
Der Blickwinkel des Entwurfs ist nicht ausschließlich auf Spritzgießen. Seine Bedeutung zieht sich durch verschiedene Verfahrenstechniken. Beim Spritzgießen beispielsweise ist der Entformungswinkel von entscheidender Bedeutung, um ein reibungsloses Auswerfen der Teile zu ermöglichen, ohne sie zu beschädigen. Ähnlich verhält es sich beim Druckguss, Der Entformungswinkel verhindert, dass Gussteile in der Form festsitzen. Indem er dafür sorgt, dass die Form und die geformten Teile nicht perfekt parallel sind, sorgt der Entformungswinkel für eine leichte Verjüngung, die das Herausnehmen der Teile erleichtert. Dieses Konzept gilt für die meisten Fertigungsverfahren, bei denen Formen zum Einsatz kommen, was seine universelle Bedeutung unterstreicht.
Heute wollen wir uns mit diesem wichtigen Konzept befassen.

Bedeutung von Tiefgangswinkel
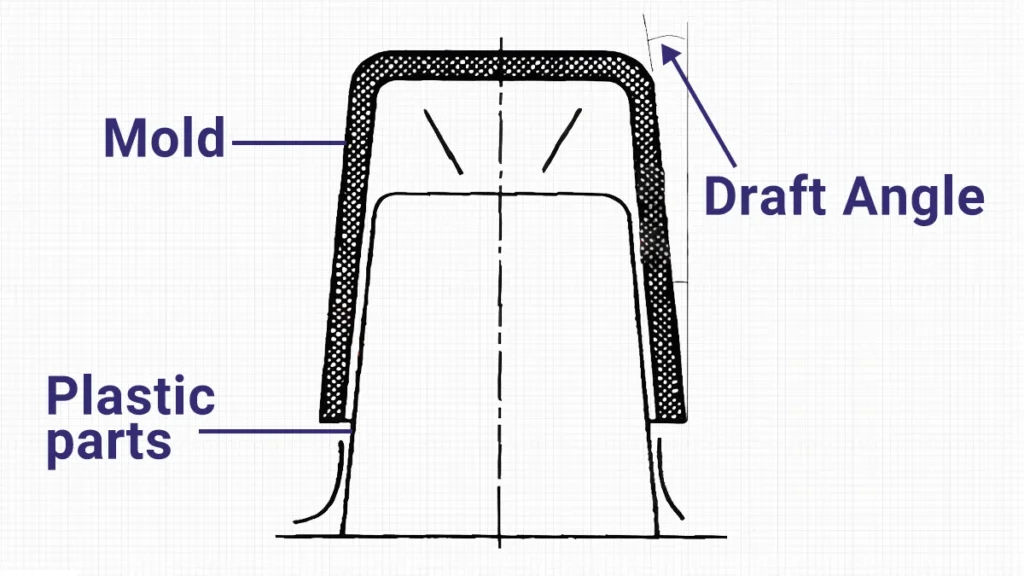
Der Begriff Entformungswinkel bezieht sich auf den Winkel, der in der Form vorgesehen ist, um die Entnahme des geformten Teils zu erleichtern. Genauer gesagt handelt es sich um den Winkel der Formflächen in Richtung der Formöffnung.
Wer entwirft den Entwurfswinkel?
Da sich der Entformungswinkel letztlich in der Form widerspiegelt, wird häufig darüber diskutiert, ob der Entformungswinkel vom Statiker oder vom Formenbauer entworfen werden sollte. Derzeit gibt es zwei Hauptansätze:
- Der Konstrukteur sollte sicherstellen, dass alle Oberflächen während der Konstruktionsphase des Teils einen Entformungswinkel haben (außer bei einigen Strukturen, die eine Bewertung durch den Formenbauer erfordern).
- Der Konstrukteur ist für die Anbringung von Entformungswinkeln an Erscheinungsflächen und wichtigen Montageflächen verantwortlich, während andere unkritische Flächen dem Formenbauer überlassen werden. Formgestaltung auf der Grundlage von Erfahrungen.
Beide Ansätze haben ihre Vor- und Nachteile, und die Entscheidung sollte von der jeweiligen Situation abhängig gemacht werden:
Für den ersten Ansatz:
Vorteile:
- Stellt sicher, dass keine strukturellen Störungen auftreten, hält die Konstruktionsanforderungen für Montageabstände und Maßtoleranzen ein und garantiert so die Qualität der Teile.
- Spart Zeit bei der DFM-Prüfung (Design for Manufacturability) von Formen und vermeidet spätere Qualitätsstreitigkeiten.
Nachteile:
- Der Bauingenieur muss über umfangreiche Erfahrungen mit Schimmelpilzen verfügen; andernfalls kann es sein, dass die geplanten Entformungsschrägen kein reibungsloses Auswerfen ermöglichen.
- Da alle Oberflächen einen Schrägstrich benötigen, erhöht sich der Arbeitsaufwand des Statikers, was zu Verzögerungen bei Projekten mit engen Zeitplänen führen kann.
- Die ursprünglichen vertikalen Flächen werden durch das Anbringen von Schrägwinkeln schräg, was spätere bauliche Veränderungen erschwert.
- Die Hinzufügung von Entformungswinkeln führt zu mehr Störungslinien in technischen Zeichnungen, was die Wahrscheinlichkeit von Anmerkungsfehlern erhöht.
Für den zweiten Ansatz:
Vorteile:
- Spart dem Konstrukteur Konstruktionszeit; erfahrene Formenbauer entwerfen die Entformungswinkel, die in der Regel einen reibungslosen Ausstoß gewährleisten.
- Vereinfacht nachträgliche Konstruktionsänderungen und Anmerkungen in Konstruktionszeichnungen für den Statiker.
Nachteile:
- Werkzeugingenieure verstehen die funktionalen Anforderungen des Produkts möglicherweise nicht vollständig und denken nur aus der Perspektive des Auswerfens, was dazu führen kann, dass strukturelle Anforderungen wie Überschneidungen, Lücken, Abmessungen und Festigkeit nicht erfüllt werden.
- Erhöht den Arbeitsaufwand des Formenbauers, da er in der Regel die Verrundungen entfernt, bevor er den Entformungswinkel hinzufügt, und dann die Verrundungen erneut anbringt, was zu Diskrepanzen zwischen den neuen und den ursprünglichen Verrundungen führen kann.
Arten von Entnahmewinkeln
Entformungsschrägen können in Hohlraumentformungsschrägen und Kernentformungsschrägen unterteilt werden, die sich durch die Trennungslinie die den Hohlraum und den Kern trennt. Die parallel zur Ausstoßrichtung verlaufenden Flächen in der Kavität erfordern Kernentformungswinkel, die Flächen im Kern erfordern Kernentformungswinkel. Wenn das Werkzeug außerdem Seitenkerne hat (Heber und Schieberegler), erfordern diese einen Abzugswinkel des Hebers und einen Abzugswinkel des Schiebers, wobei die Abzugsrichtung der Bewegungsrichtung des Schiebers folgt.
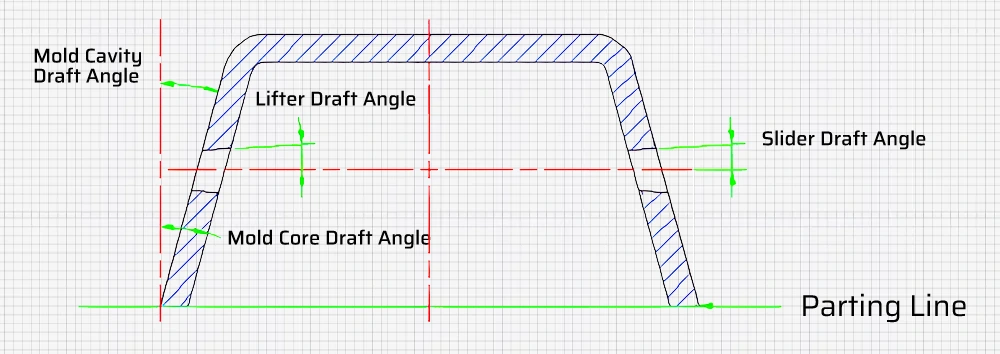
Die Ziehrichtung orientiert sich im Allgemeinen an der Trennebene, um sicherzustellen, dass die größere Abmessung nach dem Ziehen in der Nähe der Trennebene liegt, was einen reibungslosen Auswurf ermöglicht.
Warum Entwurfswinkel?
Entformungsschrägen sind eine Prozessstruktur. Theoretisch benötigen Produktstrukturen keine Entformungsschrägen, es sei denn, sie sind konstruktionsbedingt erforderlich. Aufgrund der Einschränkungen von Formgebungsverfahren wie dem Spritzgießen müssen Kunststoffprodukte jedoch nach dem Formen und Abkühlen aus der Form genommen werden. Ohne Entformungsschrägen wäre es sehr schwierig, Kunststoffteile aus der Form zu entfernen. Denken Sie nur an die Schwierigkeit, gestapelte Kunststoffhocker zu trennen, die bereits einen Entformungswinkel haben, ganz zu schweigen von Kunststoffteilen ohne Entformungswinkel, die aus der Form entfernt werden müssen.
Warum ist es schwierig, Kunststoffteile ohne Entnahmewinkel aus der Form zu entnehmen?
Beim Spritzgießen fließt das geschmolzene Harz in die geschlossene Form und füllt den Hohlraum zwischen dem Kern und der Kavität aus. Thermoplastische Materialien neigen dazu, während des Abkühlens in Richtung des Formkerns zu schrumpfen, wodurch die Kunststoffteile fest am Formkern haften. Darüber hinaus können sich einige Kunststoffe mikroskopisch von der Wand des Formhohlraums lösen, die meisten liegen jedoch weiterhin an der Wand des Hohlraums an.
Während des Öffnens der Form erfährt das Kunststoffteil, unabhängig davon, ob die Außenfläche des Kunststoffteils die Kavitätenwand oder die Innenfläche den Kern berührt, einen Reibungswiderstand entgegen der Ausstoßrichtung. Die Reibungskraft, dargestellt durch 𝑓=𝜇×𝐹𝑛f=μ×Fnist abhängig von der Rauheit der Kontaktfläche (𝜇μ) und die Schrumpfspannung (𝐹𝑛Fn), die sich wiederum auf den Entlastungswinkel bezieht.
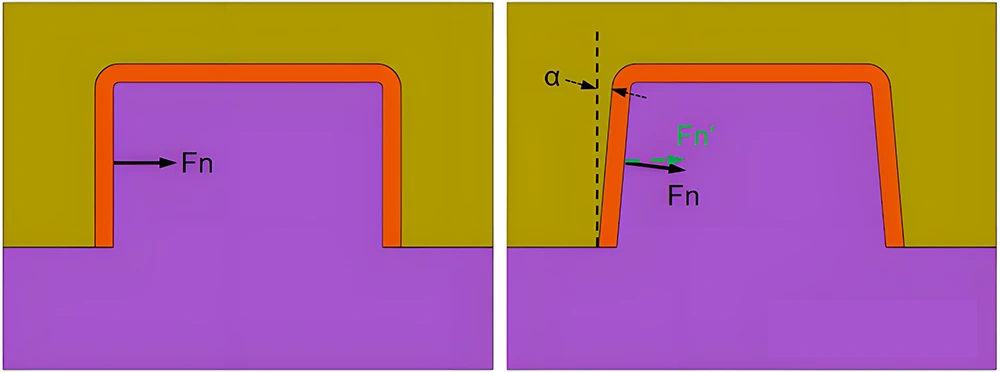
Durch die Gestaltung eines Entlastungswinkels wird die Reibungskraft in Ausstoßrichtung 𝑓=𝜇×𝐹𝑛×cos𝛼f=μ×Fn×cosα nimmt mit dem Entlastungswinkel 𝛼 ab.α erhöht. Im Allgemeinen ist der Entlastungswinkel nicht sehr groß, so dass sein Beitrag zur Verringerung der Haftreibung begrenzt ist.
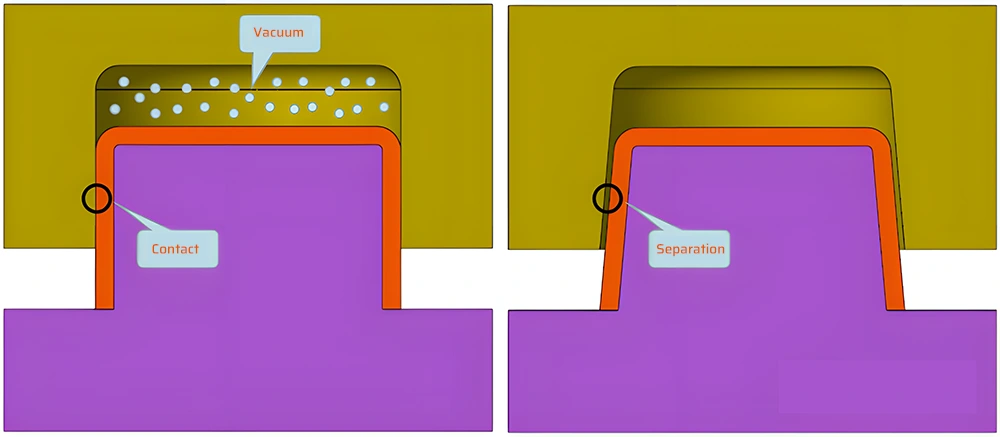
Die Hauptfunktion des Entformungswinkels besteht darin, sicherzustellen, dass das Kunststoffteil, sobald es sich von der Form trennt, nicht mehr mit der Form in Berührung kommt, wodurch die Reibung beseitigt wird. Ohne Entformungsschräge würde das Kunststoffteil bei der Trennung in Gleitreibung übergehen, und bei hochglänzenden Oberflächen könnte sich in der Kavität ein Vakuum bilden, was eine vollständige Trennung des Kunststoffteils von der Kavität erschwert. Im schlimmsten Fall bleibt das Kunststoffteil an der Kavität haften und verformt sich während des Auswerfens im Kern.
Vorteile von Tiefgangswinkeln:
Entformungsschrägen können manchmal zu Interessenkonflikten führen. Spritzgießer bevorzugen größere Entformungswinkel, um den Auswurf zu erleichtern. Formhersteller hingegen finden die Bearbeitung aller Kavitäten- und Kernoberflächen mit Winkeln eine schwierige Aufgabe, da sie einfache Merkmale verkompliziert, die ansonsten mit einfacheren Geräten und geringeren Kosten bearbeitet werden könnten. Produktdesigner sind der Meinung, dass Entformungswinkel das Teiledesign erschweren und das Aussehen verändern.
Trotz dieser Herausforderungen ist es von entscheidender Bedeutung, dass die gegossenen Teile die erforderlichen Qualitätsstandards erfüllen. Ohne Entformungsschrägen steigt die Wahrscheinlichkeit von Problemen beim Spritzgießen, was die Produktionskosten unnötig erhöht und die Lieferzeiten verlängert. Neben der Erleichterung der Teileentnahme aus dem Werkzeug bieten Entformungsschrägen noch weitere Vorteile:
- Verringern Sie die Möglichkeit, die Oberfläche der Teile beim Auswerfen zu beschädigen.
- Sicherstellung der Einheitlichkeit und Integrität von Oberflächenstrukturen und -ausführungen.
- Minimieren Sie die Verformung der Teile durch den Auswurfwiderstand.
- Verringern Sie den Verschleiß von Formteilen und verringern Sie die Wahrscheinlichkeit von Formschäden.
- Verkürzen Sie die Gesamtkühlzeit, indem Sie die Notwendigkeit komplexer Ausstoßvorrichtungen beseitigen oder reduzieren.
- Direkte und indirekte Senkung der Gesamtproduktionskosten.
Grundsätze für die Gestaltung von Tiefgangswinkeln
- Sicherstellung eines reibungslosen Auswurfs
- Strukturelle Funktionsfähigkeit aufrechterhalten
- Ästhetische Anforderungen erfüllen
Sicherstellung eines reibungslosen Auswurfs:
Nach dem Öffnen der Form sollte das Kunststoffteil auf der Kernseite verbleiben, um das endgültige Auswerfen zu erleichtern.
Die Entnahme eines Kunststoffteils aus der Form umfasst zwei Schritte:
1. Trennt sich von der Hohlraumwand
Die Außenfläche des Kunststoffteils trennt sich von der Hohlraumwand. In der Regel gibt es keine zusätzlichen Strukturen, die diese Trennung unterstützen, so dass die Reibung zwischen der Außenfläche und der Kavitätenwand minimiert werden sollte.
2. Trennt sich von der Kernwand
Die innere Oberfläche des Kunststoffteils trennt sich von der Kernwand. Das Werkzeug verwendet dazu in der Regel Auswerferstifte, Winkelstifte oder Auswerferplatten. Die Reibung zwischen der Innenfläche und dem Kern sollte größer sein als die zwischen der Außenfläche und der Kavitätenwand, damit das Teil beim Öffnen der Form auf der Kernseite bleibt.
Da der Kunststoff dazu neigt, zum Kern hin zu schrumpfen, wodurch eine größere Schrumpfspannung entsteht, ist die Reibung zwischen der inneren Oberfläche und dem Kern höher als die zwischen der äußeren Oberfläche und der Kavitätenwand, vorausgesetzt, Rauheit und Entformungswinkel sind gleichbleibend. Aus diesem Grund werden Kerne in der Regel im Kern und Kavitäten in der Kavität konstruiert, wobei die komplexe Seite des Kunststoffteils im Kern und die relativ einfache Seite (Erscheinungsseite) in der Kavität liegt.
Es gibt jedoch auch Ausnahmen. Wenn beispielsweise die innere Oberfläche eine Erscheinungsfläche ist, die keine Auswerferstiftmarkierungen aufweisen kann, würde sich der Kern in der Kavität und die Kavität im Kern befinden. Um ein Verkleben mit der Kavität zu verhindern, benötigt die Kavität zusätzliche Ausstoßmechanismen.
In einigen Fällen können Teile ähnliche Ober- und Unterseiten haben, ohne dass eine bestimmte Seite erkennbar ist. Für diese Teile sollte der Entformungswinkel des Kerns minimiert werden, während der Entformungswinkel der Kavität maximiert werden sollte (innerhalb der Teiletoleranz), um sicherzustellen, dass das Teil auf der beweglichen Werkzeugseite verbleibt, so dass keine zusätzlichen Ausstoßmechanismen in der Kavität erforderlich sind.
Bei Strukturen mit anpassbarem Design kann der Kern so modifiziert werden, dass sich 1/3 im Hohlraum und 2/3 im Kern befinden, wodurch die Gefahr des Festklebens am Hohlraum verringert wird.
Bestimmung der Größe des Entlastungswinkels:
Es gibt keine einheitliche Norm für die Größe des Entformungswinkels, und theoretische Berechnungen sind aufgrund der Komplexität der Reibungsmodelle und der unterschiedlichen Einspritzparameter schwierig. Simulationen können Referenzwerte liefern, sind aber zeit- und ressourcenaufwändig und übersteigen oft die Möglichkeiten der Werkzeugbaubetriebe. Praktische Erfahrung ist entscheidend, und Konstrukteure müssen diesen Aspekt verstehen, um Entformungswinkel in kritische Strukturen während der Konstruktion einzubeziehen und so den Bedarf an nachträglichen Änderungen auf der Grundlage von Rückmeldungen der Formenbauer zu verringern und unnötige Probleme zu vermeiden.
Faktoren, die die Größe des Entlastungswinkels beeinflussen:
- Materialeigenschaften: Harte Kunststoffe erfordern größere Entformungsschrägen als weiche Kunststoffe, die aufgrund ihrer Flexibilität möglicherweise überhaupt keine Entformungsschrägen benötigen.
- Schrumpfungsrate: Kunststoffe mit höheren Schrumpfungsraten greifen den Kern fester, was größere Entformungswinkel erfordert.
- Reibungskoeffizient: Materialien mit niedrigeren Reibungskoeffizienten, wie PA und POMbenötigen kleinere Entformungswinkel. Raue Oberflächen erfordern größere Entformungswinkel.
- Wanddicke: Dickere Wände üben eine größere Kraft auf den Kern aus, so dass größere Entlastungswinkel erforderlich sind.
- Geometrische Komplexität: Komplexe Formen oder Teile mit vielen Löchern erfordern größere Entformungswinkel, um zu vermeiden, dass zahlreiche Auswerferstifte benötigt werden, die symmetrisch angeordnet sein müssen, um ein Verziehen beim Auswerfen zu verhindern.
- Transparenz: Teile mit optischen Anforderungen benötigen größere Entformungswinkel.
Spezifische Tiefgangswinkelbereiche:
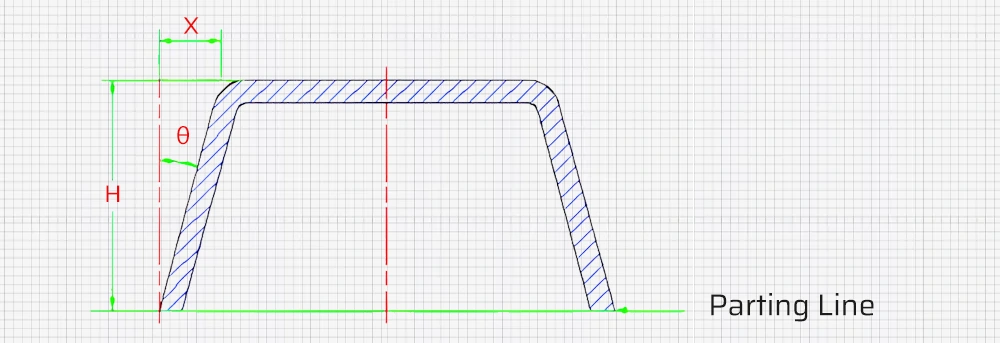
Die geometrische Beziehung für Entlastungswinkel ist tan𝜃=𝑋𝐻tanθ=HX, wobei 𝜃θ ist der Entlastungswinkel, 𝐻H die Höhe der gezogenen Fläche und 𝑋X ist die reduzierte Wandstärke oder Verjüngung.
Theoretisch erleichtern größere Entformungswinkel den Auswurf, insbesondere bei hohen (tiefen) und großflächigen Bereichen, die den Kern oder die Kavität fest umschließen und größere Winkel für einen reibungslosen Auswurf erfordern.
Allerdings ist eine größere 𝜃θ bedeutet ein größeres 𝑋Xwas sich auf das Design auswirkt:
1. Für optische Oberflächen
Ein größeres 𝑋X verändert das Design erheblich und weicht möglicherweise vom beabsichtigten Aussehen ab. Daher sollte der Schräglagewinkel so groß wie zulässig sein. Andernfalls ist Folgendes zu beachten:
- Hochglänzende Oberflächen erfordern mindestens 1° Zugluft, um Kratzer zu vermeiden; größere Werte sind nach Möglichkeit vorzuziehen.
- Strukturierte Oberflächen erfordern je nach Art und Tiefe der Struktur mindestens 3° Verzug. In der Regel erfordert eine Tiefe von 0,001 mm einen Verzug von 1° bis 1,5°.
- Für gerade Flächen ist ein Entwurf unter Berücksichtigung der Trennlinien erforderlich, der in einem späteren Abschnitt behandelt wird.
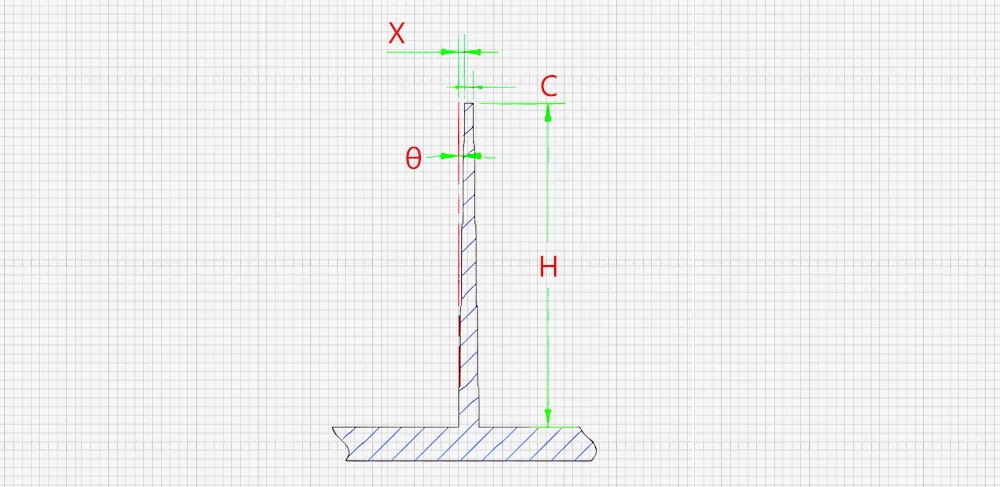
2. Für Rippenflächen
Ein größeres 𝑋X reduziert die obere Breite 𝐶Cwas das Spritzgießen erschwert. Die Rippen sollten kürzer gestaltet werden, um größere Entformungswinkel zu ermöglichen. Falls unvermeidbar, sollte 𝑋≥0,2X≥0,2 und 𝐶≥0,6C≥0.6.
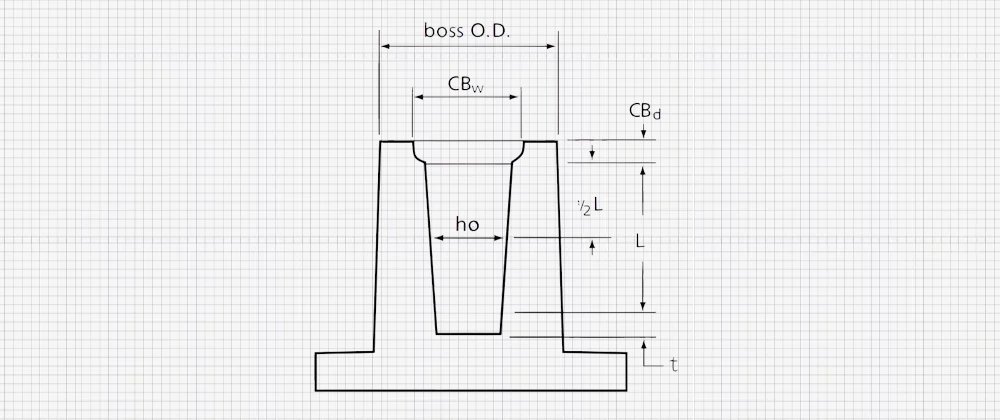
3. Für Schraubdome
Die Innenbohrung erfordert Maßgenauigkeit. Der Entformungswinkel ist klein oder gleich Null, was eine geringe Rauheit oder Politur und eine geeignete Platzierung der Auswerferstifte erfordert. Bei der Verwendung von Kernstiften zum Auswerfen ist kein Entformungswinkel erforderlich, während gewöhnliche Auswerferstifte einen Entformungswinkel benötigen. Die Höhe der Schneckendome sollte nicht zu groß sein, der Winkel sollte zwischen 0,5° und 1,0° liegen. Der Verzug sollte auf der Hälfte der Gewindeeingriffstiefe 𝐿 basieren.L um den korrekten Sitz der Schrauben zu gewährleisten und zu vermeiden, dass sie oben lose und unten fest sitzen, was zu Spannungen führt.
4. Bei anderen Innenflächen wird ein Entformungswinkel von 1° als Basiswert verwendet, der je nach Höhe und Rauheit angepasst wird, wobei Änderungen der Wandstärke berücksichtigt werden, um Formgebungsfehler.
Sicherstellung der strukturellen Funktionsfähigkeit:
Ein vollständiges Produkt besteht aus verschiedenen Teilen, die zu einem Ganzen verbunden sind. Der Verzugswinkel eines Teils wirkt sich auf ihn selbst und auf die anderen Teile aus, mit denen er verbunden ist.
1. Aufprall auf Schraubenauflageflächen:
Die Anbringung eines Entformungswinkels erleichtert das Auswerfen, führt aber dazu, dass die Auflagefläche nicht senkrecht zur Schraubenachse steht, wodurch das festsitzende Teil beim Anziehen möglicherweise gekippt wird.
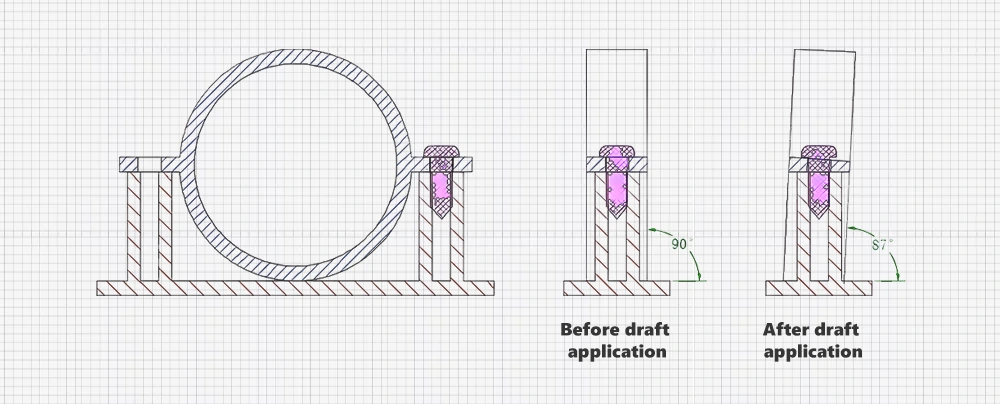
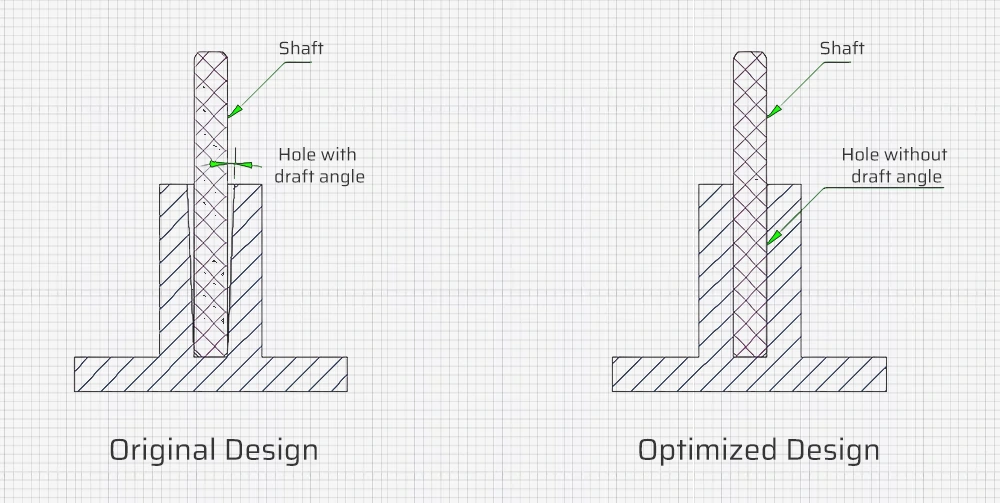
2. Auswirkungen auf Interferenzsitze:
Bei Kunststoffteilen mit passenden Schrägen bleibt die Presspassgenauigkeit erhalten. Normteile (z. B. Lager, Wellen) ohne Entformungsschrägen müssen jedoch sorgfältig geprüft werden. So verliert beispielsweise eine kleine Welle mit Presspassung in einer Säulenbohrung an Effektivität, wenn die Bohrung einen Entformungswinkel aufweist. Bei Verwendung eines Kernstifts zum Auswerfen bleibt die Bohrung ohne Entformungsschräge erhalten.
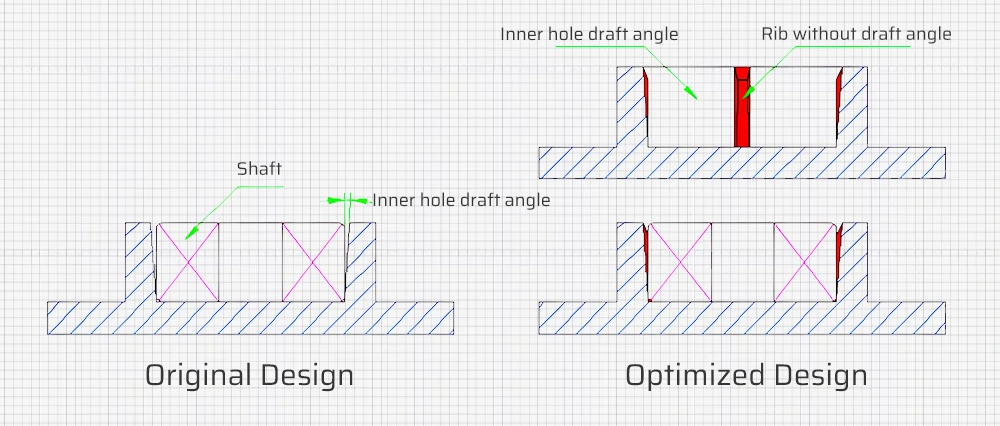
Bei Lagerpressverbänden kann bei großen Bohrungsdurchmessern mit Kernstiften kein Entformungswinkel von Null erreicht werden. Konventionelles Auswerfen erfordert einen Entformungswinkel. Beispielsweise benötigen große Lagerbohrungen einen inneren Entformungswinkel, während Rippenoberflächen mit kleinen Flächen möglicherweise keinen Entformungswinkel benötigen, was ein erzwungenes Auswerfen ermöglicht.
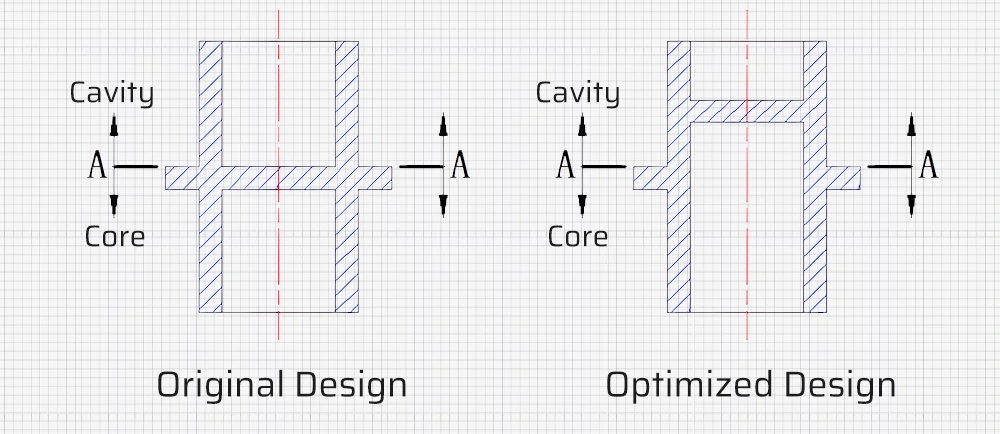
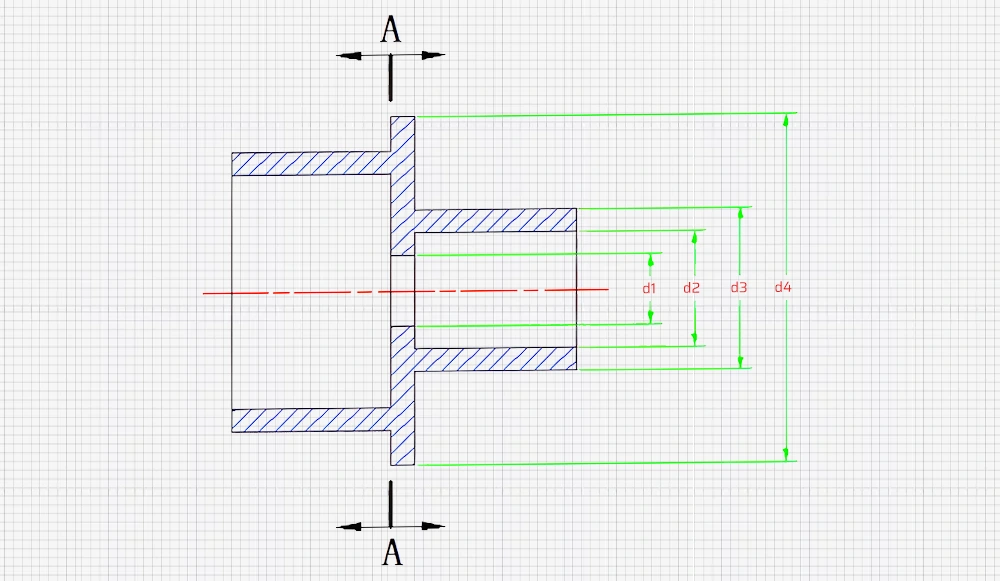
3. Anforderungen an die Konzentrizität:
Wenn Rundlaufanforderungen für Merkmale wie d1, d2, d3 und d4 bestehen, muss die Trennebene bei A-A liegen, wobei d1 und d2 auf demselben Kern liegen müssen, um die Formgenauigkeit zu gewährleisten.
4. Auswirkungen auf das Aussehen und die Struktur der Trennlinien:
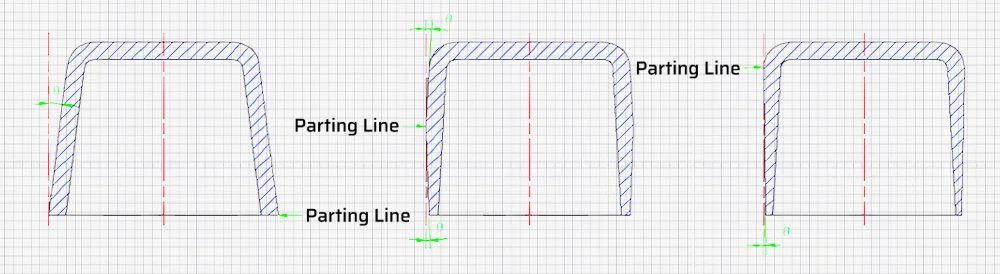
Gemeinsame Durchgangslöcher entstehen durch den Kontakt von Kavität und Kern an verschiedenen Stellen, wodurch Trennlinien entstehen. Beim Zeichnen des Durchgangslochs gibt es drei Möglichkeiten Abwinken Methoden, die an den Stellen, an denen sich Hohlraum und Kern treffen, Trennlinien erzeugen.
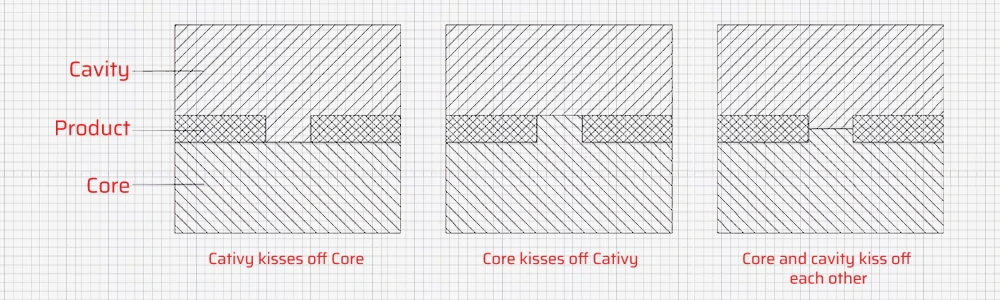
Hohlraum küsst Kern ab:
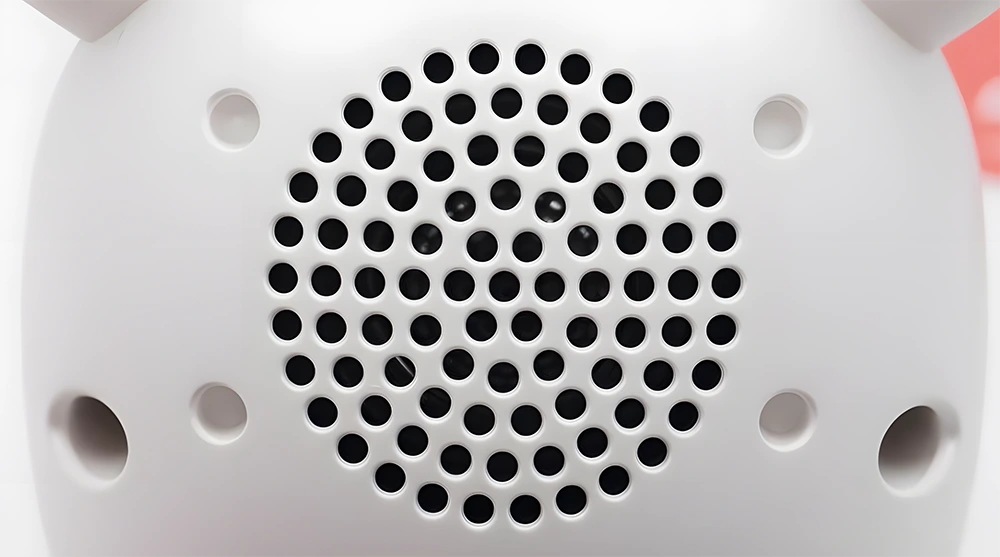
Die Innenwand des Lochs verbleibt nach dem Ziehen im Hohlraum. Diese Methode wird in der Regel für Löcher mit optischen Merkmalen wie Lüftungslöcher, Lautsprecherlöcher und Löcher für externe Schnittstellen verwendet. Bei diesen Löchern ist die Trennfuge oder der Grat in der Regel nicht auf der Außenfläche sichtbar und es sind in der Regel Fasen erforderlich, so dass diese Methode die bevorzugte Wahl ist. Es ist jedoch zu beachten, dass bei dieser Methode die Gefahr besteht, dass der Kern mit dem Hohlraum verklebt, insbesondere wenn viele Löcher vorhanden sind, z. B. Lüftungs- oder Lautsprecherlöcher. Wenn der Kern nicht ausreichend strukturiert ist, um zu gewährleisten, dass das Teil beim Trennen von Kern und Hohlraum auf dem Kern bleibt, ist es daher ratsam, eine "Kiss off each other"-Methode anzuwenden, bei der die Tiefe des Hohlraums geringer ist als die Tiefe des Kerns.
Kern küsst Hohlraum ab:
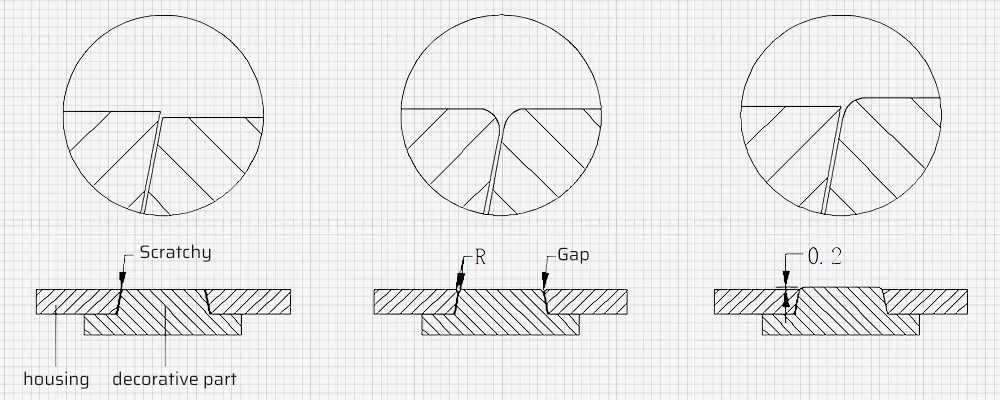
Die Innenwand des Lochs verbleibt nach dem Ziehen im Kern. Diese Methode wird im Allgemeinen für Löcher verwendet, die nicht allein stehen, weil sich die Trennlinie (Grat) auf der Außenfläche befindet. Diese Löcher werden in der Regel in Verbindung mit anderen Teilen verwendet, z. B. mit einem Zierteil, das in der Mitte des Lochs angebracht wird.
Da sich der Grat der auf diese Weise geformten Löcher auf der Außenfläche befindet, können Fehler (aufgrund geringer Formgenauigkeit oder instabiler Struktur) dazu führen, dass sie nicht wirklich bündig sind, was zu einer Stufe führt, die die Hände zerkratzen kann, wenn das Zierteil bündig mit dem Gehäuse abschließt. Wenn beide Teile an der Außenseite im R-Winkel abgeschrägt werden, entstehen keine Kratzer in den Händen, aber der Spalt erscheint größer. Wenn nur das Zierteil im R-Winkel abgeschrägt ist und seine Oberfläche etwa 0,2 mm höher liegt als die Gehäuseoberfläche, entstehen keine Kratzer in den Händen und der Spalt erscheint nicht größer.
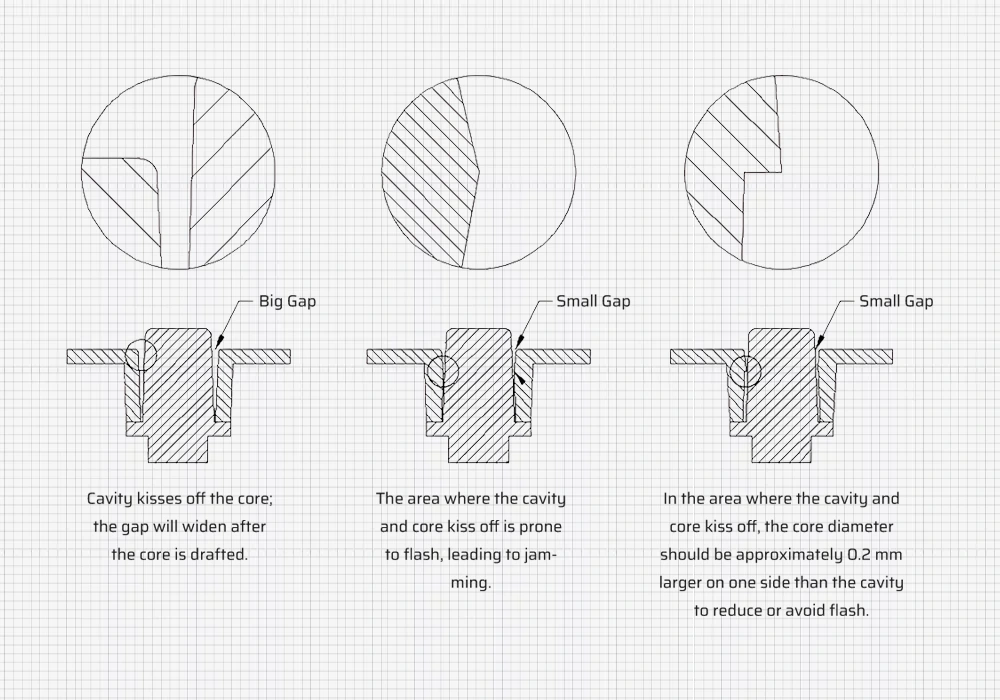
Kern und Hohlraum küssen sich gegenseitig:
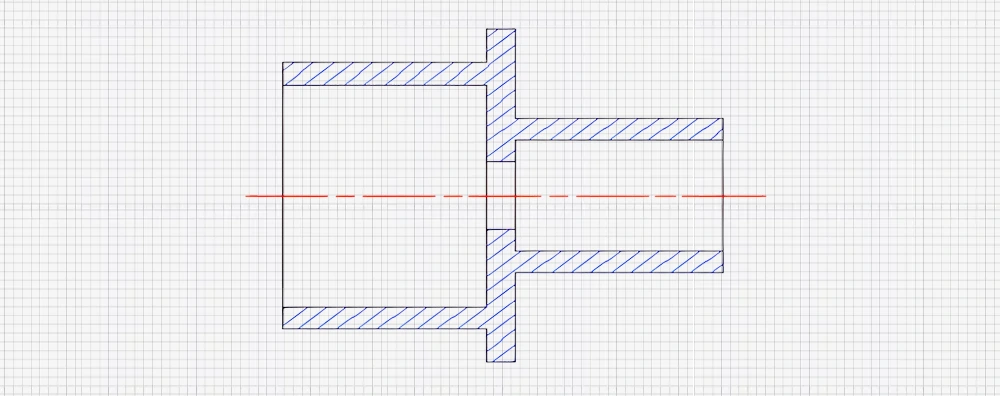
Die Innenwand des Lochs verbleibt nach dem Ziehen sowohl im Kern als auch im Hohlraum. Diese Methode wird nicht nur angewandt, um das bereits erwähnte Risiko des Verklebens mit dem Hohlraum zu vermeiden, sondern auch in Situationen, in denen das Loch recht tief ist. Nach dem Ziehen können die Durchmesser des oberen und unteren Endes des Lochs erheblich voneinander abweichen. Um dies zu vermeiden, werden in der Regel Kern und Kavität verwendet, um das Loch zu formen, was üblicherweise bei Knopfstrukturen angewendet wird, wie in der nachstehenden Abbildung dargestellt.
Sicherstellung ästhetischer Anforderungen:
Ob Aussehensteile Entformungsschrägen benötigen, hängt hauptsächlich von der Demontagemethode der Aussehensteile und der entsprechenden Ausstoßmethode ab. Konstrukteure mit strengen Anforderungen an das Erscheinungsbild werden den Konstruktionszustand und die allgemeine Demontagemethode in den frühen Konstruktionsphasen berücksichtigen. Denn wenn die Konstrukteure dem Erscheinungsbild später Entformungsschrägen hinzufügen, wird dies das Erscheinungsbild in gewissem Maße beeinflussen.
Natürlich muss diese Auswirkung vom Designer des Erscheinungsbildes anerkannt werden, bevor er zum nächsten Schritt übergeht. Andernfalls muss der Statiker andere Auswerfmethoden in Betracht ziehen, wobei das ursprüngliche Erscheinungsbild erhalten bleiben muss. Dieser Prozess erfordert eine ständige Kommunikation und Zusammenarbeit zwischen Statikern und Designern. Verschiedene Unternehmen können unterschiedliche Schwerpunkte auf Struktur und Aussehen legen, was zu Unterschieden in der Produktqualität und den Kosten führt.

Die obigen Abbildungen veranschaulichen die Entwicklung typischer Rasierergehäuse:
Erster Entwurf:
Dies ist ein früher Entwurf mit einer Ober- und Unterschale. Die Trennlinie zwischen Ober- und Unterschale erfordert Abkantungen. Nach dem Anbringen der Entformungsschrägen ändert sich die Verbindung zwischen Ober- und Unterschale geringfügig und ist nicht mehr tangential, daher werden hier oft Zierlinien hinzugefügt, um scharfe Kanten zu vermeiden, die Unbehagen verursachen könnten.
Zweiter Entwurf:
Um die Probleme des ersten Entwurfs zu lösen, wurde eine mittlere Schale hinzugefügt, die auch als dekoratives Element dient. Dies verbessert das Gesamterscheinungsbild erheblich, verursacht aber die Kosten für ein zusätzliches Teil.
Dritter Entwurf:
Es handelt sich um einen minimalistischen Stil mit einem einteiligen Hauptkörper und einem zylindrischen Aussehen. Er hat keine seitlichen Abkantungen und keine Lücken, wodurch das ursprüngliche Design vollständig erhalten bleibt. Dies ist ein beliebter aktueller Designansatz.
Ein ähnlicher Trend gilt für Haartrockner: weg von traditionellen, hin zu modernen, einfacheren Designs mit weniger Teilen und weniger Einfluss auf das Erscheinungsbild aus dem Windschatten.

Zero-Draft-Winkelformen:
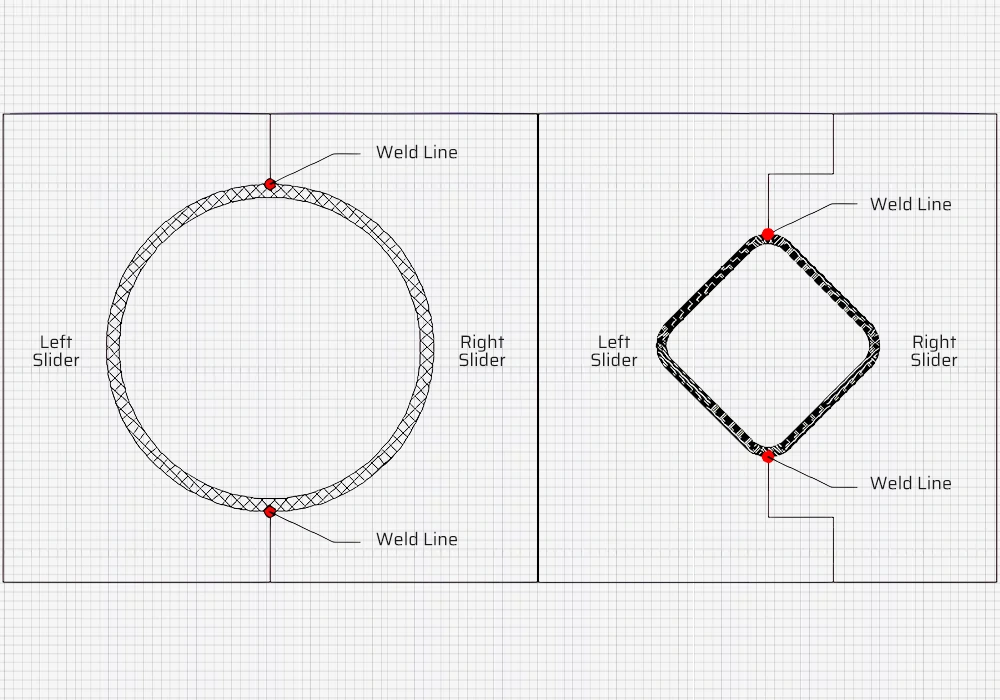
Bei einigen Produkten mit zylindrischem Erscheinungsbild wird aus ästhetischen Gründen auf Entformungsschrägen verzichtet. Wenn die Schale aus Metall ist, ermöglicht das Aluminium-Strangpressen einen Null-Winkel an der Innen- und Außenwand. Bei Kunststoffteilen ist an der Innenwand immer noch ein Entformungswinkel erforderlich, wobei die Außenwand mit Seitenschiebern geformt wird und Trennlinien hinterlässt, die poliert und lackiert werden können, um sie zu verbergen.

Apple Pencil 1. Generation Zero Draft-Winkel:

Der Schaft des Apple Pencil der 1. Generation besteht aus Kunststoff und weist sowohl an der Innen- als auch an der Außenwand einen langen Abschnitt mit Null-Winkel auf. Während die oben genannten Lösungen für das Auswerfen der Außenwand mit Null-Winkel verwendet werden können, ist das Auswerfen der Innenwand mit Null-Winkel schwieriger.
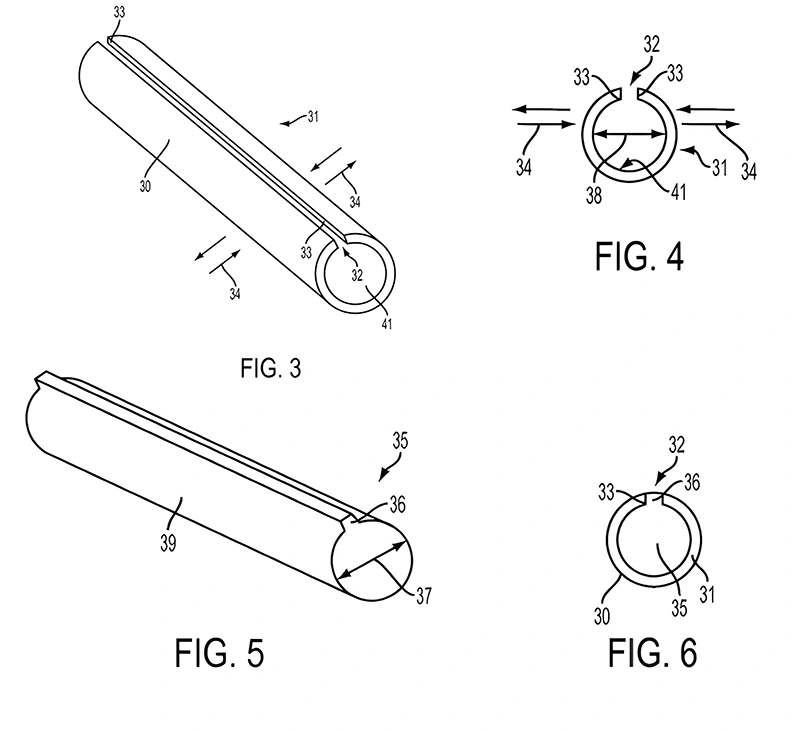
Laut einem von Apple eingereichten Patent besteht die Lösung in der Verwendung eines flexiblen Formkerns, der aus zwei Teilen besteht: einer flexiblen geschlitzten Metallhülse (ABB. 3) und einem inneren Metallkern (ABB. 5). Diese flexible Hülse kann sich unter bestimmten Bedingungen elastisch verformen, so dass sie aus dem zylindrischen Hohlraum des Apple Pencil herausgezogen werden kann.
Spezifische Umsetzung:
Die Metallhülse ist aus reibungsarmem Metall gefertigt und an der Außenfläche poliert, um die Reibung mit dem Kunststoff zu verringern. Die Hülse hat einen durchgehenden Schlitz, der ihr einen elastischen Verformungsraum verleiht. Der zugehörige innere Metallkern hat einen erhabenen Schlüssel, und zusammen bilden sie den Formkern (ABB. 6).
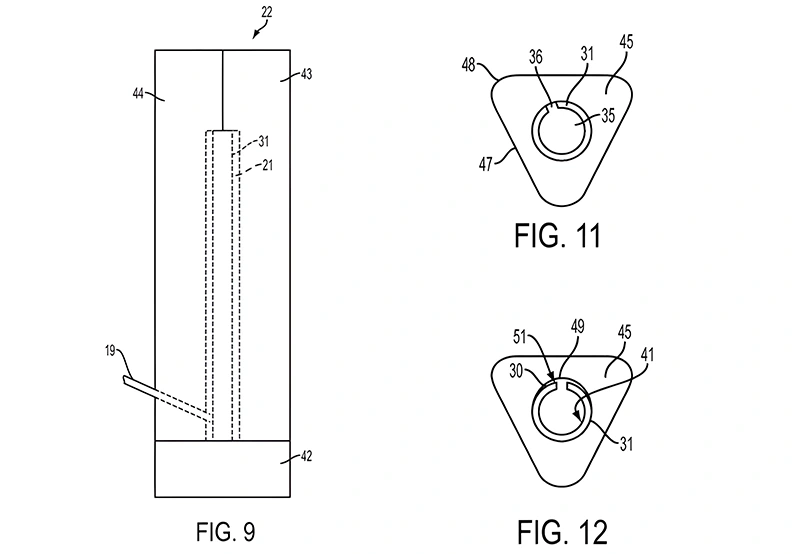
Während des Spritzgießvorgangs wird zunächst der Formkern in die Form gelegt und dann die äußere Form geschlossen (ABB. 9), um den Spritzgießvorgang abzuschließen. Nach dem Spritzgießen wird zunächst der innere Metallkern entfernt, um Platz für die elastische Hülse zu schaffen, die sich nach innen verformt. Durch diese Einwärtskontraktion löst sich die Metallhülse bis zu einem gewissen Grad von der Innenwand des Kunststoffteils, so dass sich die Hülse leicht aus der Innenwand des Kunststoffteils herausziehen lässt (im Patent wird ein dreieckiges Prisma als Beispiel für den zylindrischen Kunststoffschaft des Apple Pencil verwendet).
Zusammenfassung:
Abschließend möchten wir noch einmal auf die Bedeutung des Entformungswinkels hinweisen. Die korrekte Gestaltung des Entformungswinkels hat einen entscheidenden Einfluss auf die Produktqualität und die Produktionseffizienz. Wenn wir die Auswirkungen des Entformungswinkels auf das Produkt verstehen und wissen, wie man ihn bei der Formgestaltung richtig anwendet, können wir die Formgestaltung verbessern, die Produktqualität erhöhen und die Produktionseffizienz steigern.











