
Nel settore degli stampi coesistono vari livelli di produttori, da quelli con attrezzature molto sofisticate a quelli con allestimenti piuttosto rudimentali. Di conseguenza, il personale addetto agli acquisti si trova spesso di fronte a quotazioni molto diverse per lo stesso progetto da parte di fabbriche diverse, il che può essere fonte di confusione!
Se siete acquirenti di stampi a iniezione o di prodotti stampati a iniezione su commissione, potreste essere interessati a:
- Come gestire l'approvvigionamento di stampi a iniezione?
- Come scegliere il miglior fornitore di stampi?
- Come acquistare stampi di buona qualità e a prezzi ragionevoli?
Con questo articolo, FirstMold intende aiutare un maggior numero di acquirenti fornendo una semplice spiegazione dei componenti del prezzo degli stampi, consentendo di scegliere il produttore di stampi e il preventivo più adatto.
Composizione dei costi degli stampi a iniezione
I costi dello stampo a iniezione si dividono in parti esplicite e implicite.
La parte esplicita si riferisce ai costi diretti visibili, come i costi dei materiali, le spese di lavorazione, le spese di progettazione, le spese di gestione, le assegnazioni di brevetti e i profitti.
In base all'esperienza, i prezzi per gli stampi costituiti da componenti di costo esplicito sono in genere i seguenti:
Prezzo dello stampo = costi dei materiali + spese di progettazione + spese di lavorazione + tasse + spese di collaudo + costi di imballaggio e trasporto + profitto. Le proporzioni abituali sono:
- Costi dei materiali: I materiali e le parti standard costituiscono da 15% a 30% del costo totale dello stampo a iniezione.
- Spese di elaborazioneDa 20% a 30%.
- Tariffe di progettazione: 10% a 15% del costo totale dello stampo.
- Test: Per gli stampi di grandi e medie dimensioni, i produttori lo controllano entro 3%. Per gli stampi di precisione di piccole dimensioni, sarà inferiore a 5%.
- Costi di imballaggio e trasporto: I produttori lo calcolano in base alle spese effettive o al 3%.
- Tasse: 15%.
- Profitto: Da 5% a 15%.
La parte implicita si riferisce ai costi indiretti che non compaiono durante la produzione dello stampo, ma sono legati ai costi sostenuti quando lo stampo viene messo in produzione di massa in un secondo momento. Ad esempio, la durata di vita di uno stampo può influire sugli investimenti successivi.
Costi dei materiali nella produzione di stampi a iniezione
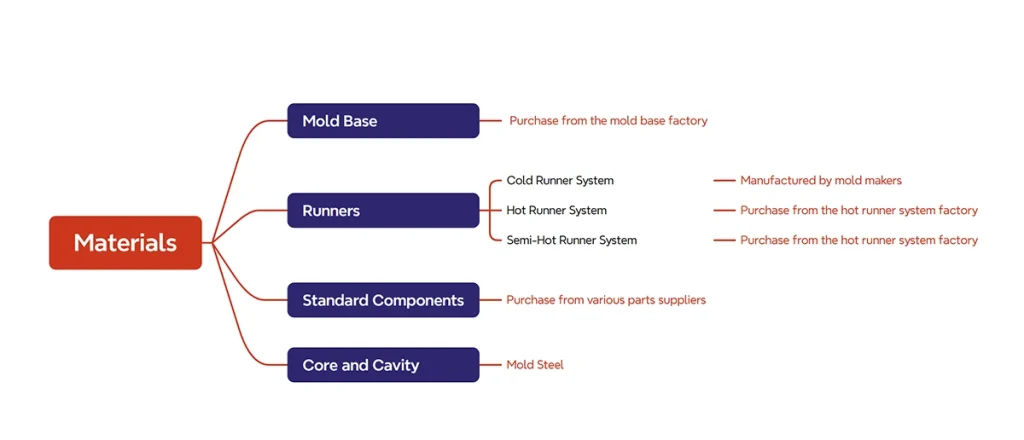
I materiali per gli stampi a iniezione comprendono vari tipi di acciaio e materiali non metallici. Fabbriche di stampi acquistarli direttamente. Il costo del materiale di uno stampo a iniezione dipende anche dalla struttura dello stampo. Abbiamo descritto in dettaglio i componenti di uno stampo nell'articolo "Struttura dello stampo a iniezione". Dal punto di vista dei costi, dividiamo lo stampo a iniezione in quattro parti: base dello stampo, guide e componenti standard, nuclei e cavità.
Le prime tre categorie provengono da produttori professionali, mentre in genere le anime e le cavità sono i componenti chiave che i produttori di stampi realizzano da soli a partire da acciaio acquistato.
Base stampo standard
Il costo della base dello stampo rappresenta circa 15-25% del costo totale del materiale.
1. Il costo della base dello stampo dipende principalmente dal produttore e dal marchio.
I produttori e i marchi di stampi di alta qualità scelgono acciai di migliore qualità, garantiti da grandi volumi di acquisti direttamente dai produttori di acciaio attraverso i canali ufficiali, assicurando materiali genuini. Di conseguenza, anche le loro attrezzature di lavorazione sono di alto livello e di marca globale, per garantire la precisione di lavorazione e i requisiti di progettazione. Infine, poiché il talento progettuale è concentrato e ci sono molti professionisti, anche i costi del personale sono più elevati. Di conseguenza, i prezzi delle basi per stampi di buoni produttori sono generalmente più alti di quelli dei produttori più piccoli.
Naturalmente, per alcuni stampi standard prodotti in grandi volumi, l'effetto scala fa sì che i grandi produttori di basi per stampi abbiano ancora un vantaggio competitivo significativo in termini di prezzi. Tuttavia, nel complesso, si ottiene ciò che si paga.
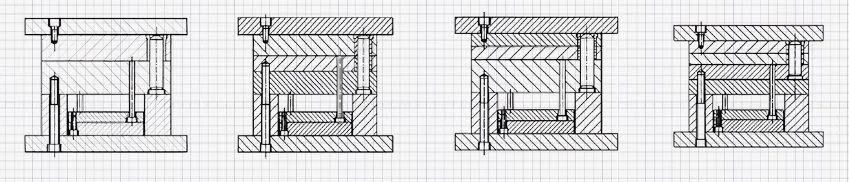
A causa delle diverse forme dei pezzi, variano anche le strutture degli stampi corrispondenti. Ad esempio, gli stampi con sottosquadri Gli stampi con porte interne che utilizzano stampi a tre piastre sono più complessi di quelli a due piastre con porte esterne e comportano costi di produzione più elevati per la base dello stampo.
2. Precisione di lavorazione e materiale, con la precisione come fattore principale.
In genere, la precisione di lavorazione delle basi per stampi standard è di 0,03-0,05 mm, mentre quella delle basi per stampi ad alta precisione è di 0,005-0,01 mm. Precisioni diverse richiedono attrezzature di base diverse e i tempi di lavorazione possono aumentare geometricamente. In poche parole, il costo delle basi per stampi ad alta precisione può essere 2-3 volte superiore a quello delle basi standard. Naturalmente, le basi per stampi di alta precisione sono il fondamento degli stampi di alta precisione. Garantiscono un'elevata stabilità dimensionale, un'alta velocità di passaggio diretto, un funzionamento stabile e costi relativamente inferiori per i difetti di stampaggio.
Sistemi a canale caldo
I corridori in stampo sono tipicamente classificati in corridori freddi, corridori caldi, o semi-calde. In genere, solo i canali caldi devono essere acquistati all'esterno, mentre gli altri tipi sono prodotti all'interno della fabbrica di stampi.
Negli stampi con canali caldi, il costo dei canali rappresenta spesso da 40 a 50% del costo totale del materiale dello stampo.
I canali caldi si suddividono in due tipi: il canale di colata e il canale a valvola.
Nella produzione, il costo dei canali caldi viene calcolato principalmente in base al numero di ugelli. Nell'industria, i marchi leader a livello internazionale (come Husky e Mold-Masters) hanno in genere un prezzo degli ugelli a canale caldo compreso tra $2.000 e $4.000 ciascuno, a seconda del design e dell'applicazione.
Inoltre, non bisogna dimenticare un'altra componente significativa dei costi, ovvero il sistema di controllo della temperatura. Tuttavia, molti sistemi di controllo della temperatura sono intercambiabili e le grandi fabbriche di stampaggio a iniezione dispongono di attrezzature proprie, per cui questo costo potrebbe non essere necessariamente incluso nei preventivi delle fabbriche di stampaggio a iniezione.
Piastre, anime e cavità dello stampo
Le piastre, le anime e le cavità sono in genere prodotte dalle fabbriche di stampi con materiali acquistati. Discutiamo innanzitutto dei costi di acquisto dell'acciaio per questi componenti.
Acciaio per stampi
Le marche più comuni di acciaio per stampi sono ASSAB dalla Svezia, Böhler dall'Austria e Daido Steel dal Giappone. Esistono anche molti tipi di acciaio usati frequentemente, provenienti da Germania, Francia e Stati Uniti.
La qualità dell'acciaio sul mercato varia in modo significativo. A differenza dell'acciaio di qualità stabile prodotto dalle grandi acciaierie, molte acciaierie più piccole producono acciaio sottopeso e di qualità instabile, con livelli più elevati di impurità come zolfo, fosforo e azoto, che possono portare a numerosi problemi di qualità. Inoltre, molti commercianti etichettano erroneamente i prodotti delle acciaierie più piccole per farli coincidere con quelli delle acciaierie più grandi, che vengono poi venduti sul mercato. Ciò comporta notevoli disparità di prezzo.
Pertanto, il personale addetto agli acquisti all'interno delle aziende produttrici di stampi deve essere in grado di distinguere tra i diversi acciai e, idealmente, deve stabilire contatti diretti con le principali acciaierie per rimanere aggiornato sulle ultime informazioni relative ai prezzi del settore.
La scelta dell'acciaio influisce direttamente sulla durata dello stampo.
In base alla qualità dell'acciaio, gli stampi a iniezione possono essere classificati in: Grado A (oltre 3 milioni di cicli di iniezione), Grado B (oltre 1 milione di cicli di iniezione), Grado C (oltre 500.000 cicli di iniezione) e Grado D (meno di 500.000 cicli di iniezione).
Più lunga è la garanzia dello stampo in termini di numero di cicli, più alto è il prezzo dello stampo. I produttori di stampi devono scegliere diversi tipi di acciaio per stampi in base ai cicli di garanzia, alle proprietà della plastica da stampare, alla forma dei pezzi stampati e alla struttura dello stampo. Questi fattori includono la resistenza all'usura, la resistenza alla corrosione chimica, ecc. Pertanto, maggiore è il numero di cicli di iniezione richiesti dallo stampo a iniezione, maggiore è il prezzo.
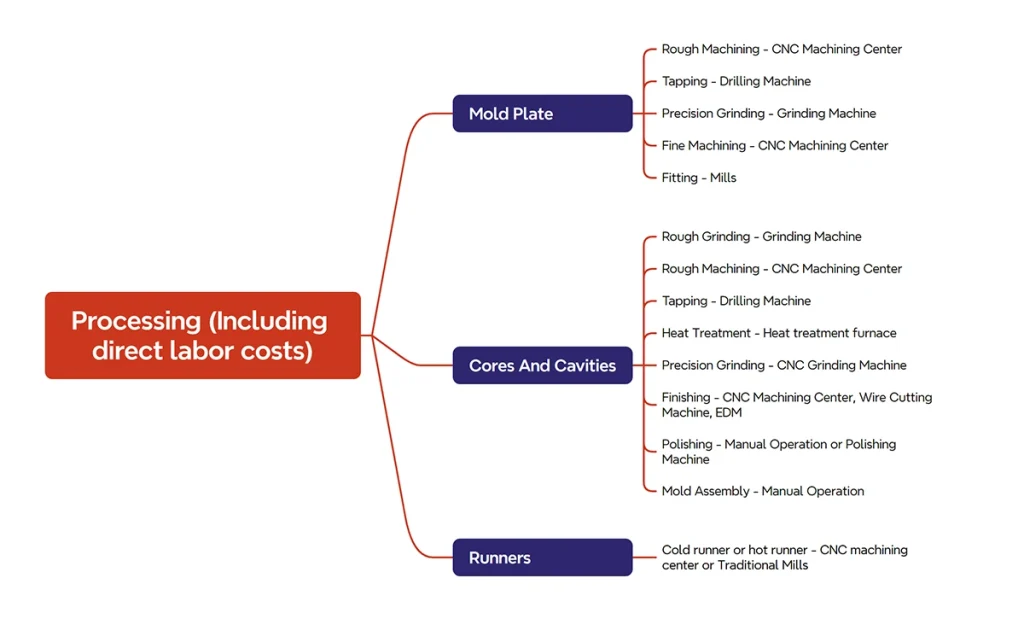
Procedure di elaborazione
Le procedure principali comprendono la produzione di piastre di stampo, anime di stampo, cavità di stampo e piastre di scorrimento. A seconda del tipo di stampo e dei requisiti di precisione, variano le attrezzature necessarie e le ore di lavoro.
L'impatto delle fasi di lavorazione sul carico di lavoro è fortemente influenzato dalla progettazione dello stampo.
In primo luogo, la forma dei pezzi stampati influisce sul carico di lavoro. Ad esempio, gli stampi con sottosquadri o fori laterali richiedono una struttura a cursore, che complica la progettazione e aumenta il carico di lavoro. Allo stesso modo, gli stampi per tappi filettati con una struttura di espulsione rotazionale a ingranaggi e cremagliera sono più complessi e quindi più costosi di quelli con una semplice struttura di espulsione.
In secondo luogo, progetti diversi per gli stessi pezzi stampati possono comportare variazioni nella struttura e quindi nel carico di lavoro della lavorazione. Pertanto, le migliori fabbriche di stampi hanno spesso soluzioni più razionali e ottimizzate per la struttura degli stampi. È prassi comune che le grandi aziende facciano esaminare la razionalità delle strutture degli stampi da ingegneri esperti e qualificati, il che è molto utile per il personale addetto all'approvvigionamento.
Fasi di lavorazione della piastra di stampaggio:
- Lavorazione grossolana della piastra dello stampo
- Perforazione di linee d'acqua e intercettazioni
- Rettifica di precisione della piastra dello stampo
- Lavorazione fine
- Processi di montaggio (sfiato, scanalature per l'olio, ecc.)
Fasi di lavorazione della cavità e del nucleo:
- Rettifica grossolana
- Lavorazione grossolana
- Esecuzione dei fori per le viti
- Trattamento termico (di solito in outsourcing)
- Rettifica di precisione
- Lavorazione fine
- Lucidatura della cavità
- Montaggio
Le diverse fasi del processo utilizzano diversi tipi di apparecchiature.
D'altra parte, le spese di elaborazione sono strettamente correlate al tasso di ammortamento e di utilizzo dell'apparecchiatura, che è direttamente correlato alla marca e al modello dell'apparecchiatura utilizzata.
Le attrezzature per la lavorazione degli stampi provenienti da paesi di produzione avanzati come Germania, Svizzera, Italia e Giappone sono generalmente costose. Si prega di controllare il Macchine CNC.
A parità di marchio, a causa delle differenze nella precisione e nella velocità di produzione, il divario di prezzo tra i modelli normali e quelli migliori, così come tra il grado industriale ordinario e quello di super precisione, può essere sostanziale. La differenza di prezzo per macchine che eseguono lo stesso processo può variare da 7.000-8.000 dollari a 300.000-4.000.000 dollari. Pertanto, il personale addetto all'approvvigionamento deve avere una buona conoscenza delle marche e dei modelli delle attrezzature di base per la lavorazione degli stampi.
Le diverse attrezzature comportano costi diversi
Maggiore è la precisione di un'apparecchiatura simile, maggiore è il costo dell'investimento e, di conseguenza, il costo della manodopera. Tuttavia, ciò dipende dai requisiti di precisione confermati durante la fase di progettazione, per evitare un eccesso di specifiche.
Una maggiore precisione di lavorazione richiede ore di lavoro più lunghe e quindi aumenta i costi totali
In pratica, è possibile negoziare in anticipo i costi di manodopera per i vari tipi di attrezzature con il produttore dello stampo, sulla base del progetto, per concordare le ore di manodopera necessarie e stabilire i costi di lavorazione dello stampo prima dell'inizio dello sviluppo.
Costo del lavoro
In questo caso, ci riferiamo alle spese indirette (le spese dirette degli operatori della macchina sono generalmente incluse nei compensi per la lavorazione), soprattutto ai compensi per la progettazione, che in genere rappresentano da 5% a 10% del costo totale dello stampo.
La progettazione dello stampo inizia dopo il completamento della progettazione del prodotto e comprende quanto segue:
- Progettazione della struttura dello stampo: Si tratta di analizzare i requisiti del cliente (analisi di fattibilità del prodotto, requisiti di capacità produttiva), l'analisi del flusso dello stampo, l'analisi dei canali, la progettazione delle vie d'acqua, la progettazione della superficie di separazione, ecc.
- Creazione di disegni 2D/3D: Creazione di disegni dettagliati in 2D e 3D dello stampo in base alle specifiche di progetto.
- Analisi di fattibilità dello stampo: Valutare la fattibilità dell'implementazione del progetto dello stampo.
Le spese di progettazione sono essenziali per garantire che lo stampo soddisfi tutti i requisiti e le specifiche, compresa la funzionalità, producibilitàe l'efficienza. Queste tariffe coprono l'esperienza e il tempo necessari ai progettisti di stampi per sviluppare progetti di stampi precisi ed efficaci che soddisfino le esigenze del progetto del cliente.
Costi di gestione
I tipi di spese di gestione nelle operazioni di un'azienda sono molto diversi, tra cui gli stipendi dei dipendenti, l'ammortamento, le spese d'ufficio e altro ancora. Questi costi sono in qualche modo suddivisi in costi di stampo.
Tuttavia, nelle operazioni quotidiane, il calcolo delle commissioni di gestione non viene tipicamente effettuato sulla base di voci finanziarie dettagliate. Questo approccio evita calcoli troppo complicati che non favoriscono un calcolo semplice. Inoltre, molte voci dettagliate possono essere considerate parte delle operazioni commerciali riservate della società e non sono adatte alla divulgazione al pubblico. Pertanto, una pratica comune è quella di calcolare una percentuale basata sul totale delle spese di gestione dell'anno precedente diviso per il totale dei ricavi operativi principali, e questa percentuale viene utilizzata per la determinazione del prezzo.
Ad esempio: Se nel 2023 il totale delle spese di gestione è di 10 milioni e il totale delle entrate operative principali è di 100 milioni, i costi di gestione per quell'anno saranno calcolati a 10%.
Profitto
Il profitto viene in genere calcolato in base a una proporzione concordata in anticipo da entrambe le parti.
Nell'interesse di promuovere lo sviluppo dell'azienda e di stabilire una partnership a lungo termine, sana e sostenibile tra entrambe le parti, FirstMold ha un desiderio modesto: garantire un margine di profitto normale all'interno del settore e prevenire la concorrenza spietata. La speranza è quella di determinare i prezzi esplorando le opportunità in termini di materiali, tecnologia, processi ed efficienza, garantendo al contempo i normali profitti dell'azienda di stampi.
Nei progetti volti a ridurre i costi degli stampi a iniezione, è importante utilizzare metodi scientifici per identificare ed eliminare perdite e sprechi inutili. È inoltre fondamentale ricercare e implementare attivamente tecnologie e processi innovativi per migliorare l'efficienza produttiva. Inoltre, l'impiego di una gestione della produzione snella e di metodi come 6S e 5S può ridurre efficacemente lo spreco di ore di lavoro e minimizzare i tempi di fermo macchina.
Con l'avvento della nuova era della produzione intelligente, dovremmo partecipare attivamente e utilizzare le nuove tecnologie di intelligenza artificiale per ridurre i costi del lavoro.
Ridurre scientificamente i costi degli stampi a iniezione
Uno dei principali fattori che incidono sui costi degli stampi a iniezione è la razionalità della progettazione dei pezzi in plastica. I progettisti di prodotti devono considerare non solo la funzionalità delle parti in plastica, ma anche la fattibilità del processo plastico e del successivo assemblaggio, nonché il costo delle parti.
Ecco alcuni casi classici:
1. L'impatto della progettazione del filetto della parte in plastica sui costi dello stampo a iniezione
Una piccola parte in plastica del coperchio della scheda, realizzata in materiale LCP, si rompeva spesso nella posizione di aggancio a scatto dopo diverse decine di prototipi durante il processo di stampaggio di prova, causando interruzioni del processo. Il personale addetto all'assemblaggio degli stampi ha dovuto spesso smontare lo stampo per pulire i bottoni automatici rotti.
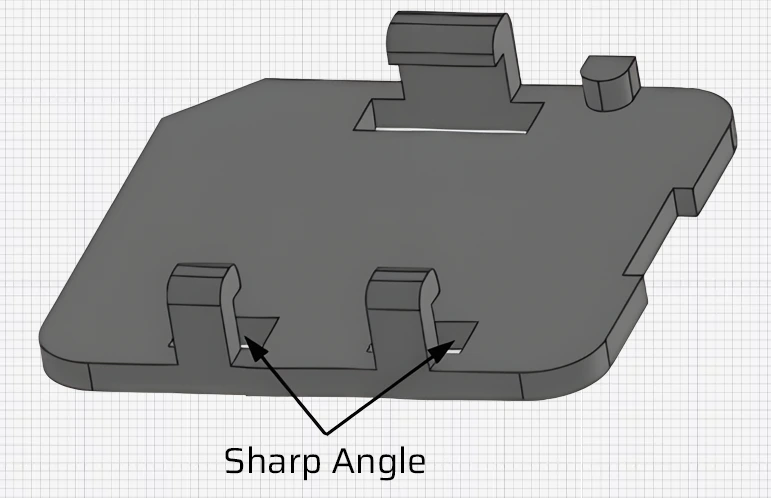
La causa principale della rottura del giunto a scatto è la concentrazione delle tensioni sul giunto a scatto durante lo stampaggio a iniezione e l'insufficiente angolo di sformo ai lati dell'innesto a scatto. La semplice risoluzione del problema dal lato dello stampo mediante ripetute lucidature non risolve la causa principale. Le ripetute prove di stampaggio aumentano il costo della prova e il carico di lavoro per la lucidatura dello stampo e l'assemblaggio, aumentando così il costo di produzione.
Nella lavorazione degli stampi, i filetti o gli angoli devono essere sottoposti a elettroerosione (Electrical Discharge Machining) per rispettare la forma delle parti in plastica. La progettazione di filetti ragionevoli nelle posizioni angolari può ridurre le operazioni di elettroerosione e i relativi costi dei materiali, con un notevole risparmio sui costi e sui tempi di lavorazione degli stampi.
2. L'impatto dello spessore delle pareti dei pezzi di plastica sui costi degli stampi a iniezione
Lo spessore delle pareti delle parti in plastica influisce indirettamente sui costi degli stampi a iniezione e viene analizzato sotto due aspetti:
1) Pareti troppo sottili possono causare colpi cortirendendo la produzione instabile e aumentando i costi di stampaggio di prova all'interno del costo dello stampo.
2) Pareti troppo spesse possono portare a segni di lavandino e vari gradi di deformazione nei pezzi. Per risolvere questi problemi, il tempo di raffreddamento nel ciclo di stampaggio a iniezione viene aumentato per ridurre questi difetti.
Caso 1: l'impatto di uno spessore di parete troppo sottile sui costi dello stampo a iniezione.
L'immagine qui sotto mostra un pezzo di plastica anulare a parete sottile in cui lo spessore della parete in corrispondenza della filettatura centrale è di 0,25 mm, il cerchio superiore è di 0,6 mm e il cerchio inferiore è di 0,4 mm. Lo stampo utilizza una grande porta sul bordo del cerchio inferiore. Lo stampo è stato sottoposto a più di dieci prove, con il problema più impegnativo rappresentato dalle linee di saldatura in corrispondenza della filettatura, dovute a uno sfiato inadeguato, che ha causato pezzi difettosi.
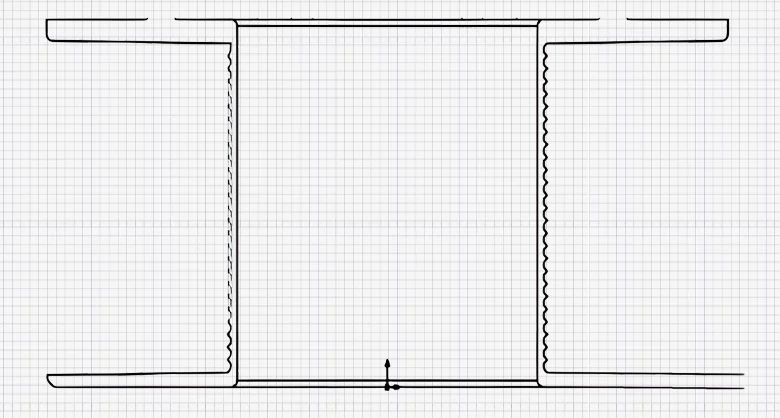
A causa del sottile spessore della parete in corrispondenza della filettatura, che si raffredda rapidamente, il flusso finale del materiale termina nella posizione della filettatura. Da un'analisi strutturale effettuata dal reparto sviluppo, non sono emersi problemi. Dal punto di vista della produzione, lo spessore della parete era stato progettato troppo sottile, aumentando il numero di prove senza risolvere il problema. Infine, senza modificare le dimensioni del progetto, sono state analizzate le tolleranze, è stato aggiunto materiale supplementare allo spessore della parete per portarlo al limite superiore di tolleranza e sono state regolate le dimensioni dello stampo per risolvere il problema del riempimento.
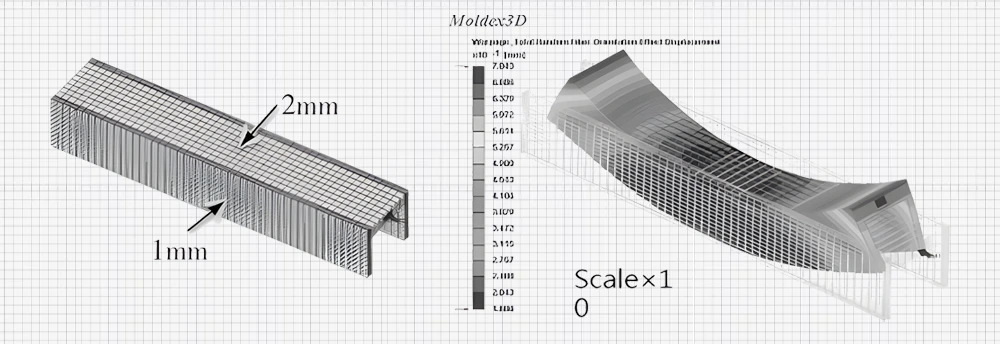
Caso 2: L'impatto di uno spessore di parete non uniforme sui costi dello stampo a iniezione.
Come mostra l'immagine sottostante, lo spessore della parete superiore del pezzo è di 2 mm, mentre la parete laterale è di solo 1 mm. L'analisi del flusso dello stampo conferma l'andamento e l'entità della deformazione, che tende a deformarsi verso la sezione più spessa. Pertanto, durante la fase di sviluppo e progettazione del pezzo in plastica, è necessario considerare l'uniformità dello spessore della parete per ridurre la quantità di deformazioni.
Sul lato stampo, la parte in plastica può essere regolata modificando le dimensioni o la posizione della porta, verificando continuamente la quantità ottimale di deformazione o aggiungendo altre parti. apparecchi per correggere la deformazione. Ciò aumenta il costo dello stampaggio di prova e degli strumenti ausiliari, nonché l'intensità di lavoro degli operatori di produzione.
Nella produzione di stampi a iniezione, l'aumento del tempo di raffreddamento nel ciclo di stampaggio può ridurre la deformazione, ma si tratta di una soluzione sintomatica che non risolve completamente i problemi di deformazione. Passare il problema al processo successivo aumenta in modo invisibile il numero di regolazioni dello stampo, prolunga il ciclo di stampaggio a iniezione, riduce l'efficienza produttiva e aumenta i costi di produzione, il che non è consigliabile.
Fattori dello stampo che influenzano i costi dello stampo a iniezione
1. Ragionevolezza della progettazione dello stampo
I progettisti di stampi variano per esperienza e livello di competenza. Per risolvere i problemi durante il processo di progettazione, il metodo più efficace è quello di effettuare revisioni dei pezzi in plastica e degli stampi.
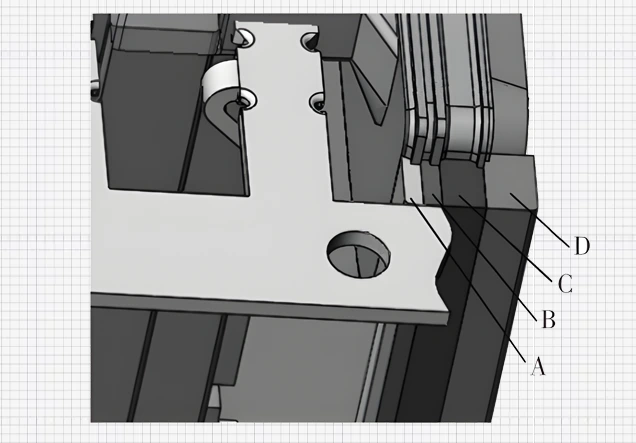
Come mostrato nella figura, a causa di diverse fessure nella parte in plastica, le fessure sono costituite da quattro tipi di inserti A, B, C, D, con l'inserto più piccolo A che misura 45×0,6×65 mm. Dalle dimensioni di progetto degli inserti, tutti e quattro appartengono agli inserti sottili. Dopo lo stampaggio di prova, è emerso che, indipendentemente dalla regolazione dei parametri del processo di stampaggio, era impossibile controllare le bave in corrispondenza degli inserti. Per quanto riguarda il problema delle bave, le ripetute regolazioni dello stampo, lo smontaggio e il rimontaggio dello stampo e le prove di stampaggio hanno aumentato in modo invisibile i costi di manodopera per l'assemblaggio dello stampo e i costi di prova, e il problema è rimasto irrisolto. Dopo aver riprogettato i quattro inserti in due, il flash dello stampo è stato notevolmente migliorato.
Un altro scenario è quello degli scarti di progettazione. Per lo sviluppo del mercato o per esigenze sperimentali, alcune parti in plastica di nuova concezione richiedono solo 2.000 pezzi e una durata dello stampo di 5.000 pezzi sarebbe sufficiente. In questi casi, progettare uno stampo per una durata di 100.000 cicli è eccessivo e costituisce uno spreco di progettazione.
2. Acquisto di parti standard
La promozione di parti standard per stampi serve principalmente ad abbreviare i tempi di produzione degli stampi e a ridurre i costi di lavorazione degli stessi, ottenendo risultati economicamente vantaggiosi. Attualmente esistono molti fornitori di parti standard per stampi. Se ci si lascia tentare dai prezzi bassi e si fanno acquisti affrettati, sono le aziende di stampi e gli utilizzatori di stampi a subire le perdite maggiori, non i fornitori.
Per ridurre i costi degli stampi a iniezione, durante la progettazione dello stampo è opportuno utilizzare il più possibile pezzi standard. È meglio se le specifiche possono soddisfare gli standard di più fornitori, consentendo di confrontare i prezzi di più fornitori, di ampliare lo spazio di selezione e di ridurre i costi dello stampo a iniezione.
3. Riduzione del numero di stampi di prova
Le aziende produttrici di stampi calcolano le spese di lavorazione in base al numero di giorni che intercorrono tra la ricezione dell'ordine e la qualificazione dello stampo e la sua uscita dalla fabbrica. Se uno stampo richiede più prove di stampaggio prima di poter essere consegnato per l'uso, non solo vengono applicate le penali previste dal contratto, ma più a lungo lo stampo rimane in fabbrica, più aumentano le spese di lavorazione e i costi di prova. Pertanto, gli stampi di prova multipli o incontrollabili rappresentano un punto cieco significativo nel controllo dei costi degli stampi a iniezione.
Le ragioni per le modanature di prova multiple includono
1) La progettazione dello stampo non è stata esaminata a fondo da un team, il che ha portato a strutture irragionevoli che richiedono molteplici correzioni dopo le modanature di prova;
2) Il progetto dello stampo era buono, ma la lavorazione dello stampo era inadeguata, il che ha comportato un inutile aumento degli stampi di prova e dei costi dello stampo;
3) Durante la prova non sono stati selezionati il processo di stampaggio e la macchina a iniezione migliori, con il risultato di ottenere uno stampo ben fatto ma parti stampate a iniezione non ottimali;
4) Insufficiente comprensione delle proprietà fisiche del materiale plastico e selezione errata del materiale. tassi di ritiro, causando ripetute correzioni dello stampo.
4. Materiali dello stampo
Parti estetiche di condizionatori d'aria di grandi dimensioni o parti trasparenti richiedono molto materiale per lo stampo e il costo dei materiali per lo stampo rappresenta una parte significativa del prezzo dello stampo. La scelta dell'acciaio inossidabile come materiale per lo stampo rende i costi del materiale elevati e il prezzo unitario dello stampo alto, eliminando il vantaggio competitivo. La scelta di un acciaio per stampi di qualità inferiore comporta una lucentezza superficiale e una resistenza all'usura inadeguate, e le parti in plastica non soddisfano i requisiti dei clienti. Per ridurre i costi degli stampi e soddisfare al contempo le richieste dei clienti di un'elevata lucentezza delle superfici delle parti in plastica, vengono lavorati materiali inferiori e vengono applicati trattamenti di rivestimento superficiale alle superfici delle cavità dello stampo per migliorarne la lucentezza, la resistenza alla ruggine e all'usura.
Fattori della produzione di stampaggio a iniezione che influenzano i costi degli stampi
I costi degli stampi a iniezione raramente si concentrano sulle informazioni relative alla produzione dello stampaggio a iniezione. Per un'azienda che produce prodotti, non si tratta solo del guadagno dello stampo, ma della redditività finale del prodotto. Nel processo di produzione dello stampaggio a iniezione, lo stampo è l'anello più importante e la stabilità della produzione dello stampo si riflette sulla produzione dello stampaggio a iniezione.
Spesso uno stampo deve essere smontato per le riparazioni a causa di aste di espulsione rotte, collasso dello stampo, contaminazione da olio, ruggine, espulsione non riuscita, inserti rotti, cursori bruciati, deformazioni, ecc. Ciò aumenta i costi di manutenzione dello stampo e i costi delle materie prime per la produzione di stampaggio a iniezione, i costi dei tempi di inattività della macchina e altri costi nascosti, che alla fine si ripercuotono sul prodotto.
Conclusione
La gestione dei costi degli stampi a iniezione non è una responsabilità esclusiva dei produttori di stampi, ma richiede anche la collaborazione delle aziende di progettazione dei prodotti e dei reparti di produzione dello stampaggio a iniezione per ridurre al minimo i costi degli stampi a iniezione e progettare stampi più razionali e di alta qualità. Una progettazione ragionevole delle parti in plastica, modifiche minime ai progetti delle parti in plastica, una progettazione avanzata degli stampi e una selezione oculata dei materiali possono ridurre significativamente i costi degli stampi. Per realizzare prodotti di qualità, i progettisti, gli ingegneri degli stampi e i reparti di produzione dello stampaggio a iniezione devono mantenere una buona comunicazione.











