
A indústria de moldes tem vários níveis de fabricantes, desde os que têm equipamento muito sofisticado até aos que têm configurações bastante rudimentares, todos coexistindo na indústria. Consequentemente, o pessoal de compras depara-se frequentemente com orçamentos muito diferentes para o mesmo projeto, provenientes de fábricas diferentes, o que pode ser bastante confuso!
Se é um comprador de moldes de injeção ou de produtos moldados por injeção por encomenda, poderá estar mais interessado em:
- Como gerir a aquisição de moldes de injeção?
- Como escolher o melhor fornecedor de moldes?
- Como comprar moldes de boa qualidade e a preços razoáveis?
Através deste artigo, a FirstMold pretende ajudar mais compradores, fornecendo uma explicação simples dos componentes do preço do molde, permitindo-lhe escolher o fabricante de moldes e a cotação mais adequados.
Composição dos custos dos moldes de injeção
Os custos do molde de injeção dividem-se em partes explícitas e implícitas.
A parte explícita refere-se aos custos directos que são visíveis, tais como custos de material, taxas de processamento, taxas de conceção, taxas de gestão, atribuições de patentes e lucros.
Com base na experiência, os preços dos moldes que consistem em componentes de custo explícito são normalmente os seguintes
Preço do molde = Custos dos materiais + Custos de conceção + Taxas de processamento + Impostos + Taxas de ensaio + Custos de embalagem e transporte + Lucro. As proporções habituais são:
- Custos de material: Os materiais e as peças normalizadas constituem 15% a 30% do custo total do molde de injeção.
- Taxas de processamento: 20% a 30%.
- Taxas de conceção: 10% a 15% do custo total do molde.
- Ensaios: Para moldes de grande e média dimensão, os fabricantes controlam-no dentro de 3%. Para moldes de pequena precisão, será inferior a 5%.
- Custos de embalagem e transporte: Os fabricantes calculam-no de acordo com as despesas efectivas ou em 3%.
- Impostos: 15%.
- Lucro: 5% a 15%.
A parte implícita refere-se aos custos indirectos que não aparecem durante a produção do molde, mas que estão relacionados com os custos incorridos quando o molde é posteriormente colocado em produção em massa. Por exemplo, o tempo de vida de um molde pode afetar os investimentos subsequentes.
Custos de material no fabrico de moldes de injeção
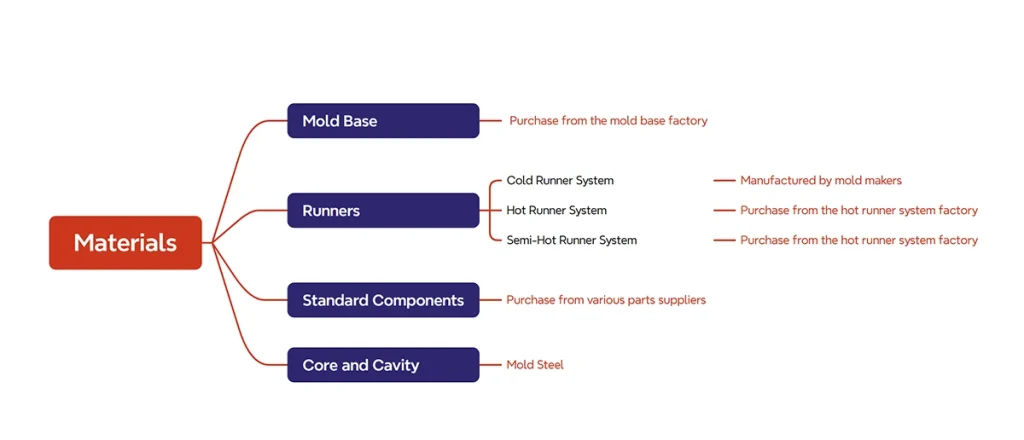
Os materiais para moldes de injeção incluem vários tipos de aço e materiais não metálicos. Fábricas de moldes comprá-los diretamente. O custo do material de um molde de injeção também depende da estrutura do molde. Detalhamos os componentes de um molde no artigo "Estrutura do molde de injeção". Do ponto de vista do custo, dividimos o molde de injeção em quatro partes: a base do molde, as corrediças e os componentes padrão, núcleos e cavidades.
As primeiras três categorias são provenientes de fabricantes profissionais, enquanto que, normalmente, os núcleos e as cavidades são os componentes-chave que os fabricantes de moldes fabricam eles próprios a partir de aço adquirido.
Base de molde padrão
O custo da base do molde representa cerca de 15-25% do custo total do material.
1. O custo do porta-molde depende principalmente do fabricante e da marca.
Os fabricantes e marcas de porta-moldes de alta qualidade escolhem aço de melhor qualidade, assegurado por grandes volumes de compras diretamente aos fabricantes de aço através dos canais oficiais, garantindo materiais genuínos. Do mesmo modo, o seu equipamento de processamento é também equipamento de topo de marcas globais, garantindo a precisão da maquinação e os requisitos de design. Por último, devido ao facto de o talento em matéria de conceção estar concentrado e de existirem muitos profissionais, os custos de pessoal são também mais elevados. Assim, os preços dos porta-moldes de bons fabricantes são geralmente mais elevados do que os de fabricantes mais pequenos.
É claro que, para alguns moldes normalizados fabricados em grandes volumes, o efeito de escala significa que os grandes fabricantes de porta-moldes continuam a ter uma vantagem competitiva significativa em termos de preços. No entanto, de um modo geral, obtém-se aquilo que se paga.
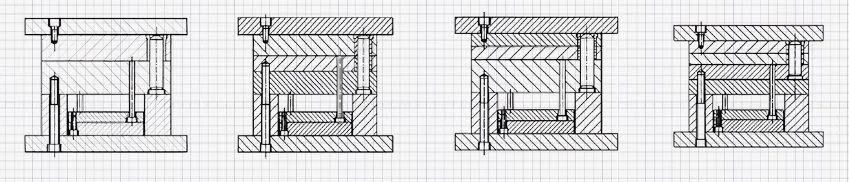
Devido às diferentes formas das peças, as estruturas de molde correspondentes também variam. Por exemplo, os moldes com cortes inferiores ou orifícios laterais devem ter uma estrutura deslizante, e os moldes com portas internas que utilizam moldes de três placas são mais complexos do que os que utilizam moldes de duas placas com portas externas, o que leva a custos de produção mais elevados para a base do molde.
2. Precisão de maquinagem e material, sendo a precisão o fator principal.
Normalmente, a precisão de maquinação das bases de moldes padrão é de 0,03-0,05 mm, enquanto a das bases de moldes de alta precisão é de 0,005-0,01 mm. Precisões diferentes requerem equipamento de base diferente, e o tempo de maquinação pode aumentar geometricamente. Simplificando, o custo dos porta-moldes de alta precisão pode ser 2-3 vezes superior ao dos moldes normais. Naturalmente, os porta-moldes de alta precisão são a base dos moldes de alta precisão. Asseguram uma elevada estabilidade dimensional, elevadas taxas de passagem direta, funcionamento estável e custos relativamente mais baixos de defeitos de moldagem.
Sistemas de canais quentes
Os corredores em moldes são tipicamente classificados em corredores frios, corredores quentes, ou semi-quentes. Geralmente, apenas os canais quentes têm de ser adquiridos externamente, enquanto os outros tipos são normalmente fabricados na própria fábrica de moldes.
Nos moldes com canais quentes, o custo dos canais representa frequentemente 40 a 50% do custo total do material do molde.
As canalizações a quente dividem-se em dois tipos: canalização do jito e canalização da válvula.
Na produção, o custo das câmaras quentes é maioritariamente calculado com base no número de bicos de câmara quente. No sector, as marcas líderes internacionais (como a Husky e a Mold-Masters) fixam normalmente o preço dos bicos de canal quente entre $2.000 e $4.000 cada, dependendo do design e da aplicação.
Além disso, não se deve esquecer outro componente de custo significativo, que é o sistema de controlo da temperatura. No entanto, muitos sistemas de controlo de temperatura são intercambiáveis e as grandes fábricas de moldagem por injeção têm o seu próprio equipamento investido, pelo que este custo pode não estar necessariamente incluído nos orçamentos das fábricas de moldagem por injeção.
Placas de molde, núcleos e cavidades
As placas, os núcleos e as cavidades são normalmente fabricados pelas fábricas de moldes utilizando materiais que compram. Vamos discutir primeiro o custo de aquisição do aço para estes componentes.
Aço para moldes
As marcas mais comuns de aço para moldes incluem a ASSAB da Suécia, a Böhler da Áustria e a Daido Steel do Japão. Existem também muitos tipos de aço frequentemente utilizados na Alemanha, em França e nos EUA.
A qualidade do aço no mercado varia significativamente. Ao contrário do aço de qualidade estável produzido pelas grandes siderurgias, muitas das pequenas siderurgias produzem aço de peso inferior e de qualidade instável, com níveis mais elevados de impurezas como o enxofre, o fósforo e o azoto, o que pode conduzir a numerosos problemas de qualidade. Além disso, muitos comerciantes chegam mesmo a rotular incorretamente os produtos das siderurgias mais pequenas para os igualar aos das grandes siderurgias, que são depois vendidos no mercado. Isto resulta em disparidades significativas de preços.
Por conseguinte, o pessoal de compras dos fabricantes de moldes tem de ter a capacidade de distinguir entre diferentes aços e, idealmente, estabelecer contactos directos com as principais siderurgias para se manter atualizado com as informações mais recentes sobre os preços da indústria.
A escolha do aço afecta diretamente a vida útil do molde.
Com base na qualidade do aço, os moldes de injeção podem ser classificados em: Grau A (mais de 3 milhões de ciclos de injeção), Grau B (mais de 1 milhão de ciclos de injeção), Grau C (mais de 500.000 ciclos de injeção) e Grau D (menos de 500.000 ciclos de injeção).
Quanto mais longa for a garantia do molde em termos do número de ciclos, mais elevado será o preço do molde. Os fabricantes de moldes têm de selecionar diferentes tipos de aço para moldes com base nos ciclos de garantia, nas propriedades do plástico a ser moldado, na forma das peças moldadas e na estrutura do molde. Estes factores incluem a resistência ao desgaste, a resistência à corrosão química, etc. Assim, quanto mais ciclos de injeção forem necessários para o molde de injeção, mais elevado será o preço.
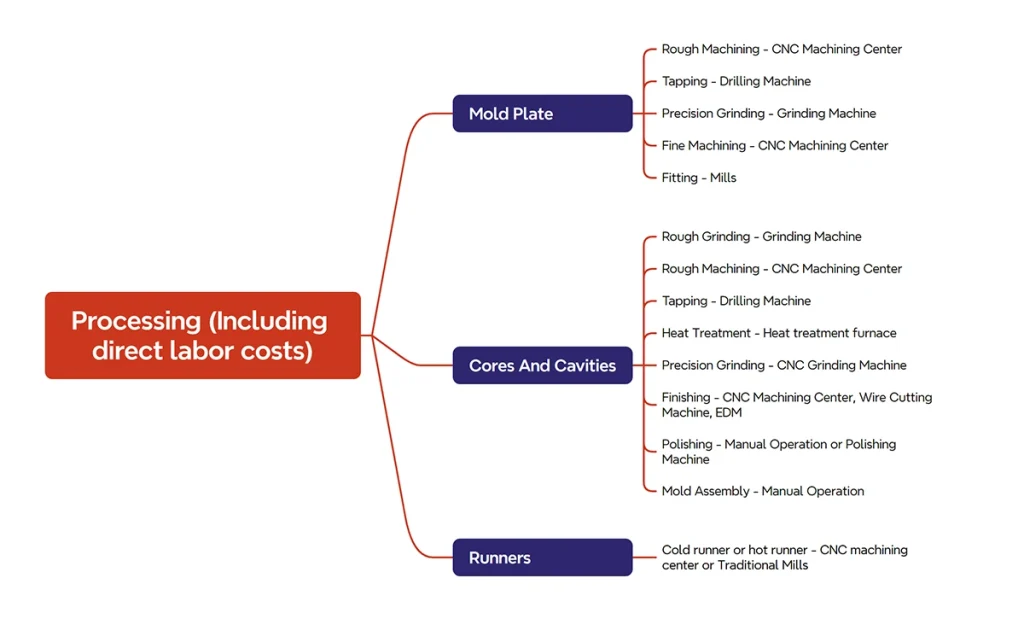
Procedimentos de processamento
Os procedimentos primários incluem o fabrico de placas de molde, núcleos de molde, cavidades de molde e placas de canais. Dependendo do tipo de molde e dos requisitos de precisão, o equipamento necessário e as horas de trabalho variam.
O impacto das etapas de processamento na carga de trabalho é grandemente influenciado pela conceção do molde.
Em primeiro lugar, a forma das peças moldadas afecta a carga de trabalho. Por exemplo, os moldes com cortes inferiores ou orifícios laterais requerem uma estrutura deslizante, o que complica o design e aumenta a carga de trabalho. Do mesmo modo, os moldes para tampas roscadas com uma estrutura de ejeção rotativa de engrenagem e cremalheira são mais complexos e, portanto, mais caros do que os moldes com uma estrutura de ejeção simples.
Em segundo lugar, diferentes projectos para as mesmas peças moldadas podem levar a variações na estrutura e, consequentemente, na carga de trabalho de processamento. Por isso, as fábricas de moldes de topo têm frequentemente soluções de estrutura de moldes mais racionais e optimizadas. É prática comum das grandes empresas ter engenheiros de moldes experientes e qualificados a analisar a racionalidade das estruturas dos moldes, o que é muito útil para o pessoal de aprovisionamento.
Etapas do processamento da placa de molde:
- Maquinação grosseira da placa do molde
- Perfuração de linhas de água e abertura de roscas
- Retificação de precisão da placa do molde
- Maquinação fina
- Processos de montagem (ventilação, ranhuras de óleo, etc.)
Etapas de processamento de cavidades e núcleos:
- Retificação em bruto
- Maquinação em bruto
- Perfuração de orifícios para parafusos
- Tratamento térmico (geralmente subcontratado)
- Retificação de precisão
- Maquinação fina
- Polimento de cavidades
- Montagem
As diferentes fases do processo utilizam diferentes tipos de equipamento
Por outro lado, as taxas de processamento estão intimamente relacionadas com a taxa de depreciação e de utilização do equipamento, que está diretamente relacionada com a marca e o modelo do equipamento utilizado.
O equipamento de processamento de moldes de países de fabrico avançado, como a Alemanha, Suíça, Itália e Japão, é geralmente caro. Por favor, verifique o Máquinas CNC.
Sob a mesma marca, devido às diferenças de precisão e velocidade de fabrico, a diferença de preço entre os modelos normais e os melhores, bem como entre a classe industrial comum e a classe de super precisão, pode ser substancial. A diferença de preço das máquinas que executam o mesmo processo pode variar entre 7 000-8 000 dólares e 300 000-4 000 000 dólares. Por isso, o pessoal de compras deve ter um bom conhecimento das marcas e modelos de equipamento básico de processamento de moldes.
Equipamentos diferentes implicam custos diferentes
Quanto maior for a precisão de um equipamento semelhante, maior será o custo de investimento e, consequentemente, maiores serão os custos de mão de obra. No entanto, isto depende dos requisitos de precisão confirmados durante a fase de projeto para evitar especificações excessivas.
Uma maior precisão de processamento requer mais horas de trabalho, aumentando assim o custo total
Na prática, é possível negociar antecipadamente os custos de mão de obra para vários tipos de equipamento com o fabricante do molde, com base no projeto, para chegar a acordo sobre as horas de trabalho necessárias e estabelecer os custos de processamento do molde antes do início do desenvolvimento.
Custos de mão de obra
Aqui, referimo-nos às despesas indirectas (as despesas directas dos operadores de máquinas estão geralmente incluídas nas taxas de processamento), principalmente as taxas de conceção, que normalmente representam 5% a 10% do custo total do molde.
A conceção do molde começa após a conclusão da conceção do produto e inclui o seguinte:
- Conceção da estrutura do molde: Isto envolve a análise dos requisitos do cliente (análise de viabilidade do produto, requisitos de capacidade de produção), análise do fluxo do molde, análise do canal, conceção da via navegável, conceção da superfície de separação, etc.
- Criação de desenhos 2D/3D: Criação de desenhos 2D e 3D pormenorizados do molde com base nas especificações do projeto.
- Análise de viabilidade do molde: Avaliar a viabilidade da implementação do projeto do molde.
As taxas de conceção são essenciais para garantir que o molde cumpre todos os requisitos e especificações, incluindo a funcionalidade, capacidade de fabricoe eficiência. Estes honorários cobrem a experiência e o tempo necessários para que os projectistas de moldes desenvolvam desenhos de moldes precisos e eficazes que satisfaçam as necessidades do projeto do cliente.
Custos de gestão
Os tipos de despesas de gestão nas operações de uma empresa são muito diversos, incluindo salários de empregados, depreciação, despesas de escritório e muito mais. Estes custos são de certa forma repartidos pelos custos do molde.
No entanto, nas operações diárias, o cálculo das comissões de gestão não é normalmente efectuado com base em rubricas financeiras pormenorizadas. Esta abordagem evita cálculos demasiado complicados que não são conducentes a uma computação direta. Além disso, muitos itens pormenorizados podem ser considerados parte das operações comerciais confidenciais da empresa e não são adequados para divulgação pública. Por conseguinte, uma prática comum consiste em calcular uma percentagem com base no total das despesas de gestão do ano anterior dividido pelo total das principais receitas de exploração, sendo esta percentagem utilizada para a fixação do preço.
Por exemplo: Se, em 2023, o total das despesas de gestão fosse de 10 milhões e o total das principais receitas de exploração fosse de 100 milhões, então os custos de gestão para esse ano seriam calculados em 10%.
Lucro
O lucro é normalmente calculado de acordo com uma proporção previamente acordada por ambas as partes.
Com o objetivo de promover o desenvolvimento da empresa e estabelecer uma parceria a longo prazo, saudável e sustentável entre ambas as partes, a FirstMold tem um desejo modesto: assegurar uma margem de lucro normal no sector e evitar uma concorrência desleal. O objetivo é determinar os preços através da exploração de oportunidades em materiais, tecnologia, processos e eficiência, assegurando simultaneamente os lucros normais da empresa de moldes.
Nos projectos destinados a reduzir os custos dos moldes de injeção, é importante utilizar métodos científicos para identificar e eliminar perdas e desperdícios desnecessários. É também crucial pesquisar e implementar ativamente tecnologias e processos inovadores para aumentar a eficiência da produção. Além disso, a utilização de uma gestão de produção optimizada e de métodos como o 6S e o 5S pode reduzir eficazmente o desperdício de horas de trabalho e minimizar o tempo de inatividade das máquinas.
Com o advento da nova era do fabrico inteligente, devemos participar ativamente e utilizar as novas tecnologias de inteligência artificial para reduzir os custos laborais.
Reduzir cientificamente os custos dos moldes de injeção
Um dos principais factores que afectam os custos dos moldes de injeção é a racionalidade da conceção das peças de plástico. Os projectistas de produtos devem ter em conta não só a funcionalidade das peças de plástico, mas também a viabilidade do processo de plástico e da montagem subsequente, bem como o custo das peças.
Eis alguns casos clássicos:
1. O Impacto da Conceção de Filetes de Peças Plásticas nos Custos do Molde de Injeção
Uma pequena peça de plástico da tampa do cartão feita de material LCP partia-se frequentemente no local de encaixe após várias dezenas de protótipos durante o processo de moldagem de ensaio, causando interrupções no ensaio. A equipa de montagem do molde tinha frequentemente de desmontar o molde para limpar os encaixes partidos.
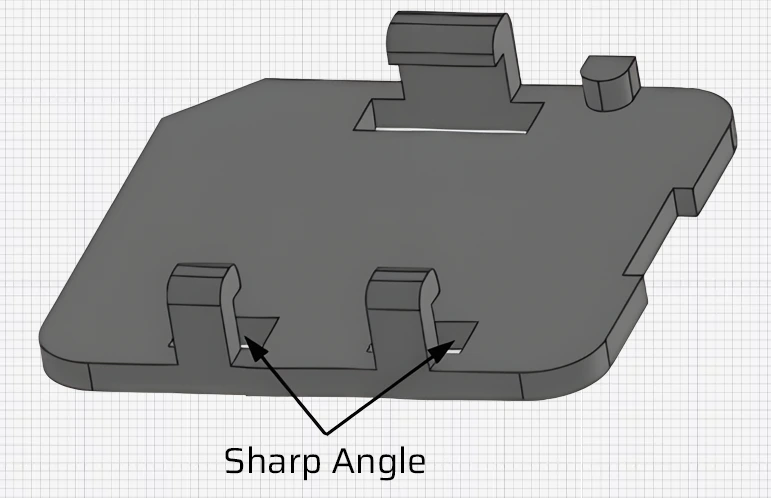
A principal razão para a quebra do encaixe é a concentração de tensões no encaixe durante a moldagem por injeção e a insuficiência de ângulo de inclinação nos lados do encaixe. A simples resolução deste problema do lado do molde através de polimentos repetidos não resolve a causa principal. As repetidas moldagens de ensaio aumentam o custo do ensaio e a carga de trabalho para o polimento e montagem do molde, aumentando assim o custo de fabrico.
No processamento de moldes, os filetes ou cantos necessitam de EDM (Electrical Discharge Machining) para se adaptarem à forma das peças de plástico. A conceção de filetes razoáveis nas posições dos cantos pode reduzir as operações de EDM e os custos de material relacionados, poupando significativamente nos custos e no tempo de processamento do molde.
2. O Impacto da Espessura da Parede da Peça Plástica nos Custos do Molde de Injeção
A espessura da parede das peças de plástico afecta indiretamente os custos do molde de injeção e é analisada sob dois aspectos:
1) Paredes demasiado finas podem causar tiros curtostornando a produção instável e aumentando os custos de moldagem experimental dentro do custo do molde.
2) Paredes demasiado espessas podem levar a marcas de afundamento e diferentes graus de deformação nas peças. Para resolver estes problemas, o tempo de arrefecimento no ciclo de moldagem por injeção é aumentado para reduzir estes defeitos.
Caso 1: O impacto de uma espessura de parede demasiado fina nos custos do molde de injeção.
A imagem abaixo mostra uma peça de plástico anular de parede fina em que a espessura da parede na rosca no meio é de 0,25 mm, o círculo superior é de 0,6 mm e o círculo inferior é de 0,4 mm. O molde utiliza um grande portão na extremidade do círculo inferior. O molde foi submetido a mais de dez ensaios, sendo o problema mais difícil as linhas de soldadura na rosca devido a uma ventilação inadequada, causando peças defeituosas.
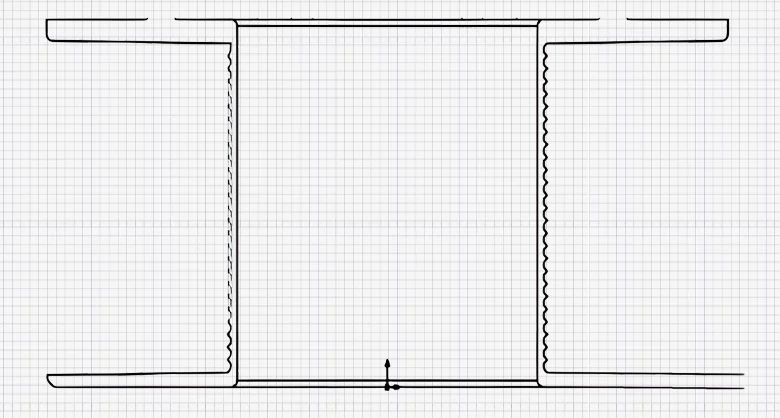
Devido à espessura fina da parede na rosca, que arrefece rapidamente, o fluxo final do material termina na posição da rosca. Numa análise estrutural efectuada pelo departamento de desenvolvimento, não houve problemas. Do ponto de vista da produção, a espessura da parede foi concebida demasiado fina, aumentando o número de ensaios sem resolver o problema. Finalmente, sem alterar as dimensões do projeto, as tolerâncias foram analisadas, foi adicionado material extra à espessura da parede para a colocar no limite superior de tolerância e as dimensões do molde foram ajustadas para resolver o problema do enchimento.
Caso 2: O impacto da espessura irregular da parede nos custos do molde de injeção.
Como mostra a imagem abaixo, a espessura da parede superior da peça é de 2 mm, enquanto a parede lateral é de apenas 1 mm. A análise do fluxo do molde confirma a tendência e a quantidade de deformação, que tende a deformar-se na direção da secção mais espessa. Por conseguinte, durante a fase de desenvolvimento e conceção da peça de plástico, a uniformidade da espessura da parede deve ser considerada para reduzir a quantidade de deformação.
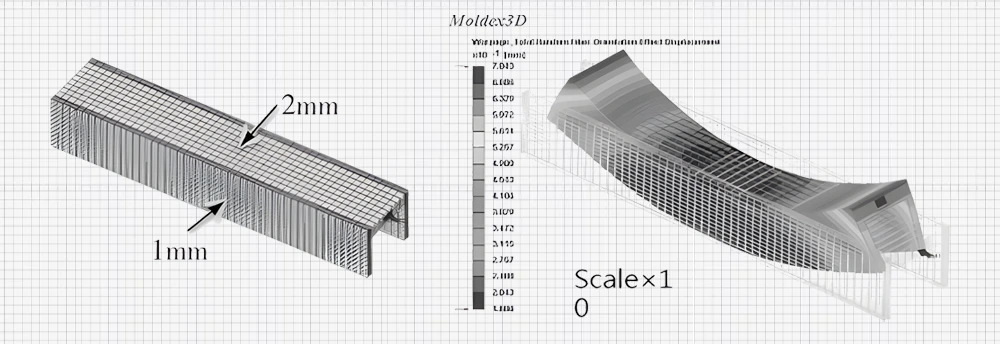
No lado do molde, a peça de plástico pode ser ajustada alterando o tamanho ou a posição da porta, verificando continuamente a quantidade ideal de deformação ou adicionando mais equipamentos para corrigir a deformação. Este facto aumenta o custo da moldagem experimental e das ferramentas auxiliares, bem como a intensidade de trabalho dos operadores de produção.
Na produção de moldagem por injeção, aumentar o tempo de arrefecimento no ciclo de moldagem pode reduzir a deformação, mas esta é uma solução sintomática e não resolve totalmente os problemas de deformação. Passar o problema para o processo seguinte de forma invisível aumenta o número de ajustes do molde, prolonga o ciclo de moldagem por injeção, reduz a eficiência da produção e aumenta os custos de produção, o que não é aconselhável.
Factores do molde que afectam os custos do molde de injeção
1. Razoabilidade do projeto do molde
Os projectistas de moldes variam em termos de experiência e nível de competências. Para resolver problemas durante o processo de conceção, o método mais eficaz é efetuar revisões das peças de plástico e dos moldes.
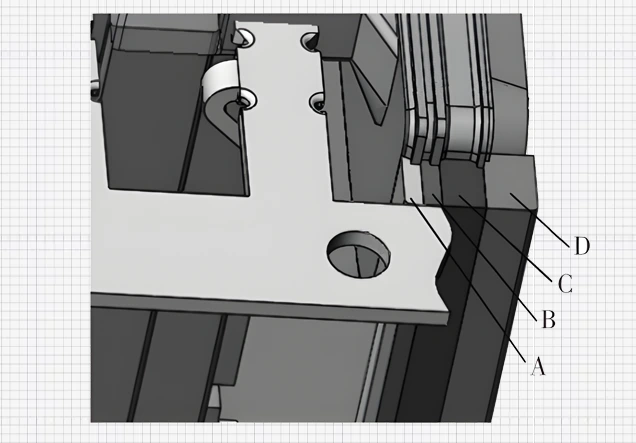
Como mostra a figura, devido a várias ranhuras na peça de plástico, as ranhuras são constituídas por quatro tipos de inserções A, B, C, D, com a pastilha mais pequena A a medir 45×0,6×65 mm. A partir das dimensões de projeto das pastilhas, todas as quatro pertencem a pastilhas finas. Após a moldagem experimental, verificou-se que, independentemente do ajuste dos parâmetros do processo de moldagem, era impossível controlar as rebarbas nos locais das pastilhas. Relativamente ao problema das rebarbas nas peças de plástico, os repetidos ajustes do molde, a desmontagem e a remontagem do molde e as moldagens experimentais aumentaram invisivelmente os custos de mão de obra para a montagem do molde e os custos experimentais, e o problema permaneceu sem solução. Depois de redesenhar os quatro insertos em dois, a rebarba do molde melhorou significativamente.
Outro cenário é o desperdício de design. Para o desenvolvimento do mercado ou para necessidades experimentais, algumas peças de plástico recém-desenvolvidas necessitam apenas de 2.000 peças, e uma vida útil do molde de 5.000 peças seria suficiente. Nestes casos, projetar um molde para uma vida útil de 100.000 ciclos é excessivo e constitui um desperdício de conceção.
2. Aquisição de peças normalizadas
A promoção de peças normalizadas para moldes tem como principal objetivo encurtar o tempo de fabrico do molde e reduzir os custos de processamento do molde, obtendo resultados rentáveis. Atualmente, existem muitos fornecedores de peças normalizadas para moldes. Se alguém for tentado pelos preços baixos e fizer compras precipitadas, são as empresas de moldes e os utilizadores de moldes que sofrem as maiores perdas, não os fornecedores.
Para reduzir os custos do molde de injeção, as peças normalizadas devem ser utilizadas tanto quanto possível durante a conceção do molde. É preferível que as especificações possam cumprir as normas de vários fornecedores, permitindo a comparação de preços entre vários fornecedores, alargando o espaço de seleção e ajudando a reduzir os custos do molde de injeção.
3. Reduzir o número de moldes de ensaio
As empresas de moldes calculam as taxas de processamento dos moldes com base no número de dias desde a receção da encomenda até ao momento em que o molde é qualificado e sai da fábrica. Se um molde necessitar de várias moldagens de ensaio antes de poder ser entregue para utilização, não só são impostas penalizações de acordo com o contrato, como também quanto mais tempo o molde permanecer na fábrica, mais taxas de processamento e custos de ensaio se acumulam. Assim, os moldes de ensaio múltiplos ou incontroláveis são um ponto cego significativo no controlo dos custos dos moldes de injeção.
As razões para as molduras de ensaio múltiplas incluem:
1) O desenho do molde não foi cuidadosamente revisto por uma equipa, levando a estruturas pouco razoáveis que requerem múltiplas correcções após moldes de ensaio;
2) O projeto do molde era bom, mas o processamento do molde era inadequado, levando a aumentos desnecessários nos moldes de ensaio e nos custos do molde;
3) O melhor processo de moldagem e a melhor máquina de injeção não foram seleccionados durante o ensaio, o que resultou num molde bem feito, mas em peças moldadas por injeção abaixo do ideal;
4) Conhecimento insuficiente das propriedades físicas do plástico e seleção incorrecta de taxas de retração, provocando repetidas correcções do molde.
4. Materiais do molde
Peças de aparência de grandes aparelhos de ar condicionado ou peças transparentes requerem muito material de molde, e o custo dos materiais de molde representa uma proporção significativa do preço do molde. A escolha do aço inoxidável como material de molde faz com que os custos do material sejam elevados e o preço unitário do molde seja alto, eliminando a vantagem competitiva. A escolha de aço de molde inferior resulta num polimento de superfície e resistência ao desgaste inadequados, e as peças de plástico não cumprem os requisitos do cliente. Para reduzir os custos do molde e, ao mesmo tempo, satisfazer as exigências dos clientes relativamente ao elevado brilho das superfícies das peças de plástico, são processados materiais de qualidade inferior e são aplicados tratamentos de revestimento das superfícies da cavidade do molde para melhorar o brilho, a resistência à ferrugem e a resistência ao desgaste do molde.
Factores na produção de moldes de injeção que afectam os custos dos moldes
Os custos dos moldes de injeção raramente se centram em informações relacionadas com a produção de moldes de injeção. Para uma empresa que produz produtos, não se trata apenas de o molde ganhar dinheiro, mas da rentabilidade final do produto. No processo de produção de moldes de injeção, o molde é o elo mais importante, e a estabilidade da produção de moldes reflecte-se na produção de moldes de injeção.
Muitas vezes, um molde tem de ser desmontado para ser reparado devido a hastes ejectoras partidas, colapso do molde, contaminação por óleo, ferrugem, ejeção mal sucedida, inserções partidas, corrediças queimadas, deformação, etc. Isto aumenta os custos de manutenção do molde e os custos das matérias-primas de produção de moldagem por injeção, os custos de inatividade da máquina e outros custos ocultos, que acabam por ser transferidos para o produto.
Conclusão
A gestão dos custos dos moldes de injeção não é apenas da responsabilidade dos fabricantes de moldes, mas requer também a cooperação das empresas de conceção de produtos e dos departamentos de produção de moldagem por injeção para minimizar os custos dos moldes de injeção e conceber moldes mais racionais e de alta qualidade. Um design razoável das peças de plástico, alterações mínimas aos designs das peças de plástico, um design avançado dos moldes e uma seleção sensata dos materiais podem reduzir significativamente os custos dos moldes. Para produzir produtos de qualidade, os designers de produto, os engenheiros de moldes e os departamentos de produção de moldagem por injeção têm de manter uma boa comunicação.











