
金型業界には、非常に洗練された設備を持つメーカーから、非常に初歩的な設備を持つメーカーまで、さまざまなレベルのメーカーが共存しています。その結果、購買担当者は、同じプロジェクトでも工場によって見積もりが大きく異なることがしばしばあり、非常に混乱することがある!
射出成形用金型や受託射出成形品のバイヤーであれば、最も興味を持たれるかもしれません:
- 射出成形用金型の調達を管理するには?
- どのように最良の金型サプライヤーを選択するには?
- 高品質でリーズナブルな金型を購入するには?
この記事を通じて、FirstMoldは、金型価格の構成要素を簡単に説明することで、より多くのバイヤーを支援し、最適な金型メーカーと見積もりを選択できるようにすることを目指しています。
射出成形金型のコスト構成
射出成形のコストは、明示的な部分と暗黙的な部分に分けられる。
明示的な部分とは、材料費、加工費、デザイン費、管理費、特許配分、利益など、目に見える直接的なコストを指す。
経験に基づくと、明示的なコスト・コンポーネントで構成される金型の価格は、通常以下の通りである:
金型価格=材料費+設計費+加工費+税金+検査費+梱包・輸送費+利益。通常の割合は
- 材料費:材料と標準部品は、射出成形金型コストの15%から30%を占める。
- 加工費20%から30%まで。
- 設計料:総金型費の10%~15%。
- テスト:大・中型金型は3%以内。小型精密金型は5%以下。
- 梱包・輸送コスト:メーカーは実費または3%で計算する。
- 税金: 15%.
- 利益:5%~15%。
暗黙の部分とは、金型生産中には現れないが、後に金型が大量生産されるときに発生するコストに関連する間接的なコストのことである。例えば、金型の寿命はその後の投資に影響を与える。
射出成形金型製造における材料費
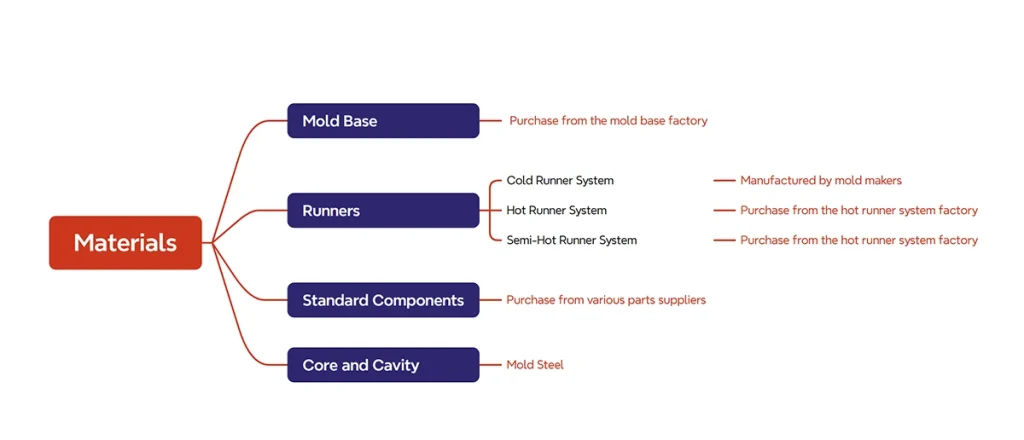
射出成形用金型の材料には、さまざまな種類の鋼鉄や非金属材料がある。 金型工場 を直接購入する。射出成形金型の材料費は、金型の構造にも左右されます。金型の構成要素については、"射出成形金型の構造 "の記事で詳しく説明しています。コストの観点から、射出成形金型を4つの部分に分けます:金型ベース、ランナー、標準部品、 コアとキャビティ.
最初の3つのカテゴリーは専門メーカーによるもので、中子とキャビティは通常、金型メーカーが購入した鋼材から自作する主要部品である。
標準モールドベース
モールドベースのコストは、総材料費の約15~25%を占める。
1.モールドベースのコストは主にメーカーとブランドに依存します。
高品質の金型ベースメーカーとブランドは、より良い品質の鋼材を選択し、公式ルートを通じて鋼材メーカーから直接大量に購入することで、本物の材料を確保している。それに応じて、加工設備も一流のグローバルブランド設備が採用され、加工精度と設計要求が保証される。最後に、設計人材が集中し、専門家が多いため、人件費も高くなる。したがって、優良メーカーの金型ベースの価格は、一般的に中小メーカーのものより高い。
もちろん、大量生産される一部の標準的な金型については、規模の効果により、大規模な金型ベース・メーカーは依然として価格面で大きな競争優位性を持っている。しかし、全体的に見れば、支払っただけのことはある。
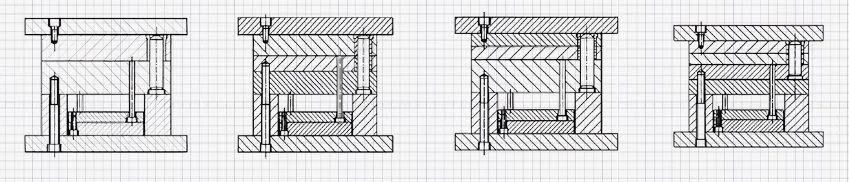
部品形状が異なるため、対応する金型構造も異なる。例えば アンダーカット また、3プレート金型を使用した内部ゲートのある金型は、外部ゲートのある2プレート金型を使用した金型よりも複雑であり、金型ベースの製造コストが高くなる。
2.加工精度と材料、精度が主な要因。
通常、標準モールドベースの加工精度は0.03~0.05mm、高精度モールドベースの加工精度は0.005~0.01mmである。精度が異なれば、ベース設備も異なり、加工時間も幾何級数的に長くなる。簡単に言えば、高精度モールドベースのコストは、標準的なモールドベースの2~3倍になる。もちろん、高精度モールドベースは高精度金型の基礎である。高い寸法安定性、高いダイレクトパス率、安定した動作、成形不良の比較的低いコストを保証する。
ホットランナーシステム
金型のランナーは通常、次のように分類される。 コールドランナー、ホットランナー, またはセミホットランナーである。一般的に、ホットランナーだけは外部から購入する必要がありますが、他のタイプは通常、金型工場内で製造されます。.
ホットランナー付きの金型では、ランナーのコストが金型の総材料費の40~50%を占めることが多い。
ホット・ランナーはスプルー・ゲーティングとバルブ・ゲーティングの2種類に分けられる。
生産において、ホットランナーのコストはほとんどホットランナーノズルの数に基づいて計算されます。業界では、国際的な一流ブランド(ハスキーやモールドマスターズなど)のホットランナーノズルは、設計や用途にもよりますが、通常1本あたり$2,000~$4,000です。
さらに、もう一つの重要なコスト要素である温度制御システムも忘れてはならない。しかし、多くの温度制御システムは交換可能であり、大規模な射出成形工場は独自に投資した設備を持っているため、このコストは射出成形工場の見積もりに必ずしも含まれていないかもしれない。
金型プレート、コア、キャビティ
プレート、コア、キャビティは通常、金型工場が購入した材料を使って製造する。まず、これらの部品に使用する鋼材の購入コストについて説明しよう。
金型鋼
金型用鋼の一般的なブランドには、スウェーデンのASSAB、オーストリアのBöhler、日本の大同特殊鋼などがある。また、ドイツ、フランス、アメリカからもよく使われる鋼種が多数あります。
市場に出回っている鋼材の品質には大きなばらつきがある。大手製鉄所が生産する品質が安定した鋼材とは異なり、多くの小規模製鉄所が生産する鋼材は、硫黄、リン、窒素などの不純物レベルが高く、品質が不安定で、多くの品質問題につながる可能性がある。さらに、多くのトレーダーは、大手製鉄所の製品に合わせるために、小規模製鉄所の製品に誤ったラベルを貼り、市場で販売している。その結果、価格に大きな格差が生じている。
そのため、金型メーカーの購買担当者は、さまざまな鋼材を見分ける能力を持つ必要があり、理想的には主要な製鋼所と直接コンタクトを取り、業界の最新価格情報を常に把握する必要がある。
鋼鉄の選択は金型の寿命に直接影響する。
鋼の品質に基づいて、射出成形金型は、に分類することができます:グレードA(射出サイクル300万回以上)、グレードB(射出サイクル100万回以上)、グレードC(射出サイクル50万回以上)、グレードD(射出サイクル50万回未満)。
金型の保証サイクルが長ければ長いほど、金型の価格は高くなります。金型メーカーは、保証サイクル、成形されるプラスチックの特性、成形部品の形状、金型構造に基づいて、さまざまな種類の金型用鋼を選択する必要があります。これらの要素には、耐摩耗性、耐薬品腐食性などが含まれます。したがって、射出成形金型が必要とする射出サイクルが多ければ多いほど、価格は高くなる。
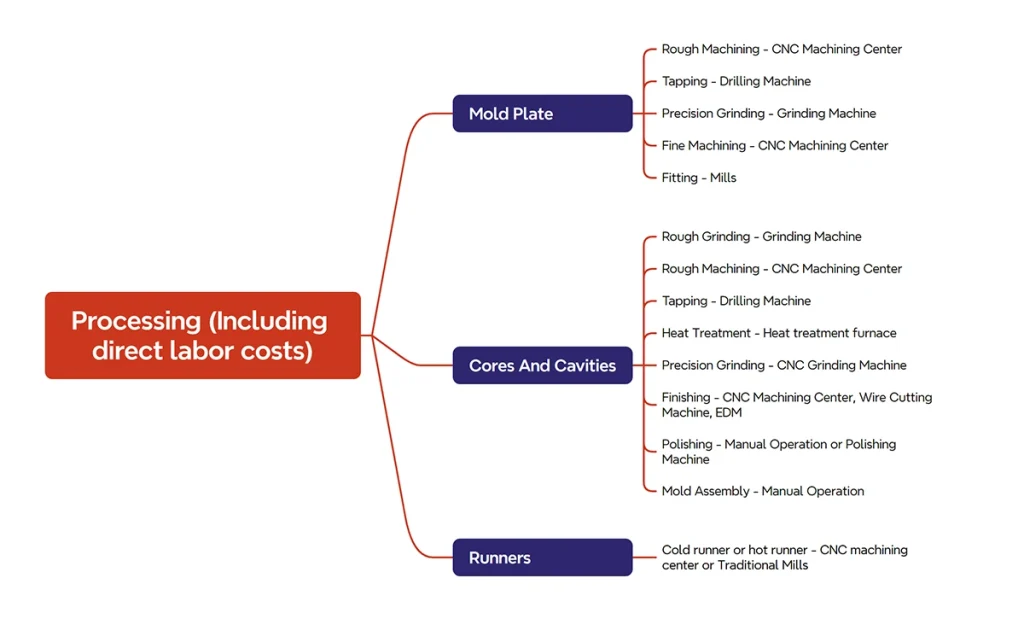
加工手順
主な手順には、モールドプレート、モールドコア、モールドキャビティ、ランナープレートの製造が含まれる。金型の種類や要求精度によって、必要な設備や労働時間は異なる。
加工工程が作業量に与える影響は、金型の設計に大きく影響される。
まず、成形品の形状が作業負荷に影響する。例えば、アンダーカットや横穴のある金型はスライダー構造が必要で、設計が複雑になり、作業量も増える。同様に、歯車とラックの回転排出構造を持つネジキャップ用の金型は、単純なエジェクター構造を持つ金型よりも複雑であるため、高価になる。
第二に、同じ成形部品でも設計が異なれば、構造にばらつきが生じ、その結果、加工作業量にもばらつきが生じる。そのため、一流の金型工場では、より合理的で最適化された金型構造のソリューションを持っていることが多い。大手企業では、経験豊富で熟練した金型エンジニアが金型構造の合理性を検討するのが一般的であり、これは調達担当者にとって非常に有益である。
モールドプレート加工ステップ:
- 型板の粗加工
- 水道管の掘削とタッピング
- 精密研削 型板の
- 微細加工
- フィッティング工程(ベント、オイル溝など)
キャビティとコアの加工ステップ
- 荒削り
- 粗加工
- ネジ穴のドリル
- 熱処理(通常は外注)
- 精密研削
- 微細加工
- 虫歯の研磨
- 組み立て
プロセスのさまざまな段階で、さまざまなタイプの機器が使用される
一方、加工賃は機器の減価償却費と稼働率に密接に関係しており、これは使用する機器のブランドやモデルに直結する。
ドイツ、スイス、イタリア、日本などの製造先進国の金型加工設備は一般的に高価です。金型加工設備 CNCマシン.
同じブランドであっても、製造精度とスピードの違いにより、通常のモデルとより優れたモデルの間、また通常の工業用グレードと超精密グレードの間の価格差はかなりのものになる。同じ工程を行う機械の価格差は、7,000~8,000ドルから300,000~4,000,000ドルに及ぶこともある。したがって、調達担当者は、基本的な金型加工設備のブランドとモデルをよく理解しておく必要があります。
設備によってかかる費用は異なる
同じような装置の精度が高ければ高いほど、投資コストは高くなり、結果として人件費も高くなる。しかし、これはオーバースペックを避けるために設計段階で確認された精度要件に依存する。
加工精度が高いと作業時間が長くなるため、トータルコストが高くなる
実際には、設計に基づき、金型メーカーと各種設備の工賃を事前に交渉し、必要な工数を取り決め、開発開始前に金型の加工費を確定することが可能である。
人件費
ここでいう間接費(機械オペレーターの直接経費は一般に加工費に含まれる)とは、主に設計費のことで、金型費全体の5%~10%を占めるのが一般的である。
金型設計は、製品設計が完了した後に開始され、以下の内容が含まれる:
- 金型構造設計:顧客要求の分析(製品実現可能性分析、生産能力要求)、金型流動分析、ランナー分析、水路設計、パーティング面設計など。
- 2D/3Dドローイング作成:設計仕様に基づき、金型の詳細な2Dおよび3D図面を作成します。
- 金型のフィージビリティー分析:金型設計の実行可能性を評価する。
設計料は、金型が機能性を含むすべての要件と仕様を満たしていることを保証するために不可欠です、 製造可能性そして効率。これらの料金には、金型設計者がお客様のプロジェクトのニーズを満たす正確で効果的な金型設計を開発するために必要な専門知識と時間が含まれています。
管理コスト
企業経営における管理費の種類は、従業員の給与、減価償却費、事務所経費など、実に多岐にわたる。これらの費用は、ある程度金型費に振り分けられる。
しかし、日常業務では、詳細な財務項目に基づいて管理報酬を計算することは通常行われない。このアプローチは、単純な計算を助長しない過度に複雑な計算を避けるものである。さらに、多くの詳細項目は会社の機密業務とみなされる可能性があり、公開には適さない。そのため、一般的な慣行としては、前年の管理費合計を主な営業収入合計で割ったパーセンテージを算出し、このパーセンテージをプライシングに使用する。
例えば例えば、2023年に管理費総額が1,000万円、主な営業収入総額が1億円であった場合、その年の管理費は10%で計算される。
利益
利益は通常、両者が事前に合意した割合に従って計算される。
FirstMoldは、会社の発展を促進し、長期的、健全的、持続的なパートナーシップを確立するために、ささやかな願いを持っています。金型会社の正常な利益を確保しながら、材料、技術、工程、効率などの機会を探って価格設定を決定することである。
射出成形のコスト削減を目的としたプロジェクトでは、科学的な手法を用いて不必要なロスや無駄を特定し、排除することが重要である。また、生産効率を高めるために、革新的な技術やプロセスを積極的に研究し、導入することも重要である。さらに、リーン生産管理、6Sや5Sなどの手法を採用することで、作業時間の無駄を効果的に削減し、機械のダウンタイムを最小限に抑えることができる。
スマート・マニュファクチャリングの新時代の到来に伴い、私たちは積極的に参加し、新しい人工知能技術を活用して人件費を削減すべきである。
射出成形金型のコストを科学的に削減
射出成形のコストに影響する主な要因の一つは、プラスチック部品の設計が合理的かどうかである。製品設計者は、プラスチック部品の機能性だけでなく、プラスチック加工やその後の組み立ての実現性、部品のコストなども考慮する必要があります。
典型的なケースをいくつか紹介しよう:
1.プラスチック部品のフィレット設計が射出成形金型コストに与える影響
LCP素材の小さなカードカバーのプラスチック部品は、試作成形中に数十回試作すると、スナップフィットの位置で破損することが多く、試作中断の原因となっていた。金型の組み立てスタッフは、壊れたスナップを清掃するために金型を分解しなければならないことが頻繁にあった。
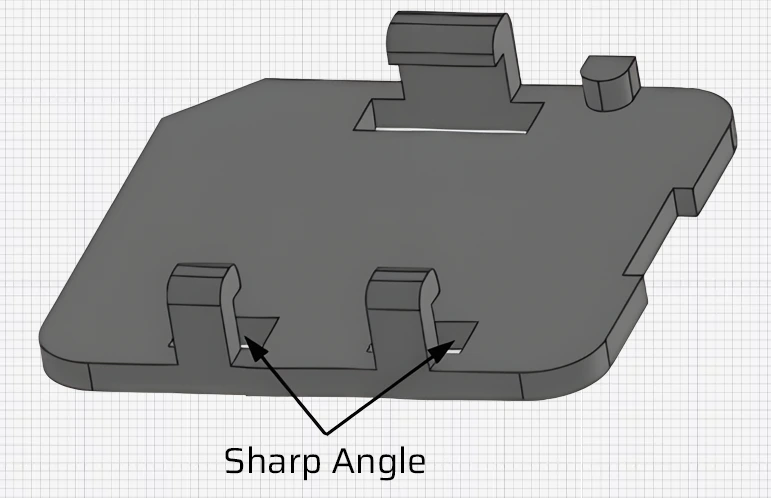
スナップフィット破損の主な原因は、射出成形時にスナップフィットに応力が集中することと、射出成形が不十分であることである。 抜き勾配 スナップフィットの側面にある。これを金型側から研磨を繰り返して解決するだけでは、根本的な解決にはならない。試作を繰り返すと試作費がかさみ、金型研磨や組み立ての作業負担が増え、製造コストが上昇する。
金型加工において、フィレットやコーナーはプラスチック部品の形状に合わせて放電加工(EDM)を必要とします。コーナーの位置に合理的なフィレットを設計することで、放電加工と関連する材料費を削減し、金型加工のコストと時間を大幅に節約することができます。
2.プラスチック部品の肉厚が射出成形金型コストに与える影響
プラスチック部品の肉厚は間接的に射出成形の金型コストに影響するため、2つの側面から分析した:
1) 壁が薄すぎると ショートショットそのため、生産が不安定になり、金型コストの中で試作コストが増加する。
2) 厚すぎる壁は シンク跡 と、部品の変形の程度はさまざまである。これらの問題に対処するため、射出成形サイクルの冷却時間を長くして、これらの欠陥を減らす。
ケース1:薄すぎる肉厚が射出成形金型コストに与える影響。
下の写真は薄肉の環状樹脂部品で、真ん中のネジ部の肉厚は0.25mm、上の円は0.6mm、下の円は0.4mmです。金型は下側の円の縁に大きなゲートを使用している。この金型は10回以上の試運転を行ったが、最も困難な問題は、ガス抜きが不十分なためにねじ部の溶接線が発生し、不良品が発生したことであった。
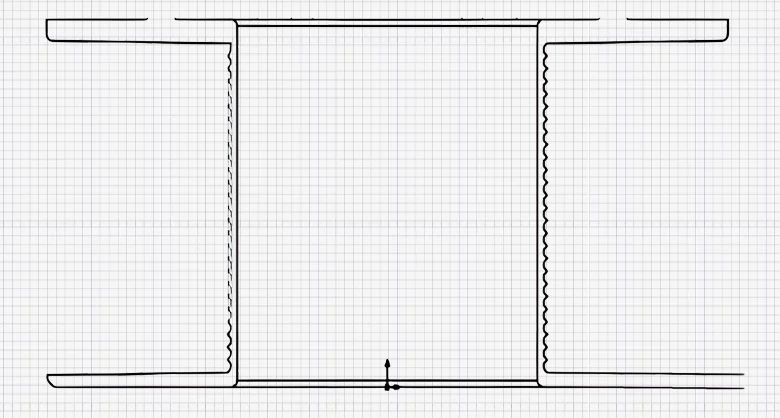
ねじ部の肉厚が薄く、急速に冷却されるため、材料の最終的な流れはねじ部の位置で終わる。開発部門による構造解析では問題はなかった。製造の観点からは、肉厚が薄く設計されすぎていたため、問題を解決できないまま試運転の回数が増えた。最終的に、設計図の寸法を変更することなく、公差を分析し、肉厚に余分な材料を追加して公差の上限まで持っていき、金型の寸法を調整して充填の問題に対処しました。
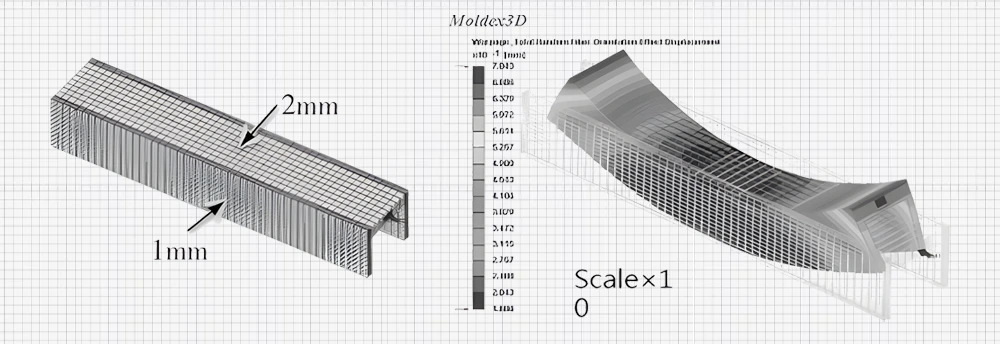
ケース2:不均一な肉厚が射出成形金型コストに与える影響。
下の写真が示すように、部品の上部の肉厚は2mmで、側部の肉厚は1mmしかない。モールドフロー解析では、厚肉部ほど変形しやすいという変形傾向と変形量が確認されている。したがって、樹脂部品の開発・設計段階では、変形量を抑えるために肉厚の均一化を考慮する必要がある。
金型側では、ゲートの大きさや位置を変えることでプラスチック部分を調整し、最適な変形量を継続的に確認したり、さらに変形量を追加したりすることができる。 備品 変形を修正する。そのため、試作品や補助ツールのコストが高くなり、生産オペレーターの労働強度も高くなる。
射出成形では、成形サイクルの冷却時間を長くすることで変形を抑えることができるが、これは対症療法であり、変形の問題を完全に解決することはできない。目に見えない形で問題を次工程に引き継ぐことは、金型の調整回数を増やし、射出成形サイクルを長引かせ、生産効率を低下させ、生産コストを上げることになり、得策ではない。
射出成形金型コストに影響する金型要因
1.金型設計の合理性
金型設計者の経験や技術レベルはさまざまです。設計過程での問題に対処するために、最も効果的な方法は、プラスチック部品と金型のレビューを実施することです。
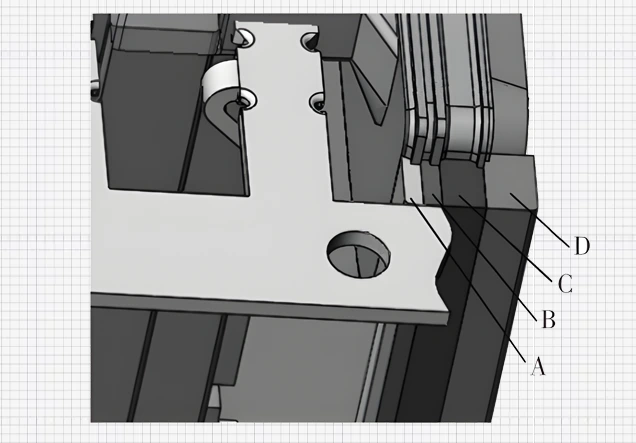
写真に示すように、プラスチック部分に複数のスロットがあるため、スロットは4つのタイプで構成されている。 インサート A、B、C、Dで、最小のインサートAは45×0.6×65mmである。インサートの設計寸法から、4つとも薄型インサートに属する。試成形の結果、成形工程パラメータをどのように調整しても、インサート位置のバリ(バリ)を制御することは不可能であることが判明した。プラスチック部品のバリについては、金型調整、金型の分解・組立、試作を繰り返すことで、金型組立の工数や試作コストが目に見えないほど増大し、問題は未解決のままだった。そこで、4つのインサートを2つに設計変更したところ、金型のバリが大幅に改善された。
もう一つのシナリオは設計の無駄である。市場開発や実験的なニーズのために、新しく開発されたプラスチック部品は2,000個で済むものもあり、金型寿命は5,000個で十分である。このような場合、100,000サイクルの寿命を持つ金型を設計するのは過剰であり、設計の無駄となる。
2.標準部品の購入
金型標準部品の普及は、主に金型製造時間を短縮し、金型加工コストを削減し、費用対効果の高い成果を達成するためである。現在、金型標準部品のサプライヤーは多い。低価格に誘惑されて急いで購入すれば、最大の損失を被るのは金型企業と金型ユーザーであり、サプライヤーではない。
射出成形金型のコストを削減するためには、金型設計時に標準部品をできるだけ使用する必要があります。仕様が複数のサプライヤーの標準を満たすことができればベストであり、複数のベンダーからの比較価格を可能にし、選択の余地を広げ、射出成形金型コストの削減に役立ちます。
3.試作の回数を減らす
金型会社は、注文を受けてから金型が認定され工場から出荷されるまでの日数に応じて金型の加工費を計算する。金型が納品されるまでに何度も試作が必要な場合、契約上のペナルティーが課されるだけでなく、金型が工場に滞留すればするほど、加工費や試作費がかさむことになる。このように、複数回の試成形や管理不能な試成形は、射出成形金型のコスト管理の大きな盲点となっている。
複数回のトライアル成形を行う理由には、以下のようなものがある:
1) 金型設計をチームで十分に検討しなかったため、無理な構造になり、試作後に何度も修正が必要になった;
2) 金型設計は良かったが、金型加工が不十分で、試作品と金型コストが不必要に増加した;
3) 試行中に最適な成形プロセスと射出成形機が選択されなかったため、金型はよくできたが、射出成形品は最適ではなかった;
4) プラスチックの物理的特性についての理解が不十分であり、その選択も間違っている。 収縮率そのため、金型の修正が繰り返された。
4.金型材料
大型エアコンの外観部品 透明部品 は金型材料が多く必要で、金型材料のコストは金型価格のかなりの割合を占める。金型材料にステンレスを選ぶと、材料費が高くなり、金型単価が高くなり、競争力がなくなる。劣った金型鋼を選択すると、表面研磨や耐摩耗性が不十分となり、プラスチック部品が顧客の要求を満たせなくなる。金型コストを削減しつつ、プラスチック部品表面の高光沢を求める顧客の要求に応えるため、粗悪な材料を加工し、金型キャビティ表面に表面コーティング処理を施して、金型の光沢、耐錆性、耐摩耗性を向上させる。.
射出成形製造における金型コストに影響する要因
射出成形のコストは、射出成形の生産に関連する情報に焦点を当てることはほとんどありません。製品を生産する企業にとって、金型が儲かることだけでなく、製品の最終的な収益性も重要である。射出成形の生産工程では、金型は最も重要なリンクであり、金型生産の安定性は射出成形の生産に反映されます。
エジェクターロッドの破損、型崩れ、油汚れ、錆び、射出の失敗、インサートの破損、スライダーの焼け、変形などにより、金型を分解して修理しなければならないことがよくあります。これは、金型のメンテナンスコストや射出成形の原材料費、機械のダウンタイムコスト、その他の隠れたコストを増加させ、最終的に製品に転嫁されます。
結論
射出成形金型のコスト管理は、金型メーカーだけの責任ではなく、射出成形金型のコストを最小化し、より合理的で高品質な金型を設計するために、製品設計会社や射出成形生産部門の協力が必要です。合理的なプラスチック部品設計、プラスチック部品設計の最小限の変更、先進的な金型設計、賢明な材料選択は、すべて金型コストを大幅に削減することができます。高品質の製品を生産するためには、製品デザイナー、金型エンジニア、射出成形生産部門が良好なコミュニケーションを保つ必要がある。











