
模具行业的制造商水平参差不齐,有设备非常先进的,也有设备非常简单的,它们在行业内共存。因此,采购人员经常会遇到不同工厂对同一项目的报价大相径庭的情况,这可能会让他们感到相当困惑!
如果您是注塑模具或委托注塑产品的买家,您可能会对以下内容最感兴趣:
- 如何管理注塑模具的采购?
- 如何选择最佳模具供应商?
- 如何购买质量好、价格合理的模具?
通过这篇文章,FirstMold 希望能够帮助更多的买家,对模具价格的构成要素进行简单的解释,使您能够选择最合适的模具制造商和报价。
注塑模具的成本构成
注塑模具成本分为显性成本和隐性成本。
显性部分指的是可见的直接成本,如材料成本、加工费、设计费、管理费、专利分配和利润。
根据经验,由明确成本构成的模具价格通常如下:
模具价格 = 材料成本 + 设计费 + 加工费 + 税费 + 测试费 + 包装和运输费 + 利润。通常的比例是
- 材料成本:材料和标准件占注塑模具总成本的 15% 至 30%。
- 加工费:20% 至 30%。
- 设计费:模具总成本的 10% 至 15%。
- 测试:对于大中型模具,制造商将其控制在 3% 以内。对于小型精密模具,则小于 5%。
- 包装和运输成本:制造商根据实际支出或 3% 计算。
- 税收: 15%.
- 利润:5% 至 15%。
隐性成本指的是在模具生产过程中不会出现的间接成本,但与模具日后投入批量生产时产生的成本有关。例如,模具的使用寿命会影响后续投资。
注塑模具制造的材料成本
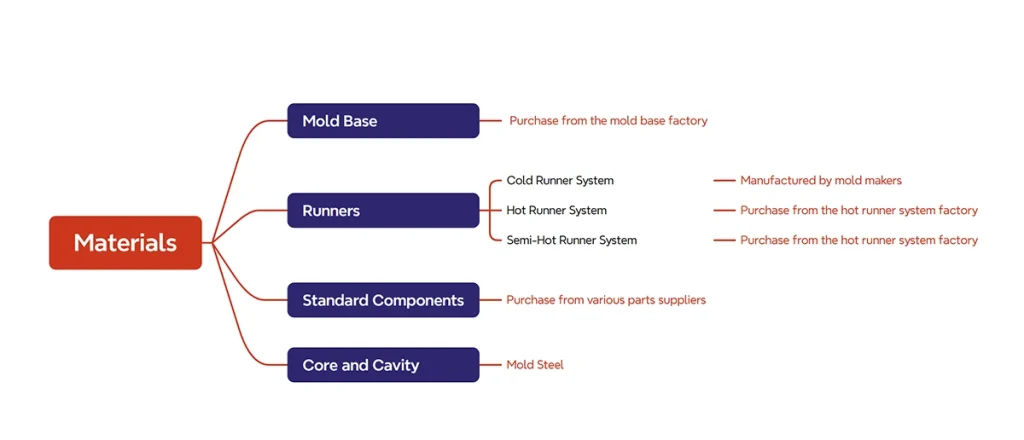
注塑模具的材料包括各种钢材和非金属材料。 模具工厂 直接购买。注塑模具的材料成本还取决于模具的结构。我们在 "注塑模具结构 "一文中详细介绍了模具的组成部分。从成本角度来看,我们将注塑模具分为四个部分:模架、流道、标准组件、 内核和空腔.
前三类由专业制造商提供,而型芯和型腔通常是模具制造商自己用购买的钢材制造的关键部件。
标准模座
模底成本约占材料总成本的 15-25%。
1.模座的成本主要取决于制造商和品牌。
高品质的模胚制造商和品牌选择更优质的钢材,通过官方渠道直接向钢材制造商大批量采购,确保货真价实。相应地,他们的加工设备也是全球一线品牌设备,保证了加工精度和设计要求。最后,由于设计人才集中,专业人才多,人员成本也较高。因此,好厂家的模胚价格普遍高于小厂家。
当然,对于某些大批量生产的标准模具来说,规模效应意味着大型模座制造商在定价方面仍具有明显的竞争优势。不过,总体而言,一分钱一分货。
由于零件形状不同,相应的模具结构也各不相同。例如,带有 根切 或横向孔必须具有滑块结构,使用三板模具的内浇口模具比使用两板模具的外浇口模具更复杂,导致模座的生产成本更高。
2.加工精度和材料,其中精度是主要因素。
通常,标准模胚的加工精度为 0.03-0.05mm,而高精度模胚的加工精度为 0.005-0.01mm。不同的精度需要不同的底座设备,加工时间也会呈几何级数增长。简单地说,高精度模胚的成本可能是标准模胚的 2-3 倍。当然,高精度模胚是高精度模具的基础。它们能确保高尺寸稳定性、高直接通过率、稳定的运行以及相对较低的成型缺陷成本。
热流道系统
模具中的流道通常分为 冷跑道、热跑道, 或半热流道。一般来说,只有热流道需要从外部购买,而其他类型的流道通常是在模具厂内部制造的。.
在带有热流道的模具中,流道成本通常占模具总材料成本的 40 至 50%。
热流道分为两种类型:浇口和阀浇口。
在生产中,热流道的成本大多根据热流道喷嘴的数量来计算。在业内,国际知名品牌(如赫斯基和 Mold-Masters)的热流道喷嘴价格通常在每个 $2,000 到 $4,000 之间,具体取决于设计和应用。
此外,不应忘记另一个重要的成本组成部分,即温度控制系统。不过,许多温度控制系统是可以互换的,而且大型注塑工厂都有自己投资的设备,因此注塑工厂的报价中不一定包括这笔费用。
模板、型芯和型腔
模板、型芯和型腔通常由模具厂使用采购的材料制造。我们先来讨论一下这些部件的钢材采购成本。
模具钢
常见的模具钢品牌包括瑞典的 ASSAB、奥地利的 Böhler 和日本的 Daido Steel。此外,德国、法国和美国也有许多常用钢材。
市场上的钢材质量参差不齐。与大型钢厂生产的质量稳定的钢材不同,许多小型钢厂生产的钢材重量不足,质量不稳定,硫、磷、氮等杂质含量较高,可能导致许多质量问题。此外,许多贸易商甚至将小钢厂的产品贴上与大钢厂产品不符的标签,然后在市场上销售。这就造成了巨大的价格差异。
因此,模具制造商的采购人员需要具备区分不同钢材的能力,最好能与主要钢厂建立直接联系,以了解最新的行业价格信息。
钢材的选择直接影响模具的使用寿命。
根据钢材质量,注塑模具可分为A 级(超过 300 万次注塑)、B 级(超过 100 万次注塑)、C 级(超过 50 万次注塑)和 D 级(少于 50 万次注塑)。
模具的保修周期越长,模具的价格就越高。模具制造商需要根据保修周期、成型塑料的特性、成型零件的形状和模具结构来选择不同类型的模具钢。这些因素包括耐磨性、耐化学腐蚀性等。因此,注塑模具所需的注塑周期越长,价格就越高。
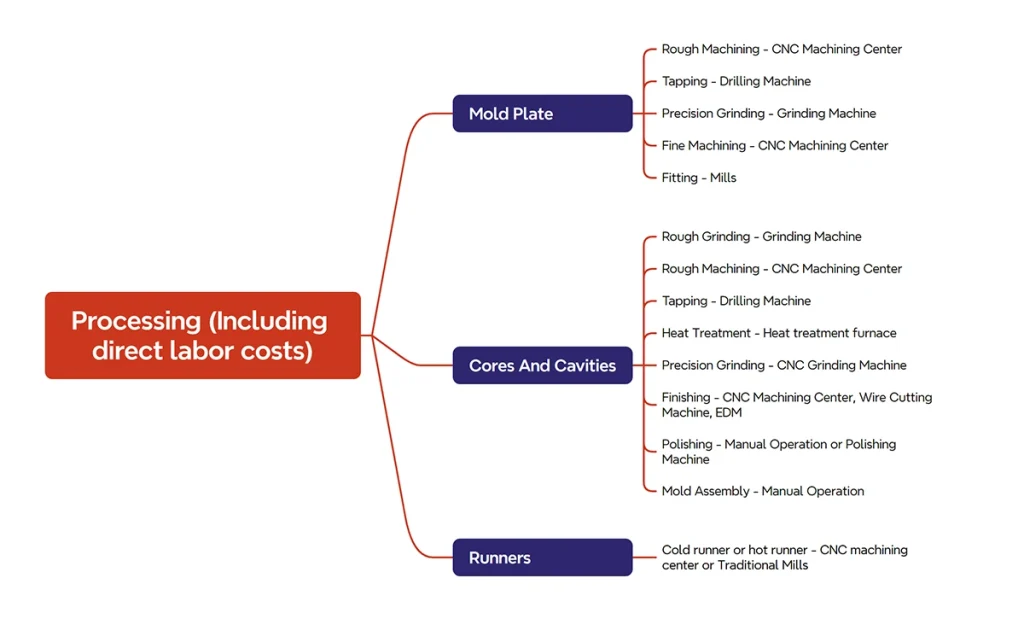
处理程序
主要程序包括制造模板、模芯、模腔和流道板。根据模具类型和精度要求的不同,所需的设备和工时也各不相同。
加工步骤对工作量的影响在很大程度上受模具设计的影响。
首先,成型零件的形状会影响工作量。例如,带有凹槽或横向孔的模具需要滑块结构,这就使设计复杂化,增加了工作量。同样,带有齿轮和齿条旋转顶出结构的螺纹盖模具比带有简单顶出结构的模具更复杂,因此成本也更高。
其次,同一成型零件的不同设计会导致结构上的差异,从而影响加工工作量。因此,一流的模具厂往往拥有更合理、更优化的模具结构方案。由经验丰富、技术精湛的模具工程师对模具结构的合理性进行审核,是各大公司的通行做法,这对采购人员非常有帮助。
模板加工步骤
- 模具板的粗加工
- 水管钻孔和攻丝
- 精密打磨 模板的
- 精细加工
- 装配工艺(通风、油槽等)
型腔和型芯加工步骤:
- 粗磨
- 粗加工
- 钻螺钉孔
- 热处理(通常外包)
- 精密打磨
- 精细加工
- 龋齿抛光
- 装配
不同工艺阶段使用不同类型的设备
另一方面,加工费与设备的折旧和使用率密切相关,而设备的折旧和使用率又与所使用设备的品牌和型号直接相关。
来自德国、瑞士、意大利和日本等先进制造国家的模具加工设备通常价格昂贵。请查看 数控机床.
在同一品牌下,由于制造精度和速度的不同,普通机型与较好机型之间、普通工业级与超精密级之间的价格差距会很大。完成相同工序的机器,价格差距从 7 000-8 000 美元到 300 000-4 000 000 美元不等。因此,采购人员应充分了解基本模具加工设备的品牌和型号。
不同的设备产生不同的成本
类似设备的精度越高,投资成本就越高,劳动力成本也就越高。不过,这取决于在设计阶段确认的精度要求,以避免规格过高。
更高的加工精度需要更长的工作时间,因此增加了总成本
在实际操作中,可以根据设计,事先与模具制造商就各类设备的人工成本进行协商,在开发开始前就商定所需的工时,并确定模具的加工成本。
劳动力成本
这里指的是间接费用(直接机器操作员的费用一般包括在加工费中),主要是设计费,通常占模具总成本的 5% 至 10%。
模具设计在产品设计完成后开始,包括以下内容:
- 模具结构设计:这包括分析客户要求(产品可行性分析、生产能力要求)、模流分析、流道分析、水路设计、分型面设计等。
- 创建 2D/3D 图纸:根据设计规格绘制详细的二维和三维模具图。
- 模具可行性分析:评估实施模具设计的可行性。
设计费对于确保模具满足所有要求和规格(包括功能性)至关重要、 工艺性和效率。这些费用包括模具设计师为满足客户项目需求而开发精确有效的模具设计所需的专业知识和时间。
管理费用
公司运营中的管理费用种类繁多,包括员工工资、折旧、办公费用等。这些费用在某种程度上被分摊到模具成本中。
不过,在日常运作中,管理费的计算一般不以详细的财务项目为基础。这种方法避免了过于复杂的计算,不利于直接计算。此外,许多详细项目可能被视为公司机密业务的一部分,不适合公开披露。因此,通常的做法是根据上一年的管理费用总额除以主营业务收入总额计算出一个百分比,并以此百分比进行定价。
例如如果 2023 年的管理费用总额为 1000 万,主营业务收入总额为 1 亿,那么该年的管理费用将按 10% 计算。
利润
利润通常按照双方事先商定的比例计算。
为了促进公司的发展,建立双方长期、健康、可持续的合作伙伴关系,FirstMold 有一个微薄的愿望:确保行业内的正常利润率,防止恶性竞争。希望在确保模具公司正常利润的前提下,通过探索材料、技术、工艺和效率方面的机会来确定定价。
在旨在降低注塑模具成本的项目中,使用科学方法识别和消除不必要的损失和浪费非常重要。积极研究和实施创新技术和工艺以提高生产效率也至关重要。此外,采用精益生产管理以及 6S 和 5S 等方法,可以有效减少工时浪费,最大限度地减少机器停机时间。
随着智能制造新时代的到来,我们应积极参与并利用人工智能新技术来降低劳动力成本。
科学降低注塑模具成本
影响注塑模具成本的主要因素之一是塑料零件设计是否合理。产品设计师不仅要考虑塑料零件的功能,还要考虑塑料加工和后续装配的可行性,以及零件的成本。
下面是一些经典案例:
1.塑料零件圆角设计对注塑模具成本的影响
在试模过程中,一个由 LCP 材料制成的小型卡盖塑料零件在经过几十个原型后,经常会在卡扣位置断裂,导致试模中断。模具装配人员经常不得不拆卸模具来清理破损的卡扣。
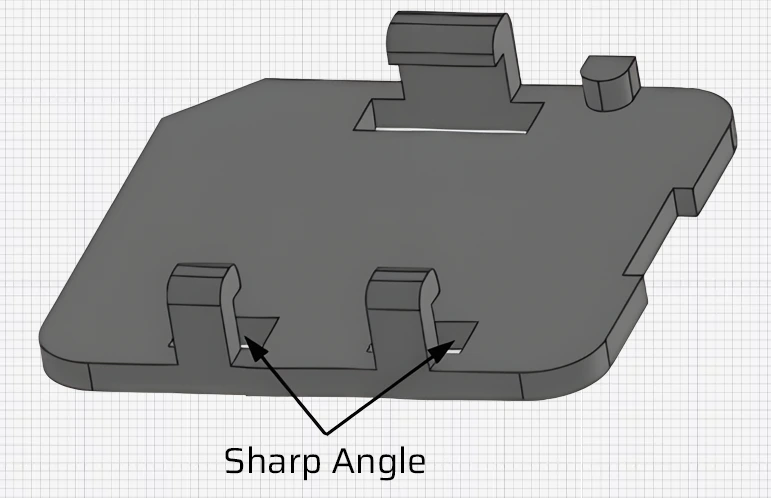
卡扣断裂的主要原因是注塑成型过程中卡扣处的应力集中,以及注塑成型时间不足。 吃水角 在卡合的两侧。仅从模具方面通过反复抛光来解决这一问题并不能从根本上解决问题。反复试模增加了试模成本,也增加了模具抛光和装配的工作量,从而增加了制造成本。
在模具加工中,圆角或拐角需要放电加工(EDM)来满足塑料零件的形状要求。在转角位置设计合理的圆角可以减少放电加工操作和相关材料成本,从而大大节省模具加工成本和时间。
2.塑料零件壁厚对注塑模具成本的影响
塑料零件的壁厚会间接影响注塑模具的成本,本文将从两个方面进行分析:
1) 壁太薄会导致 短枪导致生产不稳定,并增加了模具成本中的试模成本。
2) 壁太厚会导致 沉痕 和不同程度的变形。为了解决这些问题,需要增加注塑成型周期中的冷却时间,以减少这些缺陷。
案例 1:壁厚太薄对注塑模具成本的影响。
下图所示为一个薄壁环形塑料零件,中间螺纹处的壁厚为 0.25 毫米,上圆为 0.6 毫米,下圆为 0.4 毫米。该模具在下圆边缘使用了一个大浇口。该模具经过了十余次试模,其中最棘手的问题是螺纹处的焊缝因通风不足而造成缺陷。
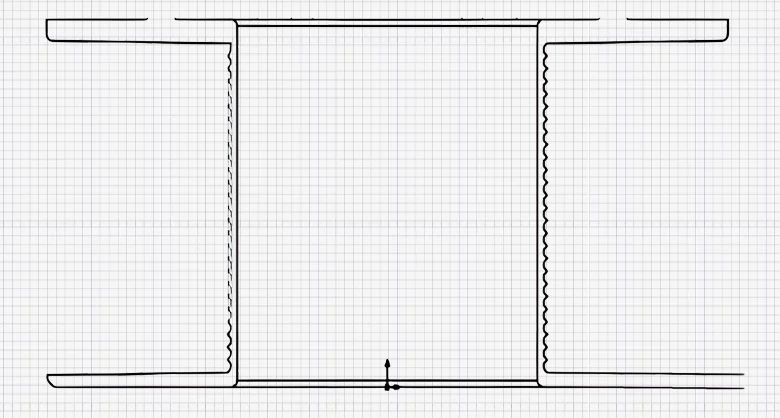
由于螺纹处壁厚较薄,冷却速度快,材料的最终流动在螺纹位置结束。从开发部门的结构分析来看,没有任何问题。从生产角度来看,壁厚设计得过薄,增加了试运行次数,但问题并没有得到解决。最后,在不改变蓝图尺寸的情况下,对公差进行了分析,在壁厚上增加了额外的材料,使其达到公差上限,并调整了模具尺寸以解决填充问题。
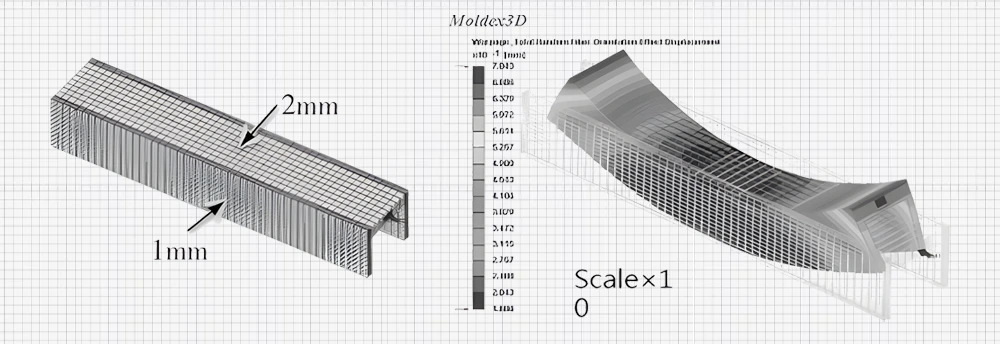
案例 2:壁厚不均对注塑模具成本的影响。
如下图所示,零件的顶壁厚度为 2 毫米,而侧壁仅为 1 毫米。模流分析证实了变形趋势和变形量,即向较厚部分变形的趋势。因此,在塑件的开发和设计阶段,应考虑壁厚的均匀性,以减少变形量。
在模具一侧,可通过改变浇口的大小或位置来调整塑件,不断验证最佳变形量或增加变形量。 装置 以纠正变形。这就增加了试模和辅助工具的成本,以及生产操作人员的劳动强度。
在注塑生产中,增加成型周期中的冷却时间可以减少变形,但这只是治标不治本的办法,并不能完全解决变形问题。将问题无形中转嫁到下一道工序,增加了模具调整次数,延长了注塑成型周期,降低了生产效率,提高了生产成本,这是不可取的。
影响注塑模具成本的模具因素
1.模具设计的合理性
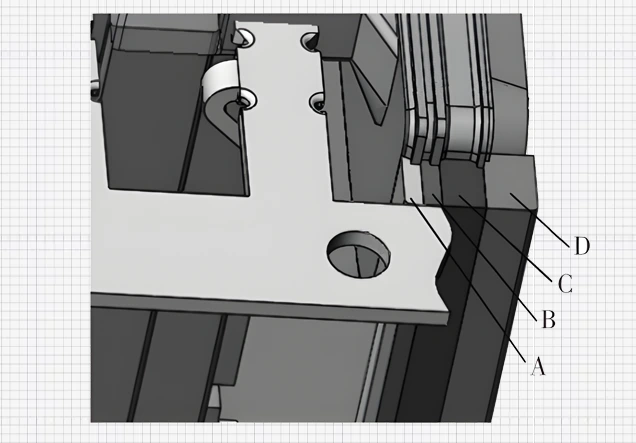
模具设计师的经验和技术水平各不相同。要解决设计过程中的问题,最有效的方法是对塑料零件和模具进行审查。
如图所示,由于塑料件上有多个插槽,这些插槽由四种类型组成 嵌件 A、B、C、D,其中最小的刀片 A 尺寸为 45×0.6×65mm。从镶件的设计尺寸来看,这四种镶件都属于薄镶件。试模后发现,无论如何调整成型工艺参数,都无法控制镶件位置的飞边(毛刺)。在塑件飞边(毛刺)问题上,反复的模具调整、模具拆卸和重新组装以及试模无形中增加了模具组装的人力成本和试模成本,问题始终得不到解决。在将四个镶件重新设计为两个镶件后,模具飞边问题得到了明显改善。
另一种情况是设计浪费。出于市场开发或实验需要,一些新开发的塑料零件只需要 2 000 件,而模具寿命为 5 000 件就足够了。在这种情况下,将模具的寿命设计为 100,000 次循环是过度的,构成了设计浪费。
2.购买标准部件
推广模具标准件主要是为了缩短模具制造时间,降低模具加工成本,实现高性价比。目前,模具标准件的供应商很多。如果受低价诱惑而匆忙购买,损失最大的是模具公司和模具用户,而不是供应商。
为降低注塑模具成本,在模具设计过程中应尽量使用标准件。最好是规格能符合多个供应商的标准,这样可以比较多个供应商的价格,扩大选择空间,有助于降低注塑模具成本。
3.减少试模次数
模具公司根据从接到订单到模具合格出厂的天数计算模具加工费。如果模具需要多次试模才能交付使用,不仅要按照合同进行处罚,而且模具在工厂停留的时间越长,加工费和试模成本就越高。因此,多次试模或无法控制的试模是注塑模具成本控制的一大盲点。
多次试模的原因包括
1) 模具设计未经团队全面审查,导致结构不合理,试模后需要多次修正;
2) 模具设计很好,但模具加工不充分,导致试模和模具成本不必要地增加;
3) 在试验过程中没有选择最佳的注塑工艺和注塑机,导致模具制作精良,但注塑件效果不佳;
4) 对塑料的物理性质了解不够,选择不正确。 收缩率导致反复校正模具。
4.模具材料
大型空调外观部件或 透明部件 需要大量的模具材料,而模具材料的成本在模具价格中占有相当大的比例。选用不锈钢作为模具材料,材料成本高,模具单价高,失去竞争优势。选用劣质模具钢会导致表面抛光和耐磨性不足,塑料零件无法满足客户要求。为了降低模具成本,同时满足客户对塑料零件表面高光泽的要求,可对劣质材料进行加工,并对模具型腔表面进行表面涂层处理,以提高模具的光泽度、防锈性和耐磨性。.
注塑生产中影响模具成本的因素
注塑模具成本很少关注与注塑生产相关的信息。对于生产产品的企业来说,不仅仅是模具赚钱,更重要的是产品的最终利润。在注塑生产过程中,模具是最关键的环节,模具生产的稳定性体现在注塑生产中。
由于顶杆断裂、模具坍塌、油污、生锈、顶出不成功、镶件破损、滑块烧毁、变形等原因,模具经常需要拆卸维修。这就增加了模具维护成本和注塑生产的原材料成本、机器停机成本以及其他隐性成本,而这些成本最终都会转嫁到产品上。
结论
注塑模具成本管理不只是模具制造商的责任,还需要产品设计公司和注塑生产部门的合作,最大限度地降低注塑模具成本,设计出更合理、更优质的模具。合理的塑料零件设计、尽量减少对塑料零件设计的改动、先进的模具设计和合理的材料选择都能大大降低模具成本。为了生产出高质量的产品,产品设计师、模具工程师和注塑模具生产部门需要保持良好的沟通。











