
De matrijzenindustrie kent verschillende niveaus van fabrikanten, variërend van fabrikanten met zeer geavanceerde apparatuur tot fabrikanten met vrij rudimentaire opstellingen, die allemaal naast elkaar bestaan in de industrie. Als gevolg daarvan krijgen inkopers vaak te maken met sterk uiteenlopende offertes van verschillende fabrieken voor hetzelfde project, wat behoorlijk verwarrend kan zijn!
Als je een koper bent van spuitgietmatrijzen of in opdracht gemaakte spuitgietproducten, ben je misschien het meest geïnteresseerd in:
- Hoe beheer je de aankoop van spuitgietmatrijzen?
- Hoe kies je de beste leverancier van matrijzen?
- Hoe koop je mallen die zowel goed als redelijk geprijsd zijn?
Met dit artikel wil FirstMold meer kopers helpen door een eenvoudige uitleg te geven van de componenten van de schimmelprijzen, zodat je de meest geschikte schimmelfabrikant en offerte kunt kiezen.
Kostensamenstelling van spuitgietmatrijzen
Spuitgietkosten worden onderverdeeld in expliciete en impliciete delen.
Het expliciete deel verwijst naar de directe kosten die zichtbaar zijn, zoals materiaalkosten, verwerkingskosten, ontwerpkosten, managementkosten, patenttoewijzingen en winst.
Gebaseerd op ervaring zijn de prijzen voor mallen die bestaan uit expliciete kostencomponenten meestal als volgt:
Mold Price = materiaalkosten + ontwerpkosten + verwerkingskosten + belastingen + testkosten + verpakkings- en transportkosten + winst. De gebruikelijke verhoudingen zijn:
- Materiële kosten: Materialen en standaardonderdelen maken 15% tot 30% uit van de totale spuitgietkosten.
- Verwerkingskosten20% tot 30%.
- Ontwerpkosten: 10% tot 15% van de totale matrijskosten.
- Testen: Voor grote en middelgrote mallen controleren fabrikanten het binnen 3%. Voor kleine precisievormen is het minder dan 5%.
- Kosten voor verpakking en transport: Fabrikanten berekenen dit op basis van de werkelijke uitgaven of op 3%.
- Belastingen: 15%.
- Winst: 5% tot 15%.
Het impliciete deel verwijst naar indirecte kosten die niet verschijnen tijdens de productie van de matrijs, maar gerelateerd zijn aan kosten die worden gemaakt wanneer de matrijs later in massaproductie wordt genomen. De levensduur van een matrijs kan bijvoorbeeld invloed hebben op latere investeringen.
Materiaalkosten bij de productie van spuitgietmatrijzen
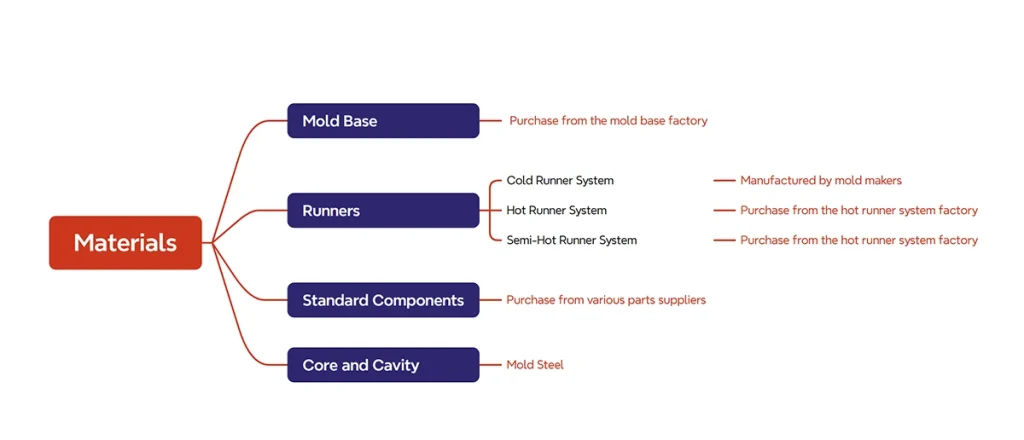
De materialen voor spuitgietmatrijzen omvatten verschillende soorten staal en niet-metalen materialen. Schimmelfabrieken deze rechtstreeks aanschaffen. De materiaalkosten van een spuitgietmatrijs hangen ook af van de structuur van de matrijs. We hebben de componenten van een matrijs gedetailleerd beschreven in het artikel "Opbouw van een spuitgietmatrijs". Vanuit kostenoogpunt verdelen we de spuitgietmatrijs in vier delen: de basis van de matrijs, de runners en de standaardonderdelen, kernen en holtes.
De eerste drie categorieën zijn van professionele fabrikanten, terwijl kernen en holtes de belangrijkste onderdelen zijn die matrijsfabrikanten zelf maken van ingekocht staal.
Standaard schimmelbasis
De kosten van de malbasis maken ongeveer 15-25% uit van de totale materiaalkosten.
1. De kosten van de malbasis hangen voornamelijk af van de fabrikant en het merk.
Fabrikanten en merken van hoogwaardige matrijzen kiezen voor staal van betere kwaliteit, dat wordt gegarandeerd door grote hoeveelheden rechtstreeks bij staalfabrikanten aan te kopen via officiële kanalen, zodat ze verzekerd zijn van echte materialen. Dienovereenkomstig is hun verwerkingsapparatuur ook apparatuur van wereldmerken van topklasse, waardoor de nauwkeurigheid van de bewerking en de ontwerpvereisten gegarandeerd zijn. Tot slot, omdat ontwerptalent geconcentreerd is en er veel professionals zijn, zijn de personeelskosten ook hoger. Daarom zijn de prijzen van matrijzen van goede fabrikanten over het algemeen hoger dan die van kleinere fabrikanten.
Voor sommige standaardmallen die in grote volumes worden gemaakt, betekent het schaaleffect natuurlijk dat grote fabrikanten van matrijzen nog steeds een aanzienlijk prijsvoordeel hebben. Maar over het algemeen krijg je waar je voor betaalt.
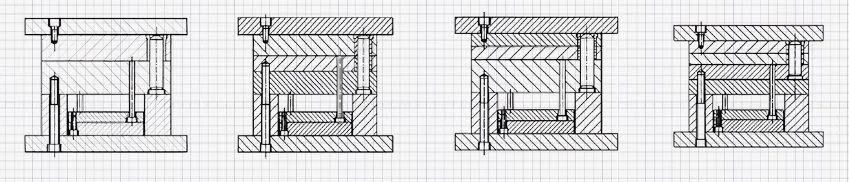
Door de verschillende onderdeelvormen variëren ook de bijbehorende matrijsstructuren. Matrijzen met ondersnijdingen of zijdelingse gaten moeten een schuifstructuur hebben en matrijzen met interne poorten met drie platen zijn complexer dan matrijzen met twee platen en externe poorten, wat leidt tot hogere productiekosten voor de basis van de matrijs.
2. Bewerkingsnauwkeurigheid en materiaal, waarbij nauwkeurigheid de belangrijkste factor is.
Gewoonlijk is de bewerkingsnauwkeurigheid van standaardmallen 0,03-0,05 mm, terwijl die van zeer nauwkeurige mallen 0,005-0,01 mm is. Verschillende nauwkeurigheden vereisen verschillende basisapparatuur en de bewerkingstijd kan geometrisch toenemen. Simpel gezegd kunnen de kosten van hoogprecieze basisvormen 2-3 keer hoger liggen dan die van standaard basisvormen. Uiteraard vormen de basisvormen van hoge precisiegietvormen de basis van hoge precisiegietvormen. Ze zorgen voor een hoge dimensionale stabiliteit, hoge directe doorvoersnelheden, een stabiele werking en relatief lagere kosten voor vormfouten.
Hete runner-systemen
Lopers in mallen worden meestal gecategoriseerd in koude lopers, warme lopers, of semi-hete runners. Over het algemeen hoeven alleen hotrunners extern te worden aangeschaft, terwijl de andere types meestal in de matrijzenfabriek zelf worden gemaakt.
In matrijzen met hotrunners maken de kosten van de runners vaak 40 tot 50% uit van de totale materiaalkosten van de matrijs.
Hot runners zijn onderverdeeld in twee types: sprue gating en valve gating.
In de productie worden de kosten van hotrunners meestal berekend op basis van het aantal hotrunnerspuitmonden. In de industrie prijzen internationale toonaangevende merken (zoals Husky en Mold-Masters) de hotrunners meestal tussen $2.000 en $4.000 per stuk, afhankelijk van het ontwerp en de toepassing.
Daarnaast moet je een andere belangrijke kostencomponent niet vergeten, namelijk het temperatuurregelsysteem. Veel temperatuurcontrolesystemen zijn echter uitwisselbaar en grote spuitgietfabrieken hebben hun eigen geïnvesteerde apparatuur, dus deze kosten zijn niet noodzakelijkerwijs inbegrepen in de offertes van spuitgietfabrieken.
Vormplaten, kernen en holtes
Platen, kernen en holtes worden meestal gemaakt door matrijsfabrieken met materialen die ze inkopen. Laten we het eerst hebben over de inkoopkosten van staal voor deze onderdelen.
Gietstaal
Bekende merken gietstaal zijn ASSAB uit Zweden, Böhler uit Oostenrijk en Daido Steel uit Japan. Er zijn ook veel veelgebruikte staalsoorten uit Duitsland, Frankrijk en de VS.
De kwaliteit van staal op de markt varieert aanzienlijk. In tegenstelling tot het kwaliteitsvaste staal dat door grote staalfabrieken wordt geproduceerd, produceren veel kleinere fabrieken staal dat ondermaats en van onstabiele kwaliteit is met hogere niveaus van onzuiverheden zoals zwavel, fosfor en stikstof, wat kan leiden tot talrijke kwaliteitsproblemen. Bovendien etiketteren veel handelaren producten van kleinere staalfabrieken zelfs verkeerd, zodat ze overeenkomen met die van grote fabrieken, waarna ze op de markt worden verkocht. Dit leidt tot aanzienlijke prijsverschillen.
Daarom moet het inkooppersoneel binnen matrijsfabrikanten onderscheid kunnen maken tussen verschillende staalsoorten en idealiter direct contact leggen met de belangrijkste staalfabrieken om op de hoogte te blijven van de laatste prijsinformatie uit de industrie.
De keuze van het staal heeft een directe invloed op de levensduur van de mal.
Op basis van de kwaliteit van het staal kunnen spuitgietmatrijzen worden ingedeeld in: Grade A (meer dan 3 miljoen injectiecycli), Grade B (meer dan 1 miljoen injectiecycli), Grade C (meer dan 500.000 injectiecycli) en Grade D (minder dan 500.000 injectiecycli).
Hoe langer de garantie op de matrijs in termen van het aantal cycli, hoe hoger de prijs van de matrijs. Matrijsfabrikanten moeten verschillende soorten matrijsstaal selecteren op basis van de garantiecycli, de eigenschappen van de kunststof die gegoten wordt, de vorm van de gegoten onderdelen en de matrijsstructuur. Deze factoren omvatten slijtvastheid, weerstand tegen chemische corrosie, enz. Hoe meer injectiecycli de spuitgietmatrijs nodig heeft, hoe hoger de prijs.
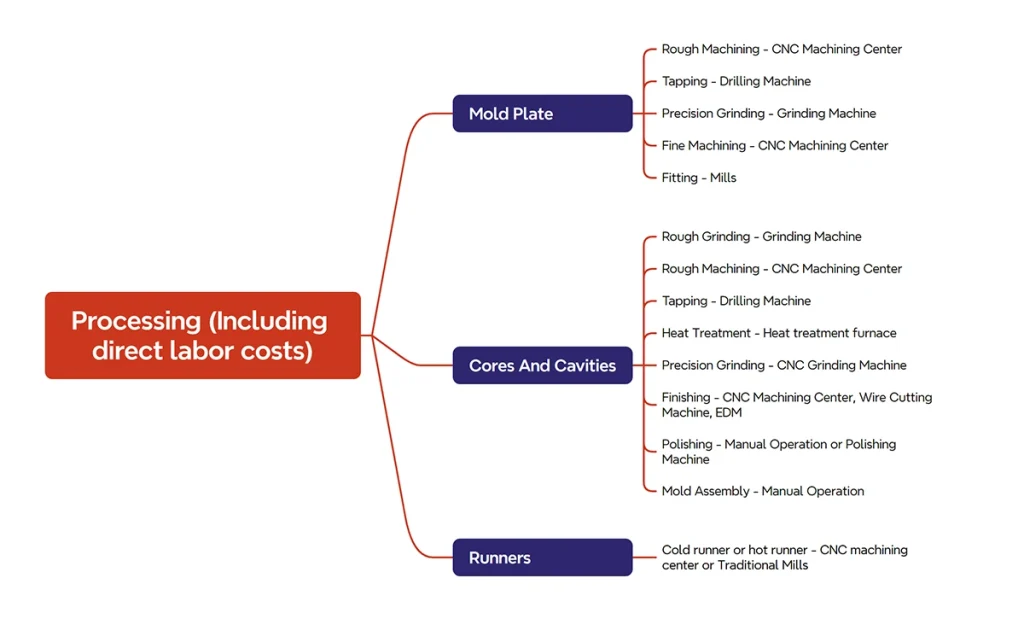
Verwerkingsprocedures
De primaire procedures omvatten het maken van matrijsplaten, matrijskernen, matrijsholten en runnerplaten. Afhankelijk van het type mal en de precisievereisten variëren de benodigde apparatuur en arbeidsuren.
De invloed van verwerkingsstappen op de werklast wordt sterk beïnvloed door het ontwerp van de matrijs.
Ten eerste beïnvloedt de vorm van de spuitgietproducten de werklast. Matrijzen met ondersnijdingen of zijdelingse gaten vereisen bijvoorbeeld een schuifstructuur, wat het ontwerp ingewikkelder maakt en de werkbelasting verhoogt. Evenzo zijn matrijzen voor schroefdoppen met een roterende uitwerpstructuur met tandwielen en tandheugels complexer en dus duurder dan matrijzen met een eenvoudige uitwerpstructuur.
Ten tweede kunnen verschillende ontwerpen voor dezelfde spuitgietproducten leiden tot variaties in de structuur en dus in de verwerkingsbelasting. Daarom hebben de beste matrijsfabrieken vaak rationelere en geoptimaliseerde oplossingen voor matrijsstructuren. Het is gebruikelijk voor grote bedrijven om ervaren en bekwame matrijsingenieurs de rationaliteit van matrijsstructuren te laten beoordelen, wat erg nuttig is voor inkooppersoneel.
Verwerkingsstappen van de malplaat:
- Grove bewerking van de malplaat
- Boren van waterleidingen en aftappen
- Precisieslijpen van de malplaat
- Fijne bewerking
- Fitprocessen (ontluchting, oliegroeven, enz.)
Verwerkingsstappen voor holtes en kernen:
- Grof slijpen
- Grove bewerking
- Boren van schroefgaten
- Warmtebehandeling (meestal uitbesteed)
- Precisieslijpen
- Fijne bewerking
- Caviteit polijsten
- Montage
Verschillende stadia van het proces maken gebruik van verschillende soorten apparatuur
Aan de andere kant zijn de verwerkingskosten nauw verbonden met de afschrijvings- en bezettingsgraad van de apparatuur, die rechtstreeks verband houdt met het merk en model van de gebruikte apparatuur.
Schimmelverwerkingsapparatuur uit geavanceerde productielanden zoals Duitsland, Zwitserland, Italië en Japan is over het algemeen duur. Controleer de CNC-machines.
Onder hetzelfde merk kan het prijsverschil tussen normale en betere modellen en tussen gewone industriële kwaliteit en superprecisiekwaliteit aanzienlijk zijn door verschillen in productieprecisie en -snelheid. Het prijsverschil voor machines die hetzelfde proces uitvoeren kan variëren van 7.000-8.000 dollar tot 300.000-4.000.000 dollar. Daarom moet het inkooppersoneel een goed inzicht hebben in de merken en modellen van de basismachines voor het verwerken van matrijzen.
Verschillende apparatuur brengt verschillende kosten met zich mee
Hoe hoger de nauwkeurigheid van vergelijkbare apparatuur, hoe hoger de investeringskosten en dus ook de arbeidskosten. Dit hangt echter af van de precisievereisten die bevestigd zijn tijdens de ontwerpfase om overspecificatie te vermijden.
Hogere verwerkingsnauwkeurigheid vereist langere werkuren en verhoogt daarom de totale kosten
In de praktijk is het mogelijk om vooraf met de matrijsfabrikant te onderhandelen over de arbeidskosten voor verschillende soorten apparatuur, op basis van het ontwerp, om de vereiste arbeidsuren overeen te komen en de verwerkingskosten van de matrijs vast te stellen voordat de ontwikkeling begint.
Arbeidskosten
We hebben het hier over indirecte kosten (de kosten van directe machineoperators zijn meestal inbegrepen in de bewerkingskosten), voornamelijk ontwerpkosten, die doorgaans 5% tot 10% van de totale matrijskosten uitmaken.
Vormontwerp begint nadat het productontwerp is voltooid en omvat het volgende:
- Ontwerp van de matrijsstructuur: Dit omvat het analyseren van de vereisten van de klant (haalbaarheidsanalyse van het product, vereisten voor de productiecapaciteit), analyse van de matrijsstroming, runneranalyse, ontwerp van de waterweg, ontwerp van het glijoppervlak, enz.
- 2D/3D-tekeningen maken: Gedetailleerde 2D- en 3D-tekeningen van de matrijs maken op basis van de ontwerpspecificaties.
- Haalbaarheidsanalyse van de mal: Beoordelen van de haalbaarheid van het implementeren van het matrijsontwerp.
Ontwerpkosten zijn essentieel om ervoor te zorgen dat de mal voldoet aan alle eisen en specificaties, inclusief functionaliteit, maakbaarheiden efficiëntie. Deze vergoedingen dekken de expertise en tijd die matrijsontwerpers nodig hebben om nauwkeurige en effectieve matrijsontwerpen te ontwikkelen die voldoen aan de behoeften van het project van de klant.
Beheerskosten
De soorten managementkosten in de activiteiten van een bedrijf zijn zeer divers, zoals salarissen van werknemers, afschrijvingen, kantoorkosten en meer. Deze kosten worden enigszins onderverdeeld in de matrijskosten.
In de dagelijkse praktijk worden de beheervergoedingen echter meestal niet berekend op basis van gedetailleerde financiële gegevens. Deze aanpak vermijdt al te ingewikkelde berekeningen die niet bevorderlijk zijn voor een eenvoudige berekening. Bovendien kunnen veel gedetailleerde posten worden beschouwd als onderdeel van de vertrouwelijke bedrijfsvoering van het bedrijf en zijn ze niet geschikt om openbaar te worden gemaakt. Daarom is het gebruikelijk om een percentage te berekenen op basis van de totale beheerkosten van het voorgaande jaar gedeeld door de totale belangrijkste bedrijfsopbrengsten, en dit percentage wordt gebruikt voor de prijsbepaling.
Bijvoorbeeld: Als in 2023 de totale beheerkosten 10 miljoen waren en de totale belangrijkste bedrijfsopbrengsten 100 miljoen, dan zouden de beheerkosten voor dat jaar worden berekend op 10%.
Winst
De winst wordt meestal berekend volgens een verhouding die vooraf door beide partijen is overeengekomen.
Om de ontwikkeling van het bedrijf te bevorderen en een langdurig, gezond en duurzaam partnerschap tussen beide partijen tot stand te brengen, heeft FirstMold een bescheiden wens: zorgen voor een normale winstmarge binnen de branche en moordende concurrentie voorkomen. De hoop is om de prijzen te bepalen door mogelijkheden te onderzoeken op het gebied van materialen, technologie, processen en efficiëntie, terwijl de normale winst van het matrijzenbedrijf gewaarborgd blijft.
Bij projecten om de kosten van spuitgietmatrijzen te verlagen, is het belangrijk om wetenschappelijke methoden te gebruiken om onnodige verliezen en verspilling te identificeren en te elimineren. Het is ook cruciaal om actief innovatieve technologieën en processen te onderzoeken en te implementeren om de productie-efficiëntie te verbeteren. Bovendien kunnen lean productiemanagement en methodes zoals 6S en 5S effectief verspilling van werkuren verminderen en stilstand van machines minimaliseren.
Met de komst van het nieuwe tijdperk van slimme productie moeten we actief deelnemen en nieuwe technologieën voor kunstmatige intelligentie gebruiken om de arbeidskosten te verlagen.
De kosten van spuitgietmatrijzen wetenschappelijk verlagen
Een van de belangrijkste factoren die de spuitgietkosten beïnvloeden, is of het ontwerp van het kunststof onderdeel rationeel is. Productontwerpers moeten niet alleen rekening houden met de functionaliteit van de kunststof onderdelen, maar ook met de uitvoerbaarheid van het kunststofproces en de daaropvolgende assemblage, en met de kosten van de onderdelen.
Hier zijn enkele klassieke gevallen:
1. De invloed van het ontwerp van de vulling van kunststofonderdelen op de kosten van spuitgietmatrijzen
Een klein plastic kaartdekselonderdeel van LCP-materiaal breekt vaak op de plaats van de kliksluiting na enkele tientallen prototypen tijdens het proefgietproces, waardoor het proefproces werd onderbroken. Het assemblagepersoneel van de matrijs moest vaak de matrijs uit elkaar halen om de kapotte drukknopen op te ruimen.
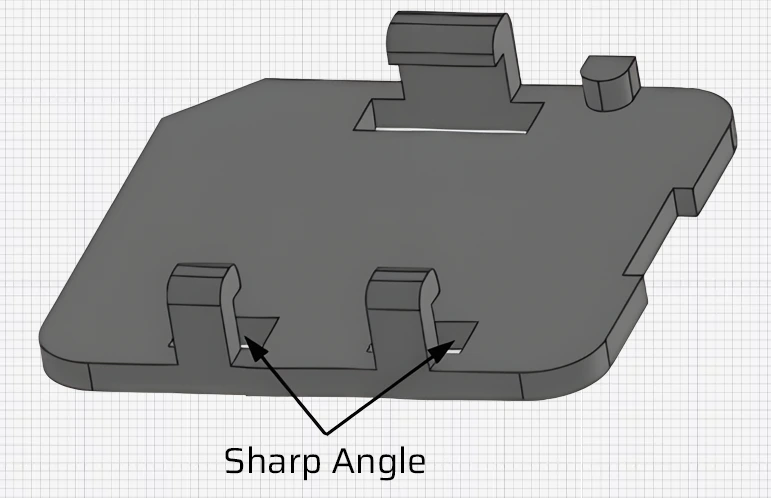
De belangrijkste reden voor breuk van de snap-fit is spanningsconcentratie bij de snap-fit tijdens het spuitgieten en onvoldoende spanning bij de snap-fit tijdens het spuitgieten. trekhoek aan de zijkanten van de snap-fit. Dit alleen oplossen vanuit de matrijs door herhaaldelijk polijsten pakt de hoofdoorzaak niet aan. Herhaaldelijk proefgieten verhoogt de proefkosten en de werklast voor het polijsten en assembleren van de matrijs, waardoor de productiekosten stijgen.
Bij het verwerken van matrijzen hebben fillets of hoeken EDM (Electrical Discharge Machining) nodig om aan de vorm van de kunststof onderdelen te voldoen. Door redelijke fillets op hoekposities te ontwerpen, kunnen EDM-bewerkingen en de bijbehorende materiaalkosten worden beperkt, waardoor aanzienlijk kan worden bespaard op de kosten en tijd van de matrijsverwerking.
2. De impact van de wanddikte van kunststofonderdelen op de kosten van spuitgietmatrijzen
De wanddikte van kunststofonderdelen heeft indirect invloed op de spuitgietkosten en wordt vanuit twee aspecten geanalyseerd:
1) Te dunne wanden kunnen het volgende veroorzaken korte opnamenwaardoor de productie onstabiel wordt en de proefgietkosten binnen de matrijskosten toenemen.
2) Te dikke wanden kunnen leiden tot zinkvlekken en verschillende mate van vervorming in de onderdelen. Om deze problemen aan te pakken, wordt de koeltijd in de spuitgietcyclus verlengd om deze defecten te verminderen.
Casus 1: De impact van een te dunne wanddikte op de kosten van spuitgietmatrijzen.
De afbeelding hieronder toont een dunwandig ringvormig kunststofdeel waarbij de wanddikte bij de schroefdraad in het midden 0,25 mm is, de bovenste cirkel 0,6 mm en de onderste cirkel 0,4 mm. De mal maakt gebruik van een grote poort aan de rand van de onderste cirkel. De mal onderging meer dan tien proefruns, waarbij het moeilijkste probleem de lasnaden bij de schroefdraad waren door onvoldoende ontluchting, wat defecte onderdelen veroorzaakte.
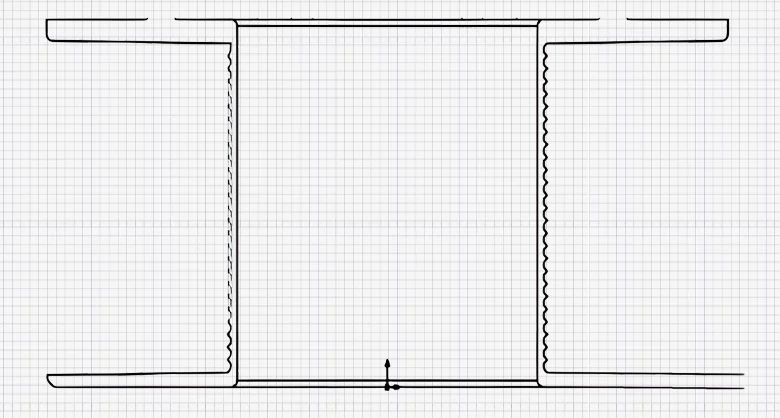
Door de dunne wanddikte bij de schroefdraad, die snel afkoelt, eindigt de eindstroom van het materiaal bij de schroefdraadpositie. Vanuit een structurele analyse door de ontwikkelingsafdeling waren er geen problemen. Vanuit een productiestandpunt was de wanddikte te dun ontworpen, waardoor het aantal proefruns toenam zonder het probleem op te lossen. Uiteindelijk werden, zonder de afmetingen van de blauwdruk te wijzigen, de toleranties geanalyseerd, werd er extra materiaal toegevoegd aan de wanddikte om deze binnen de bovenste tolerantiegrens te brengen en werden de matrijsafmetingen aangepast om het vulprobleem op te lossen.
Geval 2: De impact van ongelijke wanddikte op de kosten van spuitgietmatrijzen.
Zoals de afbeelding hieronder laat zien, is de dikte van de bovenwand van het onderdeel 2 mm, terwijl de zijwand slechts 1 mm is. De analyse van de matrijsstroming bevestigt de vervormingstrend en -hoeveelheid, die naar het dikkere deel neigt te vervormen. Daarom moet tijdens de ontwikkeling en het ontwerp van het kunststofdeel rekening worden gehouden met de uniformiteit van de wanddikte om de vervorming te beperken.
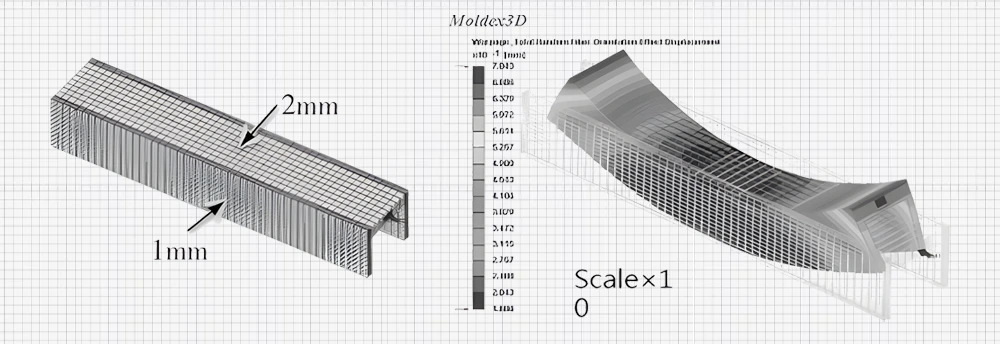
Aan de matrijszijde kan het kunststofdeel worden aangepast door de grootte of positie van de poort te veranderen, voortdurend de optimale hoeveelheid vervorming te controleren of meer toe te voegen. armaturen om vervorming te corrigeren. Dit verhoogt de kosten van proefgieten en hulpgereedschappen, evenals de arbeidsintensiviteit van de productieoperators.
In de spuitgietproductie kan het verhogen van de koeltijd in de gietcyclus de vervorming verminderen, maar dit is een symptomatische oplossing en lost de vervormingsproblemen niet volledig op. Door het probleem onzichtbaar door te schuiven naar het volgende proces, neemt het aantal matrijsaanpassingen toe, wordt de spuitgietcyclus langer, daalt de productie-efficiëntie en stijgen de productiekosten, wat niet aan te raden is.
Mold Factoren die de kosten van spuitgietmatrijzen beïnvloeden
1. Redelijkheid van het ontwerp van de gietvorm
Ontwerpers van matrijzen variëren in ervaring en vaardigheidsniveau. Om problemen tijdens het ontwerpproces aan te pakken, is de meest effectieve methode het uitvoeren van reviews van de kunststof onderdelen en matrijzen.
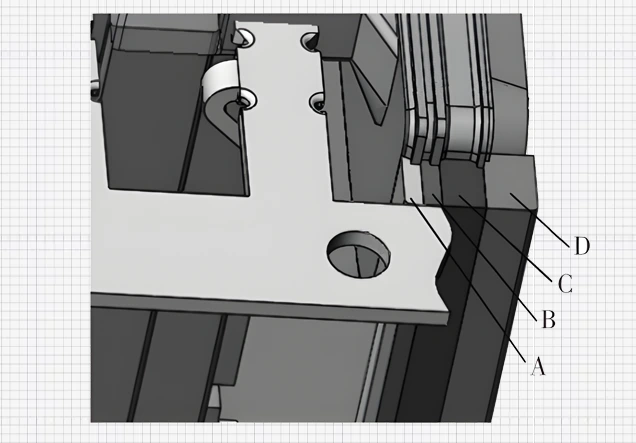
Zoals op de afbeelding te zien is, bestaan de sleuven in het plastic deel door de verschillende sleuven uit vier soorten inzetstukken A, B, C, D, waarbij de kleinste inzet A 45×0,6×65 mm meet. Uit de ontwerpafmetingen van de inzetstukken blijkt dat ze alle vier tot de dunne inzetstukken behoren. Na het proefgieten bleek dat hoe de parameters van het gietproces ook werden aangepast, het onmogelijk was om de uitvloeiing (bramen) op de plaatsen van de inzetstukken onder controle te houden. Wat betreft het probleem van de uitvloeiing (bramen) van plastic onderdelen, zorgden herhaalde matrijsaanpassingen, demontage en hermontage van de matrijs en proefgietingen voor een onzichtbare stijging van de arbeidskosten voor matrijsassemblage en proefkosten, en het probleem bleef onopgelost. Het probleem bleef onopgelost. Na het herontwerpen van de vier inzetstukken in twee, was de vormuitslag aanzienlijk verbeterd.
Een ander scenario is ontwerpafval. Voor marktontwikkeling of experimentele behoeften hebben sommige nieuw ontwikkelde kunststofonderdelen slechts 2.000 stuks nodig en zou een matrijslevensduur van 5.000 stuks volstaan. Een matrijs ontwerpen voor een levensduur van 100.000 cycli is in zo'n geval overdreven en vormt ontwerpafval.
2. Aankoop van standaardonderdelen
De promotie van standaardonderdelen voor matrijzen is voornamelijk om de productietijd voor matrijzen te verkorten en de verwerkingskosten voor matrijzen te verlagen, zodat kosteneffectieve resultaten worden bereikt. Momenteel zijn er veel leveranciers van standaardonderdelen voor matrijzen. Als iemand zich laat verleiden door lage prijzen en overhaaste aankopen doet, zijn het de matrijsbedrijven en matrijsgebruikers die de grootste verliezen lijden, niet de leveranciers.
Om de kosten van spuitgietmatrijzen te drukken, moeten tijdens het matrijsontwerp zoveel mogelijk standaardonderdelen worden gebruikt. Het is het beste als de specificaties kunnen voldoen aan de normen van meerdere leveranciers, zodat de prijzen van meerdere leveranciers kunnen worden vergeleken, de selectieruimte wordt vergroot en de spuitgietkosten worden verlaagd.
3. Het aantal proefmallen verminderen
Mallenbedrijven berekenen de verwerkingskosten voor mallen op basis van het aantal dagen vanaf het moment dat de order wordt ontvangen tot het moment dat de mal gekwalificeerd is en de fabriek verlaat. Als een matrijs meerdere proefmallen moet maken voordat hij geleverd kan worden voor gebruik, worden er niet alleen boetes opgelegd volgens het contract, maar hoe langer de matrijs in de fabriek blijft, hoe meer verwerkingskosten en proefkosten er ontstaan. Meerdere of oncontroleerbare proefmallen zijn dus een belangrijke blinde vlek in de kostenbeheersing van spuitgietmatrijzen.
Redenen voor meerdere proefmallen zijn onder andere:
1) Het matrijsontwerp is niet grondig door een team bekeken, wat leidt tot onredelijke structuren die na proefgietingen meerdere correcties vereisen;
2) Het matrijsontwerp was goed, maar de verwerking van de matrijs was ontoereikend, wat leidde tot onnodige toename van proefmallen en matrijskosten;
3) Het beste spuitgietproces en de beste spuitgietmachine werden niet geselecteerd tijdens de proef, wat resulteerde in een goed gemaakte matrijs maar suboptimale spuitgietonderdelen;
4) Onvoldoende kennis van de fysische eigenschappen van de kunststof en onjuiste selectie van krimpsnelhedenwat herhaalde schimmelcorrecties veroorzaakt.
4. Vormmaterialen
Grote airconditioner onderdelen of transparante delen vereisen veel matrijsmateriaal en de kosten van het matrijsmateriaal vormen een aanzienlijk deel van de matrijsprijs. Door roestvrij staal als matrijsmateriaal te kiezen, zijn de materiaalkosten hoog en is de eenheidsprijs van de matrijs hoog, waardoor het concurrentievoordeel wegvalt. Het kiezen van inferieur matrijsstaal resulteert in onvoldoende oppervlaktepolijsting en slijtvastheid en de plastic onderdelen voldoen niet aan de eisen van de klant. Om de matrijskosten te drukken en tegelijk te voldoen aan de vraag van klanten naar een hoge glans op de oppervlakken van kunststof onderdelen, worden inferieure materialen verwerkt en worden oppervlaktecoatings aangebracht op de oppervlakken van de matrijsholtes om de glans, roestbestendigheid en slijtvastheid van de matrijs te verbeteren.
Factoren in de spuitgietproductie die de matrijskosten beïnvloeden
Kosten van spuitgietmatrijzen richten zich zelden op informatie over de productie van spuitgietmatrijzen. Voor een bedrijf dat producten maakt, gaat het niet alleen om de matrijs die geld oplevert, maar om de uiteindelijke winstgevendheid van het product. In het productieproces van spuitgieten is de matrijs de meest cruciale schakel en de stabiliteit van de matrijsproductie wordt weerspiegeld in de spuitgietproductie.
Een matrijs moet vaak gedemonteerd worden voor herstellingen wegens gebroken uitwerpstaven, instorting van de matrijs, olievervuiling, roestvorming, mislukte uitwerping, gebroken inserts, verbrande schuivers, vervorming, enz. Dit verhoogt de onderhoudskosten van de matrijs en de grondstofkosten van de spuitgietproductie, de kosten voor machinestilstand en andere verborgen kosten, die uiteindelijk worden doorberekend aan het product.
Conclusie
Het beheersen van de kosten van spuitgietmatrijzen is niet alleen de verantwoordelijkheid van matrijsfabrikanten, maar vereist ook samenwerking van productontwerpbedrijven en productieafdelingen van spuitgietbedrijven om de kosten van spuitgietmatrijzen te minimaliseren en rationelere matrijzen van hoge kwaliteit te ontwerpen. Een redelijk ontwerp van kunststof onderdelen, minimale wijzigingen aan ontwerpen van kunststof onderdelen, een geavanceerd matrijsontwerp en een verstandige materiaalkeuze kunnen allemaal de matrijskosten aanzienlijk verlagen. Om kwaliteitsproducten te maken, moeten productontwerpers, matrijsingenieurs en spuitgietproductieafdelingen goed communiceren.











