
L'industrie du moule compte différents niveaux de fabricants, allant de ceux qui disposent d'un équipement très sophistiqué à ceux qui ont des installations assez rudimentaires, tous coexistant dans l'industrie. Par conséquent, le personnel chargé des achats est souvent confronté à des devis très différents pour le même projet, émanant d'usines différentes, ce qui peut s'avérer très déroutant !
Si vous êtes acheteur de moules d'injection ou de produits moulés par injection à la demande, vous pourriez être très intéressé par :
- Comment gérer l'approvisionnement en moules d'injection ?
- Comment choisir le meilleur fournisseur de moules ?
- Comment acheter des moules qui soient à la fois de bonne qualité et d'un prix raisonnable ?
Grâce à cet article, FirstMold souhaite aider davantage d'acheteurs en fournissant une explication simple des composantes du prix des moules, ce qui vous permettra de choisir le fabricant de moules et le devis les plus appropriés.
Composition du coût des moules à injection
Les coûts des moules à injection sont divisés en parties explicites et implicites.
La partie explicite fait référence aux coûts directs qui sont visibles, tels que les coûts des matériaux, les frais de traitement, les frais de conception, les frais de gestion, les attributions de brevets et les bénéfices.
D'après l'expérience acquise, les prix des moules constitués d'éléments de coût explicites sont généralement les suivants :
Prix du moule = coûts des matériaux + frais de conception + frais de traitement + taxes + frais d'essai + coûts d'emballage et de transport + bénéfice. Les proportions habituelles sont les suivantes :
- Coûts des matériaux: Les matériaux et les pièces standard représentent 15% à 30% du coût total du moule d'injection.
- Frais de traitementLes données de l'enquête sont disponibles pour les années 20% à 30%.
- Frais de conception: 10% à 15% du coût total du moule.
- Essais: Pour les moules de grande et moyenne taille, les fabricants le contrôlent dans la limite de 3%. Pour les petits moules de précision, elle sera inférieure à 5%.
- Coûts d'emballage et de transport: Les fabricants calculent ce montant en fonction des dépenses réelles ou au 3%.
- Impôts: 15%.
- Profit: 5% à 15%.
La partie implicite fait référence aux coûts indirects qui n'apparaissent pas pendant la production du moule mais qui sont liés aux coûts encourus lorsque le moule est mis en production de masse ultérieurement. Par exemple, la durée de vie d'un moule peut affecter les investissements ultérieurs.
Coûts des matériaux dans la fabrication des moules d'injection
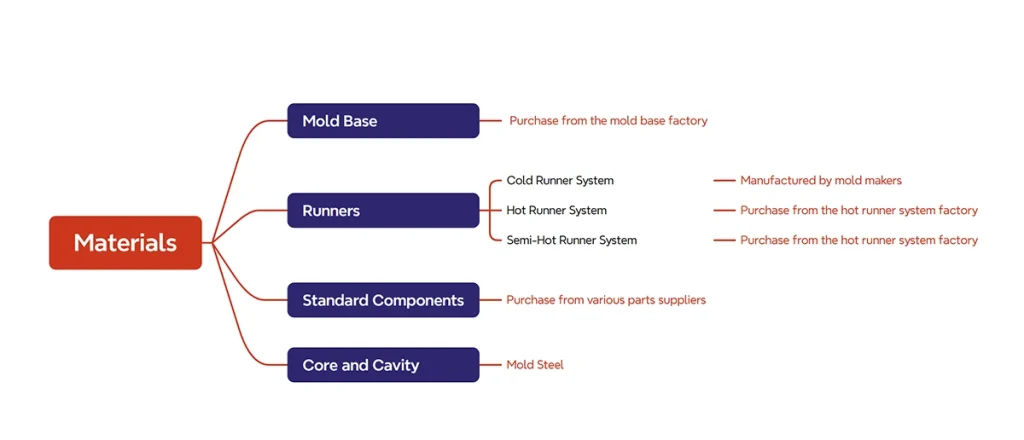
Les matériaux utilisés pour les moules d'injection comprennent divers types d'acier et de matériaux non métalliques. Usines de moules les acheter directement. Le coût des matériaux d'un moule d'injection dépend également de la structure du moule. Nous avons détaillé les composants d'un moule dans l'article "Structure d'un moule d'injection". Du point de vue du coût, nous divisons le moule d'injection en quatre parties : la base du moule, les patins et les composants standard, noyaux et cavités.
Les trois premières catégories proviennent de fabricants professionnels, tandis que les noyaux et les cavités sont les éléments clés que les fabricants de moules fabriquent eux-mêmes à partir d'acier acheté.
Socle de moule standard
Le coût de la base du moule représente environ 15-25% du coût total des matériaux.
1. Le coût de la base du moule dépend principalement du fabricant et de la marque.
Les fabricants et les marques de moules de haute qualité choisissent un acier de meilleure qualité, garanti par des achats en grande quantité directement auprès des fabricants d'acier par le biais des canaux officiels, ce qui assure l'authenticité des matériaux. En conséquence, leur équipement de traitement est également un équipement de marque mondiale de premier plan, garantissant la précision de l'usinage et le respect des exigences en matière de conception. Enfin, comme les talents en matière de conception sont concentrés et que les professionnels sont nombreux, les coûts de personnel sont également plus élevés. Par conséquent, les prix des bases de moules des bons fabricants sont généralement plus élevés que ceux des petits fabricants.
Bien entendu, pour certains moules standard fabriqués en grandes quantités, l'effet d'échelle signifie que les grands fabricants de bases de moules conservent un avantage concurrentiel significatif en termes de prix. Toutefois, dans l'ensemble, on en a pour son argent.
En raison des différentes formes de pièces, les structures de moules correspondantes varient également. Par exemple, les moules avec sous-coupes Les moules à portes internes utilisant des moules à trois plaques sont plus complexes que ceux utilisant des moules à deux plaques avec des portes externes, ce qui entraîne des coûts de production plus élevés pour la base du moule.
2. Précision de l'usinage et matériau, la précision étant le facteur principal.
En règle générale, la précision d'usinage des bases de moules standard est de 0,03-0,05 mm, tandis que celle des bases de moules de haute précision est de 0,005-0,01 mm. Des précisions différentes nécessitent des équipements de base différents, et le temps d'usinage peut augmenter géométriquement. En d'autres termes, le coût des bases de moules de haute précision peut être 2 à 3 fois supérieur à celui des bases standard. Bien entendu, les bases de moules de haute précision sont le fondement des moules de haute précision. Elles garantissent une grande stabilité dimensionnelle, des taux de passage direct élevés, un fonctionnement stable et des coûts relativement plus faibles pour les défauts de moulage.
Systèmes à canaux chauds
Les coureurs dans les moules sont généralement classés dans les catégories suivantes coureurs froids, coureurs chauds, ou semi-chauds. En général, seuls les canaux chauds doivent être achetés à l'extérieur, tandis que les autres types sont généralement fabriqués dans l'usine de moules elle-même.
Dans les moules à canaux chauds, le coût des canaux représente souvent 40 à 50% du coût total des matériaux du moule.
Les canaux chauds sont divisés en deux types : l'injection de la carotte et l'injection de la valve.
Dans la production, le coût des canaux chauds est généralement calculé en fonction du nombre de buses de canaux chauds. Dans l'industrie, les grandes marques internationales (telles que Husky et Mold-Masters) fixent généralement le prix des buses de canaux chauds entre $2 000 et 1TP4 000 l'unité, en fonction de la conception et de l'application.
En outre, il ne faut pas oublier un autre élément de coût important, à savoir le système de contrôle de la température. Toutefois, de nombreux systèmes de contrôle de la température sont interchangeables et les grandes usines de moulage par injection disposent de leur propre équipement, de sorte que ce coût n'est pas nécessairement inclus dans les devis des usines de moulage par injection.
Plaques, noyaux et cavités de moules
Les plaques, les noyaux et les cavités sont généralement fabriqués par les usines de moules à partir de matériaux qu'elles achètent. Examinons tout d'abord le coût d'achat de l'acier pour ces composants.
Acier pour moules
Les marques les plus courantes d'acier pour moules sont ASSAB (Suède), Böhler (Autriche) et Daido Steel (Japon). Il existe également de nombreux types d'acier fréquemment utilisés en Allemagne, en France et aux États-Unis.
La qualité de l'acier sur le marché varie considérablement. Contrairement à l'acier de qualité stable produit par les grandes aciéries, de nombreuses petites aciéries produisent de l'acier de poids insuffisant et de qualité instable, avec des niveaux plus élevés d'impuretés telles que le soufre, le phosphore et l'azote, ce qui peut entraîner de nombreux problèmes de qualité. En outre, de nombreux négociants étiquettent mal les produits des petites aciéries pour les faire correspondre à ceux des grandes aciéries, et ces produits sont ensuite vendus sur le marché. Il en résulte d'importantes disparités de prix.
Par conséquent, le personnel chargé des achats chez les fabricants de moules doit être capable de faire la distinction entre les différents aciers et, idéalement, d'établir des contacts directs avec les principales aciéries afin de se tenir au courant des dernières informations sur les prix pratiqués dans l'industrie.
Le choix de l'acier a une incidence directe sur la durée de vie du moule.
En fonction de la qualité de l'acier, les moules à injection peuvent être classés en plusieurs catégories : Grade A (plus de 3 millions de cycles d'injection), Grade B (plus d'un million de cycles d'injection), Grade C (plus de 500 000 cycles d'injection) et Grade D (moins de 500 000 cycles d'injection).
Plus la garantie du moule est longue en termes de nombre de cycles, plus le prix du moule est élevé. Les fabricants de moules doivent sélectionner différents types d'acier pour moules en fonction des cycles de garantie, des propriétés du plastique moulé, de la forme des pièces moulées et de la structure du moule. Ces facteurs comprennent la résistance à l'usure, la résistance à la corrosion chimique, etc. Ainsi, plus le nombre de cycles d'injection requis par le moule d'injection est important, plus le prix est élevé.
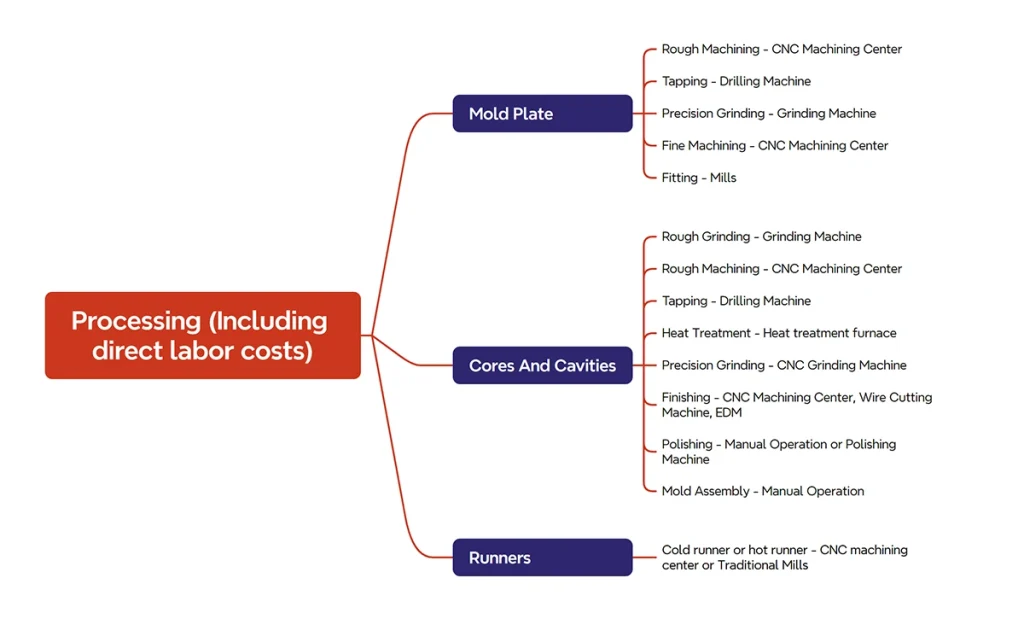
Procédures de traitement
Les principales procédures comprennent la fabrication de plaques de moule, de noyaux de moule, de cavités de moule et de plaques de coulée. L'équipement nécessaire et les heures de travail varient en fonction du type de moule et des exigences de précision.
L'impact des étapes de traitement sur la charge de travail est fortement influencé par la conception du moule.
Tout d'abord, la forme des pièces moulées influe sur la charge de travail. Par exemple, les moules comportant des contre-dépouilles ou des trous latéraux nécessitent une structure coulissante, ce qui complique la conception et augmente la charge de travail. De même, les moules pour bouchons filetés dotés d'une structure d'éjection rotative à engrenages et crémaillères sont plus complexes et donc plus coûteux que ceux dotés d'une simple structure d'éjection.
Deuxièmement, des conceptions différentes pour les mêmes pièces moulées peuvent entraîner des variations dans la structure et donc dans la charge de travail. C'est pourquoi les meilleures usines de moules ont souvent des solutions plus rationnelles et optimisées en matière de structures de moules. Les grandes entreprises ont l'habitude de confier à des ingénieurs spécialisés dans les moules, expérimentés et compétents, le soin d'examiner la rationalité des structures de moules, ce qui est très utile pour le personnel chargé des achats.
Étapes de traitement des plaques de moulage :
- Usinage grossier de la plaque du moule
- Forage de conduites d'eau et piquage
- Meulage de précision de la plaque du moule
- Usinage de précision
- Procédés de montage (ventilation, rainures d'huile, etc.)
Étapes de traitement des cavités et des noyaux :
- Meulage grossier
- Usinage grossier
- Perçage des trous de vis
- Traitement thermique (généralement externalisé)
- Meulage de précision
- Usinage de précision
- Polissage des cavités
- Assemblée
Les différentes étapes du processus utilisent différents types d'équipements
D'autre part, les frais de traitement sont étroitement liés à l'amortissement et au taux d'utilisation de l'équipement, qui dépendent directement de la marque et du modèle de l'équipement utilisé.
Les équipements de traitement des moules provenant de pays avancés tels que l'Allemagne, la Suisse, l'Italie et le Japon sont généralement coûteux. Il convient de vérifier le prix de l'équipement de traitement des moules. Machines CNC.
Sous la même marque, en raison des différences de précision et de vitesse de fabrication, l'écart de prix entre les modèles normaux et les meilleurs, ainsi qu'entre la qualité industrielle ordinaire et la qualité de super précision, peut être substantiel. La différence de prix pour des machines effectuant le même processus peut aller de 7 000-8 000 dollars à 300 000-4 000 000 dollars. Par conséquent, le personnel chargé des achats doit avoir une bonne connaissance des marques et des modèles d'équipement de base pour le traitement des moules.
Les coûts varient selon les équipements
Plus la précision d'un équipement similaire est élevée, plus le coût d'investissement est important et, par conséquent, plus les coûts de main-d'œuvre sont élevés. Toutefois, cela dépend des exigences de précision confirmées lors de la phase de conception afin d'éviter toute surspécification.
Une plus grande précision de traitement nécessite des heures de travail plus longues et augmente donc le coût total.
Dans la pratique, il est possible de négocier à l'avance les coûts de main-d'œuvre pour différents types d'équipements avec le fabricant de moules, sur la base de la conception, afin de convenir des heures de main-d'œuvre nécessaires et d'établir les coûts de traitement du moule avant le début du développement.
Coûts de main-d'œuvre
Il s'agit ici des dépenses indirectes (les dépenses directes des opérateurs de machines sont généralement incluses dans les frais de traitement), principalement les frais de conception, qui représentent généralement entre 51 et 101 tonnes du coût total du moule.
La conception du moule commence après la conception du produit et comprend les éléments suivants :
- Conception de la structure du moule: Il s'agit d'analyser les besoins du client (analyse de faisabilité du produit, exigences en matière de capacité de production), l'analyse du flux du moule, l'analyse des canaux, la conception des voies d'eau, la conception des surfaces de séparation, etc.
- Création de dessins 2D/3D: Création de dessins détaillés en 2D et 3D du moule sur la base des spécifications de conception.
- Analyse de faisabilité du moule: Évaluer la faisabilité de la mise en œuvre de la conception du moule.
Les frais de conception sont essentiels pour s'assurer que le moule répond à toutes les exigences et spécifications, y compris la fonctionnalité, manufacturabilitéet l'efficacité. Ces frais couvrent l'expertise et le temps nécessaires aux concepteurs de moules pour développer des modèles de moules précis et efficaces qui répondent aux besoins du projet du client.
Coûts de gestion
Les types de frais de gestion dans les opérations d'une entreprise sont très divers : salaires des employés, amortissements, frais de bureau, etc. Ces coûts sont en quelque sorte répartis dans les coûts des moules.
Toutefois, dans les opérations quotidiennes, le calcul des commissions de gestion n'est généralement pas effectué sur la base d'éléments financiers détaillés. Cette approche permet d'éviter les calculs trop compliqués qui ne se prêtent pas à un calcul simple. En outre, de nombreux éléments détaillés peuvent être considérés comme faisant partie des opérations commerciales confidentielles de l'entreprise et ne peuvent être divulgués au public. Par conséquent, une pratique courante consiste à calculer un pourcentage basé sur le total des dépenses de gestion de l'année précédente divisé par le total des recettes d'exploitation principales, et ce pourcentage est utilisé pour la fixation du prix.
A titre d'exemple : Si, en 2023, le total des frais de gestion s'élève à 10 millions et le total des recettes d'exploitation principales à 100 millions, les frais de gestion pour cette année-là seront calculés à 10%.
Profit
Le bénéfice est généralement calculé en fonction d'une proportion convenue à l'avance par les deux parties.
Dans le but de favoriser le développement de l'entreprise et d'établir un partenariat à long terme, sain et durable entre les deux parties, FirstMold a un souhait modeste : assurer une marge bénéficiaire normale au sein de l'industrie et empêcher une concurrence acharnée. L'espoir est de déterminer les prix en explorant les opportunités en matière de matériaux, de technologie, de processus et d'efficacité, tout en assurant les bénéfices normaux de l'entreprise de moulage.
Dans les projets visant à réduire les coûts des moules d'injection, il est important d'utiliser des méthodes scientifiques pour identifier et éliminer les pertes et les déchets inutiles. Il est également essentiel de rechercher activement et de mettre en œuvre des technologies et des processus innovants pour améliorer l'efficacité de la production. En outre, l'utilisation de la gestion de la production allégée et de méthodes telles que les 6S et 5S peut réduire efficacement le gaspillage des heures de travail et minimiser les temps d'arrêt des machines.
Avec l'avènement de la nouvelle ère de la fabrication intelligente, nous devrions participer activement et utiliser les nouvelles technologies d'intelligence artificielle pour réduire les coûts de main-d'œuvre.
Réduction scientifique des coûts des moules d'injection
L'un des principaux facteurs influençant les coûts des moules d'injection est la rationalité de la conception des pièces en plastique. Les concepteurs de produits doivent tenir compte non seulement de la fonctionnalité des pièces en plastique, mais aussi de la faisabilité du processus plastique et de l'assemblage ultérieur, ainsi que du coût des pièces.
Voici quelques cas classiques :
1. L'impact de la conception des congés des pièces en plastique sur les coûts des moules d'injection
Une petite pièce en plastique de couvercle de carte fabriquée en matériau LCP se casse souvent à l'endroit de l'encliquetage après plusieurs dizaines de prototypes au cours du processus de moulage d'essai, ce qui entraîne des interruptions de l'essai. Le personnel chargé de l'assemblage des moules devait fréquemment démonter le moule pour nettoyer les boutons-pression cassés.
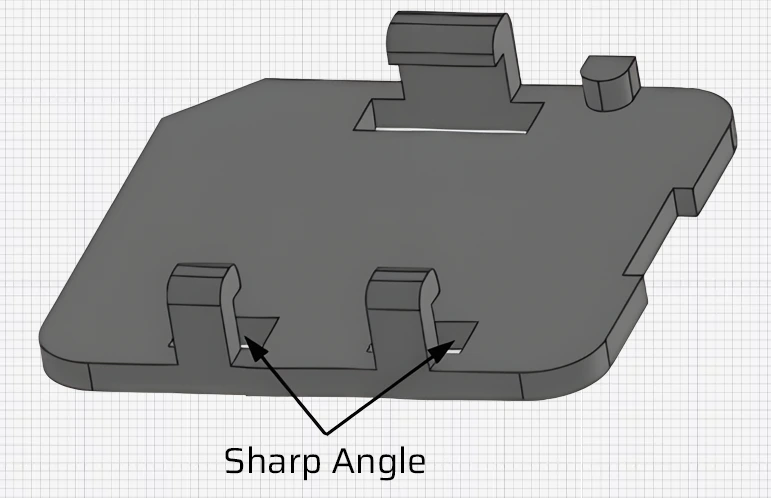
La principale raison de la rupture du snap-fit est la concentration de contraintes au niveau du snap-fit pendant le moulage par injection et l'insuffisance du nombre de pièces de rechange. angle de dépouille sur les côtés de l'emboîtement. Se contenter de résoudre ce problème du côté du moule en procédant à des polissages répétés ne permet pas de s'attaquer à la cause première. Les essais de moulage répétés augmentent le coût des essais et la charge de travail pour le polissage du moule et l'assemblage, ce qui augmente le coût de fabrication.
Dans le traitement des moules, les filets ou les coins doivent être usinés par électroérosion (EDM) pour s'adapter à la forme des pièces en plastique. La conception de congés raisonnables dans les coins peut réduire les opérations d'électroérosion et les coûts des matériaux associés, ce qui permet de réaliser des économies significatives en termes de coûts et de temps de traitement des moules.
2. L'impact de l'épaisseur de la paroi des pièces en plastique sur les coûts des moules d'injection
L'épaisseur des parois des pièces en plastique influe indirectement sur les coûts des moules d'injection et est analysée sous deux aspects :
1) Des parois trop fines peuvent entraîner coups courtsce qui rend la production instable et augmente les coûts de moulage d'essai dans le coût du moule.
2) Des parois trop épaisses peuvent entraîner marques d'évier et des déformations plus ou moins importantes des pièces. Pour résoudre ces problèmes, le temps de refroidissement dans le cycle de moulage par injection est augmenté afin de réduire ces défauts.
Cas 1 : L'impact d'une épaisseur de paroi trop faible sur les coûts des moules d'injection.
L'image ci-dessous montre une pièce annulaire en plastique à paroi mince dont l'épaisseur de la paroi au niveau du filetage central est de 0,25 mm, le cercle supérieur de 0,6 mm et le cercle inférieur de 0,4 mm. Le moule utilise une grande porte sur le bord du cercle inférieur. Le moule a fait l'objet de plus de dix essais, le problème le plus difficile étant les lignes de soudure au niveau du filetage en raison d'une ventilation inadéquate, ce qui a entraîné des pièces défectueuses.
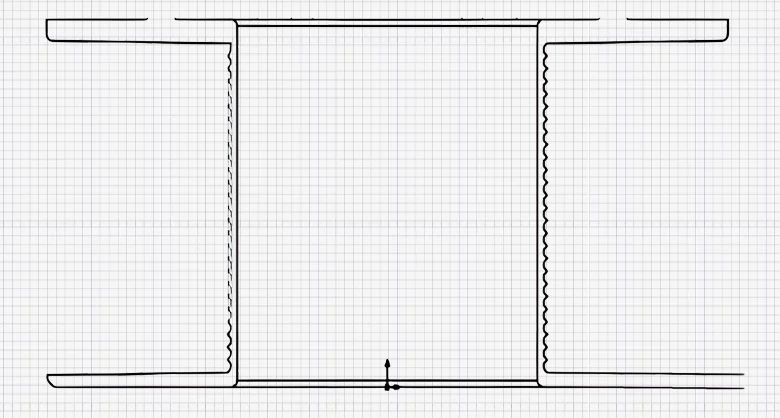
En raison de la faible épaisseur de la paroi au niveau du filetage, qui se refroidit rapidement, le flux final du matériau s'arrête à la position du filetage. L'analyse structurelle effectuée par le service de développement n'a posé aucun problème. Du point de vue de la production, l'épaisseur de la paroi a été conçue trop fine, ce qui a augmenté le nombre d'essais sans résoudre le problème. Finalement, sans modifier les dimensions du plan, les tolérances ont été analysées, du matériau supplémentaire a été ajouté à l'épaisseur de la paroi pour l'amener à la limite supérieure de tolérance, et les dimensions du moule ont été ajustées pour résoudre le problème de remplissage.
Cas 2 : L'impact d'une épaisseur de paroi inégale sur les coûts des moules d'injection.
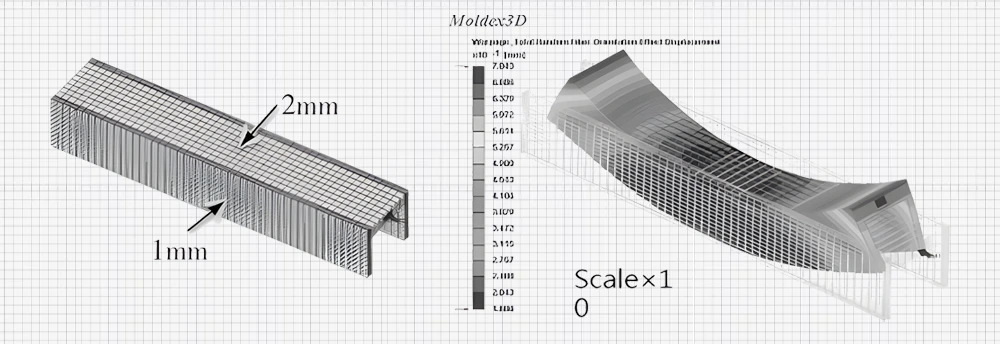
Comme le montre l'image ci-dessous, l'épaisseur de la paroi supérieure de la pièce est de 2 mm, tandis que la paroi latérale n'est que de 1 mm. L'analyse de l'écoulement du moule confirme la tendance et l'ampleur de la déformation, qui tend à se déformer vers la section la plus épaisse. Par conséquent, au cours de la phase de développement et de conception de la pièce en plastique, l'uniformité de l'épaisseur de la paroi doit être prise en compte pour réduire l'ampleur de la déformation.
Du côté du moule, la pièce en plastique peut être ajustée en modifiant la taille ou la position de la porte, en vérifiant continuellement l'ampleur optimale de la déformation ou en ajoutant d'autres éléments. installations pour corriger les déformations. Cela augmente le coût du moulage d'essai et des outils auxiliaires, ainsi que l'intensité du travail des opérateurs de production.
Dans la production de moulage par injection, l'augmentation du temps de refroidissement dans le cycle de moulage peut réduire la déformation, mais il s'agit d'une solution symptomatique qui ne résout pas complètement les problèmes de déformation. Le passage invisible du problème au processus suivant augmente le nombre d'ajustements du moule, prolonge le cycle de moulage par injection, réduit l'efficacité de la production et augmente les coûts de production, ce qui n'est pas souhaitable.
Facteurs affectant le coût des moules d'injection
1. Caractère raisonnable de la conception du moule
L'expérience et le niveau de compétence des concepteurs de moules varient. Pour résoudre les problèmes rencontrés au cours du processus de conception, la méthode la plus efficace consiste à examiner les pièces en plastique et les moules.
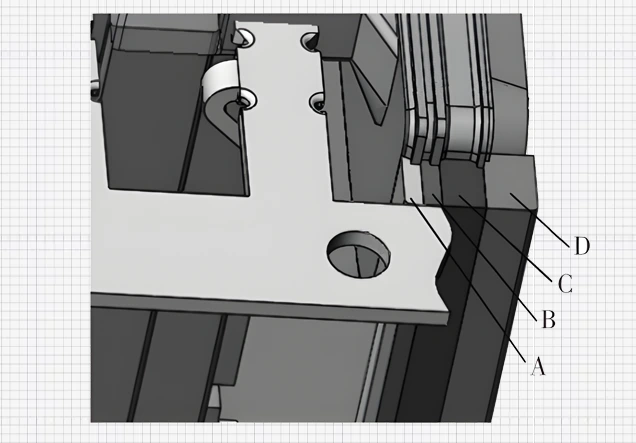
Comme le montre l'image, la pièce en plastique comporte plusieurs fentes, qui sont constituées de quatre types de inserts A, B, C, D, la plus petite plaquette A mesurant 45×0,6×65 mm. D'après les dimensions de conception des plaquettes, les quatre plaquettes appartiennent à la catégorie des plaquettes minces. Après un essai de moulage, il a été constaté que, quels que soient les paramètres du processus de moulage, il était impossible de contrôler les bavures à l'emplacement des inserts. En ce qui concerne le problème de la bavure des pièces en plastique, les ajustements répétés du moule, le démontage et le remontage du moule et les essais de moulage ont invisiblement augmenté les coûts de main-d'œuvre pour l'assemblage du moule et les coûts d'essai, et le problème n'a pas été résolu. Après avoir modifié la conception des quatre inserts en deux, la bavure du moule a été considérablement améliorée.
Un autre scénario est celui des déchets de conception. Pour le développement du marché ou les besoins expérimentaux, certaines pièces plastiques nouvellement développées ne nécessitent que 2 000 pièces, et une durée de vie du moule de 5 000 pièces suffirait. Dans ce cas, concevoir un moule pour une durée de vie de 100 000 cycles est excessif et constitue un gaspillage de conception.
2. Achat de pièces standard
La promotion des pièces standard pour moules vise principalement à raccourcir le temps de fabrication des moules et à réduire les coûts de traitement des moules, afin d'obtenir des résultats rentables. Il existe actuellement de nombreux fournisseurs de pièces standard pour moules. Si l'on se laisse tenter par des prix bas et que l'on achète à la hâte, ce sont les entreprises de moulage et les utilisateurs de moules qui subissent les plus grandes pertes, et non les fournisseurs.
Pour réduire les coûts des moules d'injection, il convient d'utiliser autant que possible des pièces standard lors de la conception des moules. Il est préférable que les spécifications puissent répondre aux normes de plusieurs fournisseurs, ce qui permet de comparer les prix de plusieurs fournisseurs, d'élargir l'espace de sélection et de contribuer à réduire les coûts des moules d'injection.
3. Réduction du nombre de moulages d'essai
Les entreprises de moulage calculent les frais de traitement des moules en fonction du nombre de jours écoulés entre la réception de la commande et le moment où le moule est qualifié et quitte l'usine. Si un moule nécessite plusieurs essais de moulage avant de pouvoir être livré pour utilisation, non seulement des pénalités sont imposées conformément au contrat, mais plus le moule reste dans l'usine, plus les frais de traitement et d'essai augmentent. Ainsi, les moulages d'essai multiples ou incontrôlables constituent un angle mort important dans le contrôle des coûts des moules d'injection.
Les raisons pour lesquelles des moulures à essais multiples sont utilisées sont notamment les suivantes
1) La conception du moule n'a pas fait l'objet d'un examen approfondi par une équipe, ce qui a conduit à des structures déraisonnables nécessitant de multiples corrections après les essais de moulage ;
2) La conception du moule était bonne, mais le traitement du moule était inadéquat, ce qui a entraîné une augmentation inutile des essais de moulage et des coûts du moule ;
3) Le meilleur processus de moulage et la meilleure machine d'injection n'ont pas été sélectionnés au cours de l'essai, ce qui a permis d'obtenir un moule de bonne qualité mais des pièces moulées par injection sous-optimales ;
4) Compréhension insuffisante des propriétés physiques de la matière plastique et sélection incorrecte de la matière plastique. taux de rétrécissementce qui entraîne des corrections répétées de la moisissure.
4. Matériaux de moulage
Pièces d'aspect des grands climatiseurs ou pièces transparentes nécessitent beaucoup de matériaux de moulage, et le coût des matériaux de moulage représente une part importante du prix du moule. Le choix de l'acier inoxydable comme matériau de moulage rend les coûts des matériaux et le prix unitaire du moule élevés, ce qui élimine l'avantage concurrentiel. Le choix d'un acier de qualité inférieure pour les moules se traduit par un polissage de surface et une résistance à l'usure inadéquats, et les pièces en plastique ne répondent pas aux exigences des clients. Pour réduire les coûts des moules tout en répondant aux exigences des clients en matière de brillance des surfaces des pièces en plastique, des matériaux de qualité inférieure sont transformés et des traitements de revêtement de surface sont appliqués aux surfaces de la cavité du moule pour améliorer la brillance, la résistance à la rouille et la résistance à l'usure du moule.
Facteurs de la production de moulage par injection influant sur les coûts des moules
Les coûts des moules d'injection se concentrent rarement sur les informations liées à la production de moules d'injection. Pour une entreprise qui fabrique des produits, il ne s'agit pas seulement de faire gagner de l'argent au moule, mais aussi d'assurer la rentabilité finale du produit. Dans le processus de production du moulage par injection, le moule est le maillon le plus important, et la stabilité de la production du moule se reflète dans la production du moulage par injection.
Un moule doit souvent être démonté pour être réparé en raison de la rupture des tiges d'éjection, de l'effondrement du moule, de la contamination par l'huile, de la rouille, de l'échec de l'éjection, de la rupture d'inserts, de la brûlure des glissières, de la déformation, etc. Cela augmente les coûts de maintenance des moules et les coûts des matières premières de la production de moulage par injection, les coûts d'immobilisation des machines et d'autres coûts cachés, qui sont en fin de compte répercutés sur le produit.
Conclusion
La gestion des coûts des moules d'injection ne relève pas uniquement de la responsabilité des fabricants de moules, mais nécessite également la coopération des entreprises de conception de produits et des départements de production de moulage par injection afin de minimiser les coûts des moules d'injection et de concevoir des moules plus rationnels et de meilleure qualité. Une conception raisonnable des pièces en plastique, des modifications minimales de la conception des pièces en plastique, une conception avancée des moules et une sélection judicieuse des matériaux sont autant d'éléments qui peuvent réduire de manière significative les coûts des moules. Pour fabriquer des produits de qualité, les concepteurs de produits, les ingénieurs en moulage et les services de production de moulage par injection doivent maintenir une bonne communication.











