é também um fator importante que afecta a qualidade do produto e a vida útil do molde. Para melhorar a suavidade da superfície da cavidade do molde, utilizamos técnicas de polimento avançadas e reforçamos o controlo e a gestão do processo de polimento. Ao mesmo tempo, realizamos inspecções e avaliações rigorosas do molde polido para garantir que a qualidade e a suavidade da superfície cumprem os requisitos.
Para garantir a estabilidade dimensional e a vida útil do molde, efectuamos regularmente a manutenção e a assistência técnica do molde. Estabelecemos um sistema de manutenção abrangente, detalhando e registando cada passo da manutenção. Ao mesmo tempo, também melhoramos a formação e a gestão do pessoal de manutenção, melhorando o profissionalismo e a qualidade do trabalho de manutenção. Através da implementação destas medidas, prolongamos efetivamente a vida útil do molde, aumentamos a eficiência da produção e melhoramos a qualidade do produto.
Em resumo, para garantir a precisão do fabrico do molde, a suavidade da superfície da cavidade do molde, a estabilidade dimensional e a vida útil, implementámos uma série de medidas de controlo de qualidade e sistemas de gestão rigorosos. A implementação destas medidas não só melhora a qualidade e a estabilidade do molde, como também fornece um forte apoio ao desenvolvimento da empresa.
9. Utilização da tecnologia de equilíbrio multi-cavidades:
No processo de produção de moldes com várias cavidades, é crucial equilibrar a pressão e a taxa de enchimento de cada cavidade. Uma vez que a posição, o tamanho e a estrutura de cada cavidade no molde podem ser diferentes, a pressão do fluido e a taxa de enchimento que sofrem durante o processo de enchimento também variam. Se não forem equilibrados, pode ocorrer um empenamento dos produtos individuais.
Para evitar esta situação, os produtores têm de monitorizar de perto a pressão e a taxa de enchimento de cada cavidade. Devem utilizar equipamento de monitorização avançado para controlar a pressão e a taxa de enchimento de cada cavidade em tempo real e efetuar ajustamentos para garantir a consistência durante o processo de enchimento. Se se verificar que a pressão ou a taxa de enchimento de uma cavidade é demasiado elevada ou demasiado baixa, devem ser efectuados ajustamentos imediatos para garantir a forma e a qualidade do produto.
Além disso, os produtores também precisam de fazer regularmente a manutenção e a assistência técnica do molde para garantir o seu funcionamento normal. Têm de inspecionar a vedação do molde, o sistema de arrefecimento e outros componentes-chave para garantir que estão em boas condições de funcionamento. Se forem encontrados quaisquer problemas, as reparações ou substituições devem ser efectuadas imediatamente para evitar a deformação do produto causada por falhas no molde.
Em resumo, o equilíbrio da pressão e da taxa de enchimento de cada cavidade num molde com várias cavidades é fundamental para garantir a forma e a qualidade do produto. Os fabricantes precisam de tomar uma série de medidas para garantir que cada cavidade sofre a pressão e a taxa de enchimento adequadas durante o processo de enchimento. Também precisam de efetuar regularmente a manutenção e a assistência técnica do molde para garantir o seu funcionamento normal. Só assim é possível produzir produtos de alta qualidade para satisfazer as necessidades dos clientes.
Dois estudos de caso ilustram soluções para o empenamento
Estudo de caso 1: Deformação da tampa de uma caixa selada
A tampa preta da caixa selada é feita de material PA6+30%GF e utiliza um portão de ponto. Após a desmoldagem, a deformação afecta o processamento de soldadura subsequente.

Possíveis causas e soluções
O plano inicial para este caso era definir um único ponto de entrada de material no lado comprido da peça. Isto provoca um empeno grave em ambas as extremidades do produto, levando a uma fraca resistência da soldadura por vibração e a falhas nos testes de pressão. Devido à orientação das fibras de vidro durante o processo de fluxo com a massa fundida, o produto encolhe de forma desigual ao longo da direção do fluxo e perpendicularmente à direção do fluxo, causando o empeno.
Por conseguinte, a alteração da forma do fluxo de fusão para um fluxo de direção única melhora a deformação. A mudança da posição do portão do meio do lado comprido do produto para o lado curto altera efetivamente a orientação original da fibra de vidro, tornando a orientação mais uniforme. Os defeitos de moldagem do produto são significativamente melhorados.
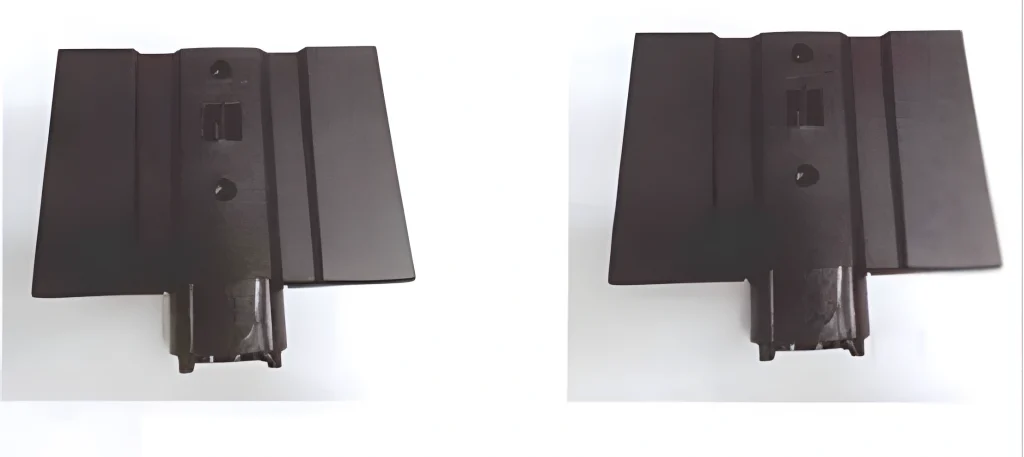
Estudo de caso 2: Deformação do suporte de um televisor
O suporte preto para televisor, fabricado em PBT+30%GF, utiliza um portão pontual e sofre deformações nos cantos, o que dificulta a montagem. Como peça de suporte de peso do suporte de TV, requer uma certa resistência à compressão, e o seu nivelamento também é crucial. A deformação por empeno afecta a montagem e a utilização normais.
Possíveis causas e soluções
Processo de moldagem: O plano inicial para este caso envolvia a utilização de dois pontos de entrada de material, o que resultava numa superfície de montagem irregular e em deformações nos cantos. Devido à orientação das fibras de vidro durante o processo de fluxo com a massa fundida, o produto encolhe menos ao longo da direção do fluxo e mais perpendicularmente à direção do fluxo, causando um encolhimento desigual e deformações.
Normalmente, quanto mais complexa for a situação do fluxo de fusão, mais irregular será a contração. Simplificar a forma do fluxo para melhorar o empenamento é uma das medidas eficazes. Neste caso, após a remoção de uma porta, o método de entrada do material foi alterado para um único ponto, tornando a orientação da fibra de vidro mais uniforme. A forma de fluxo simplificada melhorou efetivamente a situação de deformação por empenamento.
Este caso mostra que a deformação do produto é causada pela orientação desigual do material de reforço. As fibras alongadas na massa plástica fundida fluem ao longo da direção do fluxo, causando menos contração ao longo da direção do fluxo e mais perpendicularmente a esta. O encolhimento desigual causado pela orientação leva à deformação do produto. Nesta situação, a alteração da posição da porta e da estrutura do produto pode melhorar o empeno. No caso de materiais reforçados com fibra de vidro, a utilização de uma orientação uniforme da fibra de vidro pode, muitas vezes, conseguir um efeito de empeno menor.
Resumo
Evitar o empeno em peças moldadas por injeção requer a colaboração entre designers e fabricantes. Por um lado, os designers de produtos devem considerar plenamente as características da moldagem por injeção durante a fase de conceção e integrar estes factores na conceção estrutural para minimizar o empeno após a moldagem. Por outro lado, os fornecedores de moldes devem abordar vários defeitos com experiência profissional, conseguindo um baixo custo e uma elevada qualidade.
Se desejar saber mais sobre empenamento ou deformação, não hesite em contactar o e-mail de intercâmbio técnico da FirstMold em [email protected].











