
En la industria del molde coexisten distintos niveles de fabricantes, desde los que disponen de equipos muy sofisticados hasta los que tienen montajes bastante rudimentarios. Como resultado, el personal de compras se encuentra a menudo con presupuestos muy diferentes para el mismo proyecto procedentes de distintas fábricas, ¡lo que puede resultar bastante confuso!
Si es usted comprador de moldes de inyección o de productos moldeados por inyección por encargo, quizá le interese más:
- ¿Cómo gestionar la adquisición de moldes de inyección?
- ¿Cómo elegir al mejor proveedor de moldes?
- ¿Cómo comprar moldes que sean a la vez de buena calidad y a un precio razonable?
A través de este artículo, FirstMold pretende ayudar a más compradores proporcionándoles una explicación sencilla de los componentes del precio del molde, permitiéndoles elegir el fabricante de moldes y el presupuesto más adecuados.
Composición de costes de los moldes de inyección
Los costes del molde de inyección se dividen en partes explícitas e implícitas.
La parte explícita se refiere a los costes directos que son visibles, como los costes de material, los honorarios de procesamiento, los honorarios de diseño, los honorarios de gestión, las asignaciones de patentes y los beneficios.
Basándonos en la experiencia, los precios de los moldes que constan de componentes de coste explícito suelen ser los siguientes:
Precio del molde = Costes de material + Gastos de diseño + Gastos de transformación + Impuestos + Gastos de pruebas + Gastos de embalaje y transporte + Beneficio. Las proporciones habituales son:
- Costes de material: Los materiales y las piezas estándar constituyen entre 15% y 30% del coste total del molde de inyección.
- Tasas de tramitación: 20% a 30%.
- Tasas de diseño: 10% a 15% del coste total del molde.
- Pruebas: Para moldes grandes y medianos, los fabricantes lo controlan dentro de 3%. Para moldes de precisión pequeños, será inferior a 5%.
- Costes de embalaje y transporte: Los fabricantes lo calculan en función de los gastos reales o a 3%.
- Impuestos: 15%.
- Beneficios: 5% a 15%.
La parte implícita se refiere a los costes indirectos que no aparecen durante la producción del molde pero que están relacionados con los costes en los que se incurre cuando el molde se pone en producción en serie más adelante. Por ejemplo, la vida útil de un molde puede afectar a las inversiones posteriores.
Costes de material en la fabricación de moldes de inyección
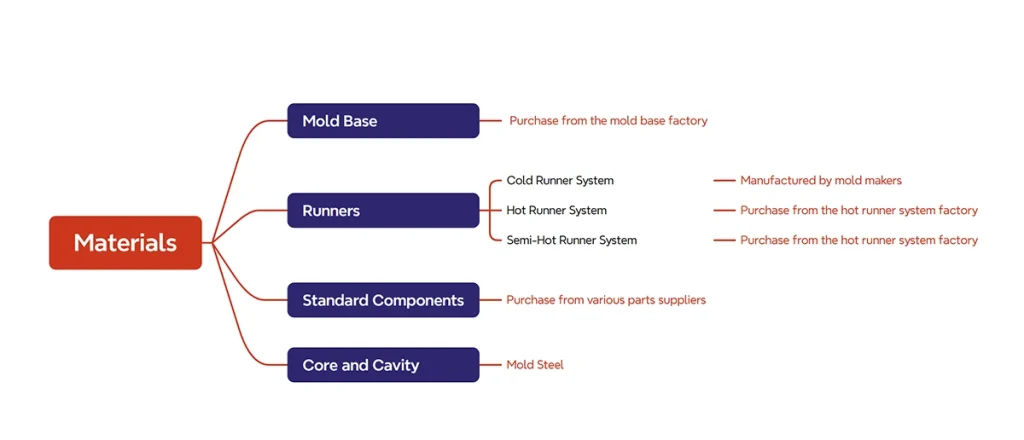
Los materiales para los moldes de inyección incluyen varios tipos de acero y materiales no metálicos. Fábricas de moldes comprarlos directamente. El coste del material de un molde de inyección también depende de la estructura del molde. Hemos detallado los componentes de un molde en el artículo "Estructura del molde de inyección". Desde el punto de vista de los costes, dividimos el molde de inyección en cuatro partes: la base del molde, las correderas y los componentes estándar, núcleos y cavidades.
Las tres primeras categorías proceden de fabricantes profesionales, mientras que, por lo general, los núcleos y las cavidades son los componentes clave que los fabricantes de moldes fabrican ellos mismos a partir de acero comprado.
Base de molde estándar
El coste de la base del molde representa alrededor del 15-25% del coste total del material.
1. El coste del fondo de molde depende principalmente del fabricante y de la marca.
Los fabricantes de moldes base de alta calidad y las marcas eligen acero de mejor calidad, garantizado por compras de gran volumen directamente a los fabricantes de acero a través de canales oficiales, lo que asegura materiales genuinos. En consecuencia, sus equipos de procesamiento también son equipos de marcas mundiales de primer nivel, lo que garantiza la precisión del mecanizado y los requisitos de diseño. Por último, como el talento de diseño está concentrado y hay muchos profesionales, los costes de personal también son más elevados. Por ello, los precios de las bases para moldes de los buenos fabricantes suelen ser más altos que los de los más pequeños.
Por supuesto, para algunos moldes estándar fabricados en grandes volúmenes, el efecto de escala significa que los grandes fabricantes de bases de moldes siguen teniendo una ventaja competitiva significativa en los precios. Sin embargo, en general, se obtiene lo que se paga.
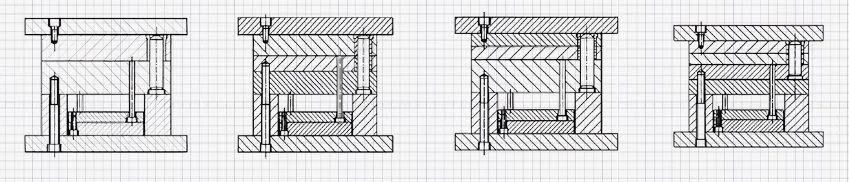
Debido a las diferentes formas de las piezas, las estructuras de los moldes correspondientes también varían. Por ejemplo, los moldes con socava u orificios laterales deben tener una estructura deslizante, y los moldes con compuertas internas que utilizan moldes de tres placas son más complejos que los que utilizan moldes de dos placas con compuertas externas, lo que conlleva mayores costes de producción para la base del molde.
2. La precisión del mecanizado y el material, siendo la precisión el factor principal.
Normalmente, la precisión de mecanizado de las bases de molde estándar es de 0,03-0,05 mm, mientras que la de las bases de molde de alta precisión es de 0,005-0,01 mm. Diferentes precisiones requieren diferentes equipos de base, y el tiempo de mecanizado puede aumentar geométricamente. En pocas palabras, el coste de las bases para moldes de alta precisión puede ser de 2 a 3 veces superior al de las estándar. Por supuesto, las bases para moldes de alta precisión son la base de los moldes de alta precisión. Garantizan una gran estabilidad dimensional, altos índices de paso directo, un funcionamiento estable y un coste relativamente menor de los defectos de moldeo.
Sistemas de canal caliente
Los corredores en moldes suelen clasificarse en corredores fríos, corredores calientes, o semicalientes. Por lo general, solo los canales calientes deben adquirirse externamente, mientras que los otros tipos suelen fabricarse en la propia fábrica de moldes.
En los moldes con canales calientes, el coste de los canales suele suponer entre el 40 y el 50% de los costes totales de material del molde.
Las canales calientes se dividen en dos tipos: de bebedero y de válvula.
En la producción, el coste de los canales calientes se calcula sobre todo en función del número de boquillas de canal caliente. En la industria, las marcas líderes internacionales (como Husky y Mold-Masters) suelen fijar el precio de las boquillas de canal caliente entre $2.000 y $4.000 cada una, dependiendo del diseño y la aplicación.
Además, no hay que olvidar otro componente importante del coste, que es el sistema de control de la temperatura. Sin embargo, muchos sistemas de control de la temperatura son intercambiables, y las grandes fábricas de moldeo por inyección tienen su propio equipo invertido, por lo que este coste puede no estar necesariamente incluido en los presupuestos de las fábricas de moldeo por inyección.
Placas de molde, núcleos y cavidades
Las placas, los núcleos y las cavidades suelen fabricarlos las fábricas de moldes con materiales que compran. Hablemos primero del coste de la compra de acero para estos componentes.
Acero moldeado
Las marcas más comunes de acero para moldes son ASSAB de Suecia, Böhler de Austria y Daido Steel de Japón. También hay muchos tipos de acero de uso frecuente procedentes de Alemania, Francia y Estados Unidos.
La calidad del acero en el mercado varía significativamente. A diferencia del acero de calidad estable producido por las grandes acerías, muchas acerías más pequeñas producen acero de peso inferior al normal y de calidad inestable con niveles más altos de impurezas como azufre, fósforo y nitrógeno, lo que puede dar lugar a numerosos problemas de calidad. Además, muchos comerciantes incluso etiquetan erróneamente los productos de las acerías más pequeñas para igualarlos a los de las grandes acerías, y éstos se venden después en el mercado. Esto da lugar a importantes disparidades de precios.
Por lo tanto, el personal de compras de los fabricantes de moldes debe tener la capacidad de distinguir entre los distintos aceros e, idealmente, establecer contactos directos con las principales acerías para mantenerse al día de la información más reciente sobre precios del sector.
La elección del acero afecta directamente a la vida útil del molde.
En función de la calidad del acero, los moldes de inyección pueden clasificarse en: Grado A (más de 3 millones de ciclos de inyección), Grado B (más de 1 millón de ciclos de inyección), Grado C (más de 500.000 ciclos de inyección) y Grado D (menos de 500.000 ciclos de inyección).
Cuanto mayor sea la garantía del molde en cuanto al número de ciclos, mayor será el precio del molde. Los fabricantes de moldes deben seleccionar distintos tipos de acero para moldes en función de los ciclos de garantía, las propiedades del plástico que se moldea, la forma de las piezas moldeadas y la estructura del molde. Estos factores incluyen la resistencia al desgaste, la resistencia a la corrosión química, etc. Así, cuantos más ciclos de inyección requiera el molde de inyección, mayor será el precio.
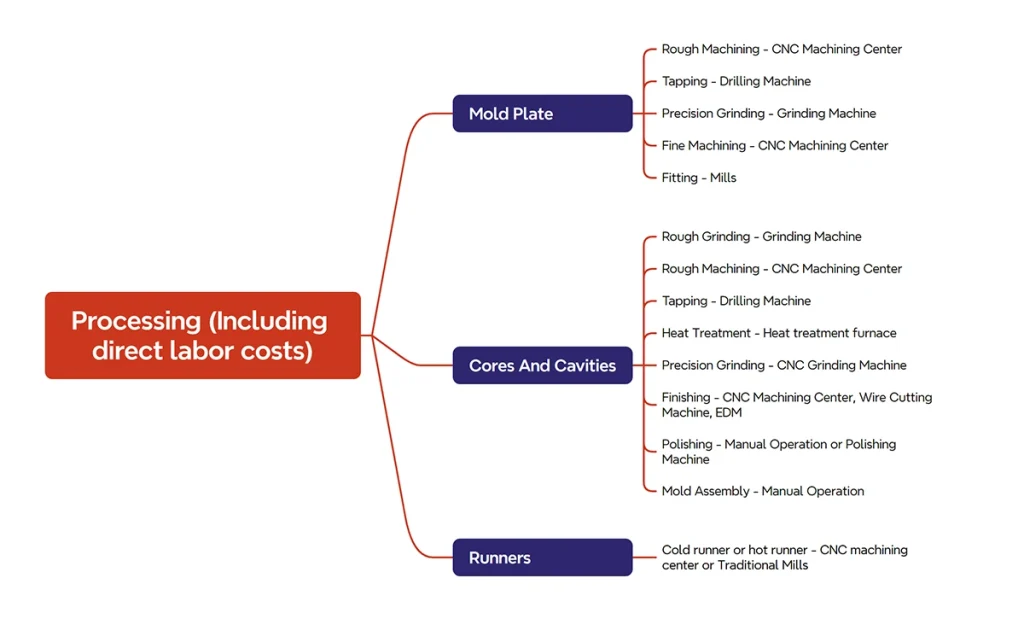
Procedimientos de tramitación
Los procedimientos principales incluyen la fabricación de placas de molde, núcleos de molde, cavidades de molde y placas de canal. Dependiendo del tipo de molde y de los requisitos de precisión, el equipo necesario y las horas de mano de obra varían.
El impacto de los pasos de procesamiento en la carga de trabajo está muy influido por el diseño del molde.
En primer lugar, la forma de las piezas moldeadas afecta a la carga de trabajo. Por ejemplo, los moldes con socavaduras u orificios laterales requieren una estructura deslizante, lo que complica el diseño y aumenta la carga de trabajo. Del mismo modo, los moldes para tapones roscados con una estructura de expulsión por rotación de engranajes y cremalleras son más complejos y, por tanto, más caros que los que tienen una estructura de expulsión simple.
En segundo lugar, los diferentes diseños para las mismas piezas moldeadas pueden dar lugar a variaciones en la estructura y, por tanto, en la carga de trabajo de procesamiento. Por ello, las mejores fábricas de moldes suelen tener soluciones de estructuras de moldes más racionales y optimizadas. Es una práctica habitual en las grandes empresas que ingenieros de moldes experimentados y cualificados revisen la racionalidad de las estructuras de los moldes, lo que resulta muy útil para el personal de compras.
Pasos del procesamiento de placas de molde:
- Desbaste de la placa del molde
- Perforación de conductos de agua y tomas
- Rectificado de precisión de la placa del molde
- Mecanizado fino
- Procesos de ajuste (ventilación, ranuras de aceite, etc.)
Pasos de procesamiento de cavidades y núcleos:
- Desbaste
- Mecanizado en bruto
- Taladrado de agujeros para tornillos
- Tratamiento térmico (normalmente subcontratado)
- Rectificado de precisión
- Mecanizado fino
- Pulido de cavidades
- Montaje
Las diferentes etapas del proceso utilizan distintos tipos de equipos
Por otro lado, los gastos de procesamiento están estrechamente relacionados con la tasa de depreciación y utilización del equipo, que se correlaciona directamente con la marca y el modelo del equipo utilizado.
Los equipos de procesamiento de moldes procedentes de países de fabricación avanzada como Alemania, Suiza, Italia y Japón suelen ser caros. Por favor, compruebe el Máquinas CNC.
Bajo la misma marca, debido a las diferencias en la precisión y velocidad de fabricación, la diferencia de precio entre los modelos normales y los mejores, así como entre el grado industrial ordinario y el grado de superprecisión, puede ser sustancial. La diferencia de precio para máquinas que realizan el mismo proceso puede oscilar entre 7.000-8.000 dólares y 300.000-4.000.000 dólares. Por lo tanto, el personal de compras debe conocer bien las marcas y modelos de los equipos básicos de procesamiento de moldes.
Los distintos equipos incurren en costes diferentes
Cuanto mayor sea la precisión de un equipo similar, mayor será el coste de la inversión y, en consecuencia, mayores serán los costes de mano de obra. Sin embargo, esto depende de los requisitos de precisión confirmados durante la fase de diseño para evitar una especificación excesiva.
Una mayor precisión de procesamiento requiere más horas de trabajo y, por tanto, aumenta el coste total
En la práctica, es posible negociar de antemano los costes de mano de obra de los distintos tipos de equipos con el fabricante del molde, basándose en el diseño, para acordar las horas de mano de obra necesarias y establecer los costes de procesamiento del molde antes de que comience el desarrollo.
Costes laborales
Aquí nos referimos a los gastos indirectos (los gastos directos de los operarios de las máquinas suelen incluirse en los gastos de transformación), principalmente los gastos de diseño, que suelen representar entre 5% y 10% del coste total del molde.
El diseño del molde comienza una vez finalizado el diseño del producto e incluye lo siguiente:
- Diseño de la estructura del molde: Esto implica el análisis de los requisitos del cliente (análisis de viabilidad del producto, requisitos de capacidad de producción), análisis del flujo del molde, análisis del canal, diseño de la vía de agua, diseño de la superficie de separación, etc.
- Creación de dibujos 2D/3D: Creación de dibujos detallados en 2D y 3D del molde basados en las especificaciones del diseño.
- Análisis de viabilidad del molde: Evaluar la viabilidad de la aplicación del diseño del molde.
Los honorarios de diseño son esenciales para garantizar que el molde cumple todos los requisitos y especificaciones, incluida la funcionalidad, fabricabilidady eficacia. Estos honorarios cubren la experiencia y el tiempo necesarios para que los diseñadores de moldes desarrollen diseños de moldes precisos y eficaces que satisfagan las necesidades del proyecto del cliente.
Costes de gestión
Los tipos de gastos de gestión en las operaciones de una empresa son muy diversos, incluyendo los salarios de los empleados, la depreciación, los gastos de oficina y más. Estos costes se reparten de alguna manera en los costes de molde.
Sin embargo, en las operaciones cotidianas, el cálculo de las comisiones de gestión no suele realizarse sobre la base de partidas financieras detalladas. Este enfoque evita cálculos excesivamente complicados que no se prestan a un cómputo sencillo. Además, muchas partidas detalladas podrían considerarse parte de las operaciones comerciales confidenciales de la empresa y no son adecuadas para su divulgación pública. Por lo tanto, una práctica común consiste en calcular un porcentaje basado en el total de gastos de gestión del año anterior dividido por el total de los principales ingresos de explotación, y este porcentaje se utiliza para la fijación de precios.
Por ejemplo: Si en 2023 los gastos de gestión totales fueran de 10 millones y los ingresos de explotación principales totales de 100 millones, entonces los gastos de gestión de ese año se calcularían en 10%.
Beneficios
El beneficio suele calcularse según una proporción acordada de antemano por ambas partes.
En aras de fomentar el desarrollo de la empresa y establecer una asociación a largo plazo, sana y sostenible entre ambas partes, FirstMold tiene un modesto deseo: garantizar un margen de beneficios normal dentro de la industria y evitar una competencia despiadada. La esperanza es determinar los precios explorando oportunidades en materiales, tecnología, procesos y eficiencia, al tiempo que se garantizan los beneficios normales de la empresa de moldes.
En los proyectos destinados a reducir los costes de los moldes de inyección, es importante utilizar métodos científicos para identificar y eliminar las pérdidas y los residuos innecesarios. También es crucial investigar activamente y aplicar tecnologías y procesos innovadores para mejorar la eficacia de la producción. Además, emplear la gestión de producción ajustada, y métodos como 6S y 5S, puede reducir eficazmente el despilfarro de horas de trabajo y minimizar el tiempo de inactividad de las máquinas.
Con la llegada de la nueva era de la fabricación inteligente, debemos participar activamente y utilizar las nuevas tecnologías de inteligencia artificial para reducir los costes laborales.
Reducir científicamente los costes de los moldes de inyección
Uno de los principales factores que afectan a los costes del molde de inyección es si el diseño de la pieza de plástico es racional. Los diseñadores de productos deben tener en cuenta no sólo la funcionalidad de las piezas de plástico, sino también la viabilidad del proceso plástico y del montaje posterior, así como el coste de las piezas.
He aquí algunos casos clásicos:
1. El impacto del diseño del filete de la pieza de plástico en los costes del molde de inyección
Una pequeña pieza de plástico de la cubierta de la tarjeta hecha de material LCP se rompe a menudo en el lugar de encaje a presión después de varias decenas de prototipos durante el proceso de moldeo de prueba, provocando interrupciones en el ensayo. El personal de montaje del molde tenía que desmontar con frecuencia el molde para limpiar los broches rotos.
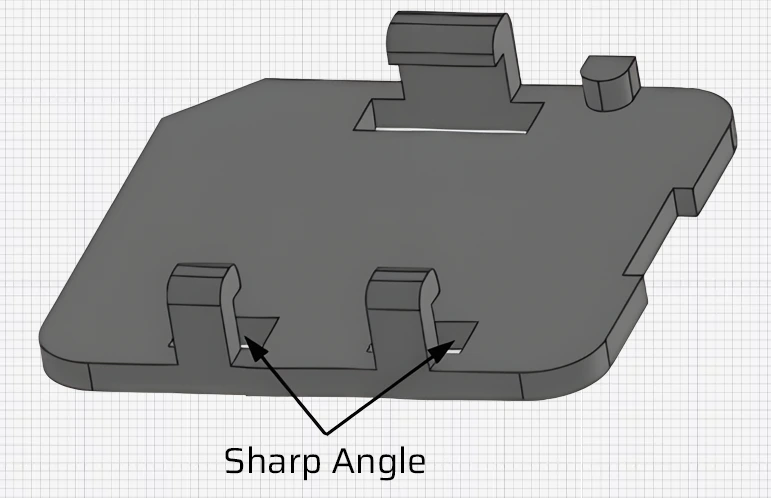
La razón principal de la rotura del encaje a presión es la concentración de tensiones en el encaje a presión durante el moldeo por inyección y la insuficiente ángulo de calado en los laterales del encaje a presión. Resolver esto simplemente desde el lado del molde mediante el pulido repetido no soluciona la causa de fondo. Los moldeos de prueba repetidos aumentan el coste de la prueba y la carga de trabajo para el pulido y el montaje del molde, lo que incrementa el coste de fabricación.
En el procesado de moldes, los filetes o esquinas necesitan EDM (Mecanizado por Descarga Eléctrica) para adaptarse a la forma de las piezas de plástico. El diseño de filetes razonables en las posiciones de las esquinas puede reducir las operaciones de EDM y los costes de material relacionados, ahorrando significativamente en costes y tiempo de procesamiento del molde.
2. El impacto del grosor de la pared de la pieza de plástico en los costes del molde de inyección
El grosor de las paredes de las piezas de plástico afecta indirectamente a los costes del molde de inyección y se analiza desde dos aspectos:
1) Las paredes demasiado finas pueden provocar disparos cortos, haciendo que la producción sea inestable y aumentando los costes de moldeo de prueba dentro del coste del molde.
2) Unas paredes demasiado gruesas pueden provocar marcas de hundimiento y diversos grados de deformación en las piezas. Para solucionar estos problemas, se aumenta el tiempo de enfriamiento en el ciclo de moldeo por inyección para reducir estos defectos.
Caso 1: El impacto de un grosor de pared demasiado fino en los costes del molde de inyección.
La imagen inferior muestra una pieza de plástico anular de pared fina en la que el grosor de la pared en la rosca del centro es de 0,25 mm, el del círculo superior es de 0,6 mm y el del círculo inferior es de 0,4 mm. El molde utiliza una gran compuerta en el borde del círculo inferior. El molde se sometió a más de diez pruebas, y el problema más difícil fueron las líneas de soldadura en la rosca debido a una ventilación inadecuada, que provocaba piezas defectuosas.
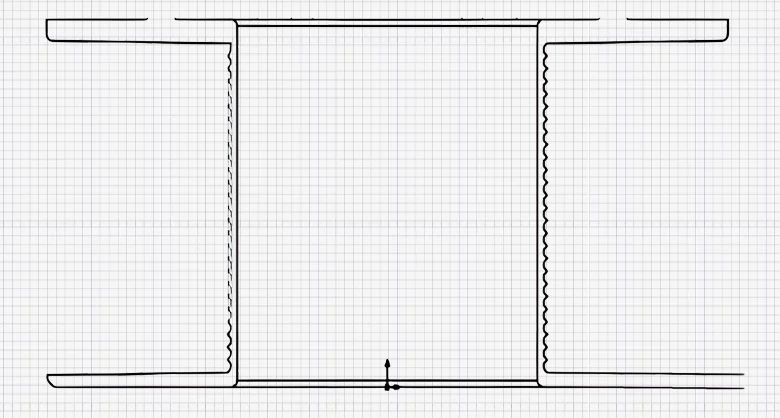
Debido al fino espesor de la pared en la rosca, que se enfría rápidamente, el flujo final del material termina en la posición de la rosca. Desde un análisis estructural por parte del departamento de desarrollo, no hubo problemas. Desde el punto de vista de la producción, el grosor de la pared se diseñó demasiado fino, lo que aumentó el número de pruebas sin resolver el problema. Finalmente, sin alterar las dimensiones del plano, se analizaron las tolerancias, se añadió material extra al grosor de la pared para llevarlo al límite superior de tolerancia y se ajustaron las dimensiones del molde para solucionar el problema del llenado.
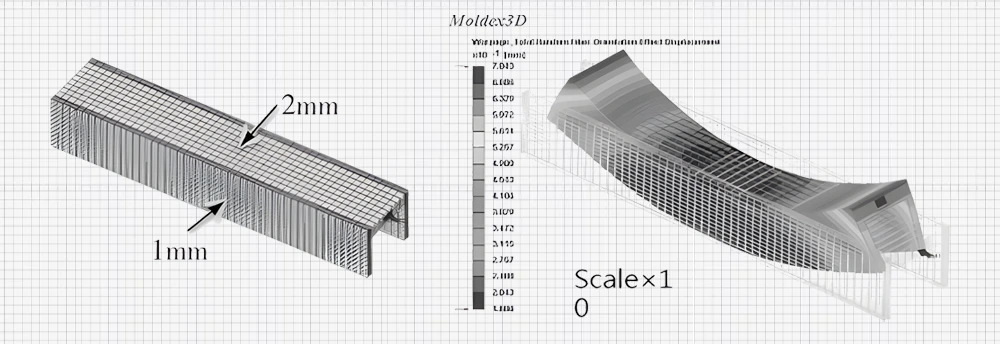
Caso 2: El impacto del grosor desigual de las paredes en los costes de los moldes de inyección.
Como muestra la imagen inferior, el grosor de la pared superior de la pieza es de 2 mm, mientras que el de la pared lateral es de sólo 1 mm. El análisis del flujo del molde confirma la tendencia y la cantidad de deformación, que tiende a deformarse hacia la sección más gruesa. Por lo tanto, durante la fase de desarrollo y diseño de la pieza de plástico, debe tenerse en cuenta la uniformidad del grosor de la pared para reducir la cantidad de deformación.
En el lado del molde, la pieza de plástico podría ajustarse cambiando el tamaño o la posición de la compuerta, verificando continuamente la cantidad óptima de deformación o añadiendo más accesorios para corregir la deformación. Esto aumenta el coste del moldeo de prueba y de las herramientas auxiliares, así como la intensidad de trabajo de los operarios de producción.
En la producción de moldeo por inyección, aumentar el tiempo de enfriamiento en el ciclo de moldeo puede reducir la deformación, pero se trata de una solución sintomática y no resuelve totalmente los problemas de deformación. Pasar el problema al siguiente proceso de forma invisible aumenta el número de ajustes del molde, prolonga el ciclo de moldeo por inyección, reduce la eficacia de la producción y eleva los costes de producción, lo que no es aconsejable.
Factores que afectan a los costes de los moldes de inyección
1. Razonabilidad del diseño del molde
Los diseñadores de moldes varían en experiencia y nivel de habilidad. Para abordar los problemas durante el proceso de diseño, el método más eficaz es realizar revisiones de las piezas de plástico y los moldes.
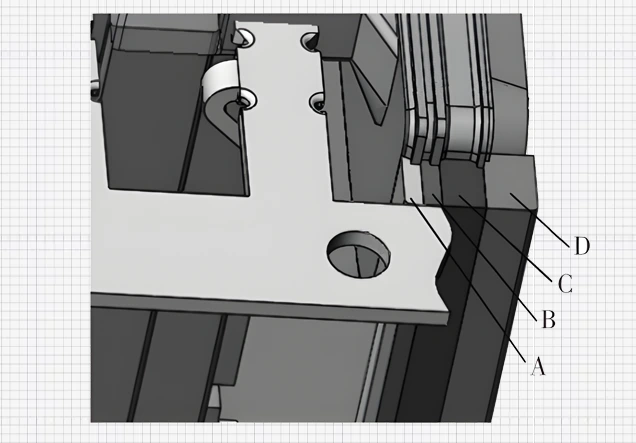
Como se muestra en la imagen, debido a varias ranuras en la pieza de plástico, las ranuras constan de cuatro tipos de insertos A, B, C, D, midiendo la plaquita más pequeña A 45×0,6×65mm. Por las dimensiones de diseño de los insertos, los cuatro pertenecen a insertos delgados. Tras el moldeo de prueba, se comprobó que, independientemente de cómo se ajustaran los parámetros del proceso de moldeo, era imposible controlar el destello (rebabas) en las ubicaciones de los insertos. En cuanto al problema de la rebaba de las piezas de plástico, los repetidos ajustes del molde, el desmontaje y montaje del molde y los moldeos de prueba aumentaron de forma invisible los costes de mano de obra para el montaje del molde y los costes de prueba, y el problema siguió sin resolverse. Tras rediseñar los cuatro insertos en dos, la rebaba del molde mejoró significativamente.
Otro escenario es el de los residuos de diseño. Para el desarrollo del mercado o necesidades experimentales, algunas piezas de plástico de nuevo desarrollo sólo requieren 2.000 piezas, y una vida útil del molde de 5.000 piezas sería suficiente. Diseñar un molde para una vida útil de 100.000 ciclos en estos casos es excesivo y constituye un desperdicio de diseño.
2. Compra de piezas estándar
La promoción de las piezas estándar de molde es principalmente para acortar el tiempo de fabricación del molde y reducir los costes de procesamiento del mismo, consiguiendo resultados rentables. Actualmente, hay muchos proveedores de piezas estándar para moldes. Si uno se deja tentar por los precios bajos y hace compras precipitadas, son las empresas de moldes y los usuarios de moldes los que sufren las mayores pérdidas, no los proveedores.
Para reducir los costes de los moldes de inyección, deben utilizarse piezas estándar en la medida de lo posible durante el diseño del molde. Lo mejor es que las especificaciones puedan cumplir las normas de varios proveedores, lo que permitirá comparar los precios de varios proveedores, ampliará el espacio de selección y ayudará a reducir los costes del molde de inyección.
3. Reducir el número de moldes de prueba
Las empresas de moldes calculan los gastos de tramitación de los moldes en función del número de días que transcurren desde que se recibe el pedido hasta que el molde está cualificado y sale de la fábrica. Si un molde requiere múltiples moldeados de prueba antes de que pueda ser entregado para su uso, no sólo se imponen penalizaciones según el contrato, sino que cuanto más tiempo permanezca el molde en la fábrica, más se acumulan las tasas de procesamiento y los costes de prueba. Así pues, los moldes de prueba múltiples o incontrolables son un importante punto ciego en el control de costes de los moldes de inyección.
Entre las razones para las molduras de prueba múltiples se incluyen:
1) El diseño del molde no fue revisado a fondo por un equipo, lo que dio lugar a estructuras poco razonables que requieren múltiples correcciones tras los moldeados de prueba;
2) El diseño del molde era bueno, pero el procesamiento del molde era inadecuado, lo que provocaba aumentos innecesarios en los moldes de prueba y en los costes del molde;
3) No se seleccionó el mejor proceso de moldeo ni la mejor máquina de inyección durante el ensayo, lo que dio como resultado un molde bien hecho pero piezas moldeadas por inyección subóptimas;
4) Conocimiento insuficiente de las propiedades físicas del plástico y selección incorrecta de índices de contracción, provocando repetidas correcciones del molde.
4. Materiales del molde
Piezas grandes de apariencia de aire acondicionado o partes transparentes requieren mucho material de molde, y el coste de los materiales de molde supone una proporción significativa del precio del molde. Elegir acero inoxidable como material de molde hace que los costes de material sean elevados y el precio unitario del molde sea alto, lo que elimina la ventaja competitiva. La elección de acero para moldes de calidad inferior da como resultado un pulido superficial y una resistencia al desgaste inadecuados, y las piezas de plástico no cumplen los requisitos del cliente. Para reducir los costes del molde y satisfacer al mismo tiempo la demanda de los clientes de un alto brillo en las superficies de las piezas de plástico, se procesan materiales inferiores y se aplican tratamientos de recubrimiento superficial a las superficies de la cavidad del molde para mejorar el brillo, la resistencia a la oxidación y la resistencia al desgaste del molde.
Factores de la producción de moldeo por inyección que afectan a los costes del molde
Los costes de los moldes de inyección rara vez se centran en la información relacionada con la producción del moldeo por inyección. Para una empresa que fabrica productos, no se trata sólo de que el molde gane dinero, sino de la rentabilidad final del producto. En el proceso de producción del moldeo por inyección, el molde es el eslabón más crucial, y la estabilidad de la producción del molde se refleja en la producción del moldeo por inyección.
A menudo es necesario desmontar un molde para repararlo por rotura de las varillas eyectoras, colapso del molde, contaminación por aceite, oxidación, expulsión fallida, insertos rotos, correderas quemadas, deformación, etc. Esto incrementa los costes de mantenimiento del molde y los costes de materia prima de la producción de moldeo por inyección, los costes de inactividad de la máquina y otros costes ocultos, que en última instancia se repercuten en el producto.
Conclusión
La gestión de los costes de los moldes de inyección no es responsabilidad exclusiva de los fabricantes de moldes, sino que también requiere la cooperación de las empresas de diseño de productos y de los departamentos de producción de moldeo por inyección para minimizar los costes de los moldes de inyección y diseñar moldes más racionales y de mayor calidad. Un diseño razonable de las piezas de plástico, unos cambios mínimos en los diseños de las piezas de plástico, un diseño avanzado de los moldes y una selección sensata de los materiales pueden reducir significativamente los costes de los moldes. Para fabricar productos de calidad, los diseñadores de productos, los ingenieros de moldes y los departamentos de producción de moldeo por inyección deben mantener una buena comunicación.











