
In der Formenbauindustrie gibt es viele verschiedene Hersteller, von solchen mit sehr hoch entwickelten Anlagen bis hin zu solchen mit recht rudimentären Einrichtungen, die alle in der Branche koexistieren. Infolgedessen stößt das Einkaufspersonal oft auf sehr unterschiedliche Angebote für ein und dasselbe Projekt von verschiedenen Fabriken, was ziemlich verwirrend sein kann!
Wenn Sie ein Käufer von Spritzgießwerkzeugen sind oder Spritzgießprodukte in Auftrag geben, könnte dies für Sie von großem Interesse sein:
- Wie kann man die Beschaffung von Spritzgießwerkzeugen verwalten?
- Wie wählt man den besten Formenlieferanten?
- Wie kann man Formen kaufen, die sowohl von guter Qualität als auch preisgünstig sind?
Mit diesem Artikel möchte FirstMold mehr Käufern helfen, indem wir eine einfache Erklärung der Komponenten der Werkzeugpreise geben, damit Sie den am besten geeigneten Werkzeughersteller und das beste Angebot auswählen können.
Kostenzusammensetzung von Spritzgusswerkzeugen
Die Kosten für Spritzgießwerkzeuge werden in explizite und implizite Teile unterteilt.
Der explizite Teil bezieht sich auf die direkten, sichtbaren Kosten wie Materialkosten, Bearbeitungsgebühren, Designgebühren, Verwaltungsgebühren, Patentgebühren und Gewinne.
Erfahrungsgemäß liegen die Preise für Formen, die aus expliziten Kostenkomponenten bestehen, in der Regel bei folgenden Werten:
Formpreis = Materialkosten + Entwurfsgebühren + Bearbeitungsgebühren + Steuern + Prüfgebühren + Verpackungs- und Transportkosten + Gewinn. Die üblichen Proportionen sind:
- Materialkosten: Materialien und Normteile machen 15% bis 30% der gesamten Spritzgießkosten aus.
- Bearbeitungsgebühren20% bis 30%.
- Design-Gebühren: 10% bis 15% der Gesamtkosten der Form.
- Prüfung: Für große und mittelgroße Formen kontrollieren die Hersteller sie innerhalb von 3%. Für kleine Präzisionsformen wird es weniger als 5% sein.
- Verpackungs- und Transportkosten: Die Hersteller berechnen dies nach den tatsächlichen Kosten oder zu 3%.
- Steuern: 15%.
- Gewinn: 5% bis 15%.
Der implizite Teil bezieht sich auf indirekte Kosten, die nicht während der Formenherstellung anfallen, sondern mit den Kosten zusammenhängen, die entstehen, wenn die Form später in die Massenproduktion geht. So kann sich beispielsweise die Lebensdauer einer Form auf spätere Investitionen auswirken.
Materialkosten im Spritzgussformenbau
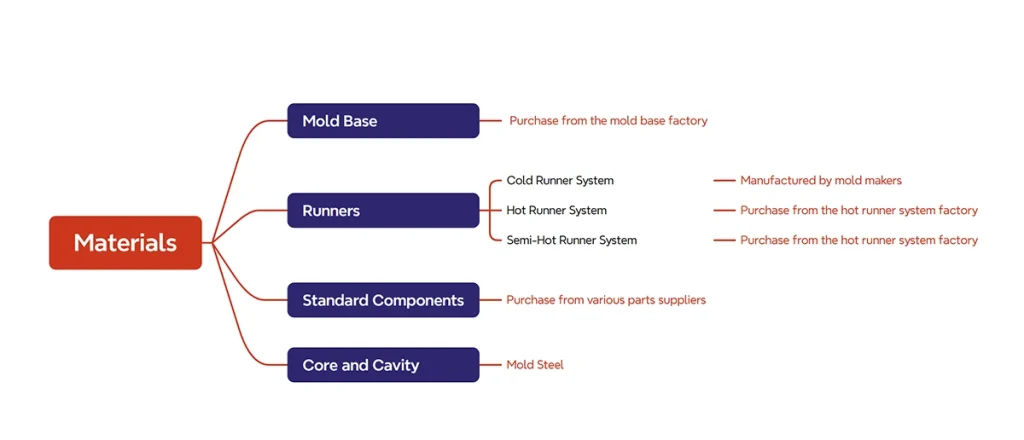
Zu den Materialien für Spritzgussformen gehören verschiedene Arten von Stahl und nichtmetallischen Werkstoffen. Schimmelpilzfabriken diese direkt kaufen. Die Materialkosten einer Spritzgussform hängen auch von der Struktur der Form ab. Wir haben die Bestandteile einer Form im Artikel "Aufbau einer Spritzgießform" ausführlich beschrieben. Unter Kostengesichtspunkten unterteilen wir die Spritzgießform in vier Teile: die Formbasis, die Angüsse und die Standardkomponenten, Kerne und Hohlräume.
Die ersten drei Kategorien werden von professionellen Herstellern angeboten, während Kerne und Kavitäten die Schlüsselkomponenten sind, die Formenbauer selbst aus gekauftem Stahl herstellen.
Standard-Formboden
Die Kosten für den Formboden machen etwa 15-25% der gesamten Materialkosten aus.
1. Die Kosten für den Formboden hängen hauptsächlich vom Hersteller und der Marke ab.
Die Hersteller von hochwertigen Formen und Marken entscheiden sich für Stahl besserer Qualität, der in großen Mengen direkt von den Stahlherstellern über offizielle Kanäle eingekauft wird, so dass echte Materialien gewährleistet sind. Dementsprechend sind auch ihre Verarbeitungsanlagen erstklassige globale Markengeräte, die die Bearbeitungspräzision und die Designanforderungen garantieren. Und schließlich sind auch die Personalkosten höher, weil sich das Designtalent konzentriert und es viele Fachleute gibt. Daher sind die Preise für Gussformen von guten Herstellern im Allgemeinen höher als die von kleineren Herstellern.
Natürlich bedeutet der Skaleneffekt bei einigen Standardformen, die in großen Mengen hergestellt werden, dass die großen Hersteller von Formböden immer noch einen erheblichen Wettbewerbsvorteil bei der Preisgestaltung haben. Im Großen und Ganzen bekommt man jedoch das, wofür man bezahlt.
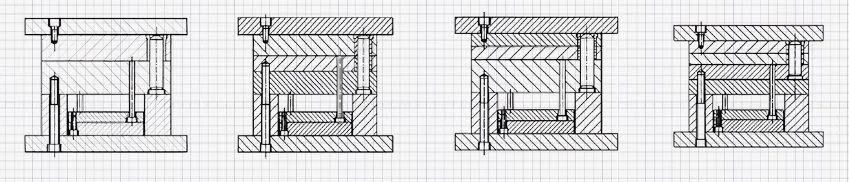
Aufgrund der unterschiedlichen Teileformen variieren auch die entsprechenden Formenstrukturen. Zum Beispiel können Formen mit unterläuft oder seitliche Löcher müssen eine Schieberstruktur haben, und Formen mit inneren Anschnitten unter Verwendung von Drei-Platten-Werkzeugen sind komplexer als solche unter Verwendung von Zwei-Platten-Werkzeugen mit äußeren Anschnitten, was zu höheren Produktionskosten für den Formboden führt.
2. Bearbeitungspräzision und Material, wobei die Präzision der wichtigste Faktor ist.
Normalerweise beträgt die Bearbeitungspräzision von Standard-Formböden 0,03-0,05 mm, während die von hochpräzisen Formböden 0,005-0,01 mm beträgt. Unterschiedliche Genauigkeiten erfordern unterschiedliche Grundgeräte, und die Bearbeitungszeit kann geometrisch ansteigen. Einfach ausgedrückt, können die Kosten für hochpräzise Formbasen das 2-3fache der Kosten für Standardformen betragen. Natürlich sind hochpräzise Formbasen die Grundlage für hochpräzise Formen. Sie gewährleisten eine hohe Maßhaltigkeit, hohe Durchlaufraten, einen stabilen Betrieb und relativ geringe Kosten für Formfehler.
Heißkanalsysteme
Läufer in Formen werden typischerweise in folgende Kategorien eingeteilt kalte Läufer, heiße Läufer, oder Halbheißkanäle. In der Regel müssen nur Heißkanäle extern zugekauft werden, während die anderen Typen in der Regel im Werkzeugbau selbst hergestellt werden.
Bei Werkzeugen mit Heißkanälen machen die Kosten für die Kanäle oft 40 bis 50% der gesamten Materialkosten des Werkzeugs aus.
Es gibt zwei Arten von Heißkanälen: Angussanschnitt und Ventilanschnitt.
In der Produktion werden die Kosten für Heißkanäle meist auf der Grundlage der Anzahl der Heißkanaldüsen berechnet. In der Branche liegen die Preise für Heißkanaldüsen international führender Marken (wie Husky und Mold-Masters) je nach Ausführung und Anwendung in der Regel zwischen $2.000 und $4.000.
Darüber hinaus sollte man eine weitere wichtige Kostenkomponente nicht vergessen, nämlich das Temperaturkontrollsystem. Viele Temperiersysteme sind jedoch austauschbar, und große Spritzgießbetriebe haben ihre eigene Ausrüstung, so dass diese Kosten nicht unbedingt in den Angeboten der Spritzgießbetriebe enthalten sind.
Formplatten, Kerne und Kavitäten
Platten, Kerne und Kavitäten werden in der Regel von Werkzeugherstellern aus zugekauften Materialien hergestellt. Lassen Sie uns zunächst die Kosten für den Einkauf von Stahl für diese Komponenten erörtern.
Formstahl
Zu den gängigen Marken für Formenstahl gehören ASSAB aus Schweden, Böhler aus Österreich und Daido Steel aus Japan. Es gibt auch viele häufig verwendete Stahlsorten aus Deutschland, Frankreich und den USA.
Die Qualität des auf dem Markt befindlichen Stahls ist sehr unterschiedlich. Im Gegensatz zum qualitätsstabilen Stahl der großen Stahlwerke produzieren viele kleinere Werke Stahl, der untergewichtig und von instabiler Qualität ist und einen höheren Anteil an Verunreinigungen wie Schwefel, Phosphor und Stickstoff aufweist, was zu zahlreichen Qualitätsproblemen führen kann. Darüber hinaus etikettieren viele Händler die Produkte kleinerer Stahlwerke sogar falsch, damit sie mit denen der großen Werke übereinstimmen, und diese werden dann auf dem Markt verkauft. Dies führt zu erheblichen Preisunterschieden.
Daher muss das Einkaufspersonal der Werkzeughersteller in der Lage sein, zwischen verschiedenen Stählen zu unterscheiden, und idealerweise direkte Kontakte zu den großen Stahlwerken knüpfen, um über die neuesten Preisinformationen der Branche informiert zu sein.
Die Wahl des Stahls wirkt sich direkt auf die Lebensdauer der Form aus.
Je nach Qualität des Stahls können die Spritzgussformen in folgende Klassen eingeteilt werden: Klasse A (mehr als 3 Millionen Spritzzyklen), Klasse B (mehr als 1 Million Spritzzyklen), Klasse C (mehr als 500.000 Spritzzyklen) und Klasse D (weniger als 500.000 Spritzzyklen).
Je länger die Garantie für die Form in Bezug auf die Anzahl der Zyklen ist, desto höher ist der Preis der Form. Die Hersteller von Formen müssen verschiedene Arten von Formenstahl auswählen, die sich nach den Garantiezyklen, den Eigenschaften des zu formenden Kunststoffs, der Form der Formteile und der Struktur der Form richten. Zu diesen Faktoren gehören Verschleißfestigkeit, chemische Korrosionsbeständigkeit usw. Je mehr Spritzgießzyklen für die Spritzgießform erforderlich sind, desto höher ist der Preis.
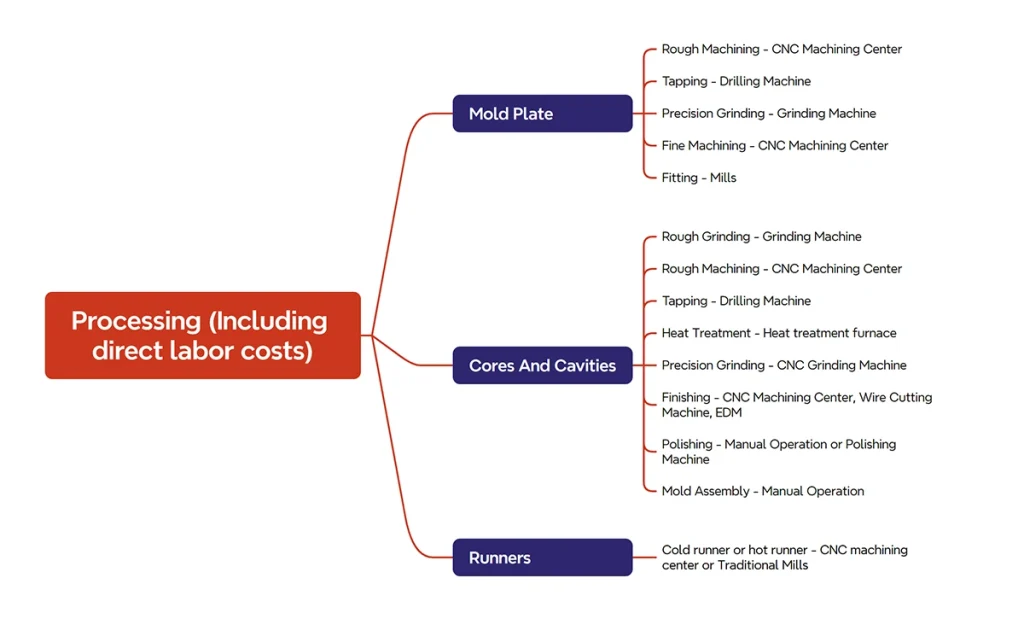
Verarbeitungsverfahren
Zu den wichtigsten Verfahren gehört die Herstellung von Formplatten, Formkernen, Formhohlräumen und Angussplatten. Je nach Art der Form und den Präzisionsanforderungen variieren die erforderliche Ausrüstung und die Arbeitsstunden.
Die Auswirkungen der Verarbeitungsschritte auf die Arbeitsbelastung werden in hohem Maße von der Konstruktion der Form beeinflusst.
Erstens wirkt sich die Form der Formteile auf den Arbeitsaufwand aus. Formen mit Hinterschneidungen oder seitlichen Löchern erfordern beispielsweise eine Schieberstruktur, was die Konstruktion erschwert und den Arbeitsaufwand erhöht. Ebenso sind Werkzeuge für Gewindekappen mit einer rotierenden Auswerferstruktur aus Zahnrädern und Zahnstangen komplexer und damit teurer als solche mit einer einfachen Auswerferstruktur.
Zweitens können unterschiedliche Konstruktionen für dieselben Formteile zu Unterschieden in der Struktur und damit im Verarbeitungsaufwand führen. Daher verfügen die besten Formenbauer oft über rationellere und optimierte Lösungen für die Formenstruktur. In großen Unternehmen ist es üblich, dass erfahrene und kompetente Werkzeugingenieure die Rationalität von Werkzeugstrukturen überprüfen, was für das Beschaffungspersonal sehr hilfreich ist.
Verarbeitungsschritte für Formplatten:
- Grobbearbeitung der Formplatte
- Bohren von Wasserleitungen und Anzapfen
- Präzisionsschleifen der Formplatte
- Feinbearbeitung
- Montageverfahren (Entlüftung, Ölnuten, etc.)
Verarbeitungsschritte für Hohlraum und Kern:
- Grobschleifen
- Grobe Bearbeitung
- Bohren von Schraubenlöchern
- Wärmebehandlung (in der Regel extern vergeben)
- Präzisionsschleifen
- Feinbearbeitung
- Polieren von Hohlräumen
- Montage
In den verschiedenen Phasen des Prozesses werden unterschiedliche Arten von Geräten eingesetzt
Andererseits stehen die Bearbeitungsgebühren in engem Zusammenhang mit der Abschreibungs- und Nutzungsrate der Geräte, die direkt mit der Marke und dem Modell der verwendeten Geräte korreliert.
Werkzeugmaschinen aus fortschrittlichen Produktionsländern wie Deutschland, der Schweiz, Italien und Japan sind in der Regel teuer. Bitte prüfen Sie die CNC-Maschinen.
Bei ein und derselben Marke kann der Preisunterschied zwischen normalen und besseren Modellen sowie zwischen gewöhnlicher Industriequalität und Superpräzisionsqualität aufgrund von Unterschieden in der Fertigungspräzision und -geschwindigkeit erheblich sein. Der Preisunterschied für Maschinen, die den gleichen Prozess durchführen, kann zwischen 7.000-8.000 Dollar und 300.000-4.000.000 Dollar liegen. Daher sollte das Beschaffungspersonal ein gutes Verständnis für die Marken und Modelle der grundlegenden Formenbearbeitungsgeräte haben.
Unterschiedliche Ausrüstung verursacht unterschiedliche Kosten
Je höher die Präzision ähnlicher Geräte ist, desto höher sind die Investitionskosten und folglich auch die Arbeitskosten. Dies hängt jedoch von den in der Entwurfsphase bestätigten Präzisionsanforderungen ab, um eine Überspezifizierung zu vermeiden.
Eine höhere Bearbeitungsgenauigkeit erfordert längere Arbeitszeiten und erhöht daher die Gesamtkosten
In der Praxis ist es möglich, die Arbeitskosten für verschiedene Ausrüstungsarten mit dem Formenhersteller im Voraus auf der Grundlage des Entwurfs auszuhandeln, um die erforderlichen Arbeitsstunden zu vereinbaren und die Bearbeitungskosten der Form vor Beginn der Entwicklung festzulegen.
Arbeitskosten
Hier beziehen wir uns auf die indirekten Kosten (die direkten Kosten der Maschinenbediener sind in der Regel in den Bearbeitungsgebühren enthalten), vor allem die Entwurfsgebühren, die in der Regel 5% bis 10% der gesamten Werkzeugkosten ausmachen.
Die Formkonstruktion beginnt nach der Fertigstellung des Produktdesigns und umfasst Folgendes:
- Gestaltung der Formstruktur: Dazu gehören die Analyse der Kundenanforderungen (Durchführbarkeitsanalyse des Produkts, Anforderungen an die Produktionskapazität), die Analyse des Formenflusses, die Analyse der Angusskanäle, die Gestaltung der Wasserwege, die Gestaltung der Trennflächen usw.
- Erstellung von 2D/3D-Zeichnungen: Erstellung detaillierter 2D- und 3D-Zeichnungen der Form auf der Grundlage der Konstruktionsspezifikationen.
- Durchführbarkeitsanalyse der Form: Bewertung der Durchführbarkeit der Formgestaltung.
Die Entwurfsgebühren sind wichtig, um sicherzustellen, dass die Form alle Anforderungen und Spezifikationen erfüllt, einschließlich der Funktionalität, Herstellbarkeitund Effizienz. Diese Gebühren decken das Fachwissen und die Zeit ab, die die Formenbauer benötigen, um präzise und effektive Formen zu entwickeln, die den Anforderungen des Kundenprojekts entsprechen.
Verwaltungskosten
Die Arten von Verwaltungskosten in den Betrieben eines Unternehmens sind sehr vielfältig und umfassen Mitarbeitergehälter, Abschreibungen, Bürokosten und vieles mehr. Diese Kosten werden in gewisser Weise auf die Werkzeugkosten umgelegt.
Im Tagesgeschäft erfolgt die Berechnung der Verwaltungsgebühren jedoch in der Regel nicht auf der Grundlage detaillierter Finanzposten. Dieser Ansatz vermeidet allzu komplizierte Berechnungen, die einer einfachen Berechnung nicht förderlich sind. Darüber hinaus könnten viele detaillierte Posten als Teil der vertraulichen Geschäftsvorgänge des Unternehmens angesehen werden und eignen sich nicht für die Veröffentlichung. Daher ist es gängige Praxis, einen Prozentsatz zu berechnen, der auf den gesamten Verwaltungskosten des Vorjahres geteilt durch die gesamten Hauptbetriebseinnahmen basiert, und dieser Prozentsatz wird für die Preisgestaltung verwendet.
Ein Beispiel: Wenn sich im Jahr 2023 die gesamten Verwaltungskosten auf 10 Millionen und die gesamten Hauptbetriebseinnahmen auf 100 Millionen belaufen, dann würden die Verwaltungskosten für dieses Jahr mit 10% berechnet werden.
Gewinn
Der Gewinn wird in der Regel nach einem von beiden Parteien im Voraus vereinbarten Anteil berechnet.
Um die Entwicklung des Unternehmens zu fördern und eine langfristige, gesunde und nachhaltige Partnerschaft zwischen beiden Parteien aufzubauen, hat FirstMold einen bescheidenen Wunsch: eine normale Gewinnspanne innerhalb der Branche zu gewährleisten und einen Verdrängungswettbewerb zu verhindern. Die Hoffnung besteht darin, die Preisgestaltung durch die Erkundung von Möglichkeiten in Bezug auf Materialien, Technologie, Prozesse und Effizienz zu bestimmen und gleichzeitig die normalen Gewinne des Formenbauunternehmens sicherzustellen.
Bei Projekten zur Senkung der Kosten von Spritzgießwerkzeugen ist es wichtig, wissenschaftliche Methoden anzuwenden, um unnötige Verluste und Abfälle zu ermitteln und zu beseitigen. Entscheidend ist auch die aktive Erforschung und Umsetzung innovativer Technologien und Verfahren zur Steigerung der Produktionseffizienz. Darüber hinaus kann der Einsatz von schlankem Produktionsmanagement und Methoden wie 6S und 5S die Verschwendung von Arbeitsstunden wirksam reduzieren und Maschinenstillstände minimieren.
Mit dem Aufkommen der neuen Ära der intelligenten Fertigung sollten wir uns aktiv beteiligen und neue Technologien der künstlichen Intelligenz nutzen, um die Arbeitskosten zu senken.
Wissenschaftliche Reduzierung der Kosten für Spritzgussformen
Einer der Hauptfaktoren, der sich auf die Kosten von Spritzgussformen auswirkt, ist die Frage, ob das Design der Kunststoffteile rational ist. Produktdesigner sollten nicht nur die Funktionalität der Kunststoffteile berücksichtigen, sondern auch die Durchführbarkeit des Kunststoffverfahrens und der anschließenden Montage sowie die Kosten der Teile.
Hier sind einige klassische Fälle:
1. Der Einfluss der Verrundungskonstruktion von Kunststoffteilen auf die Kosten von Spritzgussformen
Ein kleines Kartenabdeckungs-Kunststoffteil aus LCP-Material bricht oft nach mehreren Dutzend Prototypen während des Versuchsformungsprozesses an der Einraststelle, was zu Versuchsunterbrechungen führt. Die Mitarbeiter der Formenmontage mussten die Form häufig zerlegen, um die gebrochenen Druckknöpfe zu reinigen.
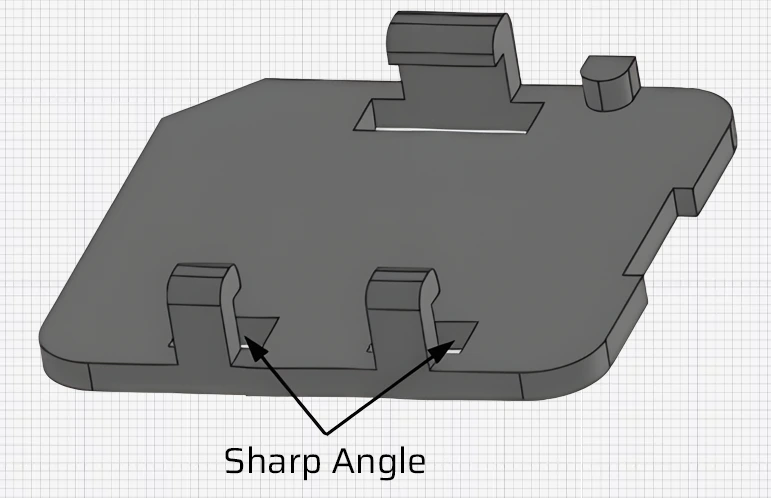
Der Hauptgrund für den Bruch des Schnappverschlusses ist die Spannungskonzentration am Schnappverschluss während des Spritzgießens und eine unzureichende Entformungsschräge an den Seiten des Schnappverschlusses. Eine bloße Lösung dieses Problems durch wiederholtes Polieren auf der Formseite behebt die Ursache nicht. Wiederholte Probeabformungen erhöhen die Prozesskosten und den Arbeitsaufwand für das Polieren der Form und die Montage, wodurch die Herstellungskosten steigen.
Bei der Verarbeitung von Formen müssen Verrundungen oder Ecken durch EDM (Electrical Discharge Machining) hergestellt werden, um die Form der Kunststoffteile zu erreichen. Durch die Gestaltung sinnvoller Verrundungen an den Ecken können die EDM-Operationen und die damit verbundenen Materialkosten reduziert werden, was zu erheblichen Kosten- und Zeiteinsparungen bei der Formverarbeitung führt.
2. Der Einfluss der Wanddicke von Kunststoffteilen auf die Kosten von Spritzgussformen
Die Wandstärke von Kunststoffteilen wirkt sich indirekt auf die Kosten von Spritzgussformen aus und wird unter zwei Aspekten analysiert:
1) Zu dünne Wände können zu Kurze SchüsseDies macht die Produktion instabil und erhöht die Kosten für das Probegießen im Rahmen der Werkzeugkosten.
2) Zu dicke Wände können dazu führen, dass Einfallstellen und unterschiedliche Grade der Verformung der Teile. Um diese Probleme zu beheben, wird die Abkühlzeit im Spritzgießzyklus verlängert, um diese Fehler zu reduzieren.
Fall 1: Die Auswirkungen einer zu geringen Wandstärke auf die Kosten von Spritzgussformen.
Das Bild unten zeigt ein dünnwandiges, ringförmiges Kunststoffteil, bei dem die Wandstärke am Gewinde in der Mitte 0,25 mm, am oberen Kreis 0,6 mm und am unteren Kreis 0,4 mm beträgt. Die Form verwendet einen großen Anschnitt am Rand des unteren Kreises. Die Form wurde mehr als zehn Probeläufen unterzogen, wobei das größte Problem die Schweißnähte am Gewinde aufgrund unzureichender Entlüftung waren, was zu fehlerhaften Teilen führte.
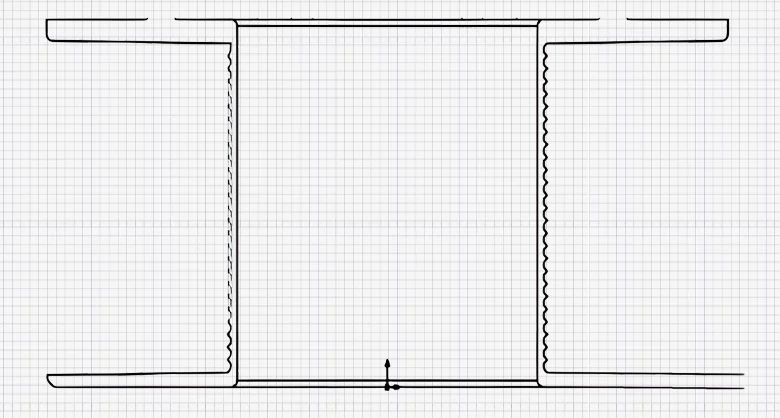
Aufgrund der dünnen Wandstärke am Gewinde, das schnell abkühlt, endet der endgültige Materialfluss an der Gewindeposition. Die Strukturanalyse der Entwicklungsabteilung ergab keine Probleme. Aus Sicht der Produktion war die Wandstärke zu dünn ausgelegt, so dass sich die Anzahl der Probeläufe erhöhte, ohne dass das Problem gelöst wurde. Ohne die Abmessungen des Bauplans zu ändern, wurden schließlich die Toleranzen analysiert, zusätzliches Material zur Wandstärke hinzugefügt, um sie an die obere Toleranzgrenze zu bringen, und die Abmessungen der Form wurden angepasst, um das Füllproblem zu lösen.
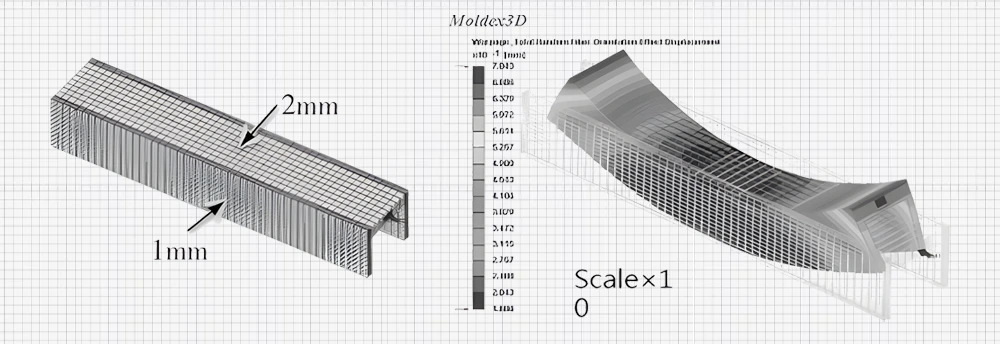
Fall 2: Die Auswirkungen ungleichmäßiger Wandstärken auf die Kosten von Spritzgussformen.
Wie das Bild unten zeigt, beträgt die obere Wandstärke des Teils 2 mm, während die Seitenwand nur 1 mm dick ist. Die Mold-Flow-Analyse bestätigt die Tendenz und den Umfang der Verformung, die zum dickeren Abschnitt hin tendiert. Daher sollte in der Entwicklungs- und Konstruktionsphase des Kunststoffteils auf eine gleichmäßige Wandstärke geachtet werden, um das Ausmaß der Verformung zu verringern.
Auf der Formseite kann das Kunststoffteil angepasst werden, indem die Größe oder die Position des Anschnitts verändert wird, wobei das optimale Ausmaß der Verformung ständig überprüft wird oder weitere Teile hinzugefügt werden. Vorrichtungen um die Verformung zu korrigieren. Dies erhöht die Kosten für Versuchsformen und Hilfswerkzeuge sowie die Arbeitsintensität der Produktionsmitarbeiter.
In der Spritzgießproduktion kann eine Verlängerung der Kühlzeit im Gießzyklus die Verformung verringern, aber dies ist nur eine symptomatische Lösung, die das Verformungsproblem nicht vollständig behebt. Die unsichtbare Weitergabe des Problems an den nächsten Prozess erhöht die Anzahl der Werkzeuganpassungen, verlängert den Spritzgießzyklus, verringert die Produktionseffizienz und erhöht die Produktionskosten, was nicht ratsam ist.
Faktoren, die die Kosten für Spritzgussformen beeinflussen
1. Angemessenheit der Formgestaltung
Formenkonstrukteure verfügen über unterschiedliche Erfahrungen und Fähigkeiten. Die effektivste Methode, um Probleme während des Konstruktionsprozesses anzugehen, ist die Durchführung von Prüfungen der Kunststoffteile und Formen.
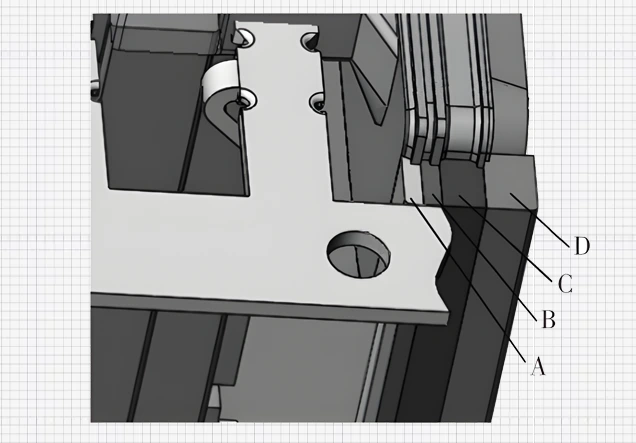
Wie in der Abbildung gezeigt, bestehen die Schlitze aufgrund mehrerer Schlitze im Kunststoffteil aus vier Arten von Einsätze A, B, C, D, wobei der kleinste Einsatz A 45×0,6×65 mm misst. Nach den Abmessungen der Einsätze gehören alle vier zu den dünnen Einsätzen. Nach dem Probespritzen wurde festgestellt, dass es unabhängig von der Einstellung der Parameter des Spritzgießprozesses unmöglich war, die Grate an den Stellen der Einsätze zu kontrollieren. Das Problem der Gratbildung an den Kunststoffteilen wurde durch wiederholte Formanpassungen, Demontage und Wiedermontage der Form und Probeabformungen nicht in den Griff zu bekommen sein, so dass die Personalkosten für den Zusammenbau der Form und die Kosten für die Versuche stiegen und das Problem ungelöst blieb. Nach der Umgestaltung der vier Einsätze in zwei, wurde der Formgrat erheblich verbessert.
Ein weiteres Szenario ist der Konstruktionsabfall. Für die Marktentwicklung oder für Versuchszwecke werden für einige neu entwickelte Kunststoffteile nur 2.000 Stück benötigt, und eine Formlebensdauer von 5.000 Stück würde ausreichen. Die Konstruktion eines Werkzeugs für eine Lebensdauer von 100.000 Zyklen ist in solchen Fällen übertrieben und stellt Konstruktionsverschwendung dar.
2. Kauf von Normteilen
Die Förderung von Formnormalien dient vor allem der Verkürzung der Formherstellungszeit und der Senkung der Formverarbeitungskosten, wodurch kostengünstige Ergebnisse erzielt werden. Derzeit gibt es viele Anbieter von Formnormteilen. Wenn man sich von niedrigen Preisen verleiten lässt und übereilte Käufe tätigt, erleiden nicht die Lieferanten, sondern die Werkzeughersteller und Werkzeuganwender die größten Verluste.
Um die Kosten für Spritzgussformen zu senken, sollten bei der Konstruktion von Formen so weit wie möglich Standardteile verwendet werden. Am besten ist es, wenn die Spezifikationen den Standards mehrerer Lieferanten entsprechen, was einen Preisvergleich mit mehreren Anbietern ermöglicht, den Auswahlbereich vergrößert und hilft, die Kosten für Spritzgussformen zu senken.
3. Verringerung der Anzahl der Probespritzungen
Werkzeughersteller berechnen die Bearbeitungsgebühren für Werkzeuge auf der Grundlage der Anzahl der Tage, die zwischen dem Auftragseingang und dem Zeitpunkt vergehen, an dem das Werkzeug qualifiziert ist und das Werk verlässt. Wenn eine Form mehrere Probeabgüsse benötigt, bevor sie zum Einsatz geliefert werden kann, werden nicht nur Vertragsstrafen verhängt, sondern je länger die Form im Werk bleibt, desto mehr Bearbeitungsgebühren und Prozesskosten fallen an. Mehrfache oder unkontrollierbare Probeabgüsse sind also ein bedeutender blinder Fleck in der Kostenkontrolle von Spritzgussformen.
Zu den Gründen für mehrfache Probeabformungen gehören:
1) Der Formenentwurf wurde nicht gründlich von einem Team überprüft, was zu unangemessenen Strukturen führt, die nach Probeabformungen mehrfache Korrekturen erfordern;
2) Das Design der Form war gut, aber die Verarbeitung der Form war unzureichend, was zu einer unnötigen Erhöhung der Kosten für Probeabgüsse und Formen führte;
3) Das beste Formgebungsverfahren und die beste Spritzgießmaschine wurden während des Versuchs nicht ausgewählt, was zu einer gut gemachten Form, aber zu suboptimalen Spritzgussteilen führte;
4) Unzureichende Kenntnis der physikalischen Eigenschaften des Kunststoffs und falsche Auswahl der Schwindungsratenwas zu wiederholten Korrekturen der Form führt.
4. Form Materialien
Große Ersatzteile für Klimaanlagen oder transparente Teile erfordern viel Formmaterial, und die Kosten für das Formmaterial machen einen erheblichen Teil des Formpreises aus. Die Wahl von rostfreiem Stahl als Formmaterial führt zu hohen Materialkosten und einem hohen Stückpreis der Form, was den Wettbewerbsvorteil zunichte macht. Die Wahl von minderwertigem Formenstahl führt zu einer unzureichenden Oberflächenpolitur und Verschleißfestigkeit, und die Kunststoffteile entsprechen nicht den Kundenanforderungen. Um die Werkzeugkosten zu senken und gleichzeitig die Anforderungen der Kunden an hochglänzende Oberflächen der Kunststoffteile zu erfüllen, werden minderwertige Materialien verarbeitet und die Oberflächenbeschichtungen auf den Formhohlraum aufgebracht, um den Glanz, die Rostbeständigkeit und die Verschleißfestigkeit der Form zu verbessern.
Faktoren in der Spritzgießproduktion, die die Werkzeugkosten beeinflussen
Die Kosten für Spritzgießwerkzeuge konzentrieren sich selten auf Informationen, die mit der Spritzgießproduktion zusammenhängen. Für ein Unternehmen, das Produkte herstellt, geht es nicht nur darum, dass die Form Geld einbringt, sondern auch um die endgültige Rentabilität des Produkts. Im Produktionsprozess des Spritzgießens ist das Werkzeug das wichtigste Glied, und die Stabilität der Werkzeugproduktion spiegelt sich in der Spritzgießproduktion wider.
Oft muss eine Form wegen gebrochener Auswerferstangen, Einsturz der Form, Ölverschmutzung, Rost, erfolglosem Auswerfen, gebrochenen Einsätzen, verbrannten Schiebern, Verformungen usw. für Reparaturen zerlegt werden. Dies erhöht die Kosten für die Wartung der Form und die Rohstoffkosten der Spritzgießproduktion, die Kosten für Maschinenstillstand und andere versteckte Kosten, die letztlich auf das Produkt umgelegt werden.
Schlussfolgerung
Die Beherrschung der Kosten für Spritzgießwerkzeuge liegt nicht nur in der Verantwortung der Werkzeughersteller, sondern erfordert auch die Zusammenarbeit mit den Produktdesignern und den Produktionsabteilungen der Spritzgießer, um die Kosten für Spritzgießwerkzeuge zu minimieren und rationellere, qualitativ hochwertige Werkzeuge zu entwickeln. Ein vernünftiges Design von Kunststoffteilen, minimale Änderungen am Design von Kunststoffteilen, ein fortschrittliches Werkzeugdesign und eine vernünftige Materialauswahl können die Werkzeugkosten erheblich senken. Um qualitativ hochwertige Produkte herzustellen, müssen Produktdesigner, Werkzeugingenieure und Spritzgießproduktionsabteilungen eine gute Kommunikation pflegen.











