
تحتوي صناعة القوالب على مستويات متفاوتة من المصنعين، بدءًا من أولئك الذين يمتلكون معدات متطورة للغاية إلى أولئك الذين يمتلكون تجهيزات بدائية للغاية، وجميعهم يتعايشون في هذه الصناعة. ونتيجة لذلك، غالبًا ما يواجه موظفو المشتريات عروض أسعار مختلفة إلى حد كبير لنفس المشروع من مصانع مختلفة، مما قد يكون مربكًا للغاية!
إذا كنت مشتريًا لقوالب الحقن أو منتجات مصبوبة بالحقن بعمولة، فقد تكون مهتمًا بما يلي
- كيف تدير عملية شراء قوالب الحقن؟
- كيف تختار أفضل مورد قوالب القوالب؟
- كيف تشتري قوالب ذات جودة عالية وبأسعار معقولة؟
من خلال هذه المقالة، تهدف FirstMold إلى مساعدة المزيد من المشترين من خلال تقديم شرح مبسط لمكونات تسعير القوالب، مما يتيح لك اختيار الشركة المصنعة للقالب الأنسب وعرض الأسعار.
تكوين تكلفة قوالب الحقن
تنقسم تكاليف قوالب الحقن إلى أجزاء صريحة وضمنية.
يشير الجزء الصريح إلى التكاليف المباشرة المرئية، مثل تكاليف المواد ورسوم المعالجة ورسوم التصميم ورسوم الإدارة ومخصصات براءات الاختراع والأرباح.
بناءً على الخبرة، عادةً ما تكون أسعار القوالب التي تتكون من مكونات التكلفة الصريحة كما يلي:
سعر القالب = تكاليف المواد + رسوم التصميم + رسوم المعالجة + رسوم المعالجة + الضرائب + رسوم الاختبار + تكاليف التغليف والنقل + الربح. النسب المعتادة هي:
- التكاليف المادية: تشكل المواد والأجزاء القياسية من 151 تيرابايت إلى 301 تيرابايت إلى 301 تيرابايت إلى 301 تيرابايت من إجمالي تكلفة قالب الحقن.
- رسوم المعالجة:: 20% إلى 30%
- رسوم التصميم: 10% إلى 15% من إجمالي تكلفة القالب.
- الاختبار: بالنسبة للقوالب الكبيرة والمتوسطة الحجم، يتحكم المصنعون في حدود 3%. بالنسبة للقوالب الدقيقة الصغيرة، سيكون أقل من 5%.
- تكاليف التعبئة والتغليف والنقل: يقوم المصنعون بحساب ذلك وفقًا للنفقات الفعلية أو في 3%.
- الضرائب: 15%.
- الأرباح: من 5% إلى 15%
يشير الجزء الضمني إلى التكاليف غير المباشرة التي لا تظهر أثناء إنتاج القالب ولكنها ترتبط بالتكاليف المتكبدة عند وضع القالب في الإنتاج الضخم في وقت لاحق. على سبيل المثال، يمكن أن يؤثر العمر الافتراضي للقالب على الاستثمارات اللاحقة.
تكاليف المواد في تصنيع قوالب الحقن بالحقن
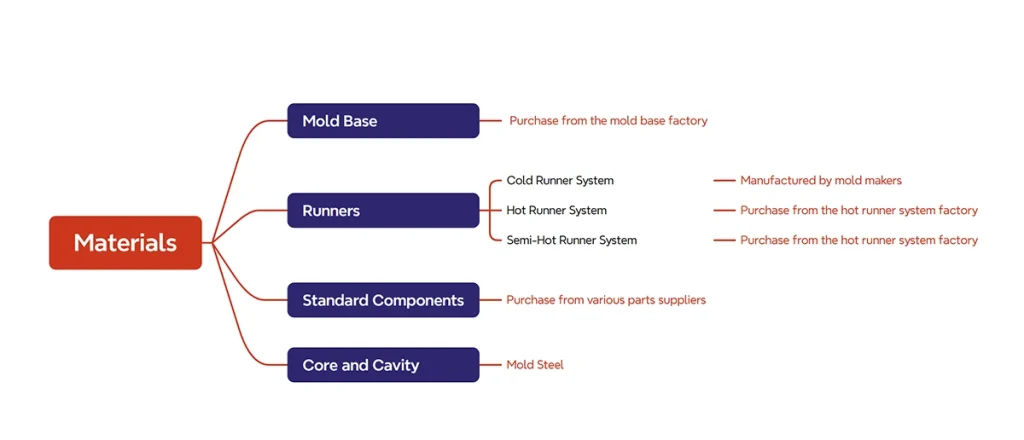
تشمل مواد قوالب الحقن أنواعًا مختلفة من الفولاذ والمواد غير المعدنية. مصانع العفن شرائها مباشرة. تعتمد التكلفة المادية لقالب الحقن أيضًا على هيكل القالب. لقد قمنا بتفصيل مكونات القالب في مقالة "هيكل قالب الحقن". من من منظور التكلفة، نقسم قالب الحقن إلى أربعة أجزاء: قاعدة القالب، والعدائين، والمكونات القياسية, النوى والتجاويف.
الفئات الثلاث الأولى من المصنعين المحترفين، بينما عادةً ما تكون النوى والتجاويف هي المكونات الرئيسية التي يصنعها مصنعو القوالب بأنفسهم من الفولاذ المشتراة.
قاعدة القالب القياسية
تمثل تكلفة قاعدة القالب حوالي 15-25% من إجمالي تكلفة المواد.
1. تعتمد تكلفة قاعدة القالب بشكل أساسي على الشركة المصنعة والعلامة التجارية.
تختار الشركات المصنعة لقاعدة القوالب عالية الجودة والعلامات التجارية الفولاذ عالي الجودة، وهو ما يضمنه شراء كميات كبيرة من الفولاذ مباشرة من مصنعي الفولاذ من خلال القنوات الرسمية، مما يضمن الحصول على مواد أصلية. وبالمقابل، فإن معدات المعالجة الخاصة بهم هي أيضًا معدات ذات علامات تجارية عالمية من الدرجة الأولى، مما يضمن دقة التصنيع ومتطلبات التصميم. وأخيرًا، نظرًا لتركز مواهب التصميم ووجود العديد من المحترفين، فإن تكاليف الموظفين أعلى أيضًا. وبالتالي، فإن أسعار قواعد القوالب من الشركات المصنعة الجيدة أعلى بشكل عام من تلك الموجودة في الشركات الأصغر حجماً.
وبطبيعة الحال، بالنسبة لبعض القوالب القياسية المصنوعة بكميات كبيرة، فإن تأثير الحجم يعني أن الشركات المصنعة لقواعد القوالب الكبيرة لا تزال تتمتع بميزة تنافسية كبيرة في التسعير. ومع ذلك، بشكل عام، تحصل على ما تدفع مقابله.
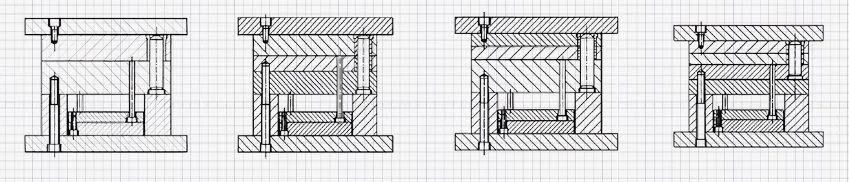
ونظرًا لاختلاف أشكال الأجزاء، تختلف أيضًا هياكل القوالب المقابلة لها. على سبيل المثال، القوالب ذات التخفيضات السفلية أو الثقوب الجانبية يجب أن يكون لها هيكل منزلق، كما أن القوالب ذات البوابات الداخلية باستخدام القوالب ثلاثية الألواح أكثر تعقيدًا من تلك التي تستخدم قوالب ثنائية الألواح ذات البوابات الخارجية، مما يؤدي إلى ارتفاع تكاليف إنتاج قاعدة القالب.
2. دقة التصنيع والمواد، مع اعتبار الدقة هي العامل الرئيسي.
عادةً ما تكون دقة التصنيع الآلي لقواعد القوالب القياسية 0.03-0.05 مم، في حين أن دقة قواعد القوالب عالية الدقة هي 0.005-0.01 مم. تتطلب الدقة المختلفة معدات قواعد مختلفة، ويمكن أن يزيد وقت التصنيع هندسيًا. وببساطة، يمكن أن تكون تكلفة قواعد القوالب عالية الدقة 2-3 أضعاف تكلفة القواعد القياسية. بالطبع، قواعد القوالب عالية الدقة هي أساس القوالب عالية الدقة. فهي تضمن ثبات أبعاد عالية، ومعدلات تمرير مباشرة عالية، وتشغيل مستقر، وتكاليف أقل نسبيًا لعيوب القوالب.
أنظمة العداء الساخن
عادة ما يتم تصنيف العدائين في القوالب إلى العدائين الباردين، العدائين الساخنين, أو شبه الساخنة. بشكل عام، يجب شراء العدَّاءات الساخنة فقط من الخارج، بينما يتم تصنيع الأنواع الأخرى عادةً داخل مصنع القوالب نفسه.
في القوالب ذات العدّادات الساخنة، غالبًا ما تمثل تكلفة العدّادات من 40 إلى 501 تيرابايت إلى 501 تيرابايت من إجمالي تكاليف المواد للقالب.
تنقسم العدّائين الساخنة إلى نوعين: بوابات السبرينغ وبوابات الصمامات.
في الإنتاج، يتم حساب تكلفة العداءات الساخنة في الغالب على أساس عدد فوهات العداءات الساخنة. في هذه الصناعة، عادةً ما تسعر العلامات التجارية العالمية الرائدة (مثل Husky وMold-Masters) فوهات العداءات الساخنة بين $2,000 و$4,000 لكل منها، اعتمادًا على التصميم والتطبيق.
بالإضافة إلى ذلك، لا ينبغي للمرء أن ينسى عنصر تكلفة مهم آخر، وهو نظام التحكم في درجة الحرارة. ومع ذلك، فإن العديد من أنظمة التحكم في درجة الحرارة قابلة للتبديل، كما أن مصانع القولبة بالحقن الكبيرة لديها معداتها المستثمرة الخاصة بها، لذلك قد لا يتم تضمين هذه التكلفة بالضرورة في عروض الأسعار من مصانع القولبة بالحقن.
ألواح القوالب والقلوب والتجاويف
عادةً ما يتم تصنيع الألواح والقلوب والتجاويف بواسطة مصانع القوالب باستخدام المواد التي تشتريها. دعونا نناقش تكلفة شراء الصلب لهذه المكونات أولاً.
فولاذ القالب
تشمل العلامات التجارية الشائعة لصلب القوالب ASSAB من السويد، وبوهلر من النمسا، ودايدو ستيل من اليابان. هناك أيضًا العديد من أنواع الصلب المستخدمة بكثرة من ألمانيا وفرنسا والولايات المتحدة الأمريكية.
تتفاوت جودة الصلب في السوق بشكل كبير. فعلى عكس الصلب المستقر من حيث الجودة الذي تنتجه مصانع الصلب الكبرى، تنتج العديد من المصانع الأصغر حجمًا صلبًا ناقص الوزن وغير مستقر من حيث الجودة مع وجود مستويات أعلى من الشوائب مثل الكبريت والفوسفور والنيتروجين، مما قد يؤدي إلى العديد من مشكلات الجودة. وعلاوة على ذلك، يقوم العديد من التجار بتسمية منتجات مصانع الصلب الأصغر حجمًا بشكل خاطئ لتتناسب مع منتجات المصانع الكبرى، ثم يتم بيعها في السوق. وينتج عن ذلك تفاوتات كبيرة في الأسعار.
لذلك، يجب أن يكون لدى موظفي المشتريات في شركات تصنيع القوالب القدرة على التمييز بين أنواع الفولاذ المختلفة وأن يقيموا اتصالات مباشرة مع مصانع الصلب الرئيسية للبقاء على اطلاع بأحدث المعلومات عن أسعار الصناعة.
يؤثر اختيار الفولاذ بشكل مباشر على عمر القالب.
بناءً على جودة الفولاذ، يمكن تصنيف قوالب الحقن إلى: الدرجة A (أكثر من 3 ملايين دورة حقن)، والدرجة B (أكثر من مليون دورة حقن)، والدرجة C (أكثر من 500,000 دورة حقن)، والدرجة D (أقل من 500,000 دورة حقن).
كلما طالت فترة ضمان القالب من حيث عدد الدورات، ارتفع سعر القالب. يحتاج مصنعو القوالب إلى اختيار أنواع مختلفة من فولاذ القوالب بناءً على دورات الضمان، وخصائص البلاستيك الذي يتم تشكيله، وشكل الأجزاء المقولبة، وهيكل القالب. وتشمل هذه العوامل مقاومة التآكل، ومقاومة التآكل الكيميائي، وما إلى ذلك. وبالتالي، كلما زاد عدد دورات الحقن التي يتطلبها قالب الحقن، ارتفع السعر.
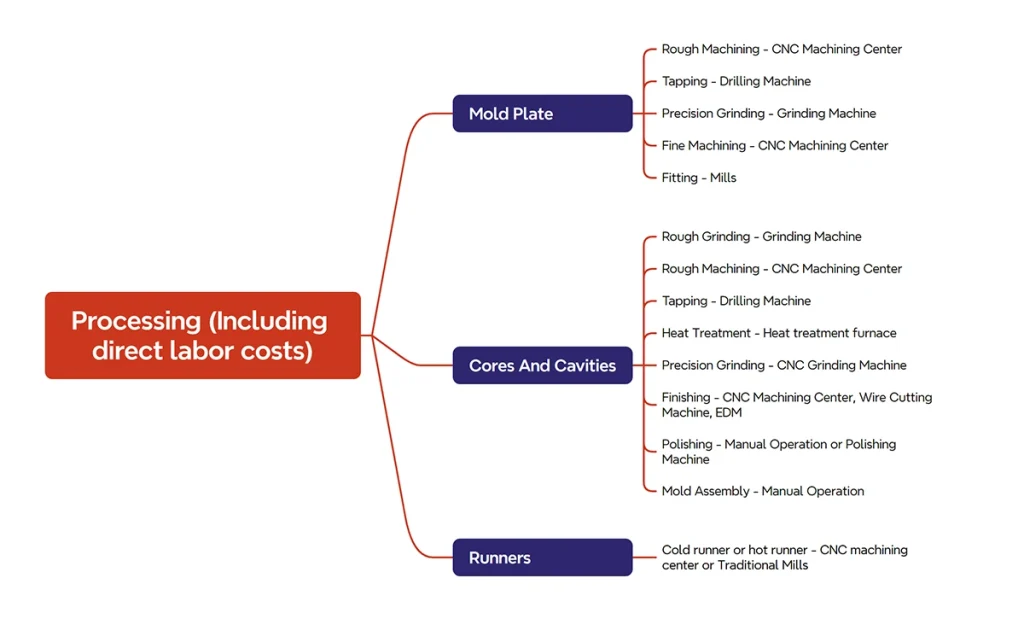
إجراءات المعالجة
تشمل الإجراءات الأساسية تصنيع ألواح القوالب، وقوالب القوالب، وتجاويف القوالب، وألواح العداء. واعتمادًا على نوع القالب ومتطلبات الدقة، تختلف المعدات اللازمة وساعات العمل حسب نوع القالب ومتطلبات الدقة.
يتأثر تأثير خطوات المعالجة على عبء العمل بشكل كبير بتصميم القالب.
أولاً، يؤثر شكل الأجزاء المصبوبة على عبء العمل. على سبيل المثال، تتطلب القوالب ذات الشقوق السفلية أو الثقوب الجانبية هيكل منزلق، مما يعقد التصميم ويزيد من عبء العمل. وبالمثل، تكون قوالب القوالب ذات الأغطية الملولبة المزودة بهيكل طرد دوراني للعتاد والحامل أكثر تعقيدًا وبالتالي أكثر تكلفة من تلك المزودة بهيكل قاذف بسيط.
ثانيًا، يمكن أن تؤدي التصميمات المختلفة لنفس الأجزاء المقولبة إلى اختلافات في الهيكل وبالتالي في عبء عمل المعالجة. ولذلك، غالبًا ما يكون لدى أفضل مصانع القوالب حلول أكثر عقلانية ومحسّنة لهياكل القوالب. ومن الممارسات الشائعة لدى الشركات الكبرى أن يكون لديها مهندسو قوالب من ذوي الخبرة والمهارة لمراجعة عقلانية هياكل القوالب، وهو أمر مفيد جدًا لموظفي المشتريات.
خطوات معالجة صفيحة القالب:
- التشغيل الآلي الخشن للوحة القالب
- حفر خطوط المياه والاستدقاق
- الطحن الدقيق من صفيحة القالب
- التصنيع الآلي الدقيق
- عمليات التركيب (التنفيس، أخاديد الزيت، إلخ)
خطوات معالجة التجويف واللب:
- الطحن الخشن
- التصنيع الآلي الخشن
- حفر ثقوب البراغي
- المعالجة الحرارية (عادةً ما يتم الاستعانة بمصادر خارجية)
- الطحن الدقيق
- التصنيع الآلي الدقيق
- تلميع التجويف
- التجميع
تستخدم المراحل المختلفة من العملية أنواعًا مختلفة من المعدات
من ناحية أخرى، ترتبط رسوم المعالجة ارتباطاً وثيقاً بمعدل استهلاك المعدات ومعدل استخدامها، وهو ما يرتبط مباشرةً بالعلامة التجارية وطراز المعدات المستخدمة.
معدات معالجة القوالب من دول التصنيع المتقدمة مثل ألمانيا وسويسرا وإيطاليا واليابان باهظة الثمن بشكل عام. يرجى التحقق من ماكينات CNC.
تحت نفس العلامة التجارية، نظرًا للاختلافات في دقة التصنيع والسرعة، يمكن أن تكون الفجوة السعرية بين الموديلات العادية والأفضل، وكذلك بين الدرجة الصناعية العادية والدرجة فائقة الدقة، كبيرة. يمكن أن يتراوح فرق السعر للماكينات التي تقوم بنفس العملية من 7000-8000 دولار إلى 300000-4000 دولار. لذلك، يجب أن يكون لدى موظفي المشتريات فهم جيد للعلامات التجارية ونماذج معدات معالجة القوالب الأساسية.
تترتب على المعدات المختلفة تكاليف مختلفة
كلما زادت دقة المعدات المماثلة، ارتفعت تكلفة الاستثمار، وبالتالي ارتفعت تكاليف العمالة. ومع ذلك، يعتمد ذلك على متطلبات الدقة التي تم تأكيدها خلال مرحلة التصميم لتجنب الإفراط في المواصفات.
تتطلب دقة المعالجة العالية ساعات عمل أطول وبالتالي تزيد من التكلفة الإجمالية
من الناحية العملية، من الممكن التفاوض على تكاليف العمالة لأنواع مختلفة من المعدات مع الشركة المصنعة للقالب مسبقًا، بناءً على التصميم، للاتفاق على ساعات العمل المطلوبة وتحديد تكاليف معالجة القالب قبل بدء التطوير.
تكاليف العمالة
نحن هنا نشير إلى النفقات غير المباشرة (عادةً ما يتم تضمين نفقات مشغلي الماكينات المباشرين في رسوم المعالجة)، وهي رسوم التصميم بشكل أساسي، والتي تمثل عادةً ما بين 51 تيرابايت إلى 101 تيرابايت من إجمالي تكلفة القالب.
يبدأ تصميم القالب بعد اكتمال تصميم المنتج ويتضمن ما يلي:
- تصميم هيكل القالب: يتضمن هذا تحليل متطلبات العميل (تحليل جدوى المنتج، ومتطلبات الطاقة الإنتاجية)، وتحليل تدفق القالب، وتحليل العدادات، وتصميم المجرى المائي، وتصميم سطح الفراق، وما إلى ذلك.
- إنشاء رسومات ثنائية الأبعاد/ثنائية الأبعاد: إنشاء رسومات تفصيلية ثنائية الأبعاد وثلاثية الأبعاد للقالب بناءً على مواصفات التصميم.
- تحليل جدوى القالب: تقييم جدوى تنفيذ تصميم القالب.
تُعد رسوم التصميم ضرورية لضمان تلبية القالب لجميع المتطلبات والمواصفات، بما في ذلك الوظائف, قابلية التصنيعوالكفاءة. تغطي هذه الرسوم الخبرة والوقت اللازمين لمصممي القوالب لتطوير تصميمات قوالب دقيقة وفعالة تلبي احتياجات مشروع العميل.
تكاليف الإدارة
تتنوع أنواع النفقات الإدارية في عمليات الشركة بشكل كبير، بما في ذلك رواتب الموظفين، والاستهلاك، ونفقات المكاتب، وغير ذلك. يتم تقسيم هذه التكاليف إلى حد ما في تكاليف القالب.
ومع ذلك، في العمليات اليومية، لا يتم حساب رسوم الإدارة عادةً على أساس البنود المالية التفصيلية. ويتجنب هذا النهج الحسابات المعقدة للغاية التي لا تفضي إلى حساب مباشر. علاوة على ذلك، قد تُعتبر العديد من البنود التفصيلية جزءًا من العمليات التجارية السرية للشركة ولا تصلح للإفصاح العام. ولذلك، تتمثل الممارسة الشائعة في حساب نسبة مئوية استناداً إلى إجمالي النفقات الإدارية للسنة السابقة مقسومة على إجمالي إيرادات التشغيل الرئيسية، وتُستخدم هذه النسبة المئوية للتسعير.
على سبيل المثال: إذا كان إجمالي نفقات الإدارة في عام 2023، 10 ملايين دولار وإجمالي إيرادات التشغيل الرئيسية 100 مليون، فسيتم حساب تكاليف الإدارة لتلك السنة بـ 101 تيرابايت 3 تيراغرام.
الأرباح
يتم حساب الربح عادةً وفقاً لنسبة يتفق عليها الطرفان مسبقاً.
وحرصاً على تعزيز تطوير الشركة وإقامة شراكة طويلة الأجل وصحية ومستدامة بين الطرفين، فإن شركة FirstMold لديها رغبة متواضعة في ضمان هامش ربح طبيعي في الصناعة ومنع المنافسة الشرسة. ويتمثل الأمل في تحديد الأسعار من خلال استكشاف الفرص المتاحة في المواد والتكنولوجيا والعمليات والكفاءة مع ضمان الأرباح العادية لشركة القوالب.
في المشاريع التي تهدف إلى خفض تكاليف قوالب الحقن، من المهم استخدام الأساليب العلمية لتحديد وإزالة الفاقد والهدر غير الضروريين. ومن المهم أيضًا البحث بنشاط عن التقنيات والعمليات المبتكرة وتنفيذها لتعزيز كفاءة الإنتاج. وعلاوة على ذلك، يمكن أن يؤدي استخدام إدارة الإنتاج الهزيل، وأساليب مثل 6S و5S، إلى تقليل إهدار ساعات العمل وتقليل وقت تعطل الماكينات إلى الحد الأدنى.
مع ظهور العصر الجديد للتصنيع الذكي، يجب أن نشارك بنشاط ونستخدم تقنيات الذكاء الاصطناعي الجديدة لتقليل تكاليف العمالة.
تقليل تكاليف قوالب الحقن بالحقن علمياً
أحد العوامل الرئيسية التي تؤثر على تكاليف قوالب الحقن هو ما إذا كان تصميم الجزء البلاستيكي عقلانيًا. يجب ألا يأخذ مصممو المنتجات في الاعتبار وظيفة الأجزاء البلاستيكية فحسب، بل أيضًا جدوى عملية البلاستيك والتجميع اللاحق، بالإضافة إلى تكلفة الأجزاء.
فيما يلي بعض الحالات الكلاسيكية:
1. تأثير تصميم شرائح الأجزاء البلاستيكية على تكاليف قوالب الحقن
غالبًا ما ينكسر الجزء البلاستيكي لغطاء البطاقة الصغير المصنوع من مادة LCP في موقع التثبيت الإضافي بعد عدة عشرات من النماذج الأولية أثناء عملية التشكيل التجريبي، مما يتسبب في انقطاع التجربة. اضطر موظفو تجميع القوالب في كثير من الأحيان إلى تفكيك القالب لتنظيف الطقات المكسورة.
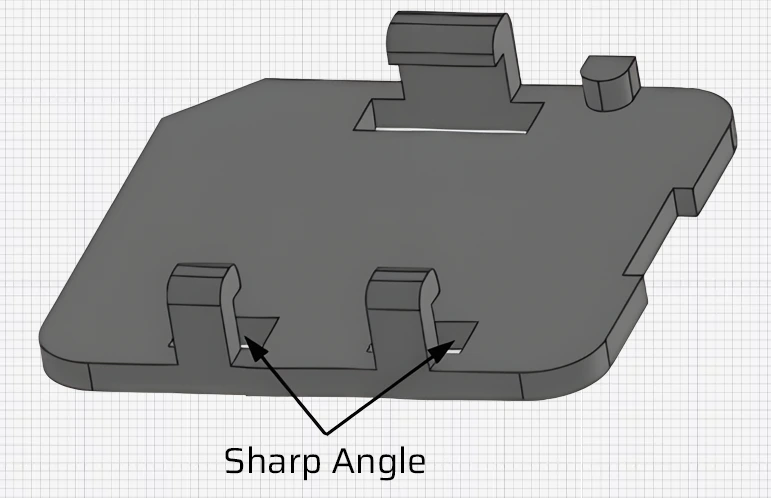
السبب الرئيسي لانكسار القوالب الإضافية هو تركيز الضغط عند القوالب الإضافية أثناء التشكيل بالحقن وعدم كفاية زاوية السحب على جانبي القالب. مجرد حل هذه المشكلة من جانب القالب عن طريق الصقل المتكرر لا يعالج السبب الجذري. تزيد القوالب التجريبية المتكررة من تكلفة التجربة وعبء العمل الخاص بتلميع القالب والتجميع، وبالتالي زيادة تكلفة التصنيع.
في معالجة القوالب، تحتاج الشرائح أو الزوايا إلى EDM (معالجة التفريغ الكهربائي) لتلبية شكل الأجزاء البلاستيكية. يمكن أن يقلل تصميم الشرائح المعقولة في مواضع الزوايا من عمليات EDM وتكاليف المواد ذات الصلة، مما يوفر بشكل كبير في تكاليف معالجة القالب والوقت.
2. تأثير سماكة جدار الجزء البلاستيكي على تكاليف قوالب الحقن
تؤثر سماكة جدار الأجزاء البلاستيكية بشكل غير مباشر على تكاليف قوالب الحقن ويتم تحليلها من جانبين:
1) يمكن أن تسبب الجدران الرقيقة جدًا لقطات قصيرةمما يجعل الإنتاج غير مستقر ويزيد من تكاليف التشكيل التجريبي ضمن تكلفة القالب.
2) يمكن أن تؤدي الجدران السميكة للغاية إلى علامات الحوض ودرجات متفاوتة من التشوه في الأجزاء. لمعالجة هذه المشكلات، يتم زيادة وقت التبريد في دورة القولبة بالحقن لتقليل هذه العيوب.
الحالة 1: تأثير سمك الجدار الرقيق جدًا على تكاليف قوالب الحقن.
تُظهر الصورة أدناه جزء بلاستيكي حلقي رقيق الجدران حيث يبلغ سمك الجدار عند الخيط في المنتصف 0.25 مم، والدائرة العلوية 0.6 مم، والدائرة السفلية 0.4 مم. يستخدم القالب بوابة كبيرة على حافة الدائرة السفلية. خضع القالب لأكثر من عشر تجارب تجريبية، وكانت المشكلة الأكثر صعوبة هي خطوط اللحام عند الخيط بسبب عدم كفاية التهوية، مما تسبب في وجود أجزاء معيبة.
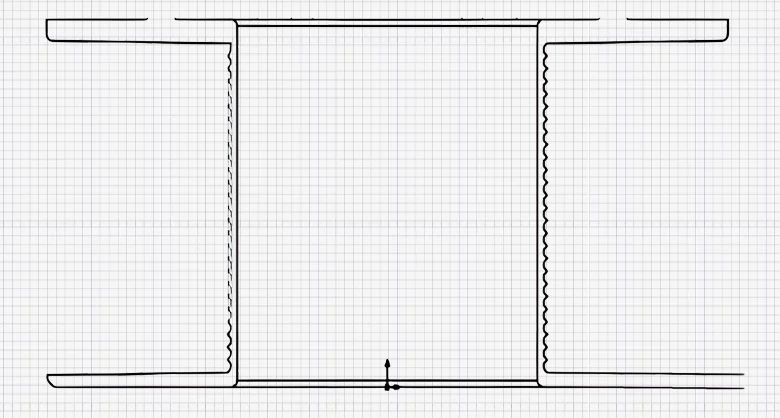
نظرًا لسمك الجدار الرقيق عند الخيط، والذي يبرد بسرعة، ينتهي التدفق النهائي للمادة عند موضع الخيط. من التحليل الهيكلي الذي أجراه قسم التطوير، لم تكن هناك أي مشاكل. من وجهة نظر الإنتاج، تم تصميم سمك الجدار الرقيق للغاية، مما زاد من عدد مرات التشغيل التجريبي دون حل المشكلة. وأخيرًا، وبدون تغيير أبعاد المخطط، تم تحليل التفاوتات المسموح بها، وأضيفت مادة إضافية إلى سُمك الجدار للوصول به إلى الحد الأعلى للتسامح، وتم تعديل أبعاد القالب لمعالجة مشكلة الملء.
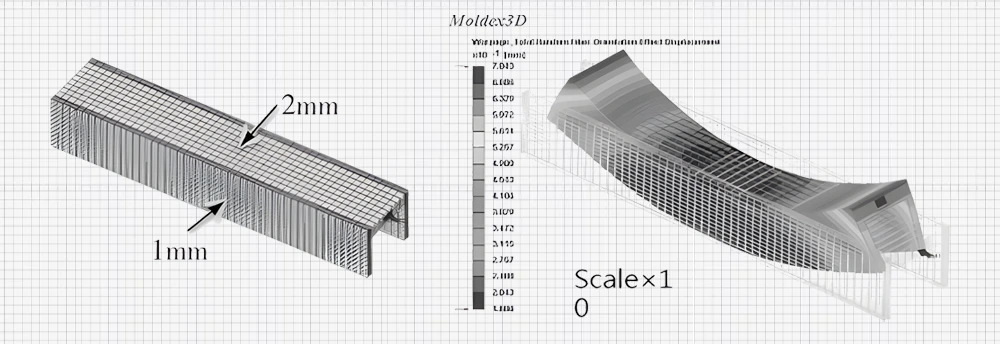
الحالة 2: تأثير تفاوت سُمك الجدار على تكاليف قوالب الحقن.
كما توضح الصورة أدناه، يبلغ سمك الجدار العلوي للجزء 2 مم، بينما يبلغ سمك الجدار الجانبي 1 مم فقط. يؤكد تحليل تدفق القالب على اتجاه التشوه ومقداره، والذي يميل إلى التشوه نحو القسم الأكثر سمكًا. لذلك، أثناء مرحلة التطوير والتصميم للجزء البلاستيكي، يجب مراعاة توحيد سماكة الجدار لتقليل مقدار التشوه.
على جانب القالب، يمكن تعديل الجزء البلاستيكي عن طريق تغيير حجم أو موضع البوابة، والتحقق باستمرار من مقدار التشوه الأمثل أو إضافة المزيد التركيبات لتصحيح التشوه. وهذا يزيد من تكلفة الصب التجريبي والأدوات المساعدة وكذلك كثافة العمالة لمشغلي الإنتاج.
في إنتاج الصب بالحقن، يمكن أن تؤدي زيادة وقت التبريد في دورة الصب إلى تقليل التشوه، ولكن هذا حل عرضي ولا يحل مشاكل التشوه بشكل كامل. ويؤدي تمرير المشكلة إلى العملية التالية بشكل غير مرئي إلى زيادة عدد تعديلات القالب، وإطالة دورة القولبة بالحقن، وتقليل كفاءة الإنتاج، ورفع تكاليف الإنتاج، وهو أمر غير مستحسن.
عوامل القوالب التي تؤثر على تكاليف قوالب الحقن
1. معقولية تصميم القالب
يتفاوت مصممو القوالب من حيث الخبرة ومستوى المهارة. لمعالجة المشكلات أثناء عملية التصميم، فإن الطريقة الأكثر فعالية هي إجراء مراجعات للأجزاء والقوالب البلاستيكية.
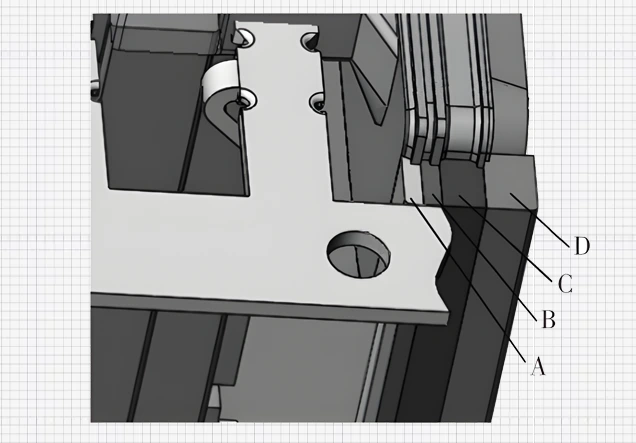
كما هو موضح في الصورة، نظرًا لوجود عدة فتحات في الجزء البلاستيكي، تتكون الفتحات من أربعة أنواع من إدخالات A، B، C، D، مع أصغر إدراج A بقياس 45×0.6×65 مم. من أبعاد تصميم الإدخالات، تنتمي جميع الإدخالات الأربعة إلى إدخالات رقيقة. بعد التشكيل التجريبي، وجد أنه بغض النظر عن كيفية تعديل معلمات عملية التشكيل، كان من المستحيل التحكم في الوميض (النتوءات) في مواقع الإدخالات. فيما يتعلق بمشكلة وميض الجزء البلاستيكي (النتوءات)، أدت التعديلات المتكررة للقالب وتفكيك القالب وإعادة تجميعه والقولبة التجريبية إلى زيادة تكاليف القوى العاملة لتجميع القالب وتكاليف التجربة بشكل غير مرئي، وظلت المشكلة دون حل. بعد إعادة تصميم القوالب الأربعة إلى اثنتين، تم تحسين وميض القالب بشكل كبير.
سيناريو آخر هو نفايات التصميم. بالنسبة لتطوير السوق أو الاحتياجات التجريبية، تتطلب بعض الأجزاء البلاستيكية المطورة حديثًا 2000 قطعة فقط، ويكفي عمر القالب 5000 قطعة. إن تصميم قالب لعمر افتراضي يصل إلى 100,000 دورة في مثل هذه الحالات يكون مفرطًا ويشكل إهدارًا في التصميم.
2. شراء قطع الغيار القياسية
يتمثل الترويج للأجزاء القياسية للقالب بشكل أساسي في تقصير وقت تصنيع القوالب وتقليل تكاليف معالجة القوالب، وتحقيق نتائج فعالة من حيث التكلفة. يوجد حاليًا العديد من موردي الأجزاء القياسية للقوالب. إذا تم إغراء المرء بالأسعار المنخفضة وقام بعمليات شراء متسرعة، فإن شركات القوالب ومستخدمي القوالب هم الذين يعانون من أكبر الخسائر، وليس الموردين.
لتقليل تكاليف قالب الحقن، يجب استخدام الأجزاء القياسية قدر الإمكان أثناء تصميم القالب. من الأفضل أن تتوافق المواصفات مع معايير العديد من الموردين، مما يسمح بتسعير مقارن من موردين متعددين، وتوسيع مساحة الاختيار، والمساعدة في تقليل تكاليف قوالب الحقن.
3. تقليل عدد القوالب التجريبية
تحتسب شركات القوالب رسوم معالجة القوالب على أساس عدد الأيام من وقت استلام الطلب إلى وقت تأهيل القالب وخروجه من المصنع. إذا تطلب القالب عدة قوالب تجريبية قبل أن يتم تسليمه للاستخدام، لا تُفرض غرامات وفقًا للعقد فحسب، بل كلما طالت مدة بقاء القالب في المصنع، زادت رسوم المعالجة وتكاليف التجربة المتراكمة. وبالتالي، تعد القوالب التجريبية المتعددة أو التي لا يمكن التحكم فيها نقطة عمياء كبيرة في التحكم في تكاليف قوالب الحقن.
تشمل أسباب القوالب التجريبية المتعددة ما يلي:
1) لم تتم مراجعة تصميم القالب بدقة من قبل فريق عمل، مما أدى إلى هياكل غير معقولة تتطلب تصحيحات متعددة بعد عمليات التشكيل التجريبية;
2) كان تصميم القالب جيدًا، ولكن معالجة القالب لم تكن كافية، مما أدى إلى زيادات غير ضرورية في القوالب التجريبية وتكاليف القوالب;
3) لم يتم اختيار أفضل عملية قولبة وماكينة حقن أثناء التجربة، مما أدى إلى الحصول على قالب جيد الصنع ولكن الأجزاء المصبوبة بالحقن دون المستوى الأمثل;
4) فهم غير كافٍ للخصائص الفيزيائية للبلاستيك، والاختيار غير الصحيح لـ معدلات الانكماشمما تسبب في تصحيحات العفن المتكررة.
4. مواد القوالب
أجزاء مظهر مكيف الهواء الكبيرة أو الأجزاء الشفافة تتطلب الكثير من مواد القالب، وتمثل تكلفة مواد القالب نسبة كبيرة من سعر القالب. يؤدي اختيار الفولاذ المقاوم للصدأ كمادة للقالب إلى ارتفاع تكاليف المواد وارتفاع سعر وحدة القالب، مما يلغي الميزة التنافسية. ويؤدي اختيار فولاذ القوالب الرديء إلى عدم كفاية صقل السطح ومقاومة التآكل، وتفشل الأجزاء البلاستيكية في تلبية متطلبات العملاء. ولتقليل تكاليف القوالب مع تلبية متطلبات العملاء للحصول على لمعان شديد على أسطح الأجزاء البلاستيكية، تتم معالجة المواد الرديئة وتطبيق معالجات طلاء السطح على أسطح تجويف القالب لتعزيز لمعان القالب ومقاومة الصدأ ومقاومة التآكل.
العوامل في إنتاج القوالب بالحقن التي تؤثر على تكاليف القوالب
نادراً ما تركز تكاليف قوالب الحقن على المعلومات المتعلقة بإنتاج القوالب بالحقن. بالنسبة للشركة المنتجة للمنتجات، لا يتعلق الأمر فقط بجني المال من القالب، بل يتعلق بالربحية النهائية للمنتج. في عملية إنتاج القوالب بالحقن، يعتبر القالب هو الحلقة الأكثر أهمية، وينعكس استقرار إنتاج القوالب على إنتاج القوالب بالحقن.
غالبًا ما يحتاج القالب إلى تفكيكه لإصلاحه بسبب قضبان القاذف المكسورة، وانهيار القالب، والتلوث بالزيت، والصدأ، والقذف غير الناجح، والإدخالات المكسورة، والمنزلقات المحترقة، والتشوه، وما إلى ذلك. وهذا يزيد من تكاليف صيانة القالب وتكاليف المواد الخام لإنتاج القوالب بالحقن وتكاليف المواد الخام، وتكاليف تعطل الماكينة، وغيرها من التكاليف الخفية الأخرى، والتي يتم تمريرها في النهاية إلى المنتج.
الخاتمة
لا تقع مسؤولية إدارة تكاليف قوالب الحقن على عاتق مصنعي القوالب وحدهم، بل تتطلب أيضًا تعاونًا من شركات تصميم المنتجات وأقسام إنتاج القوالب بالحقن لتقليل تكاليف قوالب الحقن وتصميم قوالب أكثر عقلانية وعالية الجودة. يمكن أن يؤدي التصميم المعقول للقطع البلاستيكية، والحد الأدنى من التغييرات في تصميمات الأجزاء البلاستيكية، والتصميم المتقدم للقوالب، والاختيار المعقول للمواد، إلى تقليل تكاليف القوالب بشكل كبير. ولإنتاج منتجات عالية الجودة، يحتاج مصممو المنتجات ومهندسو القوالب وأقسام إنتاج القوالب بالحقن إلى الحفاظ على التواصل الجيد.











