
Nach dem Verstehen Einspritzdruck und EinspritzgeschwindigkeitHeute erfahren wir mehr über einen weiteren wichtigen Parameter beim Spritzgießen - die Werkzeugtemperatur.
In der Regel stellen die Spritzgießer die Schmelzetemperatur höher als die ideale Temperatur ein, weil sie glauben, dass die Schmelzetemperatur die einzig wirksame Methode ist, um die Viskosität der Schmelze zu verringern und damit das Spritzgießen zu erleichtern. Um die verlängerte Zykluszeit aufgrund der hohen Schmelzetemperatur zu kompensieren, senken die Techniker in der Regel die Werkzeugtemperatur, um die Kühlzeit zu verkürzen. Diese Anpassungsmethode führt häufig zu Problemen mit der Produktqualität. Wie sollte also die Werkzeugtemperatur vernünftig eingestellt werden? Wir werden dies später im Detail besprechen.

Was ist die Schimmelpilztemperatur?
Die Formtemperatur bezieht sich auf die Oberflächentemperatur der Formhohlraum und Kern. Sie ist einer der grundlegendsten Steuerungsparameter im Spritzgießprozess und ein wichtiger Faktor bei der Formgestaltung. Seine Auswirkungen auf die Formgebung, die Weiterverarbeitung und die Endverwendung von Produkten dürfen nicht unterschätzt werden.
Der Einfluss der Werkzeugtemperatur auf Spritzgussteile
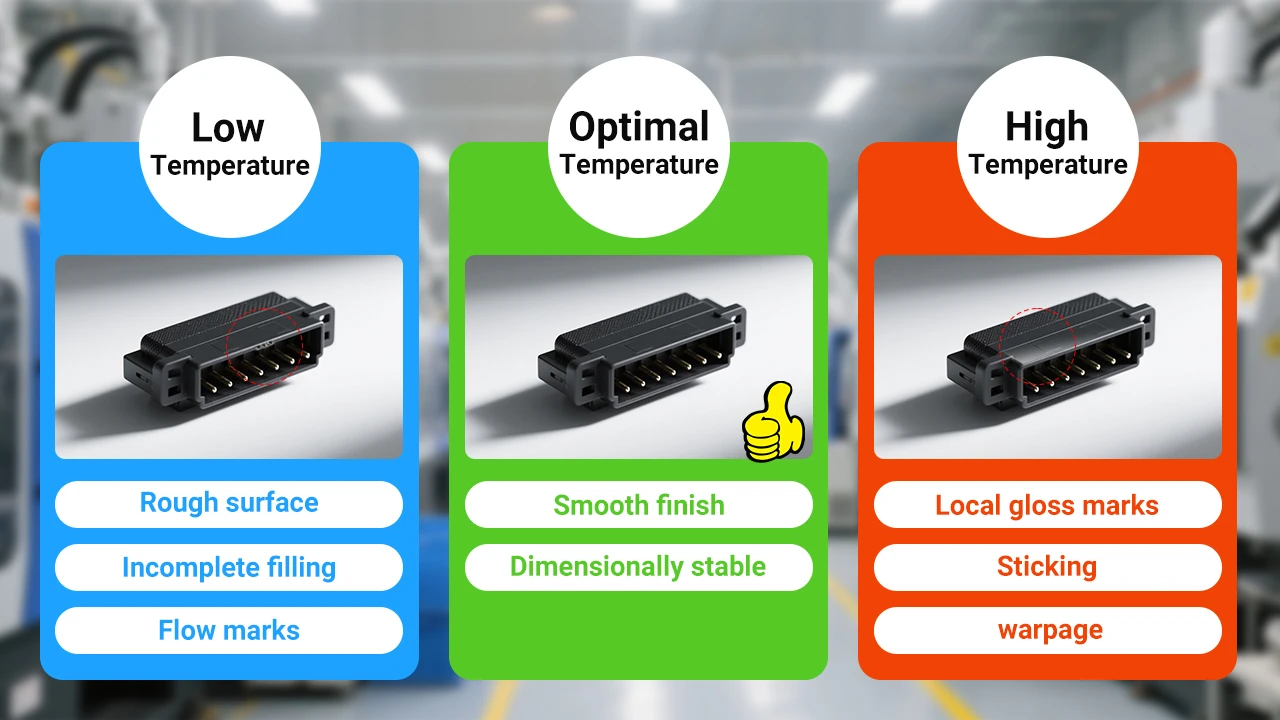
1. Auswirkungen auf das Erscheinungsbild
Erstens verringert eine zu niedrige Werkzeugtemperatur die Fließfähigkeit der Schmelze, was zu einer unvollständigen Füllung führen kann. Sie beeinträchtigt die Kristallinität von Kunststoffen. Bei ABS ist die Glätte des Produkts gering, wenn die Formtemperatur zu niedrig ist. Bei einer hohen Temperatur ist die Wahrscheinlichkeit größer, dass der Kunststoff an die Oberfläche wandert. Wenn die Temperatur hoch ist, liegen die Kunststoffteile näher an der Formoberfläche, was zu einer besseren Füllung, höherem Glanz und höherer Glätte führt.
Die Formtemperatur sollte jedoch nicht zu hoch sein, da sie zum Verkleben mit der Form führen und in einigen Bereichen des Kunststoffteils auffällige helle Flecken erzeugen kann. Umgekehrt kann eine niedrige Werkzeugtemperatur dazu führen, dass das Kunststoffteil zu fest an der Form anliegt, was beim Entformen zu Kratzern führt, insbesondere auf strukturierten Oberflächen. Bei der mehrstufigen Einspritzung können Positionsprobleme, wie z. B. Gasmarken beim Einspritzen, durch die Verwendung einer segmentierten Einspritzung gelöst werden. In der Spritzgussindustrie gilt: Je höher die Werkzeugtemperatur, desto höher der Oberflächenglanz des Produkts und umgekehrt. Bei Produkten aus PP mit satinierter Oberfläche gilt: Je höher die Temperatur, desto geringer der Oberflächenglanz und desto größer der Farbunterschied, wobei sich Glanz und Farbunterschied umgekehrt proportional verhalten.
Daher ist das häufigste Problem, das durch die Werkzeugtemperatur verursacht wird, eine raue Oberflächenbeschaffenheit der Formteile, die in der Regel auf eine niedrige Oberflächentemperatur des Werkzeugs zurückzuführen ist. Die Formschrumpfung und die Schrumpfung nach dem Spritzgießen von teilkristallinen Polymeren hängen hauptsächlich von der Werkzeugtemperatur und der Wandstärke des Teils ab. Eine ungleichmäßige Temperaturverteilung in der Form führt zu einer unterschiedlichen Schwindung, so dass es unmöglich ist, sicherzustellen, dass die Teile die vorgegebenen Toleranzen einhalten. Im schlimmsten Fall übersteigt die Schrumpfung den korrigierbaren Wert, unabhängig davon, ob das Harz verstärkt ist oder nicht.
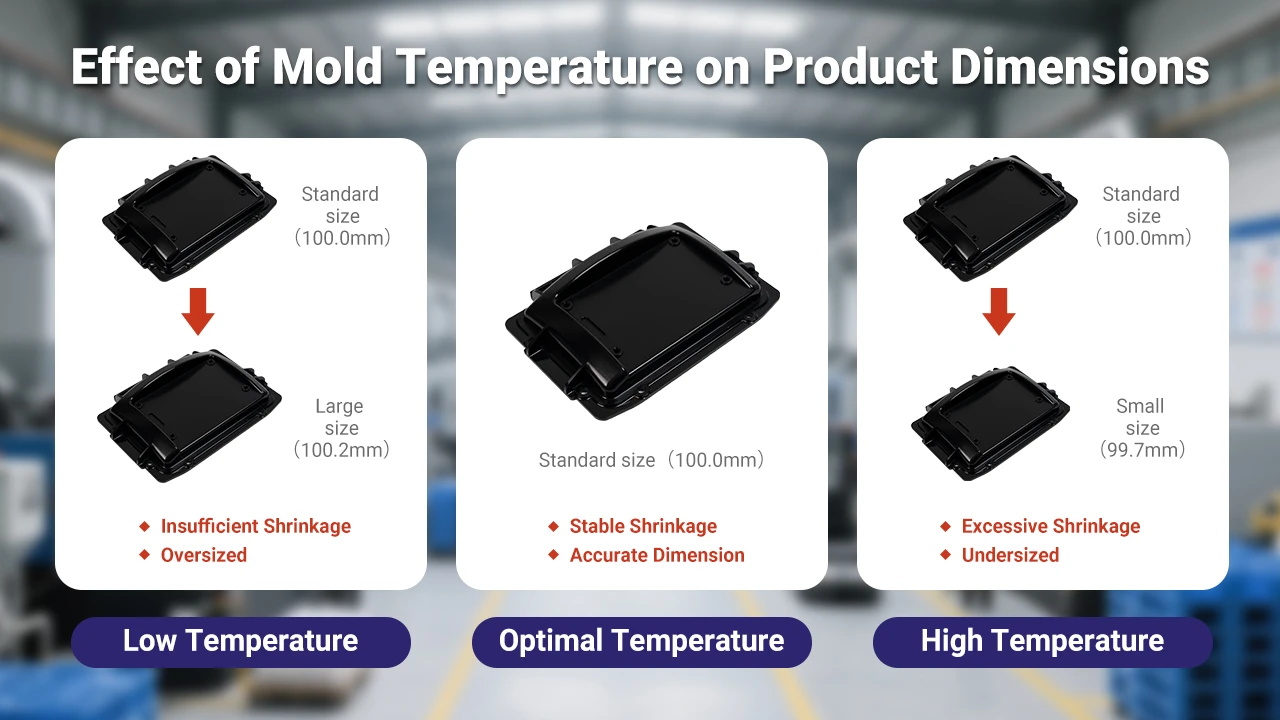
2. Auswirkungen auf die Produktabmessungen
Ist die Werkzeugtemperatur zu hoch, kann es zu einer thermischen Zersetzung der Schmelze kommen, wodurch sich die Schwindungsrate an der Luft erhöht und sich die Produktabmessungen verringern. Wenn bei niedrigen Temperaturen die Abmessungen der Teile zunehmen, ist dies im Allgemeinen auf eine zu niedrige Oberflächentemperatur der Form zurückzuführen. Das liegt daran, dass das Produkt bei einer niedrigen Oberflächentemperatur der Form in der Luft weniger schrumpft, so dass die Abmessungen größer sind. Eine niedrige Formtemperatur beschleunigt die molekulare "Gefrierausrichtung", wodurch die Dicke der gefrorenen Schicht im Formhohlraum zunimmt und das Kristallwachstum behindert wird, wodurch die Formschwindung verringert wird.
Umgekehrt führt eine hohe Formtemperatur zu einer langsamen Abkühlung, einer längeren Relaxationszeit und einer geringeren Orientierung, was die Kristallisation fördert und zu einer höheren tatsächlichen Schwindung führt. Wenn der Prozess zu lange dauert, um die Abmessungen zu stabilisieren, deutet dies auf eine schlechte Steuerung der Formtemperatur hin, da die Form länger braucht, um das thermische Gleichgewicht zu erreichen. Eine ungleichmäßige Wärmeabgabe in einigen Bereichen der Form kann den Produktionszyklus erheblich verlängern und die Formkosten. Eine stabile Formtemperatur reduziert Schwankungen in der Formschwindung und verbessert die Dimensionsstabilität.
Bei kristallinen Kunststoffen erleichtert eine hohe Werkzeugtemperatur den Kristallisationsprozess. Vollkristalline Kunststoffteile unterliegen während der Lagerung oder Verwendung keinen Maßänderungen. Eine hohe Kristallinität führt jedoch zu einer erheblichen Schrumpfung. Bei weicheren Kunststoffen begünstigt eine niedrige Formtemperatur während des Formens die Maßhaltigkeit. Unabhängig vom Material sind eine konstante Formtemperatur und Schwindung für die Verbesserung der Maßhaltigkeit von Vorteil.
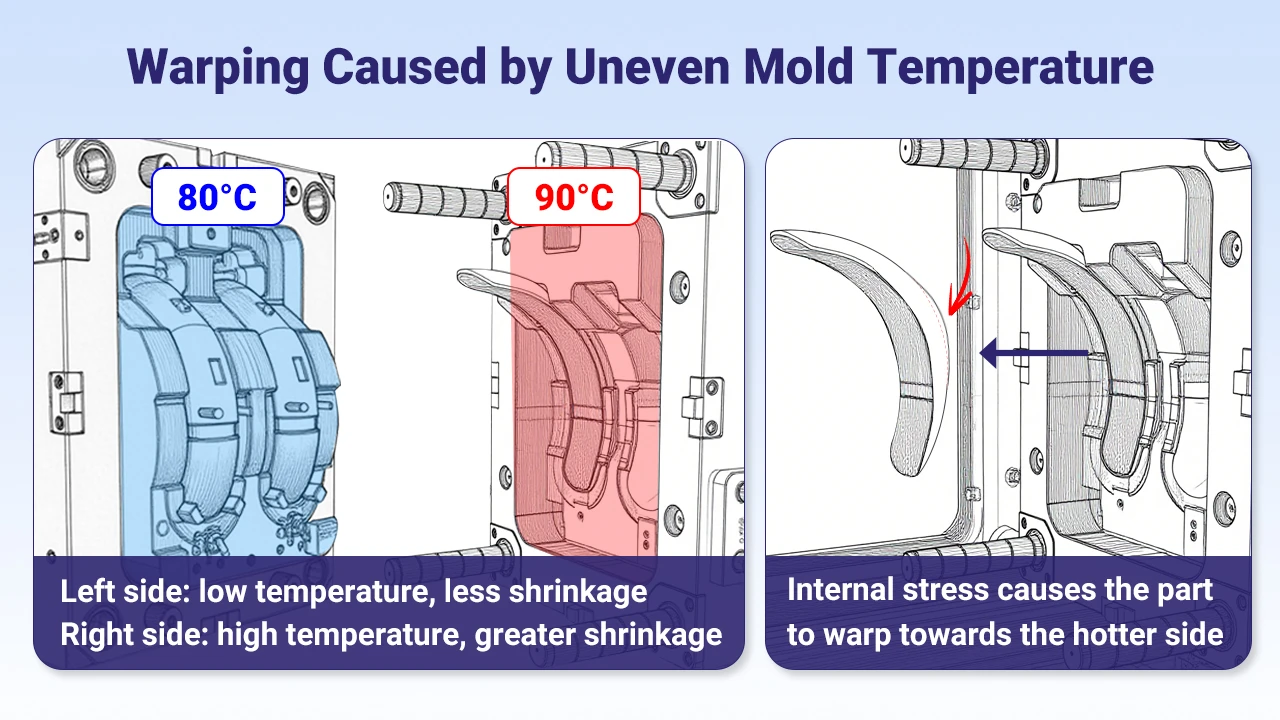
3. Auswirkungen auf die Verformung
Wenn das Kühlsystem unzureichend ausgelegt ist oder die Werkzeugtemperatur schlecht gesteuert wird, kann eine unzureichende Kühlung Kunststoffteile verziehen und deformieren. Die Steuerung der Werkzeugtemperatur sollte auf der Grundlage der strukturellen Merkmale des Produkts erfolgen, um den Temperaturunterschied zwischen dem Kern und der Kavität, dem Kern und der Kavitätswand sowie der Kavitätswand und dem Kern zu bestimmen. Einsätze. Auf diese Weise können die unterschiedlichen Abkühlungsschwindungsgeschwindigkeiten der einzelnen Teile den Orientierungsschwindungsunterschieden entgegenwirken und Verformungen vermeiden.
Bei symmetrisch strukturierten Teilen sollte die Werkzeugtemperatur gleichmäßig sein, um eine ausgewogene Abkühlung und geringere Verformung zu gewährleisten. Zu große Temperaturunterschiede in der Form führen zu ungleichmäßiger Abkühlung und ungleichmäßiger Schrumpfung, was Spannungen erzeugt und zu Verformungen führt, insbesondere bei Teilen mit ungleicher Wandstärke und komplexen Formen. Die Seite mit der höheren Formtemperatur verformt sich nach dem Abkühlen zu dieser Seite hin. Wählen Sie die Kern- und Kavitätstemperaturen je nach Bedarf vernünftig
4. Auswirkungen auf die mechanischen Eigenschaften (Eigenspannung)
Eine niedrige Formtemperatur macht Schweißnähte deutlich und verringert die Festigkeit des Produkts. Bei kristallinen Kunststoffen erhöht sich mit zunehmender Kristallinität die Neigung zur Spannungsrissbildung. Um Spannungen zu verringern, sollte die Werkzeugtemperatur nicht zu hoch sein (z. B. PP, PE). Bei hochviskosen amorphen Kunststoffen wie PC hängt die Spannungsrissbildung mit den inneren Spannungen zusammen, und eine höhere Werkzeugtemperatur hilft, die inneren Spannungen und die Neigung zur Spannungsrissbildung zu verringern.
Innere Spannungen werden durch Spannungsspuren angezeigt. Sie werden durch unterschiedliche thermische Schrumpfungsraten beim Abkühlen verursacht. Nach der Umformung erstreckt sich die Abkühlung von der Oberfläche bis ins Innere, wobei die Oberfläche zuerst schrumpft und aushärtet, gefolgt vom Inneren, wodurch aufgrund unterschiedlicher Schrumpfungsraten innere Spannungen entstehen. Wenn die innere Eigenspannung die Elastizitätsgrenze des Harzes übersteigt oder unter bestimmten chemischen Bedingungen, entstehen Risse an der Oberfläche des Kunststoffteils. Untersuchungen an transparenten Harzen wie PC und PMMA zeigen, dass die innere Eigenspannung an der Oberfläche Druck- und im Inneren Zugspannungen verursacht. Die Druckspannung an der Oberfläche hängt von den Abkühlungsbedingungen ab; eine kalte Form kühlt geschmolzenes Harz schnell ab, wodurch eine höhere innere Restspannung entsteht.
Die Formtemperatur ist die wichtigste Voraussetzung für die Kontrolle der Eigenspannung. Geringe Änderungen der Formtemperatur verändern die Eigenspannung erheblich. Im Allgemeinen gibt es für jedes Produkt und jeden Kunststoff eine Mindesttemperatur für die Eigenspannung. Beim Gießen von dünnwandigen Teilen oder solchen mit langen Fließwegen sollte die Formtemperatur höher sein als die allgemeine Mindestgrenze.

5. Auswirkungen auf die Wärmeablenkungstemperatur
Insbesondere bei kristallinen Kunststoffen werden die molekulare Ausrichtung und die Kristallinität sofort eingefroren, wenn die Produkte bei niedrigen Werkzeugtemperaturen geformt werden. Bei hohen Temperaturen oder einer sekundären Verarbeitung können sich die Molekülketten neu anordnen und kristallisieren, was zu einer Verformung bei Temperaturen führt, die viel niedriger sind als die des Materials. Wärmeformbeständigkeitstemperatur (HDT). Der richtige Ansatz besteht darin, bei der empfohlenen Werkzeugtemperatur nahe der Kristallisationstemperatur zu produzieren, um eine angemessene Kristallisation während des Spritzgießens zu gewährleisten und eine Nachkristallisation und Schrumpfung in Hochtemperaturumgebungen zu vermeiden.
Zusammenfassend lässt sich sagen, dass die Werkzeugtemperatur einer der grundlegendsten Steuerungsparameter im Spritzgießprozess ist und bei der Werkzeugkonstruktion eine wichtige Rolle spielt.
Bestimmung der korrekten Formtemperatur
Bei immer komplexeren Formen wird es immer schwieriger, geeignete Bedingungen für eine effektive Formtemperierung zu schaffen. Außer bei einfachen Teilen ist das System der Werkzeugtemperierung meist ein Kompromiss. Die folgenden Vorschläge dienen als grobe Orientierung:
1. Berücksichtigen Sie bei der Konstruktion des Werkzeugs die Temperaturkontrolle der Form des zu bearbeitenden Teils.
2. Bei geringem Einspritzvolumen und großer Formgröße ist eine gute Wärmeleitfähigkeit entscheidend.
3. Lassen Sie bei der Auslegung des Querschnitts der Flüssigkeit, die durch die Form und das Zuführungsrohr fließt, zusätzlichen Platz. Vermeiden Sie die Verwendung von Verbindungsstücken, da diese den durch die Formtemperatur gesteuerten Flüssigkeitsstrom erheblich behindern.
4. Verwenden Sie nach Möglichkeit Druckwasser als Temperiermedium und verwenden Sie langlebige, hochdruckfeste Leitungen und Verteiler.
5. Legen Sie detaillierte Leistungsbeschreibungen für die zur Form passenden Temperiergeräte vor.
6. Das Datenblatt der Formenbauer sollte die erforderlichen Zahlen für die Durchflussmenge enthalten. Verwenden Sie Isolierplatten an der Schnittstelle zwischen der Form und der Maschinenschablone.
7. Verwenden Sie getrennte Temperaturkontrollsysteme für den Kern und den Hohlraum.
8. Isolieren Sie die Temperaturregelungssysteme auf jeder Seite und in der Mitte, um unterschiedliche Starttemperaturen während des Formens zu ermöglichen.
9. Schließen Sie verschiedene Temperierkreise in Reihe und nicht parallel an. Parallele Schaltungen verursachen aufgrund von Widerstandsunterschieden unterschiedliche Durchflussmengen, was zu größeren Temperaturschwankungen führt als Reihenschaltungen.
10. Die Anzeige von Vor- und Rücklauftemperaturen am Werkzeugtemperiergerät ist vorteilhaft.
11. Ziel der Prozesskontrolle ist es, einen Temperatursensor in die Form einzubauen, um Temperaturänderungen während der eigentlichen Produktion zu erkennen.
Empfohlene Formtemperatur für verschiedene Materialien
| Material Name | Formtemperatur (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Andere Vorschläge zur Bestimmung der Formtemperatur
Stellen Sie das thermische Gleichgewicht in der Form durch mehrere Einspritzungen her, in der Regel mindestens zehn Einspritzungen. Die tatsächliche Temperatur im thermischen Gleichgewicht hängt von vielen Faktoren ab. Messen Sie die tatsächliche Temperatur der Formoberfläche, die mit dem Kunststoff in Berührung kommt, mit einem Thermoelement im Inneren der Form (2 mm von der Oberfläche entfernt). Eine gängigere Methode ist die Verwendung eines tragbaren Hochtemperaturmessgeräts mit einem schnell ansprechenden Fühler. Messen Sie viele Punkte, nicht nur eine Seite oder einen Punkt. Stellen Sie die Werkzeugtemperatur auf der Grundlage der festgelegten Kontrollstandards auf den geeigneten Wert ein. Im Materialdatenblatt werden in der Regel Formtemperaturen empfohlen, die die Oberflächenbeschaffenheit, die mechanischen Eigenschaften, die Schrumpfung und die Zykluszeit berücksichtigen.
Für Formen, mit denen Präzisionskomponenten hergestellt werden oder die strengen Anforderungen an das Aussehen oder die Sicherheit genügen, sollten Sie höhere Werkzeugtemperaturen verwenden, um eine geringere Schwindung nach dem Gießen, einen höheren Oberflächenglanz und eine gleichmäßigere Leistung zu erzielen. Für Low-Tech-Teile mit Kostenbeschränkungen sollten Sie niedrigere Verarbeitungstemperaturen verwenden, die Kompromisse verstehen und die Teile prüfen, um sicherzustellen, dass sie die Kundenanforderungen erfüllen.
Zusammenfassung
Die Einstellung der Werkzeugtemperatur erfolgt mit Hilfe eines Werkzeugtemperiergeräts. Wenn möglich, werde ich in Zukunft die Auswahl der Werkzeugtemperaturmaschine für Spritzgießer vorstellen. Wenn Sie unser professionelles Niveau erkennen und Teile für verschiedene Branchen herstellen müssen, genießen Sie bitte unsere Spritzgießdienstleistungen.











