

Bei der Einführung EntformungsschrägenIch habe bereits erwähnt, dass wir für die Entnahme eines Spritzgussteils aus dem Werkzeug einen Entformungswinkel konstruieren müssen. Die Voraussetzung dafür ist jedoch, dass die Trennlinie zuerst bestimmt werden muss. Das ist so ähnlich, als müsste man eine Wassermelone in mindestens zwei Hälften schneiden, um das Fruchtfleisch im Inneren zu essen.
Beim Produktdesign entscheiden Details über Erfolg oder Misserfolg, und die Gestaltung der Trennfuge ist eines der entscheidenden Details.
Eine sorgfältig gestaltete Trennebene kann nicht nur den ästhetischen Wert des Produkts erhöhen, sondern in gewissem Maße auch die Lebensdauer und die Produktionskosten des Produkts bestimmen.

Die Bedeutung einer Abschiedsrede
Unter Trennen versteht man die Unterteilung des Formkerns des Formteils in mehrere Module. Die Berührungsfläche zwischen diesen Modulen wird als Trennebene oder auch als Trennfläche bezeichnet. Im engeren Sinne bezeichnet die Trennebene die Trennfläche an der größten Kontur des Kunststoffteils, die Kavität und Kern oder Vorder- und Hinterform voneinander trennt. Im weiteren Sinne umfasst die Trennebene auch die lokalen Trennebenen des Kunststoffteils (z. B. die Trennebenen von Bohrungen) und die Trennebenen aller an der Formgebung beteiligten Module (z. B. Schieber), Winkelheber, EinsätzeAuswerferstifte, usw.).
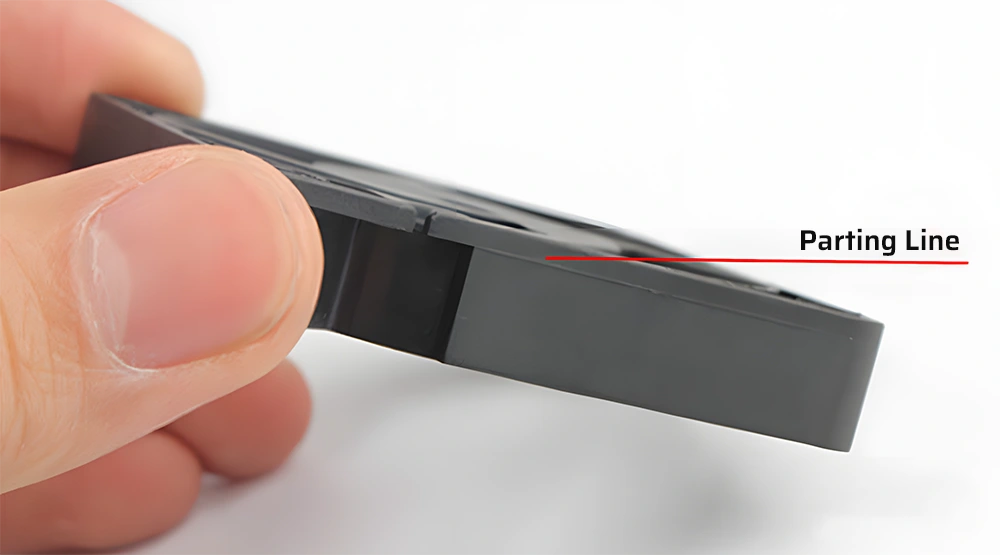
Die Grenze, an der sich die Trennebene mit der Oberfläche des Kunststoffteils schneidet, wird als Trennebene (PL) bezeichnet. Da es unmöglich ist, einen völlig spaltfreien Kontakt zwischen den Formmodulen zu erreichen, wird dieser Spalt nach dem Formen auf das Kunststoffteil übertragen und bildet eine blitzartige Restmarke. Da sie wie eine Linie aussieht, wird sie als Trennebene bezeichnet, die auch als Formlinie bekannt ist.
Die Dicke der Trennfuge beeinflusst das Aussehen und die Funktion des Kunststoffteils, weshalb sie bei der Konstruktion besonders zu beachten ist.
Arten von Trennlinien
Im Allgemeinen wird die Trennlinie an der größten Kontur des Kunststoffteils als Haupttrennlinie bezeichnet, während andere Trennlinien Hilfstrennlinien sind.
Vertikale Trennungslinie
Dabei handelt es sich um eine gängige und einfache Variante, bei der die Ebene senkrecht zur Öffnungsrichtung der Form verläuft.
Abgestufte Trennungslinie:
Je nach der spezifischen Situation einiger Kunststoffteile wird die Trennlinie in eine Stufenform gebracht.
Da bei gestuften Trennfugen eine Seite der Kavität eine größere Kraft aufnimmt, wird auf beiden Seiten der Kavität eine exzentrische Einspritzkraft erzeugt, die ein relatives Gleiten zwischen dem Kern und der Kavität bewirkt. Die Gleitrichtung ist unten dargestellt. Wählen Sie daher zunächst die Trennebene auf der flachen Stufe.
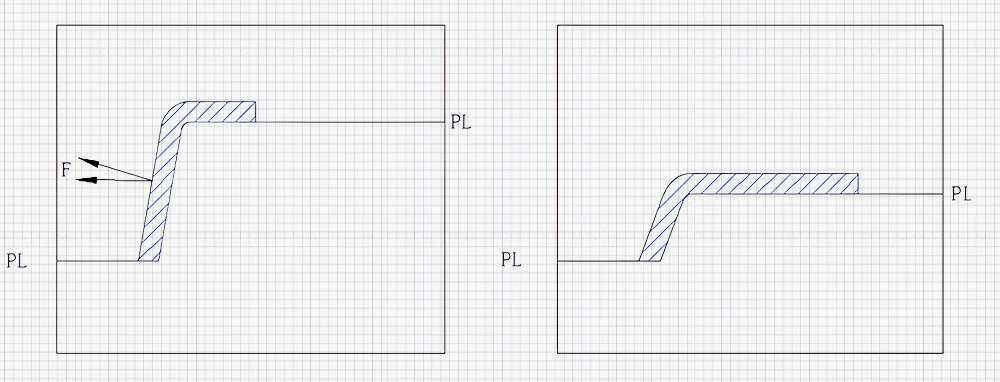
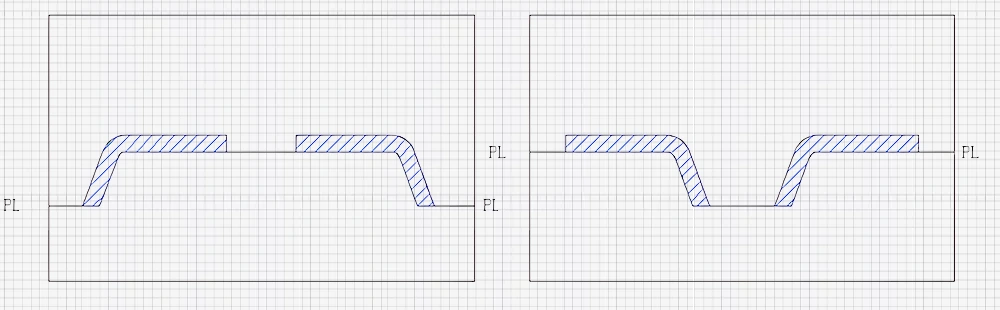
Ordnen Sie zwei Kavitäten symmetrisch an, um die Einspritzkraft auf beiden Seiten des Werkzeugs auszugleichen und die Werkzeugstruktur kompakt zu gestalten.
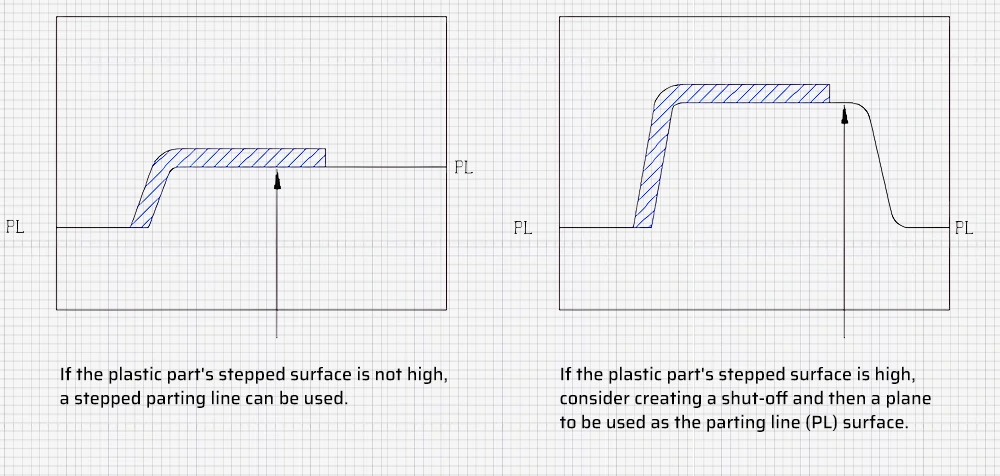
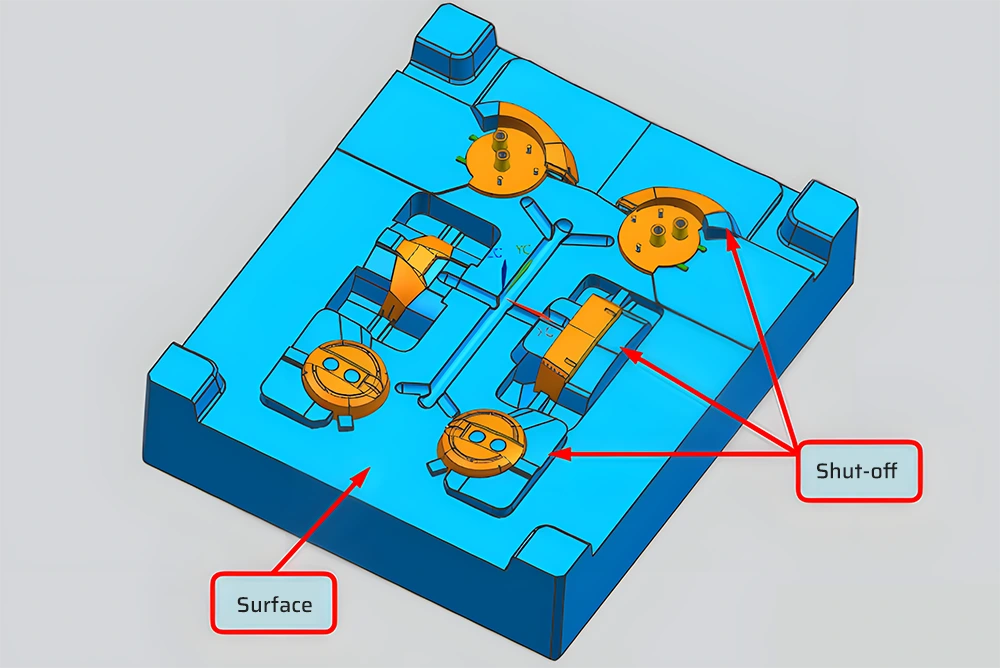
Wenn die Schrittdifferenz der gestuften Trennlinie zu groß ist, sollte man überlegen, ob man Absperrungen und örtlich eine gestufte Trennungslinie.
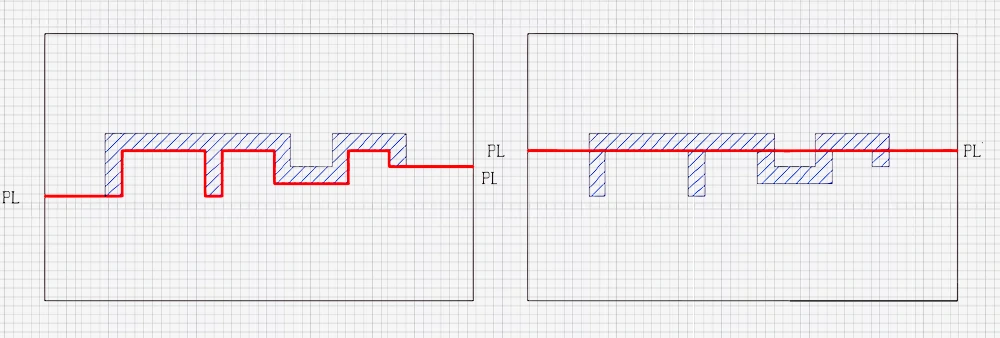
Manche Teile haben viele gestufte Oberflächen. Wenn wir die Trennebene so konstruieren, dass sie der gestuften Form folgt, wird es kompliziert. Um die Trennebene zu vereinfachen, kann man sie zu einer Ebene machen, aber das führt zu einer Formlinie auf der Oberfläche des Teils. Daher wird diese Methode meist für Innenteile verwendet.
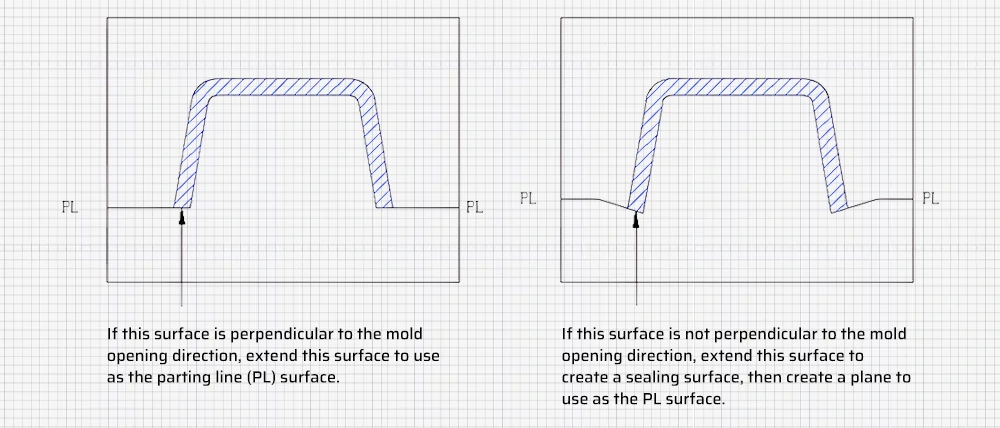
Abgeschrägte Trennebene
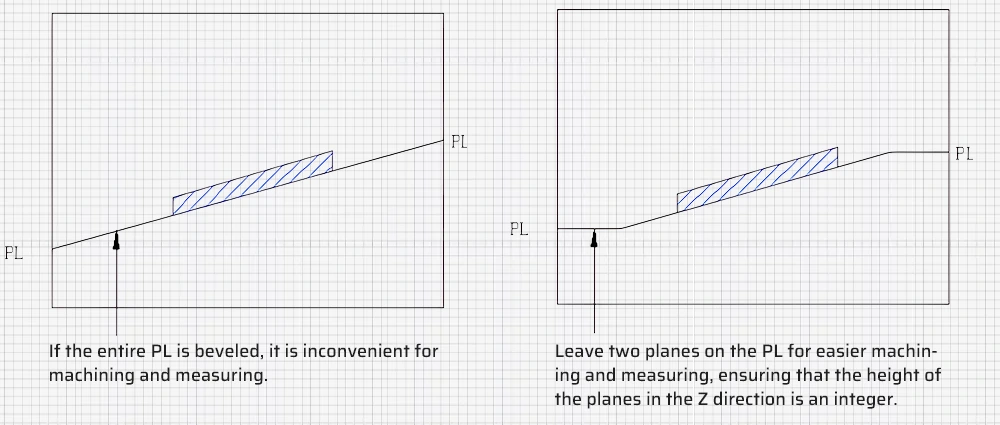
Die Trennebene des Formteils ist abgeschrägt. Stellen Sie zunächst eine Dichtung entlang der abgeschrägten Oberfläche her, um das Polieren der Form zu erleichtern, und ebnen Sie sie dann zur leichteren Verarbeitung und Positionierung.
Gebogene Trennungslinie
Ähnlich wie bei der abgeschrägten Trennungslinie wird zunächst eine Dichtung hergestellt und diese dann nivelliert.
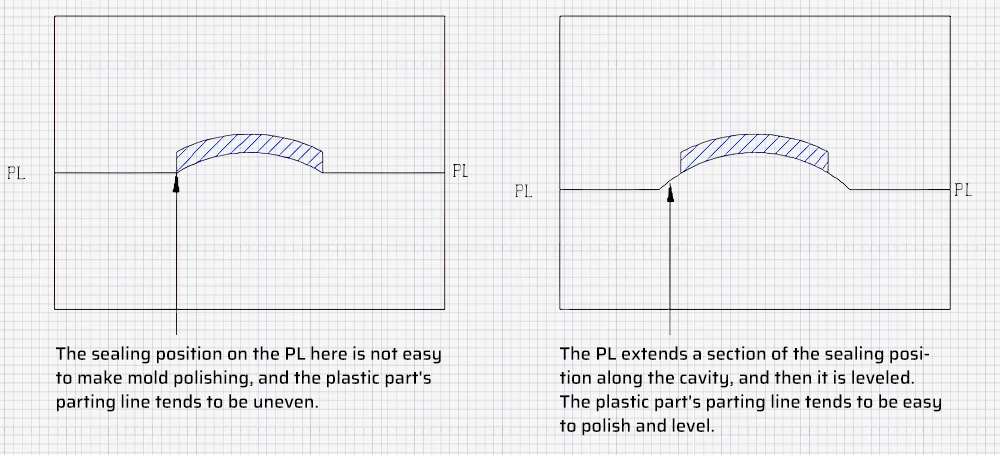
Allerdings muss nicht jede Trennlinie entlang der Kurve verlaufen. Das unten gezeigte Teil zum Beispiel würde, wenn es verlängert würde, eine scharfe Ecke bilden. In diesem Fall ist der Hohlraum scharf wie ein Stahlmesser, und die Trennlinie kann direkt verlängert werden.
Umfassende Trennungslinie
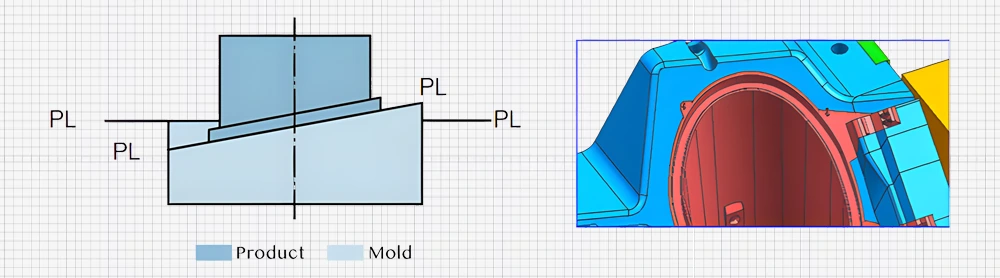
Bei diesem Typ werden vertikale und gebogene Trennlinien oder abgeschrägte und gebogene Trennlinien zu einer umfassenden Trennlinie kombiniert.
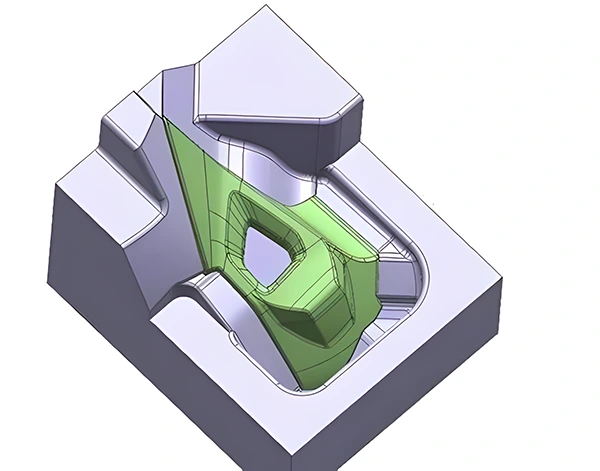
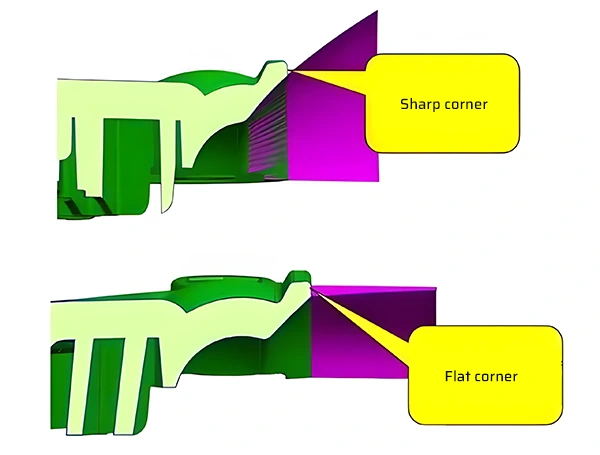
Bei umfassenden Trennlinien sollten wir besonders auf die Glättung der Dichtfläche an den Ecken der beiden Trennlinien achten, um die Bildung scharfer Spitzen zu vermeiden. Wählen Sie eine Oberfläche für die Versiegelung, die die Formfestigkeit erhöht und Grate auf dem Kunststoffteil verhindert. Durch die Glättung wird auch das Auftreten von Stufen und scharfen Ecken verringert, was die Verarbeitbarkeit der Trennebene verbessert und eine direkte CNC-Bearbeitung anstelle von EDM-Bearbeitung.
Gestaltungsprinzipien von Trennlinien
1. Die Auswahl der Trennebene sollte den Anforderungen der Entformung entsprechen:
Die Haupttrennlinie sollte an der größten Kontur der Projektion des Teils in Entformungsrichtung liegen. Dies vereinfacht den Aufbau der Form. Andernfalls wird die Formstruktur komplizierter und erfordert zusätzliche Mechanismen wie Schieber.
2. Die Auswahl der Trennebene sollte eine reibungslose Entformung ermöglichen
Da sich das Auswerfersystem der Spritzgießmaschine auf der Kernseite befindet, sollte die Trennebene das Teil nach dem Öffnen der Form idealerweise auf der Kernseite belassen. Dies unterstützt den Auswerfmechanismus auf der Kernseite. Die Anordnung eines Auswerfermechanismus auf der Kavitätenseite erschwert den Aufbau der Form.
3. Die Auswahl der Trennebene sollte die Maßgenauigkeit und Oberflächenqualität sicherstellen:
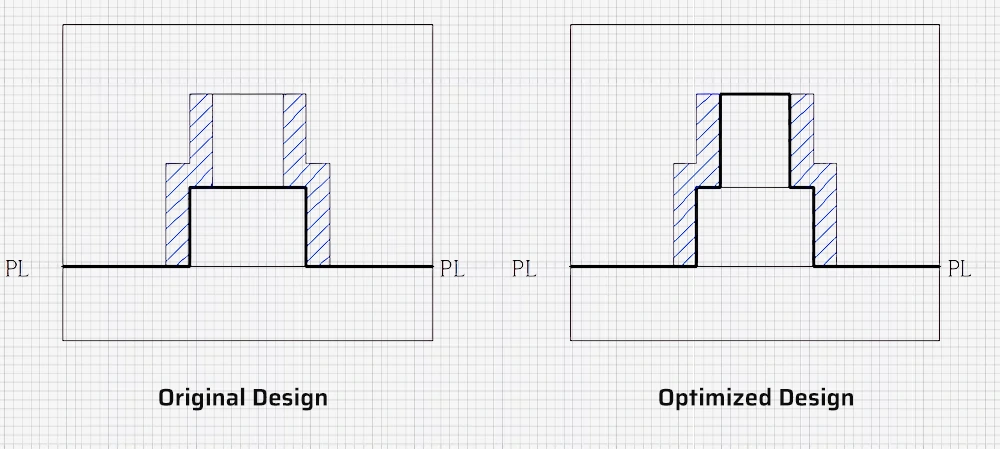
1. Legen Sie bei Teilen mit hohen Koaxialitätsanforderungen die Teile mit Koaxialitätsanforderungen bei der Auswahl der Trennebene auf dieselbe Seite der Form.
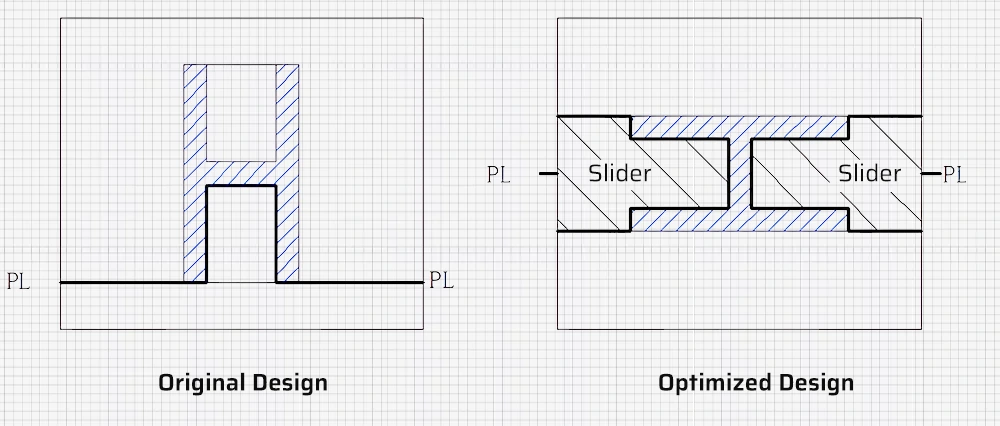
Das gestufte Loch in der Mitte der Abbildung unten erfordert beispielsweise eine hohe Koaxialität. Bei der ursprünglichen Konstruktion wird die Stufenbohrung durch zwei Kerne aus Kern und Kavität gebildet. Die Sicherstellung der koaxialen Genauigkeit dieser Kerne nach der Werkzeugmontage ist schwierig. Bei der optimierten Konstruktion wird die Stufenbohrung durch einen einzigen Kern gebildet, was die Bearbeitungsgenauigkeit gewährleistet.
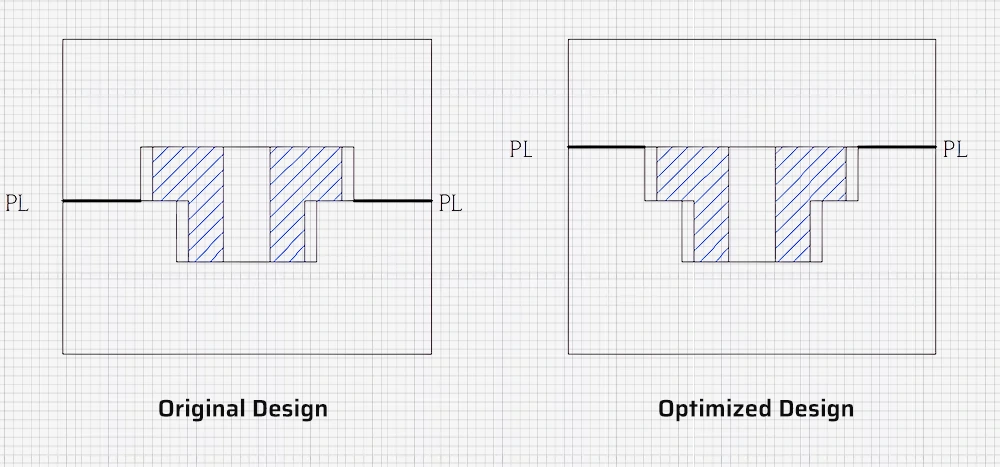
Ähnlich verhält es sich bei Teilen mit Koaxialitätsanforderungen für den Außenkreis: Legen Sie die Teile mit Koaxialitätsanforderungen auf dieselbe Seite der Form.
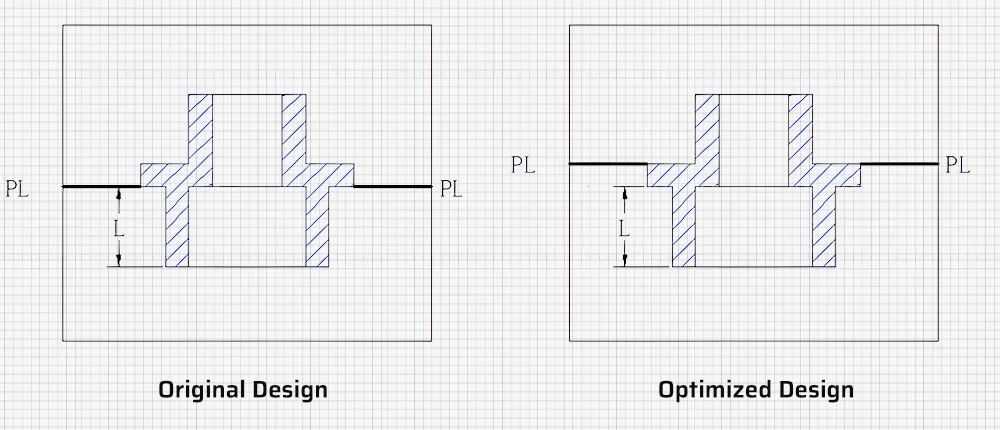
2. Die Maßgenauigkeit von Größen, die sich auf die Trennfuge in Schließrichtung der Form beziehen, wird durch die Tendenz der Trennfuge, sich während des Einspritzens auszudehnen, beeinträchtigt. Bei der ursprünglichen Konstruktion ist das Maß L schwer zu gewährleisten. Bei der optimierten Konstruktion ist die Größe unabhängig von der Trennebene, so dass die Genauigkeit leicht zu gewährleisten ist.
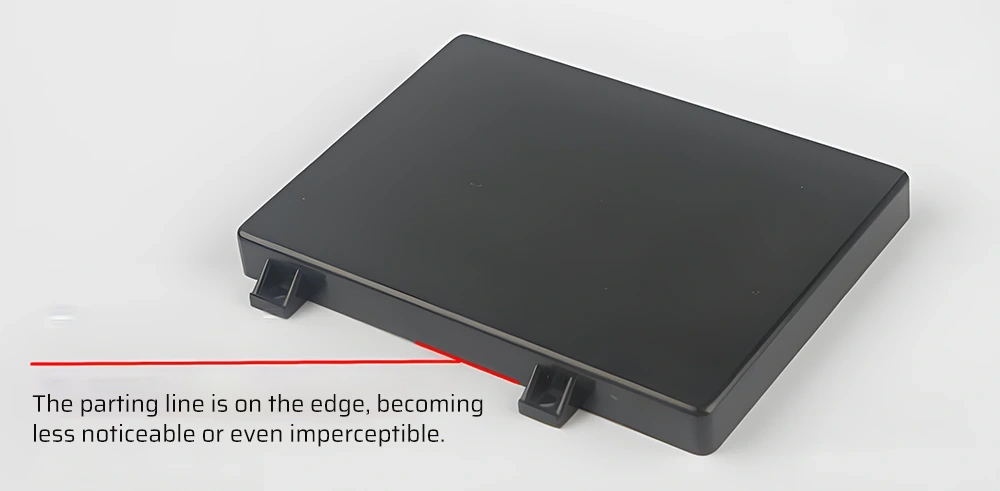
3. Bei Teilen, die eine hohe Oberflächenqualität erfordern, ist bei der Wahl der Trennlinie die Auswirkung der Trennlinie auf das Aussehen zu berücksichtigen.
4. Die Auswahl der Trennebene sollte die Formverarbeitung erleichtern
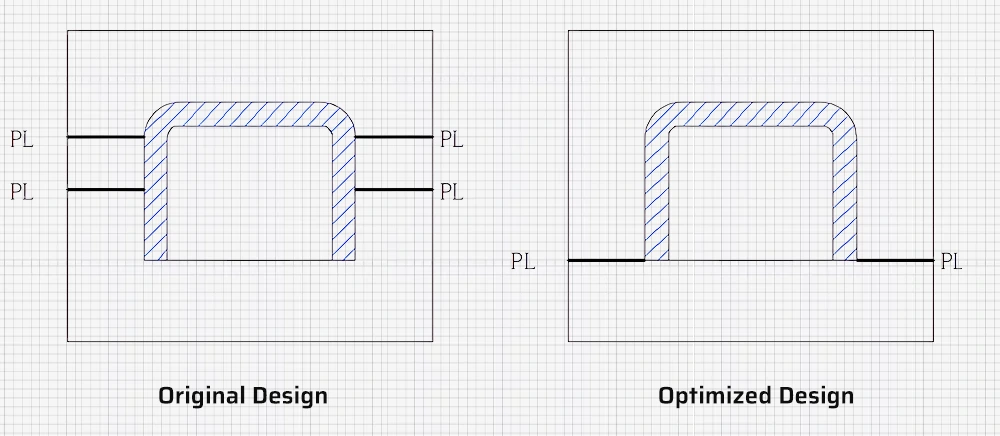
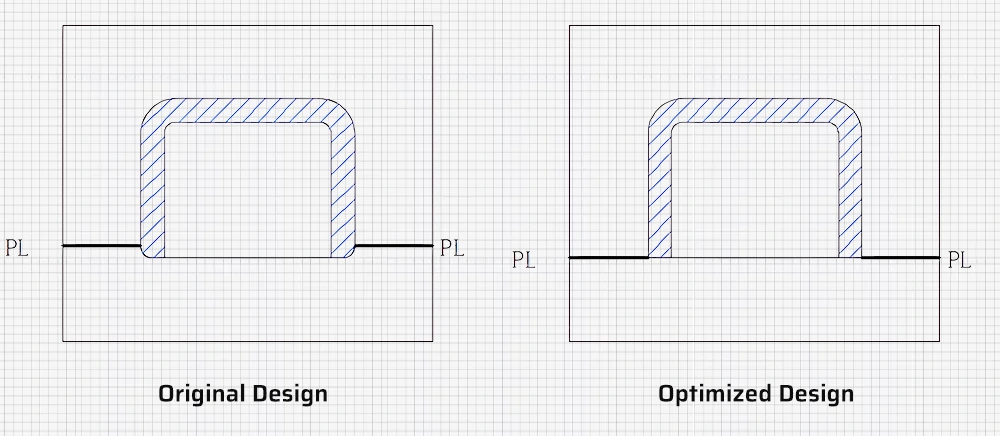
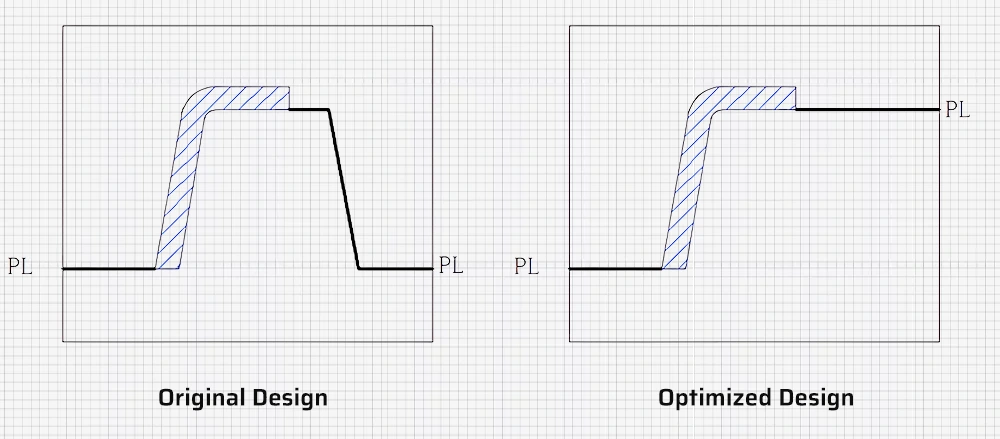
Bei der Konstruktion von Formen gilt: Je einfacher die Trennebene ist, desto einfacher ist die Verarbeitung und desto besser ist die Verarbeitungsgenauigkeit. Bei der ursprünglichen Konstruktion befindet sich die Trennebene an einer kleinen Verrundung, was die Verarbeitung und die anschließende Formeinsparung erschwert. Bei der optimierten Konstruktion wird die Verrundung aus der Trennebene entfernt.
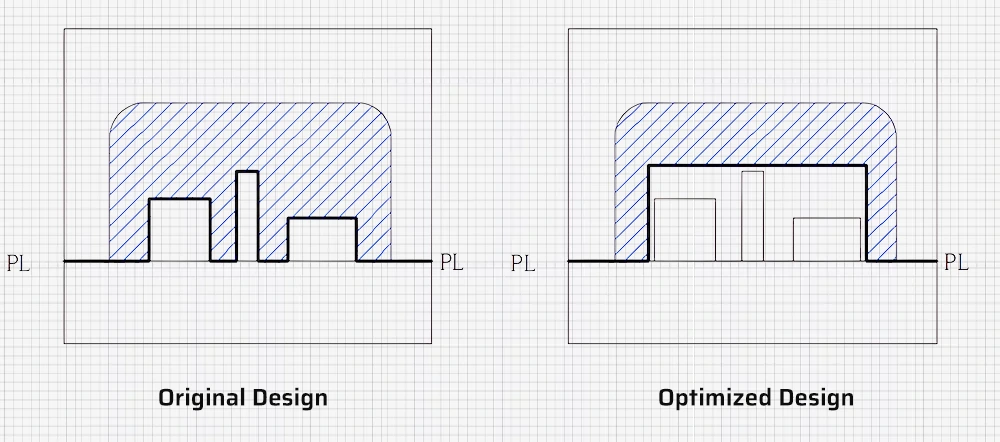
Bei mehreren Absperrungen auf derselben Seite sollten Sie in Erwägung ziehen, diese zu einer großen Absperrung zusammenzufassen, um die Struktur der Trennebene zu vereinfachen und die Verarbeitung zu erleichtern.
5. Die Auswahl der Trennlinie sollte die Entlüftung erleichtern
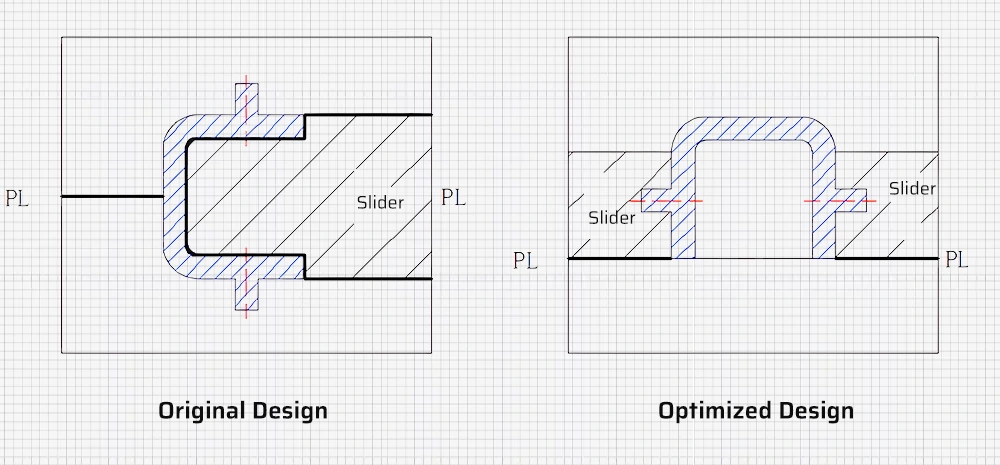
Um eine gute Entlüftung der Kavität zu gewährleisten, sollte die Trennebene so weit wie möglich am Ende der Fließrichtung der Kunststoffschmelze liegen. Bei der ursprünglichen Konstruktion füllt die Kunststoffschmelze die Kavität und dichtet die Trennfuge ab, wodurch die Entlüftung des Gases am tiefen Ende der Kavität erschwert wird. Das optimierte Design der Trennfuge am Ende des Schmelzestroms sorgt für gute Entlüftungsbedingungen.
6. Die Auswahl der Trennebene sollte die Größe der Form berücksichtigen
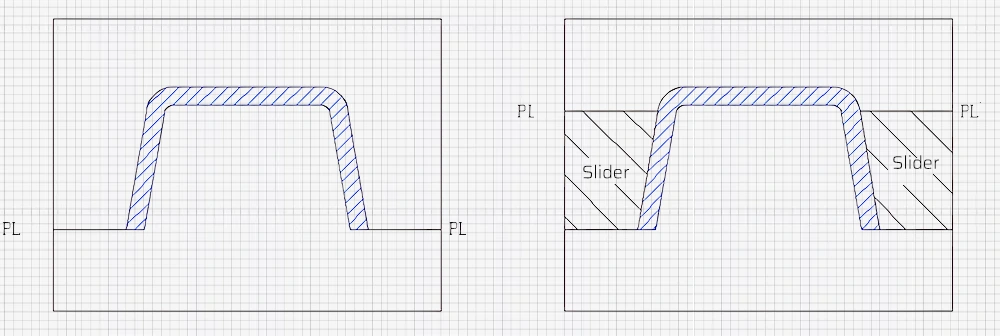
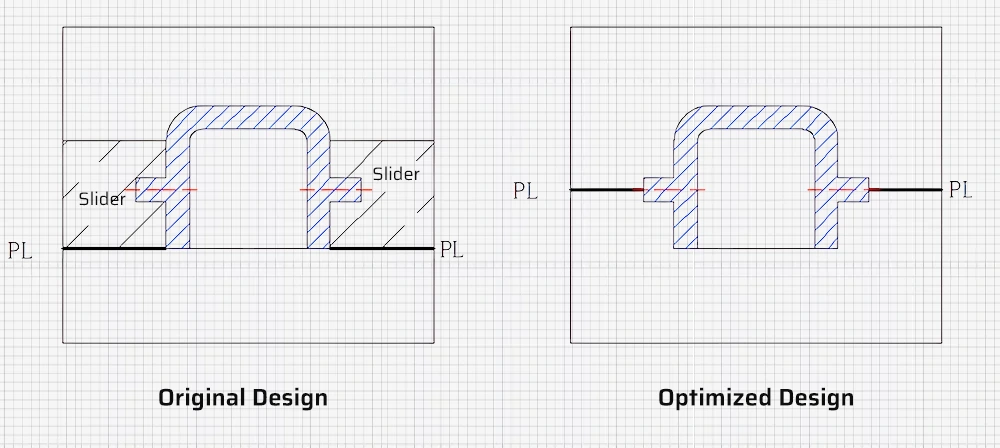
Die Wahl der Trennebene wirkt sich auf die Werkzeuggröße aus. Bei der ursprünglichen Konstruktion ist die Werkzeughöhe höher, mit einer tieferen Kavität und einem tieferen Kern, was eine längere Verarbeitungszeit erfordert und möglicherweise eine größere Spritzgießmaschine für kleine Teile erfordert. Bei der optimierten Konstruktion ist die Werkzeughöhe niedriger, mit einer flacheren Kavität und einem flacheren Kern, was die Verarbeitung erleichtert und die Auswirkungen der Entformung auf die Teilegröße verringert. Der Nachteil ist, dass einige Teile möglicherweise einen Schieber benötigen, was die Breite und Länge des Werkzeugs erhöht.
7. Die Auswahl der Trennebene sollte die Struktur der Form vereinfachen:
Vermeiden Sie Kernzugmechanismen (Schieber) für Seitenstrukturen mit geringen Präzisionsanforderungen, um die Werkzeugstruktur zu vereinfachen, die Werkzeuggröße zu verringern und die Werkzeugkosten zu senken.
Wenn Kernzugmechanismen (Schieber) unvermeidbar sind, wählen Sie den kürzesten Kernzugweg, um die Formgröße zu reduzieren. Achten Sie darauf, dass der große Kern wegen der hohen Schließkraft in der Öffnungsrichtung der Form liegt. Die Platzierung im Seitenmechanismus ist für die Entformung ungünstig.
Zusammenfassung
Obwohl die Auswahl und Gestaltung der Trennebenen hauptsächlich in der Phase der Werkzeugkonstruktion erfolgt, müssen die Konstrukteure die Gesamtrichtung während der Konstruktionsphase berücksichtigen, insbesondere bei Teilen mit leicht zu bestimmenden Trennebenen. Wenn die Auswirkungen der Trennebene auf die Struktur (Maßgenauigkeit, Passungsspiel, Qualität des Erscheinungsbildes usw.) während der Konstruktionsphase berücksichtigt werden, sind häufige Änderungen nach der DFM und Formversuche vermieden werden können.
Auch andere Faktoren können die Wahl der Trennebene beeinflussen, und jedes Trennebenenschema hat Vor- und Nachteile. Wählen Sie die Trennebene auf der Grundlage der tatsächlichen Anforderungen an das Teil, um den aktuellen Bedarf an Teilen zu decken.











