
Unter SpritzgießenDer Begriff "Formkern und Formhohlraum" bezieht sich auf die Präzisionsteile, die im Herzen der Form für ihre wichtigsten Funktionen verwendet werden. Die Struktur des Kerns und der Kavität ist in der Regel äußerst komplex, was ihre Herstellung schwierig und kostspielig macht, wobei die Arbeitskosten die Materialkosten oft weit übersteigen. Die Wahl des Materials für den Kern und die Kavität wirkt sich direkt auf die Kosten und die Lebensdauer der Form aus.

Für Produktdesigner oder diejenigen, die Formenbau-Dienstleistungen oder Dienstleistungen für die Massenproduktion von KunststoffteilenDer Kauf umfasst u. a. die Konstruktion der Form, die Herstellung der Formteile (vor allem des Kerns und der Kavität), die Montage der Form, die Eignung der Form für die Spritzgussproduktion, die Qualitätskontrolle und die Produktionseffizienz.
Für die Hersteller von Formen liegt das Hauptaugenmerk der Fertigungsabteilung nach der Fertigstellung der Formkonstruktion auf dem Kern und der Kavität. Dies verdeutlicht die Bedeutung des Kerns und der Kavität für die Zusammensetzung der Form.
Heute wollen wir uns mit dem wichtigsten Teil der Formzusammensetzung befassen - dem Kern und der Kavität.
Was sind der Kern und der Hohlraum?
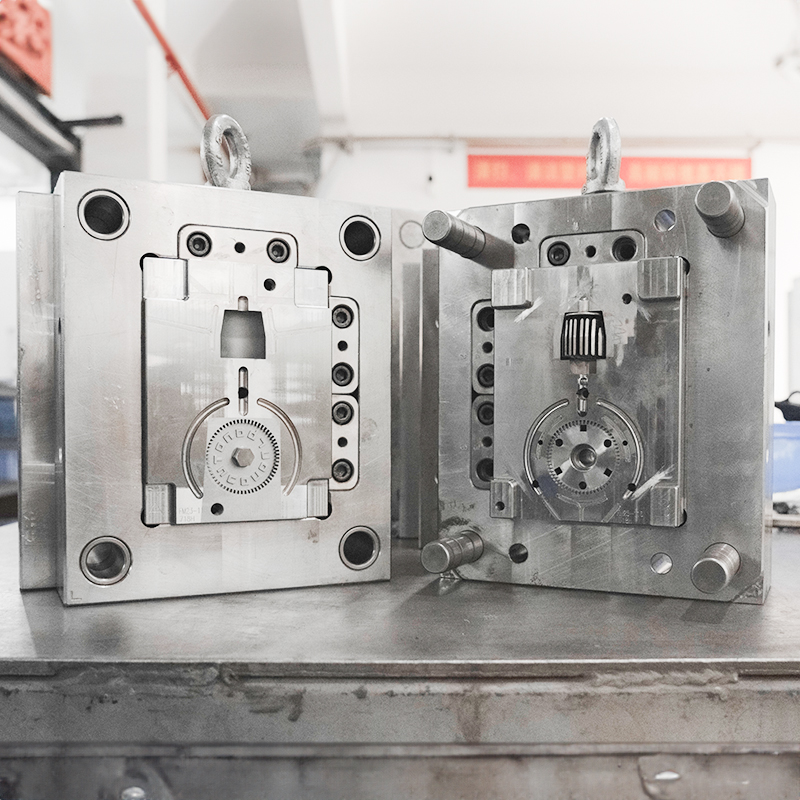
Der Kern und der Hohlraum umfassen den Formhohlraum und den Formkern, die eng miteinander verbunden sind, um die Gesamtform und die innere Form zu bilden. Struktur der Form. Der Formhohlraum ist in erster Linie dafür verantwortlich, die innere Form und Struktur des Produkts zu formen und die Präzision des Produkts zu kontrollieren. Umgekehrt formt der Formkern hauptsächlich die äußere Form und Struktur des Produkts und vervollständigt die gesamte Formgebung des Produkts.
Unterschiede zwischen dem Kern und dem Hohlraum
Neben den oben genannten Hauptfunktionen zeigen sich die Unterschiede zwischen dem Hohlraum und dem Kern in folgenden Aspekten:
Verfahrensunterschiede bei der Injektion
Beim Einspritzvorgang gibt es einige Unterschiede in den Verfahrensschritten zwischen dem Kern und der Kavität. Das Kunststoffgranulat gelangt durch eine Kavität in einen geschlossenen Raum in der Form (dieser geschlossene Raum besteht aus zwei Teilen, wird aber meist als Teil der Kavität betrachtet und daher von vielen auch als Formkavität bezeichnet).
Zu diesem Zeitpunkt ist der Formkern fest mit der Kavität verbunden. Wenn der geschmolzene Kunststoff zu einem festen Zustand abkühlt, wird der Kern geöffnet, und das Produkt auf dem Kern wird durch das Ausstoßsystem ausgestoßen. Während dieses Prozesses bleibt die Kavität stationär, während sich der Kern bewegt.
Differenzdruckbeständigkeit
Aufgrund der Unterschiede in Form und Funktion halten Kern und Kavität unterschiedlichen Drücken stand. Die Kavität muss in der Regel einem höheren Druck standhalten, da sie den Formhohlraum während des Formprozesses vollständig mit dem Produktmaterial füllen und die Integrität der inneren Struktur des Produkts gewährleisten muss. Der Kern hält einem geringeren Druck stand, hauptsächlich um dem Produkt ein perfektes Aussehen zu verleihen.
Materialauswahl für Hohlraum und Kern
Auch bei der Materialauswahl für den Kern und den Hohlraum gibt es einige Unterschiede. Da die Kavität einem höheren Druck und Verschleiß standhalten muss, sind in der Regel verschleißfestere Materialien wie legierter Stahl oder Hartmetall erforderlich. Für den Kern können relativ weiche Materialien wie Aluminiumlegierungen verwendet werden, die sich während des Formgebungsprozesses besser füllen und abkühlen.
Nutzungszyklen und Wartungsvariabilität
Auch der Nutzungszyklus und die Wartung von Kern und Hohlraum sind unterschiedlich. Da die Kavität stärkerem Druck und Verschleiß ausgesetzt ist, ist ihre Lebensdauer in der Regel kürzer. Fertigungsunternehmen ersetzen die Kavität häufig regelmäßig, um die Produktqualität und die Produktionseffizienz zu gewährleisten. Im Gegensatz dazu ist der Kern weniger Verschleiß und Druck ausgesetzt, so dass seine Lebensdauer relativ länger ist.
Wie unterscheidet man zwischen Kern und Hohlraum?
Zu den Methoden zur Unterscheidung zwischen Kern und Hohlraum gehören in erster Linie:
Beobachtung des Aussehens:
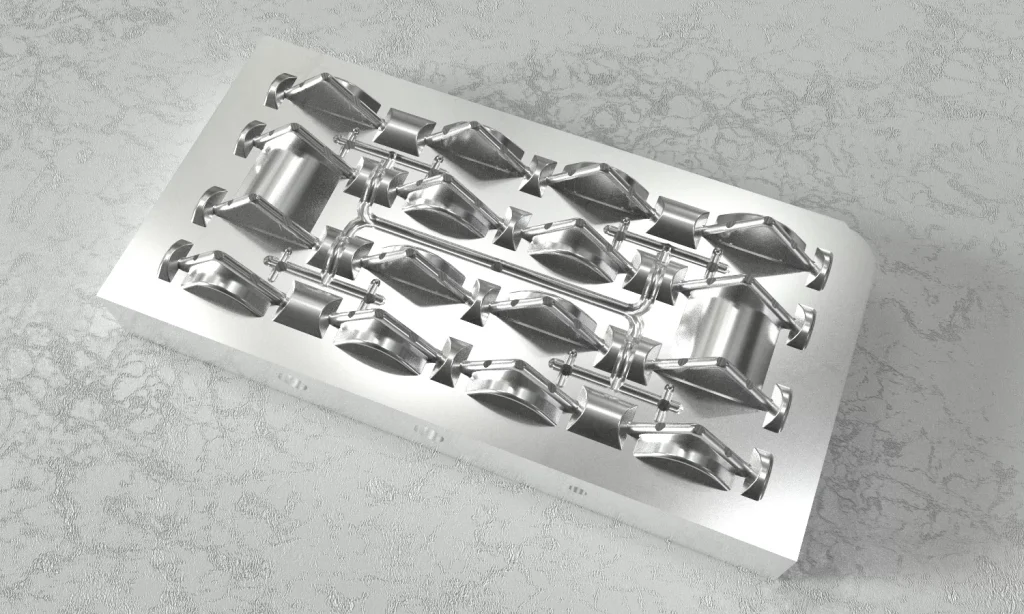
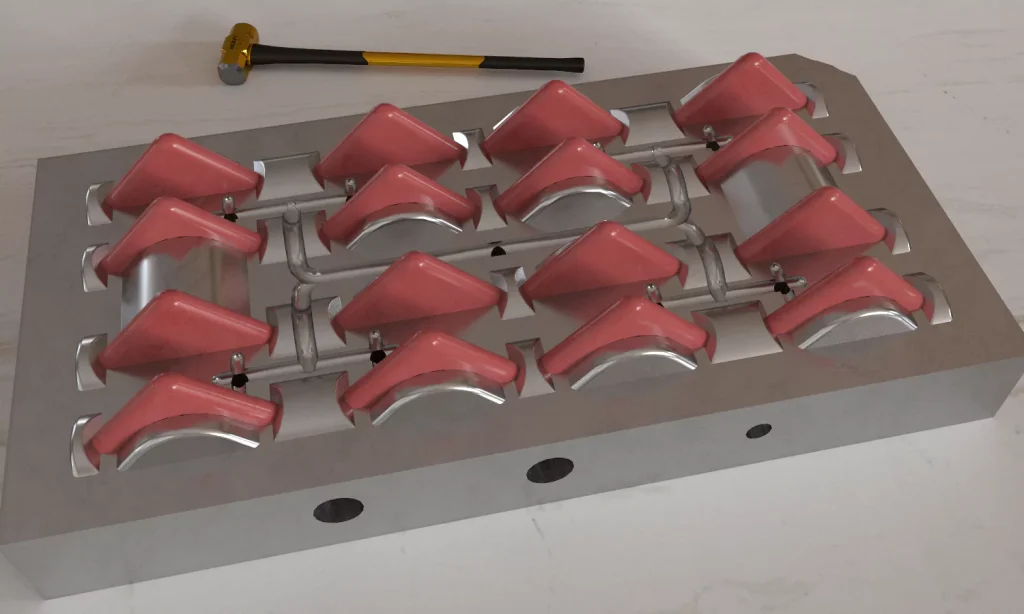
Der Formhohlraum erscheint in der Regel glatter und weist deutliche Vorsprünge und Vertiefungen auf, während der Formkern eher ein raueres Aussehen mit Löchern und Schnittspuren aufweist. Je nach Art und Verwendungszweck der Form kann es sein, dass das Aussehen von Kavität und Kern keine merklichen Unterschiede aufweist.
Nachweis- und Prüfverfahren:
Bestimmen Sie die Rollen und Positionen des Hohlraums und des Kerns durch Erkennung und Prüfung, einschließlich Positionierung, Klemmung und Drucktests.
Beobachtung der Struktur:
Die Struktur des Kerns und der Kavität ist unterschiedlich; die Kavität enthält in der Regel Komponenten wie Knöpfe oder Clips für eine einfache Demontage und Montage, während der Kern kritische Teile wie Teileverbindungen und Formhülsen enthält.
Prüfen der Trennlinie und des Dübels:
Der Kern und der Hohlraum haben unterschiedliche Formen für Trennlinien und Passstifte, was zur Bestätigung ihrer Position beiträgt.
Gewicht und Material der Beobachtung:
Der Hohlraum ist in der Regel leichter als der Kern, und es werden in der Regel Materialien mit höheren Anforderungen an Verschleißfestigkeit und Härte verwendet, z. B. Werkzeugstahl oder legierter Stahl, während für den Kern in der Regel Gusseisen, Stahl oder Legierungen verwendet werden.
Prüfen der Markierungen:
Achten Sie nach dem Zerlegen der Form auf die Markierungen an den Kern- und Kavitätsteilen. Die Kavität kann zum Beispiel mit "F" oder "1" gekennzeichnet sein, während der Kern "R" oder "2" trägt.
Beobachtung der Produktform und -positionierung:
Anhand der Form des Produkts und der Passflächen sowie der Positionierungsstifte der Kavität und des Kerns kann man ihre Position vorläufig beurteilen.
Diese Methoden können einzeln oder in Kombination angewendet werden, um eine genauere Unterscheidung zwischen Kern und Hohlraum zu ermöglichen.
Herstellung von Formhohlraum und Formkern
Das Verfahren zur Herstellung und Verarbeitung des Formhohlraums und des Formkerns weist Ähnlichkeiten, aber auch einige Unterschiede auf, die im Folgenden erläutert werden:
1. Vorbereitung des Materials
Bevor mit der Bearbeitung begonnen werden kann, müssen die erforderlichen Materialien vorbereitet werden. Die Art und Größe des Formkerns und des Kavitätenmaterials hängen von der Art und den Spezifikationen der Form ab. Außerdem werden verschiedene Werkzeuge benötigt, Vorrichtungenund die für die Bearbeitung benötigten Hilfsstoffe müssen vorbereitet werden.
2. Traditionelles Fräsen
Die Erstbearbeitung erfolgt auf einer Fräsmaschine, einschließlich Bohren von Kühllöchern, Gewindelöchern, Bohren und Gewindeschneiden von Schraubenlöchern, Bohren und Reiben Auswerferstift Löcher, Nummerierung der Form, Bezugswinkel usw. Diese Schritte müssen entsprechend den Zeichnungsanforderungen präzise ausgeführt werden, um sicherzustellen, dass die Form und Größe des Kerns und des Hohlraums dem Entwurf entsprechen.
3. CNC-Bearbeitung
Die Grobbearbeitung erfolgt auf einer CNC-Bearbeitungszentrumund arbeitet an der Form und den Merkmalen. CNC-Bearbeitung erledigt effizient das Schneiden komplexer Formen und gewährleistet dabei Genauigkeit und Oberflächenqualität.
4. Wärmebehandlungsverfahren
Der Hohlraum und der Kern werden entsprechend den Konstruktionsanforderungen einer Wärmebehandlung unterzogen, um die gewünschte Härte und Verschleißfestigkeit zu erreichen. Während des Wärmebehandlungsprozesses ist es wichtig, Parameter wie Temperatur, Zeit und Abkühlgeschwindigkeit zu kontrollieren, um sicherzustellen, dass die Ergebnisse den Spezifikationen entsprechen.
5. Schleifen
Die Endbearbeitung erfolgt auf einer Schleifmaschine, einschließlich des Schleifens von Sechsflächenwinkeln auf Präzisionsmaße zur Anpassung an die Rahmengröße usw. Die Präzisionsanforderungen an die Außenabmessungen sind streng und erfordern ein präzises Schleifen und Finishing. Wenn der Kern oder der Hohlraum aus einem Stück besteht, sollten die Außenmaße 0,03 mm bis 0,05 mm unter den Zeichnungsmaßen liegen. Besteht der Kern oder Hohlraum aus zwei Teilen, sollten die Außenabmessungen der beiden Teile zusammen 0,03 mm bis 0,05 mm unter den Zeichnungsmaßen liegen, wobei die Rechtwinkligkeit 0,01 und die Parallelität 0,01 betragen muss.
6. CNC-Endbearbeitung
Für Formkerne und Kavitäten, die eine höhere Präzision erfordern, ist eine CNC-Bearbeitung erforderlich. Ein CNC-Bearbeitungszentrum führt hochpräzise Schneidarbeiten durch, wie z. B. das Gravieren von Texten und Formnummern.
7. Drahtschneiden
Die Drahtschneidetechnik wird eingesetzt zur Bearbeitung von einfügen. Löcher, Lifter Löcher, Auswerferstiftlöcher, Angusslöcher, usw.
8. Elektrische Funkenerosion (EDM)
EDM-Technik wird für Kern und Hohlraum verwendet, z. B. für feine Rillen und schmale Schlitze.
9. Formen polieren
Die Oberfläche des Formkerns und der Kavität wird poliert, um eine bessere Oberflächenqualität zu erzielen und die Anforderungen an die Rauheit zu erfüllen. Beim Polieren müssen Sie auf die Richtung und den Bereich des Polierens achten, um eine Beschädigung anderer Bereiche zu vermeiden. Bei Bereichen, die eine Hochglanzpolitur erfordern, sollte nach der Probeform eine Grobpolitur und anschließend eine Feinpolitur erfolgen.
10. Montage
Alle Teile werden zu einer vollständigen Form zusammengesetzt. Bei der Montage muss auf die Passgenauigkeit und die Befestigungsanforderungen geachtet werden, um die Stabilität und Zuverlässigkeit der Form im Gebrauch zu gewährleisten.
11. Versuchsabformung:
Schließlich wird eine Probeformung durchgeführt, um die Bearbeitungsqualität und die Leistung der Form zu überprüfen. Bei der Probeabformung wird geprüft, ob das Anschnittsystem der Form frei ist, der Kühlwasserkanal richtig funktioniert und das geformte Produkt den Konstruktionsanforderungen entspricht. Alle Probleme, die während der Probeformung entdeckt werden, müssen umgehend angepasst und behoben werden, damit die Form in der Produktion eingesetzt werden kann.
Konstruktionsüberlegungen für Kern und Kavität bei der Formgestaltung
Die Konstruktion von Kern und Kavität im Formenbau ist komplex und gehört zu den Kerntechnologien eines jeden Formenbauers. Es ist zwar schwierig, die Feinheiten der Kern- und Kavitätenkonstruktion in diesem Text im Detail zu beschreiben, aber hier sind einige Empfehlungen für Fachkollegen:
Grundlagen der Gestaltung
Bei der Bestimmung der Dicke des Kerns und der Kavität sollte die Grunddicke berücksichtigt werden, die nach dem Hinzufügen von Kühlkanälen erforderlich ist, sowie die Dicke, die erforderlich ist, um die Festigkeit des Kerns und der Kavität zu erhalten. Bei der Festigkeit des Kerns und der Kavität kommt es vor allem darauf an, dass sie dem Einspritzdruck standhalten, ohne dass es zu einer Verformung des Werkzeugs kommt, was zu einem Produktausbruch führen könnte.
Die Festigkeit des Kerns und des Hohlraums sollte bei der Konstruktion berücksichtigt werden:
a. Einspritzdruck
b. Projizierte Produktfläche
c. Höhe des Produkts
d. Dicke des Produkts
e. Form des Produkts
f. Form der Produktprojektion
g. Gesamtzahl der Formhohlräume.
Einstellung von Sicherheitsmaßen
Bei der Konstruktion einer Form ist es wichtig, zunächst die Abmessungen des Kerns und dann die Größe des Formbodens zu schätzen. Der Schlüssel zur Abschätzung der Abmessungen liegt in der Bestimmung des Sicherheitsabstands. Die Wahl des Sicherheitsabstands wirkt sich erheblich auf die Kosten der Form aus! Bestimmen Sie die Dicke und Größe der Kavität und des Kerns auf der Grundlage der Produkteigenschaften und stellen Sie sicher, dass die Breite zwischen zwei Formfüße passt. Die Länge des Kerns oder der Kavität sollte den Abstand zum Rücklaufstift nicht überschreiten.
| Produktabmessungen (mm) | Sicherheitsabstand (mm) |
| <20 | 25 |
| 20-60 | 30 |
| 60-80 | 35 |
| 80-300 | 40 |
| 300-600 | 45 |
Die oben genannten Daten dienen als Standardüberlegungen, aber in der Realität kann jede Branche und sogar jedes Teil seine spezifischen Konstruktionsstandards haben. Wenn Sie detailliertere Informationen zur Konstruktion suchen, empfehlen wir Ihnen einen Besuch auf unserer Seite zur Werkzeugkonstruktion.
Auswahl des Materials
Die Wahl des Materials für den Formkern und die Kavität wirkt sich direkt auf die Lebensdauer und den Preis der Form aus. Wenn die Nachfrage nach den herzustellenden Produkten gering ist, erhöht die Wahl hochwertiger Materialien für den Formkern und die Kavität die Kosten für die Form, was zu höheren Ausgaben für das Unternehmen führt - eine Verschwendung, wenn die Nachfrage gering ist.
Angenommen, die Produktnachfrage ist hoch und es werden minderwertige Formhohlraum- und Kernmaterialien gewählt. In diesem Fall kann die Form die Produktionsanforderungen nicht erfüllen, so dass eine neue Form erforderlich wird und die Produktionseffizienz sinkt, was wiederum die Formkosten erhöht. Um eine rationelle Auswahl des Kernmaterials für eine Form zu treffen, ist es von entscheidender Bedeutung, die üblicherweise verwendeten Materialien und ihre Eigenschaften zu kennen, und es ist sehr wichtig, verschiedene Materialien auf der Grundlage der tatsächlichen Arbeitserfahrung auszuwählen.
Gemeinsame Materialien: P20738, 738H, 718, 718H, NAK80, 2316, 2316A, S136, usw. Zu den für gehärtete Formen verwendeten Materialien gehören 2344, 8407, SKD11, SKD61 usw.
Materialeigenschaften:
P20
Generell geeignet für Kunststoffformen, die eine hohe Härte, Zähigkeit und Verschleißfestigkeit erfordern. Das Nitrieren kann die Lebensdauer der Form verlängern. Es eignet sich für thermoplastische Kunststoffe wie PS, PE, PP und ABS ohne Zusatz von Flammschutzmitteln und ist ein häufig verwendetes Formkernmaterial mit einem relativ niedrigen Preis.
738
Bietet Verbesserungen bei verschiedenen Eigenschaften im Vergleich zu P20, wobei 738H noch bessere Effekte und eine entsprechend längere Lebensdauer der Form bietet.
NAK80
Verfügt über hervorragende Eigenschaften bei der Funkenerosion und beim Polieren und wird häufig bei der Herstellung von Kunststoffprodukten verwendet, die eine hohe Transparenz erfordern.
2316
Geeignet für Formen zur Verarbeitung von Kunststoffen mit hohem Säuregehalt, mit hoher Polierbarkeit und Säurebeständigkeit, die häufig in Formen zur Verarbeitung von PVC-Kunststoffmaterialien verwendet werden.
2344
Es wird in der Regel in Formen für harte Kunststoffe verwendet und kann eine Lebensdauer von bis zu 1 Million Zyklen erreichen. Aufgrund der hohen Kosten der Form eignet sie sich jedoch nur für Kunststoffprodukte mit hohem Produktionsvolumen. Das Gleiche gilt für andere harte Formmaterialien wie 8407, SKD11, usw.
Einpacken
Der Inhalt von Kern und Kavität ist eng mit denjenigen verbunden, die in der Formenbauindustrie arbeiten. In Anbetracht ihrer Bedeutung für die Struktur von Formen kann ein grundlegendes Verständnis dieser beiden Elemente für Ihre zukünftigen Produktentwürfe von Vorteil sein, selbst wenn Sie nicht im Formenbau oder Spritzguss tätig sind.
Der Kern und die Kavität sind grundlegende Komponenten, die die Form, Struktur und Qualität des fertigen Formteils bestimmen. Wenn Sie verstehen, wie sie funktionieren und was bei der Konstruktion zu beachten ist, können Sie Produkte entwerfen, die nicht nur funktional und ästhetisch ansprechend, sondern auch herstellbar und kostengünstig sind. Dieses Wissen kann dazu beitragen, die Kluft zwischen Designkonzepten und den praktischen Gegebenheiten der Produktion zu überbrücken, was zu erfolgreicheren Projekten und Innovationen führt.











