
3D-Druck, technisch als additive Fertigung (AM) bezeichnet, ist eine Produktionsmethode, bei der Objekte Schicht für Schicht direkt aus digitalen dreidimensionalen Modellen hergestellt werden. Additive Verfahren unterscheiden sich von subtraktiven Verfahren wie der CNC-Bearbeitung, bei der das Material aus einem festen Block entfernt wird. Bei diesem Verfahren wird das Material einfach an der gewünschten Stelle aufgetragen oder ausgehärtet. Diese Umkehrung der Fertigungslogik ermöglicht komplizierte Geometrien, kürzere Entwicklungszeiten, elektronische Lagerbestände und eine lokalisierte Fertigung.

Was sind die Arten des 3D-Drucks?
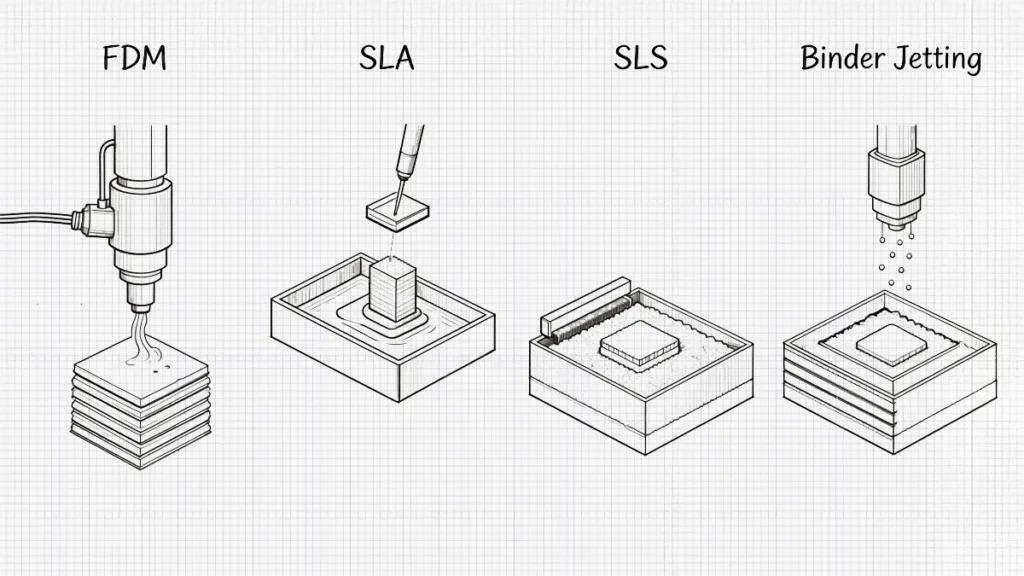
Der Begriff “Arten des 3D-Drucks” beschreibt die grundlegenden Drucktechnologien, die bestimmen, wie das Material aufgebracht oder verfestigt wird.
1. Material Extrusion
Erstens basiert die Materialextrusion auf dem Konzept, ein thermoplastisches Filament zu erhitzen und es durch eine Düse zu drücken, um Teile in einer Schicht auf einmal zu erzeugen [1]. Dank seiner Erschwinglichkeit, seiner Verfügbarkeit und seines breiten Materialspektrums eignet er sich für den Verbraucher und den professionellen Einstiegsmarkt. Zu den verwendeten Materialien gehören PLA, ABS und PETG.
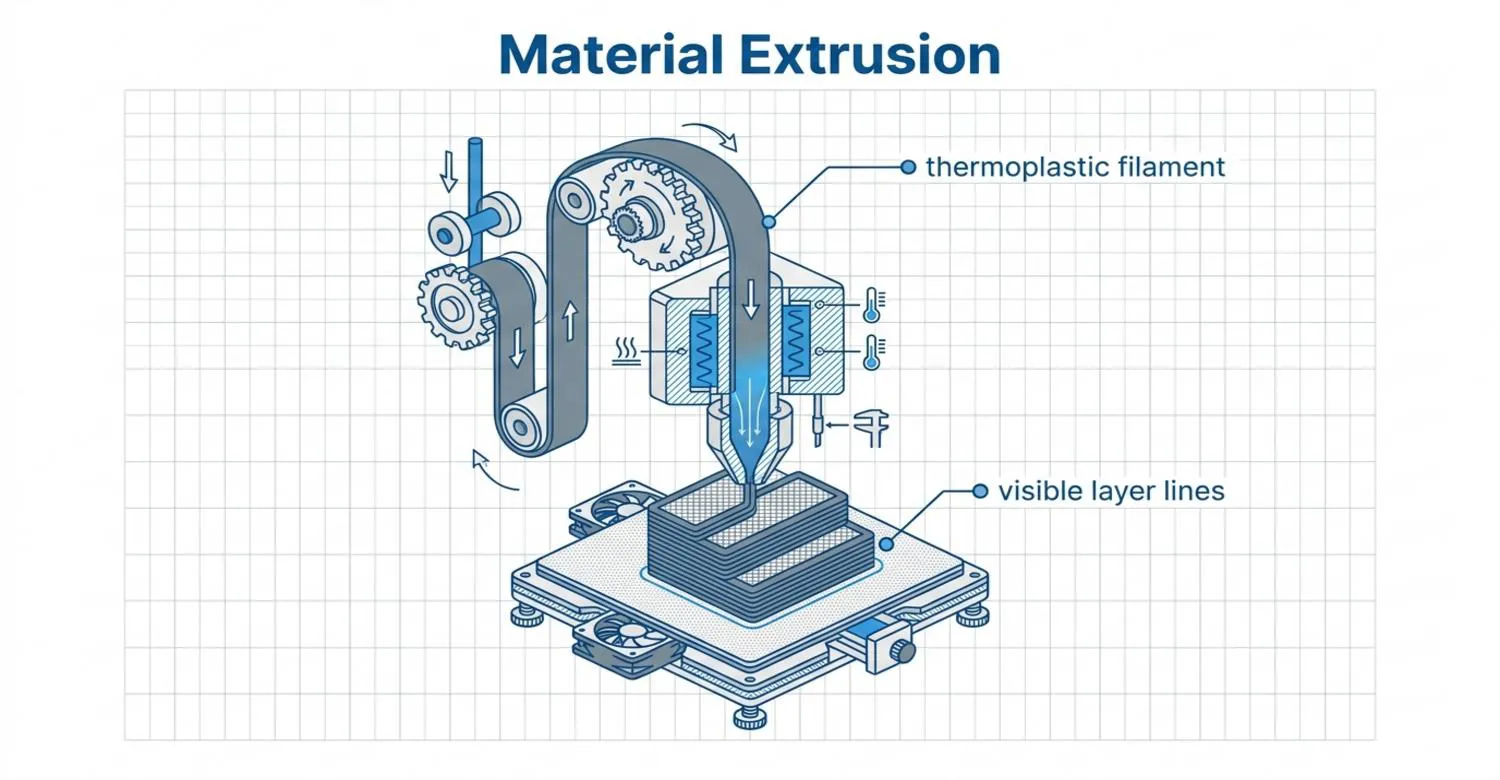
Es wird geschätzt, weil es ein schnelles Prototyping-Verfahren bietet und die Prüfung von Funktionen ermöglicht. Allerdings müssen sichtbare Schichtlinien, mittlere Maßtoleranzen und anisotrope mechanische Eigenschaften bei der Festlegung von Spezifikationen für leistungsempfindliche Bauteile berücksichtigt werden.
Vorteile und Beschränkungen der Materialextrusion
Die Technologie eignet sich für die meisten Thermoplaste, und Prototypen können von der Konzeptphase bis zur Herstellung von funktionalen Komponenten verwendet werden. Die Materialextrusion ist einfach zu handhaben und hat einen relativ geringen Wartungsaufwand, so dass sie bei Hobbyisten und in der Industrie die am wenigsten komplizierte Methode der additiven Fertigung ist.
Die Hauptnachteile sind sichtbare Schichtlinien, geringe Maßgenauigkeit und anisotrope mechanische Eigenschaften aufgrund der Schichthaftung. Die Oberflächengüte erfordert häufig eine Nachbearbeitung, und komplexe Geometrien können Stützstrukturen erfordern. Auch thermische Verformungen können die Genauigkeit beeinflussen, insbesondere bei der Arbeit mit Hochtemperaturpolymeren.
2. Bottich-Photopolymerisation
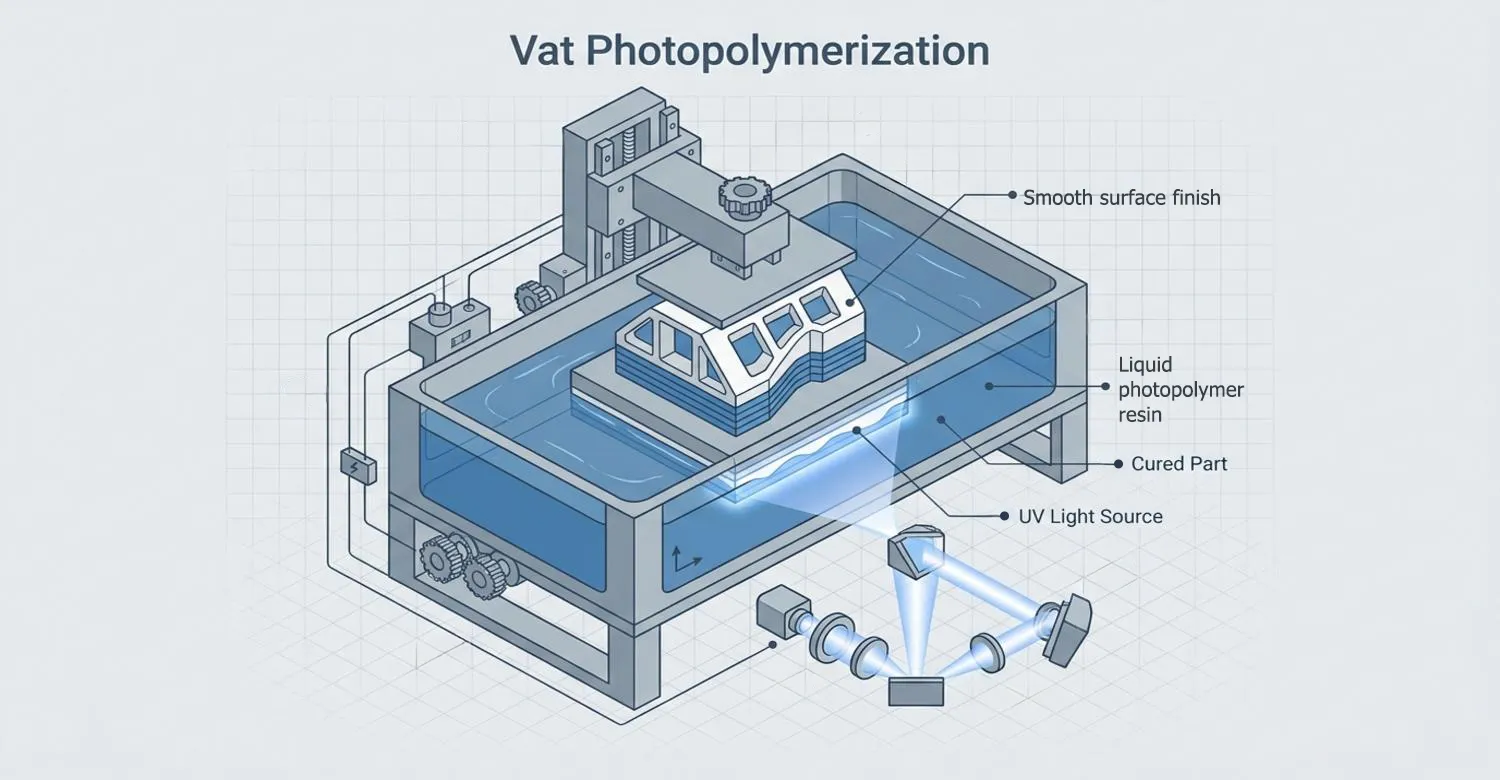
Im Gegensatz dazu beruht das Konzept der Wannen-Photopolymerisation auf der selektiven Aushärtung des flüssigen Photopolymerharzes durch eine angepasste Lichtquelle. Diese Technologien werden als hochauflösend, fein strukturierbar und mit glatter Oberfläche beschrieben und eignen sich hervorragend für Dentalmodelle, Schmuckgussmodelle, mikrofluidische Geräte und Prototypen mit sehr feinen Strukturen. [2]. Die Nachteile sind die Anforderungen an die Handhabung des Harzes, die Nachhärtung und die Tatsache, dass Standard-Photopolymere relativ spröde sind, es sei denn, man verwendet spezielle Formulierungen.
Vorteile und Grenzen der Bottich-Photopolymerisation
Bottich-Photopolymerisationstechnologien wie die Stereolithographie (SLA) und die digitale Lichtverarbeitung (DLP) sind besonders effektiv bei der Herstellung von Objekten mit hoher Auflösung und glatten Oberflächengüten. Diese Verfahren eignen sich für komplizierte Entwürfe, Detailarbeiten und Operationen, die ein hohes Maß an Maßgenauigkeit erfordern, wie z. B. zahnmedizinische, medizinische und hochwertige ästhetische Modelle.
Das Material und die Handhabung sind die Hauptgründe, warum es einige Nachteile hat. Photopolymer-Thermoplaste sind spröde, UV-empfindlich und nicht so stabil wie Thermoplaste. Die im Arbeitszyklus anfallenden Vorgänge sind die Handhabung des Harzes, die Reinigung und die Nachhärtung, was die Vorgänge im Vergleich zu extrusionsbasiertem Harz schwierig und teurer macht.
3. Powder Bed Fusion
Das Pulverbettschmelzen umfasst Technologien, bei denen feine Pulverpartikel selektiv durch thermische Energie verschmolzen werden. Beim Multi Jet Fusion (MJF) werden in der Regel Schmelzmittel mit Infrarotenergie verschmolzen, während das selektive Lasersintern (SLS) in der Regel bei der Verarbeitung von Polymerpulvern wie Nylon PA12 eingesetzt wird. Direktes Metall-Lasersintern (DMLS) und Selektives Laserschmelzen (SLM) werden zum Sintern von Metallpulvern wie Titan, rostfreiem Stahl, Aluminium und Nickelsuperlegierungen verwendet. [3].
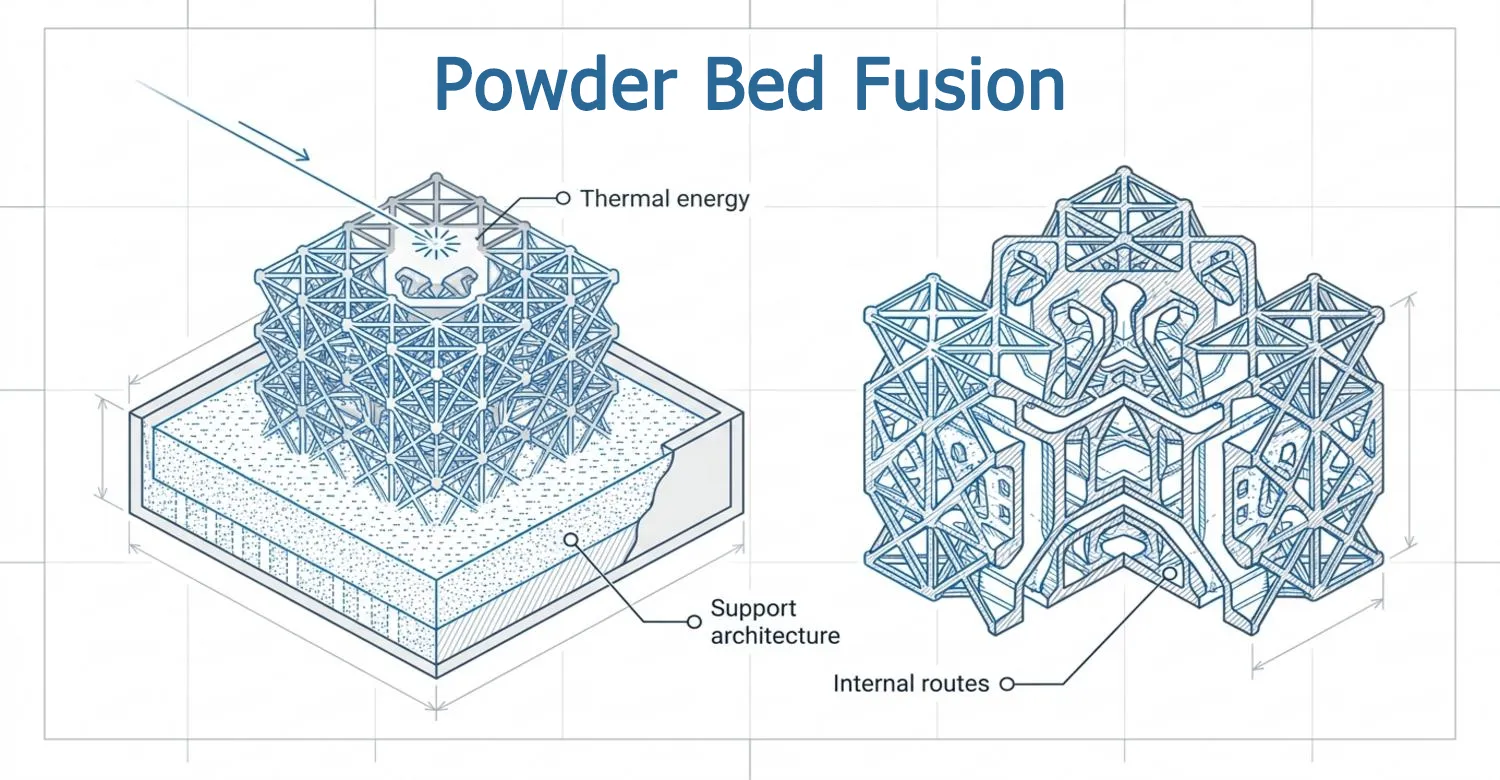
Das Pulver selbst stellt eine natürliche Trägerarchitektur dar, was zu komplexen internen Wegen und Gitterstrukturen führt. Die daraus resultierenden Bauteile weisen ein hohes Maß an mechanischer Funktionsfähigkeit auf und sind praktisch isotrop, und die Technologie wurde in der Luft- und Raumfahrt, in der Automobilindustrie und in der Medizintechnik eingesetzt. Die größten Schwachpunkte sind jedoch die hohen Kosten der Anlagen, die schwierige Handhabung des Pulvers und die Notwendigkeit einer kontrollierten Umgebung.
Vorteile und Grenzen des Pulverbettschmelzens
Pulverbettschmelztechnologien ermöglichen die Herstellung komplexer innerer Merkmale und zäher Teilelemente in den meisten Fällen ohne den Einsatz von Stützstrukturen in Polymersystemen. Dies macht sie für anspruchsvolle technische Aufgaben geeignet.
Zu den Nachteilen gehören hohe Gerätekosten, komplexe Pulverhandhabung und energieintensiver Betrieb. Die Oberflächenrauhigkeit wird in der Regel nachbearbeitet, und die thermische Belastung beeinträchtigt die Integrität des Teils.
4. Material Jetting
Beim Material-Jetting werden mikroskopisch kleine Photopolymer-Tropfen auf eine Bauplattform aufgebracht und anschließend sofort mit UV-Licht gehärtet. Bei diesem Verfahren können mehrere Materialien mit unterschiedlichen mechanischen Eigenschaften, Farben oder Opakheit gleichzeitig gedruckt werden. Mit dieser Technologie werden hochwertige Teile mit bemerkenswerter Oberflächenqualität und hoher Maßgenauigkeit hergestellt.
Vorteile und Grenzen des Materialstrahlens
Material-Jetting ist bei feinen Details genauer als andere Verfahren und kann in Multimaterial-Modi mit Abscheidung und Aushärtung von kleinen Photopolymer-Tropfen angewendet werden. Es eignet sich besonders für realistische Prototypen, Vollfarben und Komponenten, die unterschiedliche Materialeigenschaften in einer Konstruktion erfordern können.
Die Technologie ist aufgrund der hohen Kosten für die Maschinen und der geschützten Materialien unerschwinglich. Die gedruckten Fotopolymere bieten keine langfristige mechanische Robustheit und Hitzebeständigkeit. Die Empfindlichkeit gegenüber den Arbeitsbedingungen und der Wartungsbedarf könnten die Gesamtkosten der Produktion erhöhen.
5. Binder Jetting
Beim Binder Jetting schließlich wird ein flüssiges Bindemittel selektiv auf ein Pulverbett übertragen und bindet die Partikel des Druckverfahrens, ohne dass dabei nennenswerte Wärme zugeführt wird. Um die endgültige Festigkeit zu erreichen, ist eine weitere Aushärtung, Sinterung oder Infiltration erforderlich. Diese Trennung von Formgebung und Verdichtung ermöglicht eine höhere Baugeschwindigkeit und geringere thermische Verformung.
Es wird in Sandformen, in einem gesinterten Metallstück und in vollfarbigen Modellen aus Sandstein gegossen. Weitere technische Erwägungen sind der Bedarf an sekundärer Verarbeitung und die niedrige Festigkeit im Grünzustand, die ebenfalls von entscheidender Bedeutung sind.
Vorteile und Grenzen des Binder Jetting
Es wurde berichtet, dass das Bindemittelstrahlverfahren Hochgeschwindigkeitsdruckkapazitäten, Skalierbarkeit und die Fähigkeit zur Verarbeitung von Metallen, Keramiken und Sand besitzt. Minimale oder fehlende thermische Energie führt zu Eigenspannungen der zu bedruckenden Teile, was sich bei großen Teilen, Gussformen und der kostengünstigen Herstellung von Metallteilen nach dem Sintern als wirksam erweist.
Die Grenzen dieses Verfahrens liegen in der Zerbrechlichkeit der Grünteile und der Notwendigkeit einer umfangreichen Nachbearbeitung, wie etwa Sintern oder Infiltrieren. Die Maßschrumpfung während der Verdichtung erschwert die Genauigkeit, und die endgültigen mechanischen Eigenschaften entsprechen nicht immer denen, die bei vollständig geschmolzenem Metall erreicht werden.
Welche Arten von 3D-Druckern gibt es?
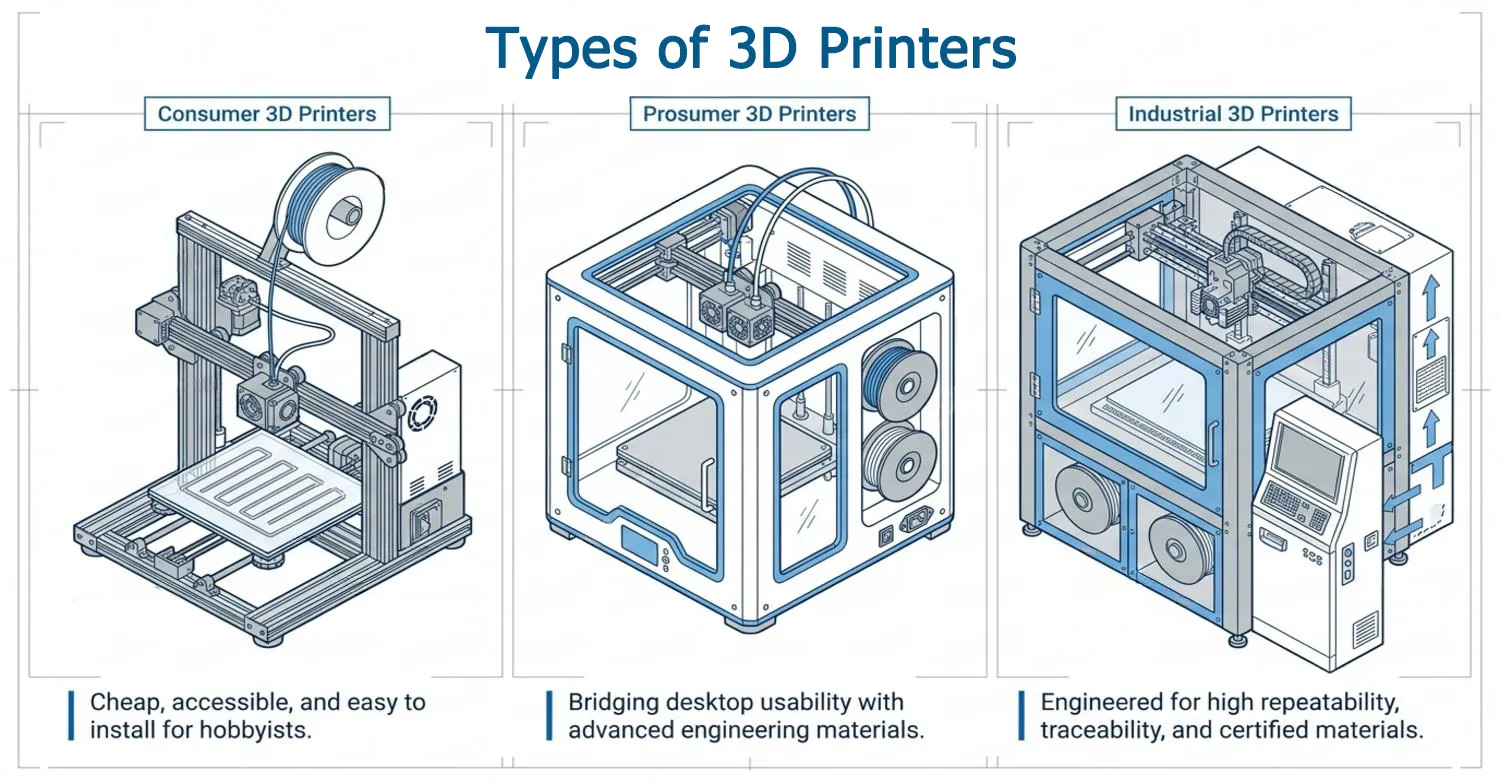
1. 3D-Drucker für Verbraucher
Mit 3D-Druckern für Endverbraucher beginnen die meisten Reisen in die additive Fertigung. Die Geräte sind verfügbar, billig und einfach zu installieren und können in Haushalten, Schulen und Makerspaces aufgestellt werden. [4]. Die Technologie, die am ehesten mit diesen Druckern in Verbindung gebracht wird, ist die Materialextrusion, die auch als FDM oder FFF bezeichnet wird. Solche Systeme können ein Objekt durch das Schmelzen eines thermoplastischen Materials und dessen schichtweises Auftragen herstellen. Die gebräuchlichsten Materialien sind PLA, PETG und ABS, da sie stabil, leicht erhältlich und relativ fehlerverzeihend beim Druck sind.
Die Bottich-Photopolymerisation kann auch für 3D-Drucker auf Verbraucherebene genutzt werden. Desktop-Drucker (SLA und MSLA) härten ihr flüssiges Harz mit ultraviolettem Licht aus und können sehr feine Details drucken, während die Extrusion von Filamenten die Feinheit normalerweise auf einige Zehntelmikrometer begrenzt. Dadurch eignen sie sich hervorragend für Miniaturen, Figuren und eine Vielzahl detaillierter Prototypen. Der Harzdruck erfordert jedoch ein komplizierteres Wasch- und Aushärteverfahren sowie strengere Sicherheits- und Handhabungsmaßnahmen.
Vorteile und Beschränkungen
Das Schöne an Verbraucherdruckern ist, dass sie preiswert und vielseitig einsetzbar sind. Sie können schnell iteriert und kreativ ausprobiert werden und ermöglichen ein einfaches funktionales Prototyping, ohne dass man Geld für industrielle Geräte ausgeben muss. Wartung und Kalibrierung sind in der Regel unproblematisch, können aber für den Nutzer zeitaufwendig sein.
Ihre Schwächen liegen in der Tatsache, dass sie exakte, wiederholbare Ergebnisse erfordern oder gut mit Materialien umgehen können. Maßtoleranzen können sich einschleichen, die Oberfläche muss nachbearbeitet werden, und die mechanische Festigkeit schwankt je nach Druckausrichtung. Auch wenn diese Maschinen perfekt sind, wenn es um das Erlernen und den leichten Einsatz geht, ist die Zuverlässigkeit in der Produktion in der Regel kein Merkmal dieser Maschinen.
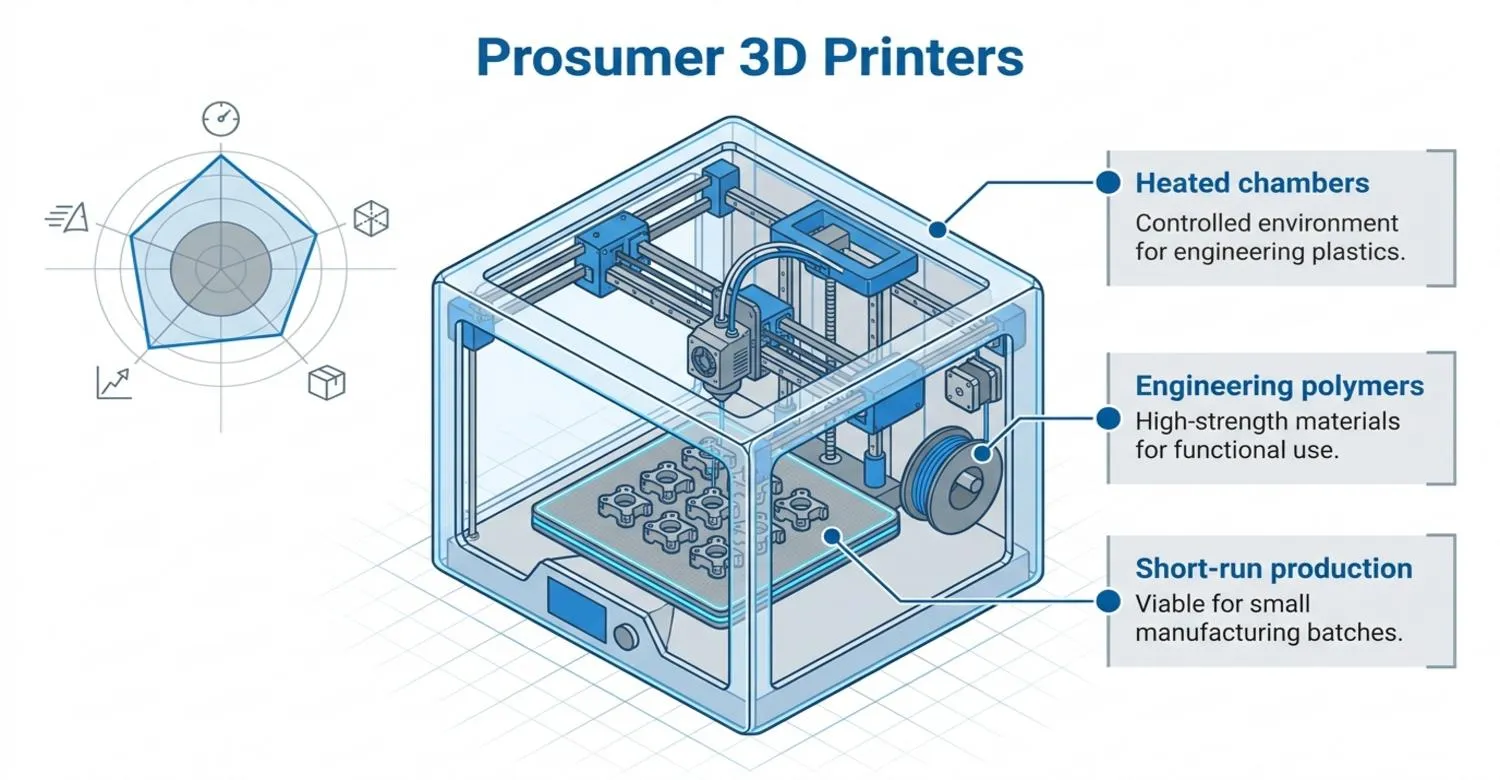
2. Prosumer 3D-Drucker
Prosumer-3D-Drucker sind für Amateure geeignet und bieten professionelle Funktionen. Sie sind typischerweise in Designstudios, in Ingenieursabteilungen und in kleinen Fertigungsbetrieben zu finden. Obwohl die Materialextrusion nach wie vor eine wichtige Technologie in diesem Bereich ist, sind die Geräte weitaus fortschrittlicher. Eigenschaften wie geschlossene, beheizte Kammern, Filamentüberwachung, gehärtete Düsen und eine erhöhte Temperatur der Heizelemente ermöglichen die Verarbeitung von technischen Polymeren, einschließlich Nylon, Polycarbonat und TPU [5].
Das Prosumer-Level-System der Bottich-Photopolymerisationssysteme bietet optimale optische Systeme, Feinabstimmung der Kalibrierung und geprüfte Harzprofile. Dies führt zu einer besseren Maßhaltigkeit und Vorhersagbarkeit der Materialeigenschaften. Diese Drucker werden vor allem in Bereichen wie der Zahnmedizin, dem Produktdesign und dem Gießen eingesetzt, wo Feinheit und scharfe Kanten erforderlich sind.
Bei den kompakten Polymer-Pulverbett-Schmelzsystemen werden einige technologisch fortgeschrittenere Prosumer-Systeme angekündigt, darunter SLS. Solche Drucker ermöglichen die Herstellung von starken und isotropen Komponenten ohne jegliche Art von Unterstützung, und die Produktion von Kleinserien und funktionalen Baugruppen ist nun möglich.
Vorteile und Beschränkungen
Prosumer-Drucker bieten einen hohen Zuwachs an Zuverlässigkeit, Konsistenz und Materialflexibilität. Die Zahl der Druckfehler sinkt, die Toleranzen steigen, und die Geräte sind durchgehend für den professionellen Einsatz geeignet. Sie sind eine lohnende Investition, weil sie Experimente und gewinnbringende Arbeitsabläufe ermöglichen.
Diese Kompromisse bringen höhere Anschaffungskosten, einen größeren Wartungsaufwand und strenge Umweltanforderungen mit sich. Beim Einsatz von Technologien wie SLS müssen Pulver gehandhabt und belüftet werden. Auch wenn sich die Drucker hervorragend für die Kleinserienfertigung und das Prototyping auf funktionaler Ebene eignen, bieten sie möglicherweise keine Durchsatz- und Zertifizierungsstrukturen, wie dies in stark regulierten Branchen der Fall ist.
3. Industrielle 3D-Drucker
Industrielle 3D-Drucker werden für den Einsatz in einem Geschäftsumfeld entwickelt, in dem die Produktionsbedingungen in Bezug auf Wiederholbarkeit, Rückverfolgbarkeit und Leistung nicht beeinträchtigt werden dürfen. [6]. Diese Systeme sind größer, robuster und tief in gesteuerte Arbeitsabläufe eingebettet. Pulverbettschmelztechnologien eignen sich besonders gut für den Einsatz mit diesen Maschinen. SLS- und MJF-Maschinen für Polymere können Bauteile mit hohen und nahezu isotropen mechanischen Eigenschaften für den Endgebrauch herstellen. Metallpulverbettschmelzverfahren DMLS und SLM sind Technologien zur Herstellung von dichten Metallteilen, die in der Luft- und Raumfahrt, bei medizinischen Instrumenten und Geräten verwendet werden.
Systeme zur gerichteten Energieabscheidung sind ein weiterer Pfeiler der industriellen additiven Fertigung. Sie eignen sich hervorragend für die Reparatur hochwertiger Metallteile, die Herstellung großer Strukturen und ermöglichen die Herstellung hybrider Produktionsanlagen, die additive Abscheidung mit CNC-Bearbeitung kombinieren.
Auch das Material-Jetting spielt auf dieser Ebene eine Rolle, vor allem, wenn Multimaterialfähigkeit, Farbgenauigkeit und Oberflächenrealismus wichtig sind. Es gibt auch Systeme für die industrielle Materialextrusion, insbesondere für Hochleistungspolymere wie PEEK und PEI, die beheizte Kammern und eine präzise Wärmeregelung erfordern.
Vorteile und Beschränkungen
Die Industriedrucker bieten eine hohe Wiederholbarkeit, Materialleistung und Skalierbarkeit. Sie sind als automatisch ablaufende Programme mit Echtzeitüberwachung kodiert, und es werden häufig zertifizierte Materialdatenbanken verwendet. Die additive Fertigung ist in solchen Umgebungen ein zuverlässiger Fertigungsmechanismus.
Finanzielle und betriebliche Einschränkungen sind die größten Nachteile. Die Kapitalinvestitionen sind hoch, die Installationsbedingungen sind streng, und es ist qualifiziertes Personal erforderlich. Zu den weiteren Komplikationen gehören Nachbearbeitungsabläufe, Qualitätssicherungsverfahren und Materialzertifizierung. Diese Maschinen sind dann gerechtfertigt, wenn die Leistung, die kundenspezifische Anpassung oder die geometrische Freiheit von größerem Wert sind als die konventionellen Fertigungsbeschränkungen.
Schlussfolgerung
Der 3D-Druck hat sich zu einer strategischen Produktionstechnologie entwickelt, die das technische Design, die Lieferkette und die Wirtschaftlichkeit der Produktion beeinflusst. Ein Verständnis der verschiedenen Arten des 3D-Drucks, der Drucker und der Materialsysteme ermöglicht es den Konstrukteuren und Ingenieuren, die richtigen Entscheidungen zu treffen, die dazu beitragen, den Wert der Fertigungsziele zu erhöhen.
Referenzen
[1] Das Institut für Schweißtechnik. (2025). Was ist Materialextrusion? (Ein vollständiger Leitfaden). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25. April). Was ist Bottich-Photopolymerisation: Verfahren, Anwendungen, Materialien und Kosten. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Technische Produktgestaltung (2024, 8. Juni). Pulverbettfusion - SLS, DMLS, EBM & MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] 3D Chimera (2018, 15. August) 3D-Drucker für Industrie und Verbraucher. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, Jan 28). 3D-Drucker für Privatanwender verstehen: Erweiterte Desktop- und semiprofessionelle Lösungen. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 Merkmale eines industriellen 3D-Druckers. https://3dgence.com/3dnews/industrial-3d-printers/











