
Branża form wtryskowych ma różne poziomy producentów, od tych z bardzo wyrafinowanym sprzętem po tych z dość podstawowymi konfiguracjami, z których wszyscy współistnieją w branży. W rezultacie personel zajmujący się zakupami często spotyka się z bardzo różnymi wycenami dla tego samego projektu z różnych fabryk, co może być dość mylące!
Jeśli jesteś nabywcą form wtryskowych lub zlecasz formowanie wtryskowe produktów, możesz być najbardziej zainteresowany:
- Jak zarządzać zakupem form wtryskowych?
- Jak wybrać najlepszego dostawcę form?
- Jak kupić formy, które są zarówno dobrej jakości, jak i w rozsądnej cenie?
Poprzez ten artykuł, FirstMold ma na celu pomóc większej liczbie kupujących, zapewniając proste wyjaśnienie składników cen form, umożliwiając wybór najbardziej odpowiedniego producenta form i wycenę.
Skład kosztów form wtryskowych
Koszty form wtryskowych są podzielone na części jawne i ukryte.
Część jawna odnosi się do widocznych kosztów bezpośrednich, takich jak koszty materiałów, opłaty za przetwarzanie, opłaty za projektowanie, opłaty za zarządzanie, alokacje patentów i zyski.
Bazując na doświadczeniu, ceny form składających się z wyraźnych komponentów kosztowych są zazwyczaj następujące:
Cena formy = koszty materiałów + opłaty projektowe + opłaty za przetwarzanie + podatki + opłaty za testowanie + koszty pakowania i transportu + zysk. Zwykłe proporcje to:
- Koszty materiałowe: Materiały i części standardowe stanowią od 15% do 30% całkowitego kosztu formy wtryskowej.
- Opłaty za przetwarzanie20% do 30%.
- Opłaty projektowe: 10% do 15% całkowitego kosztu formy.
- Testowanie: W przypadku dużych i średnich form producenci kontrolują ją w zakresie 3%. W przypadku małych form precyzyjnych będzie ona mniejsza niż 5%.
- Koszty pakowania i transportu: Producenci obliczają to zgodnie z rzeczywistymi wydatkami lub według 3%.
- Podatki: 15%.
- Zysk: 5% do 15%.
Część ukryta odnosi się do kosztów pośrednich, które nie pojawiają się podczas produkcji formy, ale są związane z kosztami poniesionymi, gdy forma zostanie później wprowadzona do masowej produkcji. Na przykład, żywotność formy może mieć wpływ na kolejne inwestycje.
Koszty materiałów w produkcji form wtryskowych
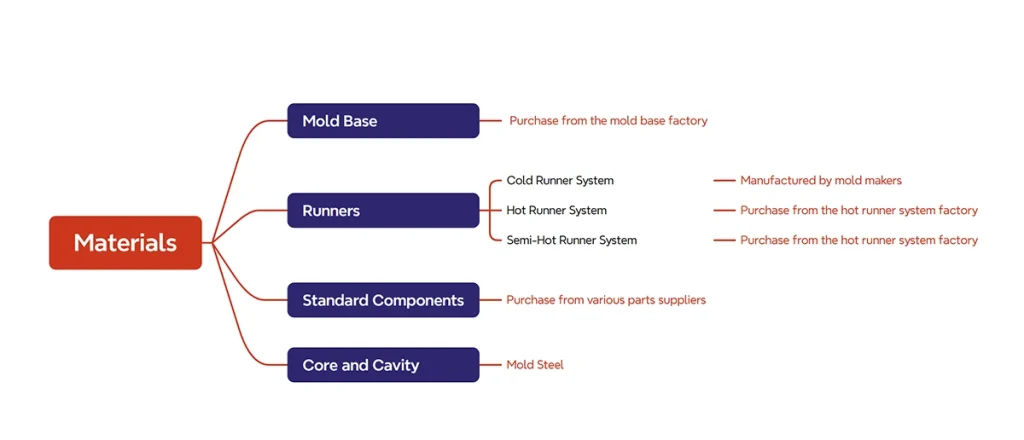
Materiały do form wtryskowych obejmują różne rodzaje stali i materiałów niemetalowych. Fabryki form zakupić je bezpośrednio. Koszt materiałowy formy wtryskowej zależy również od jej struktury. W artykule "Struktura formy wtryskowej" szczegółowo opisaliśmy komponenty formy. Z punktu widzenia kosztów, formę wtryskową dzielimy na cztery części: podstawę formy, prowadnice, standardowe komponenty, Rdzenie i wgłębienia.
Pierwsze trzy kategorie pochodzą od profesjonalnych producentów, podczas gdy zazwyczaj rdzenie i wnęki są kluczowymi komponentami, które producenci form wykonują samodzielnie z zakupionej stali.
Standardowa podstawa formy
Koszt podstawy formy stanowi około 15-25% całkowitego kosztu materiału.
1. Koszt podstawy formy zależy głównie od producenta i marki.
Wysokiej jakości producenci i marki bazujące na formach wybierają stal lepszej jakości, którą zapewniają duże zakupy bezpośrednio od producentów stali za pośrednictwem oficjalnych kanałów, zapewniając oryginalne materiały. Odpowiednio, ich sprzęt do przetwarzania jest również najwyższej klasy sprzętem globalnej marki, gwarantującym precyzję obróbki i wymagania projektowe. Wreszcie, ponieważ talent projektowy jest skoncentrowany i jest wielu profesjonalistów, koszty personelu są również wyższe. W związku z tym ceny podstaw form od dobrych producentów są generalnie wyższe niż od mniejszych.
Oczywiście, w przypadku niektórych standardowych form produkowanych w dużych ilościach, efekt skali oznacza, że duzi producenci podstaw form nadal mają znaczną przewagę konkurencyjną w zakresie cen. Jednak ogólnie rzecz biorąc, dostajesz to, za co płacisz.
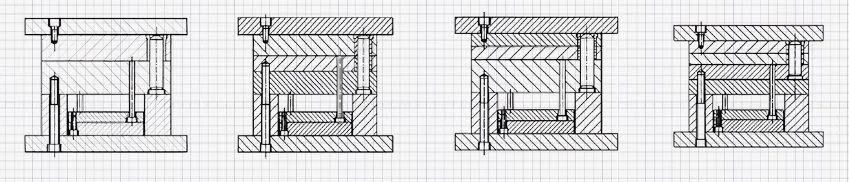
Ze względu na różne kształty części, odpowiednie struktury form również się różnią. Na przykład, formy z podcięcia lub boczne otwory muszą mieć strukturę suwaka, a formy z wewnętrznymi wrotami wykorzystujące formy trójpłytowe są bardziej złożone niż te wykorzystujące formy dwupłytowe z zewnętrznymi wrotami, co prowadzi do wyższych kosztów produkcji podstawy formy.
2. Precyzja obróbki i materiał, przy czym precyzja jest głównym czynnikiem.
Zazwyczaj precyzja obróbki standardowych podstaw form wynosi 0,03-0,05 mm, podczas gdy w przypadku precyzyjnych podstaw form wynosi 0,005-0,01 mm. Różne precyzje wymagają różnych urządzeń bazowych, a czas obróbki może wzrosnąć geometrycznie. Mówiąc prościej, koszt wysoce precyzyjnych podstaw form może być 2-3 razy wyższy niż w przypadku standardowych. Oczywiście precyzyjne podstawy form są podstawą precyzyjnych form. Zapewniają one wysoką stabilność wymiarową, wysoki współczynnik bezpośredniego przejścia, stabilną pracę i stosunkowo niższe koszty wad formowania.
Systemy gorących kanałów
Biegacze w formach są zazwyczaj podzieleni na następujące kategorie zimni biegacze, gorący biegacze, lub półgorące. Ogólnie rzecz biorąc, tylko gorące prowadnice muszą być kupowane na zewnątrz, podczas gdy inne typy są zwykle produkowane w samej fabryce form.
W przypadku form z gorącymi kanałami, koszt kanałów często stanowi od 40 do 50% całkowitych kosztów materiałowych formy.
Gorące kanały dzielą się na dwa rodzaje: wlewowe i zaworowe.
W produkcji koszt gorących kanałów jest obliczany głównie na podstawie liczby dysz gorących kanałów. W branży, wiodące międzynarodowe marki (takie jak Husky i Mold-Masters) zazwyczaj wyceniają dysze gorącokanałowe w przedziale od $2,000 do $4,000 za sztukę, w zależności od projektu i zastosowania.
Ponadto nie należy zapominać o innym istotnym składniku kosztów, jakim jest system kontroli temperatury. Jednak wiele systemów kontroli temperatury jest wymiennych, a duże fabryki formowania wtryskowego mają własny zainwestowany sprzęt, więc ten koszt niekoniecznie musi być uwzględniony w ofertach od fabryk formowania wtryskowego.
Płyty formy, rdzenie i wnęki
Płyty, rdzenie i wnęki są zazwyczaj wytwarzane przez fabryki form przy użyciu zakupionych materiałów. Omówmy najpierw koszt zakupu stali dla tych komponentów.
Forma stalowa
Popularne marki stali formierskiej to ASSAB ze Szwecji, Böhler z Austrii i Daido Steel z Japonii. Istnieje również wiele często używanych rodzajów stali z Niemiec, Francji i USA.
Jakość stali dostępnej na rynku jest bardzo zróżnicowana. W przeciwieństwie do stabilnej jakościowo stali produkowanej przez duże huty, wiele mniejszych hut produkuje stal o zaniżonej wadze i niestabilnej jakości z wyższym poziomem zanieczyszczeń, takich jak siarka, fosfor i azot, co może prowadzić do licznych problemów jakościowych. Co więcej, wielu handlowców nawet błędnie etykietuje produkty z mniejszych hut, aby dopasować je do tych z dużych hut, a te są następnie sprzedawane na rynku. Powoduje to znaczne rozbieżności cenowe.
W związku z tym personel zajmujący się zakupami w firmach produkujących formy musi posiadać umiejętność rozróżniania różnych rodzajów stali i najlepiej nawiązać bezpośrednie kontakty z głównymi hutami stali, aby być na bieżąco z najnowszymi informacjami o cenach w branży.
Wybór stali ma bezpośredni wpływ na żywotność formy.
W oparciu o jakość stali, formy wtryskowe można podzielić na: Klasa A (ponad 3 miliony cykli wtrysku), Klasa B (ponad 1 milion cykli wtrysku), Klasa C (ponad 500 000 cykli wtrysku) i Klasa D (mniej niż 500 000 cykli wtrysku).
Im dłuższa gwarancja na formę pod względem liczby cykli, tym wyższa cena formy. Producenci form muszą wybierać różne rodzaje stali formierskiej w oparciu o cykle gwarancyjne, właściwości formowanego tworzywa sztucznego, kształt formowanych części i strukturę formy. Czynniki te obejmują odporność na zużycie, odporność na korozję chemiczną itp. Dlatego im więcej cykli wtrysku wymaga forma wtryskowa, tym wyższa jest jej cena.
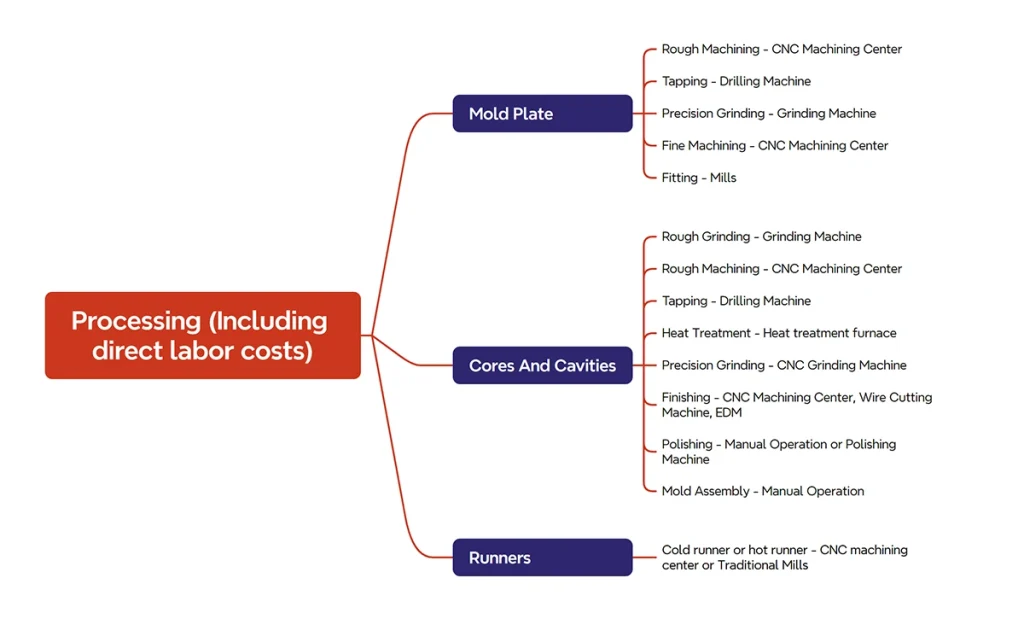
Procedury przetwarzania
Podstawowe procedury obejmują produkcję płyt formy, rdzeni formy, wnęk formy i płyt kanałowych. W zależności od rodzaju formy i wymagań dotyczących precyzji, niezbędny sprzęt i godziny pracy różnią się.
Wpływ etapów przetwarzania na obciążenie pracą zależy w dużej mierze od konstrukcji formy.
Po pierwsze, kształt formowanych części wpływa na obciążenie pracą. Na przykład, formy z podcięciami lub bocznymi otworami wymagają konstrukcji suwakowej, co komplikuje projekt i zwiększa nakład pracy. Podobnie, formy do gwintowanych nasadek z przekładnią i obrotową strukturą wyrzutnika są bardziej złożone, a tym samym droższe niż te z prostą strukturą wyrzutnika.
Po drugie, różne projekty dla tych samych części formowanych mogą prowadzić do różnic w strukturze, a tym samym w obciążeniu pracą związaną z przetwarzaniem. Dlatego najlepsze fabryki form często mają bardziej racjonalne i zoptymalizowane rozwiązania w zakresie struktury form. Powszechną praktyką w dużych firmach jest zlecanie doświadczonym i wykwalifikowanym inżynierom przeglądu racjonalności konstrukcji form, co jest bardzo pomocne dla personelu zaopatrzenia.
Etapy przetwarzania płyty formy:
- Obróbka zgrubna płyty formy
- Wiercenie przewodów wodnych i gwintowanie
- Szlifowanie precyzyjne płyty formy
- Precyzyjna obróbka
- Procesy montażu (odpowietrzanie, rowki olejowe itp.)
Etapy przetwarzania wnęki i rdzenia:
- Szlifowanie zgrubne
- Obróbka zgrubna
- Wiercenie otworów na śruby
- Obróbka cieplna (zazwyczaj zlecana na zewnątrz)
- Szlifowanie precyzyjne
- Precyzyjna obróbka
- Polerowanie ubytków
- Montaż
Różne etapy procesu wykorzystują różne rodzaje sprzętu
Z drugiej strony, opłaty za przetwarzanie są ściśle związane z amortyzacją i stopniem wykorzystania sprzętu, co bezpośrednio koreluje z marką i modelem używanego sprzętu.
Sprzęt do przetwarzania form z zaawansowanych krajów produkcyjnych, takich jak Niemcy, Szwajcaria, Włochy i Japonia, jest zazwyczaj drogi. Prosimy o sprawdzenie Maszyny CNC.
Pod tą samą marką, ze względu na różnice w precyzji i szybkości produkcji, różnica w cenie między normalnymi i lepszymi modelami, a także między zwykłą klasą przemysłową a klasą superprecyzyjną, może być znaczna. Różnica w cenie maszyn wykonujących ten sam proces może wynosić od 7000-8000 dolarów do 300 000-4 000 000 dolarów. W związku z tym pracownicy działu zaopatrzenia powinni dobrze znać marki i modele podstawowych urządzeń do obróbki form.
Różne urządzenia wiążą się z różnymi kosztami
Im wyższa precyzja podobnego sprzętu, tym wyższy koszt inwestycji, a w konsekwencji wyższe koszty pracy. Zależy to jednak od wymagań dotyczących precyzji potwierdzonych na etapie projektowania, aby uniknąć nadmiernej specyfikacji.
Wyższa precyzja przetwarzania wymaga dłuższego czasu pracy, co zwiększa całkowity koszt.
W praktyce możliwe jest wcześniejsze negocjowanie kosztów robocizny dla różnych typów sprzętu z producentem formy, w oparciu o projekt, w celu uzgodnienia wymaganych godzin pracy i ustalenia kosztów przetwarzania formy przed rozpoczęciem rozwoju.
Koszty pracy
Odnosimy się tutaj do wydatków pośrednich (bezpośrednie wydatki operatorów maszyn są zazwyczaj uwzględnione w opłatach za przetwarzanie), głównie opłat projektowych, które zazwyczaj stanowią od 5% do 10% całkowitego kosztu formy.
Projektowanie formy rozpoczyna się po zakończeniu projektowania produktu i obejmuje następujące elementy:
- Projekt struktury formy: Obejmuje to analizę wymagań klienta (analiza wykonalności produktu, wymagania dotyczące zdolności produkcyjnej), analizę przepływu formy, analizę kanałów, projektowanie dróg wodnych, projektowanie powierzchni podziału itp.
- Tworzenie rysunków 2D/3D: Tworzenie szczegółowych rysunków 2D i 3D formy na podstawie specyfikacji projektu.
- Analiza wykonalności formy: Ocena wykonalności wdrożenia projektu formy.
Opłaty projektowe są niezbędne do zapewnienia, że forma spełnia wszystkie wymagania i specyfikacje, w tym funkcjonalność, możliwość produkcjii wydajność. Opłaty te obejmują specjalistyczną wiedzę i czas wymagany od projektantów form do opracowania precyzyjnych i skutecznych projektów form, które spełniają potrzeby projektu klienta.
Koszty zarządzania
Rodzaje kosztów zarządzania w działalności firmy są bardzo zróżnicowane, w tym wynagrodzenia pracowników, amortyzacja, wydatki biurowe i inne. Koszty te są w pewnym stopniu podzielone na koszty formy.
Jednak w codziennej działalności obliczanie opłat za zarządzanie nie jest zwykle przeprowadzane w oparciu o szczegółowe pozycje finansowe. Takie podejście pozwala uniknąć zbyt skomplikowanych obliczeń, które nie sprzyjają prostym obliczeniom. Co więcej, wiele szczegółowych pozycji może być uważanych za część poufnych operacji biznesowych spółki i nie nadaje się do publicznego ujawnienia. Dlatego powszechną praktyką jest obliczanie wartości procentowej w oparciu o całkowite koszty zarządzania z poprzedniego roku podzielone przez całkowite główne przychody operacyjne, a ta wartość procentowa jest wykorzystywana do wyceny.
Na przykład: Jeśli w 2023 r. całkowite koszty zarządzania wyniosły 10 mln, a całkowite główne przychody operacyjne wyniosły 100 mln, wówczas koszty zarządzania za ten rok zostałyby obliczone na 10%.
Zysk
Zysk jest zazwyczaj obliczany zgodnie z proporcją uzgodnioną wcześniej przez obie strony.
W interesie wspierania rozwoju firmy i ustanowienia długoterminowego, zdrowego i zrównoważonego partnerstwa między obiema stronami, FirstMold ma skromne życzenie: zapewnić normalną marżę zysku w branży i zapobiec zaciekłej konkurencji. Nadzieją jest ustalenie cen poprzez zbadanie możliwości w zakresie materiałów, technologii, procesów i wydajności, przy jednoczesnym zapewnieniu normalnych zysków firmy zajmującej się formami.
W projektach mających na celu obniżenie kosztów form wtryskowych ważne jest stosowanie metod naukowych w celu identyfikacji i eliminacji niepotrzebnych strat i odpadów. Kluczowe jest również aktywne badanie i wdrażanie innowacyjnych technologii i procesów w celu zwiększenia wydajności produkcji. Co więcej, stosowanie szczupłego zarządzania produkcją i metod takich jak 6S i 5S może skutecznie zmniejszyć straty czasu pracy i zminimalizować przestoje maszyn.
Wraz z nadejściem nowej ery inteligentnej produkcji, powinniśmy aktywnie uczestniczyć i wykorzystywać nowe technologie sztucznej inteligencji w celu obniżenia kosztów pracy.
Naukowa redukcja kosztów form wtryskowych
Jednym z głównych czynników wpływających na koszty form wtryskowych jest to, czy projekt części z tworzywa sztucznego jest racjonalny. Projektanci produktów powinni brać pod uwagę nie tylko funkcjonalność części z tworzyw sztucznych, ale także wykonalność procesu tworzyw sztucznych i późniejszego montażu, a także koszt części.
Oto kilka klasycznych przypadków:
1. Wpływ konstrukcji zaokrąglenia części z tworzywa sztucznego na koszty form wtryskowych
Mała plastikowa część pokrywy karty wykonana z materiału LCP często pękała w miejscu zatrzasku po kilkudziesięciu prototypach podczas procesu formowania próbnego, powodując przerwy w próbach. Personel zajmujący się montażem form często musiał demontować formę, aby wyczyścić zepsute zatrzaski.
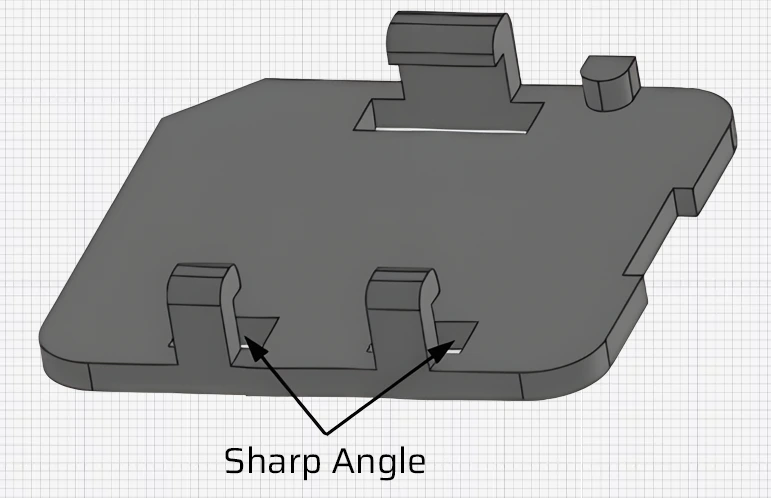
Głównym powodem pęknięcia zatrzasku jest koncentracja naprężeń na zatrzasku podczas formowania wtryskowego i niewystarczająca wytrzymałość. kąt zanurzenia po bokach zatrzasku. Samo rozwiązanie tego problemu od strony formy poprzez wielokrotne polerowanie nie rozwiązuje pierwotnej przyczyny. Wielokrotne formowanie próbne zwiększa koszt prób oraz nakład pracy związany z polerowaniem i montażem formy, zwiększając tym samym koszty produkcji.
Podczas obróbki form, zaokrąglenia lub narożniki wymagają obróbki elektroerozyjnej (EDM), aby dopasować je do kształtu plastikowych części. Zaprojektowanie rozsądnych zaokrągleń w narożnikach może ograniczyć operacje EDM i związane z nimi koszty materiałowe, znacznie oszczędzając koszty i czas przetwarzania formy.
2. Wpływ grubości ścianki części z tworzywa sztucznego na koszty form wtryskowych
Grubość ścianek części z tworzyw sztucznych pośrednio wpływa na koszty form wtryskowych i jest analizowana z dwóch punktów widzenia:
1) Zbyt cienkie ścianki mogą powodować krótkie ujęciapowodując niestabilność produkcji i zwiększając koszty formowania próbnego w ramach kosztu formy.
2) Zbyt grube ścianki mogą prowadzić do znaki zlewu i różne stopnie deformacji części. Aby rozwiązać te problemy, czas chłodzenia w cyklu formowania wtryskowego jest wydłużany w celu zmniejszenia tych wad.
Przypadek 1: Wpływ zbyt cienkich ścianek na koszty form wtryskowych.
Poniższy rysunek przedstawia cienkościenną pierścieniową część z tworzywa sztucznego, w której grubość ścianki na gwincie pośrodku wynosi 0,25 mm, górny okrąg wynosi 0,6 mm, a dolny okrąg 0,4 mm. Forma wykorzystuje dużą bramę na krawędzi dolnego okręgu. Forma przeszła ponad dziesięć próbnych uruchomień, przy czym najtrudniejszym problemem były linie spawania na gwincie z powodu niewystarczającego odpowietrzenia, co powodowało wadliwe części.
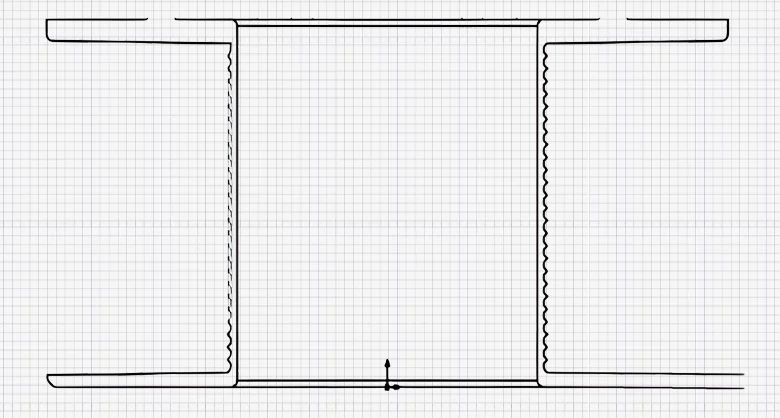
Ze względu na cienką ściankę gwintu, która szybko się ochładza, końcowy przepływ materiału kończy się w miejscu gwintu. Z analizy strukturalnej przeprowadzonej przez dział rozwoju wynika, że nie było żadnych problemów. Z punktu widzenia produkcji, grubość ścianki została zaprojektowana zbyt cienko, co zwiększyło liczbę serii próbnych bez rozwiązania problemu. Ostatecznie, bez zmiany wymiarów projektu, przeanalizowano tolerancje, dodano dodatkowy materiał do grubości ścianki, aby doprowadzić ją do górnej granicy tolerancji, a wymiary formy zostały dostosowane w celu rozwiązania problemu wypełnienia.
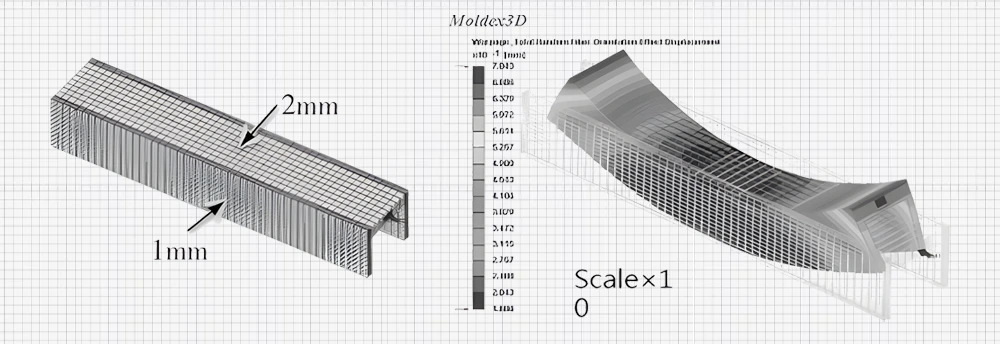
Przypadek 2: Wpływ nierównej grubości ścianek na koszty form wtryskowych.
Jak pokazuje poniższy rysunek, grubość górnej ścianki części wynosi 2 mm, podczas gdy ścianka boczna ma tylko 1 mm. Analiza przepływu w formie potwierdza trend i wielkość deformacji, która ma tendencję do odkształcania się w kierunku grubszej sekcji. Dlatego na etapie opracowywania i projektowania części z tworzywa sztucznego należy wziąć pod uwagę jednolitość grubości ścianki, aby zmniejszyć wielkość deformacji.
Po stronie formy, część z tworzywa sztucznego może być regulowana poprzez zmianę rozmiaru lub położenia bramy, ciągłe sprawdzanie optymalnej ilości odkształcenia lub dodawanie kolejnych. osprzęt w celu skorygowania deformacji. Zwiększa to koszty formowania próbnego i narzędzi pomocniczych, a także pracochłonność operatorów produkcji.
W produkcji wtryskowej, wydłużenie czasu chłodzenia w cyklu formowania może zmniejszyć deformację, ale jest to rozwiązanie objawowe i nie rozwiązuje w pełni problemu deformacji. Niewidoczne przeniesienie problemu do następnego procesu zwiększa liczbę regulacji formy, wydłuża cykl formowania wtryskowego, zmniejsza wydajność produkcji i podnosi koszty produkcji, co nie jest wskazane.
Czynniki wpływające na koszty form wtryskowych
1. Racjonalność projektu formy
Projektanci form różnią się doświadczeniem i poziomem umiejętności. Aby rozwiązać problemy podczas procesu projektowania, najskuteczniejszą metodą jest przeprowadzenie przeglądu plastikowych części i form.
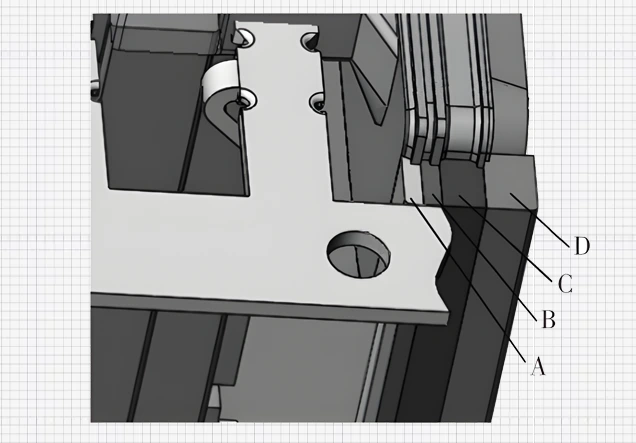
Jak pokazano na rysunku, ze względu na kilka szczelin w plastikowej części, szczeliny składają się z czterech rodzajów wkładki A, B, C, D, przy czym najmniejsza wkładka A ma wymiary 45×0,6×65 mm. Z wymiarów projektowych wkładek wynika, że wszystkie cztery należą do cienkich wkładek. Po próbnym formowaniu stwierdzono, że bez względu na to, jak dostosowano parametry procesu formowania, niemożliwe było kontrolowanie wypływek (zadziorów) w miejscach wkładek. Jeśli chodzi o kwestię wypływek (zadziorów), wielokrotne regulacje formy, demontaż i ponowny montaż formy oraz formowanie próbne niewidocznie zwiększyły koszty siły roboczej do montażu formy i koszty prób, a problem pozostał nierozwiązany. Po przeprojektowaniu czterech wkładek na dwie, wypływka formy uległa znacznej poprawie.
Innym scenariuszem jest marnotrawstwo projektowe. W przypadku rozwoju rynku lub potrzeb eksperymentalnych, niektóre nowo opracowane części z tworzyw sztucznych wymagają tylko 2000 sztuk, a żywotność formy wynosząca 5000 sztuk byłaby wystarczająca. Projektowanie formy na żywotność 100 000 cykli w takich przypadkach jest nadmierne i stanowi marnotrawstwo projektowe.
2. Zakup standardowych części
Promocja standardowych części form ma na celu głównie skrócenie czasu produkcji form i zmniejszenie kosztów przetwarzania form, osiągając opłacalne wyniki. Obecnie istnieje wielu dostawców standardowych części do form. Jeśli ktoś jest kuszony niskimi cenami i dokonuje pochopnych zakupów, to największe straty ponoszą firmy produkujące formy i użytkownicy form, a nie dostawcy.
Aby obniżyć koszty form wtryskowych, standardowe części powinny być wykorzystywane w jak największym stopniu podczas projektowania form. Najlepiej, jeśli specyfikacje mogą spełniać standardy wielu dostawców, umożliwiając porównanie cen od wielu dostawców, zwiększając przestrzeń wyboru i pomagając obniżyć koszty form wtryskowych.
3. Zmniejszenie liczby form próbnych
Firmy zajmujące się produkcją form obliczają opłaty za przetwarzanie form na podstawie liczby dni od otrzymania zamówienia do momentu zakwalifikowania formy i opuszczenia przez nią fabryki. Jeśli forma wymaga wielokrotnego próbnego formowania, zanim zostanie dostarczona do użytku, nie tylko nakładane są kary zgodnie z umową, ale im dłużej forma pozostaje w fabryce, tym większe są opłaty manipulacyjne i koszty próbne. Zatem wielokrotne lub niekontrolowane wypraski próbne są istotnym martwym punktem w kontroli kosztów form wtryskowych.
Powody stosowania wielu form próbnych obejmują:
1) Projekt formy nie został dokładnie sprawdzony przez zespół, co doprowadziło do powstania nieracjonalnych struktur, które wymagały wielokrotnych poprawek po próbnym formowaniu;
2) Projekt formy był dobry, ale obróbka formy była nieodpowiednia, co prowadziło do niepotrzebnego zwiększenia liczby próbnych form i kosztów form;
3) Podczas prób nie wybrano najlepszego procesu formowania i wtryskarki, co skutkowało dobrze wykonaną formą, ale nieoptymalnymi częściami formowanymi wtryskowo;
4) Niewystarczające zrozumienie właściwości fizycznych tworzywa sztucznego i nieprawidłowy wybór wskaźniki skurczupowodując wielokrotne poprawki formy.
4. Materiały formy
Duże części wyglądu klimatyzatora lub przezroczyste części wymagają dużej ilości materiału, a koszt materiałów stanowi znaczną część ceny formy. Wybór stali nierdzewnej jako materiału formy powoduje, że koszty materiału są wysokie, a cena jednostkowa formy wysoka, co eliminuje przewagę konkurencyjną. Wybór gorszej stali na formę skutkuje nieodpowiednim polerowaniem powierzchni i odpornością na zużycie, a plastikowe części nie spełniają wymagań klienta. Aby obniżyć koszty form, a jednocześnie spełnić wymagania klientów dotyczące wysokiego połysku powierzchni części z tworzyw sztucznych, przetwarzane są gorsze materiały, a na powierzchnie wnęki formy nakładane są powłoki powierzchniowe w celu zwiększenia połysku formy, odporności na rdzę i odporności na zużycie.
Czynniki wpływające na koszty formowania wtryskowego
Koszty form wtryskowych rzadko koncentrują się na informacjach związanych z produkcją wtryskową. Dla firmy wytwarzającej produkty nie chodzi tylko o zarabianie pieniędzy przez formę, ale o ostateczną rentowność produktu. W procesie produkcji form wtryskowych forma jest najważniejszym ogniwem, a stabilność produkcji form znajduje odzwierciedlenie w produkcji form wtryskowych.
Forma wtryskowa często wymaga demontażu w celu naprawy z powodu złamanych prętów wypychacza, zapadnięcia się formy, zanieczyszczenia olejem, rdzewienia, nieudanego wypychania, złamanych wkładek, spalonych suwaków, deformacji itp. Zwiększa to koszty konserwacji formy i koszty surowców do produkcji wtryskowej, koszty przestojów maszyn i inne ukryte koszty, które ostatecznie są przenoszone na produkt.
Wnioski
Zarządzanie kosztami form wtryskowych nie leży wyłącznie w gestii producentów form, ale wymaga również współpracy ze strony firm projektujących produkty i działów produkcji form wtryskowych w celu zminimalizowania kosztów form wtryskowych i zaprojektowania bardziej racjonalnych form wysokiej jakości. Rozsądne projektowanie części z tworzyw sztucznych, minimalne zmiany w projektach części z tworzyw sztucznych, zaawansowane projektowanie form i rozsądny dobór materiałów mogą znacznie obniżyć koszty form. Aby wytwarzać produkty wysokiej jakości, projektanci produktów, inżynierowie form i działy produkcji form wtryskowych muszą utrzymywać dobrą komunikację.











