

In der Welt der Produktentwicklung ist es eine Herausforderung, ein Produkt von einem schönen 3D-Entwurf in ein greifbares, physisches Objekt zu verwandeln. Die meisten Menschen machen sich nie Gedanken über die technischen Aspekte hinter diesen einfachen Gegenständen, die unser Leben ausfüllen.
Das Spritzgießen ist ein Produktionsverfahren, bei dem ein Material geschmolzen und dann in einen Formhohlraum gespritzt wird, um Teile herzustellen. Ein beheizter Zylinder schmilzt das Material, und nachdem es in den Formhohlraum eingespritzt wurde, kühlt es ab und verfestigt sich, wobei es die Merkmale des gewünschten Teils bildet. Zu den verwendeten Materialien gehören Kunststoffe, Metalle, Gläser und die gängigsten Thermoplaste und duroplastischen Polymere. [1].

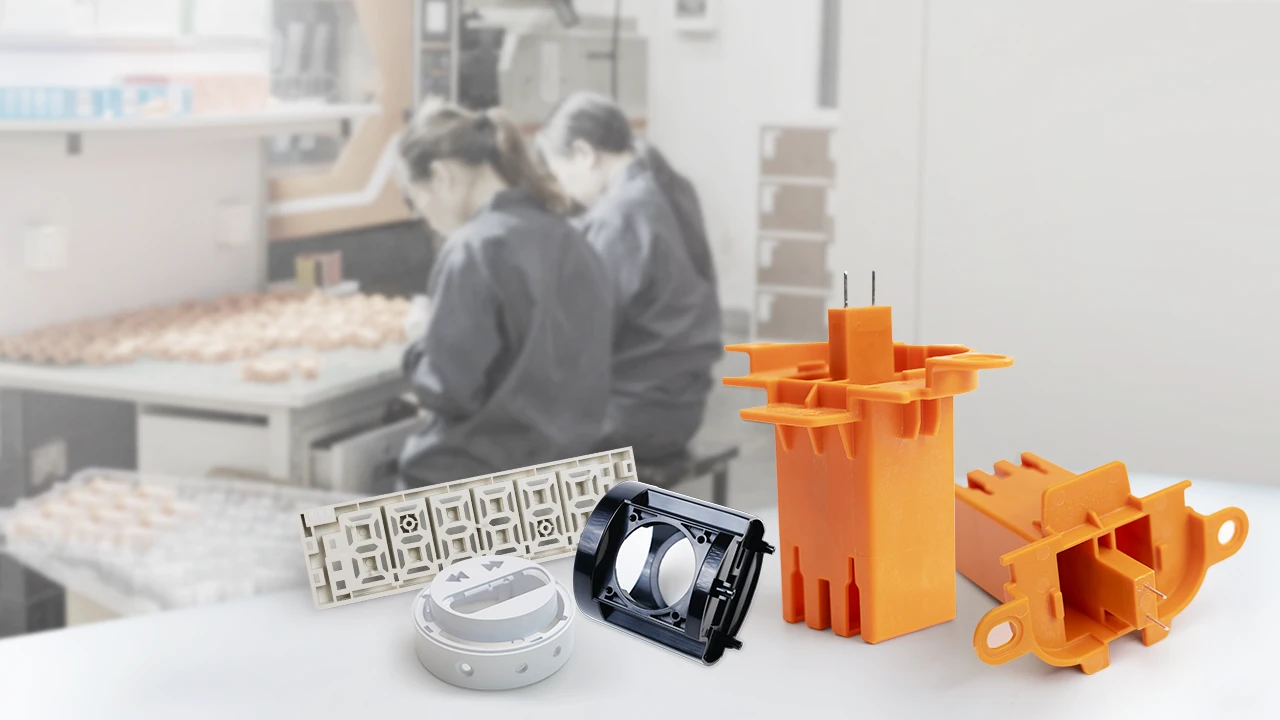
In der modernen Fertigung ist das Spritzgießen zum Eckpfeiler der Produktion geworden. Stellen Sie sich zum Beispiel eine Maschine vor, die pro Zyklus nur wenige Sekunden arbeitet. Wenn sie einen ganzen Tag lang in Betrieb ist, kann sie Tausende von Teilen herstellen. Mit solch hohen Produktionsraten kann die Industrie den Marktbedarf schnell decken. Außerdem kann eine dicht verschlossene Form ein Teil formen, unabhängig davon, wie kompliziert es ist.
Darüber hinaus eignet es sich aufgrund seiner Fähigkeit, verschiedene Materialien zuzulassen, für vielfältige Anwendungen. Im Vergleich zu anderen Werkstoffen wie Metallen haben Kunststoffe diese Branche dominiert. Deshalb kann man davon ausgehen, dass es sich um Kunststoffspritzguss handelt, wenn das Material nicht angegeben wird.

Geschichte des Spritzgießens
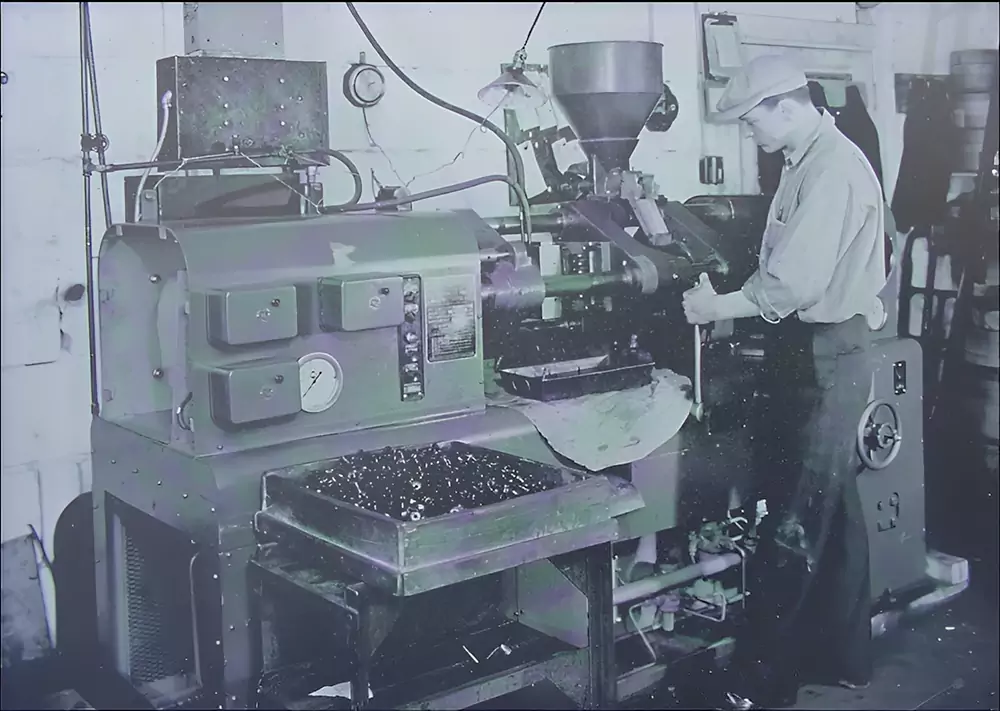
Das erste Patent für eine Spritzgießmaschine wurde 1872 erteilt von John W. Hyatt und seine Brüder. Es handelte sich um ein einfaches, spritzenähnliches Gerät, mit dem Zelluloid durch einen erhitzten Zylinder in eine Form gespritzt wurde. Damit wurden einfache Teile wie Knöpfe, Haarkämme und Kragenstangen hergestellt.
In den frühen 1900er Jahren erfanden die deutschen Chemiker Arthur Eichengrün und Theodore Becker eine lösliche Form von Celluloseacetat, die weniger brennbar war als Cellulosenitrat.
In den 1940er Jahren, im Vorfeld des Zweiten Weltkriegs, stieg die Nachfrage nach billigen Massenprodukten sprunghaft an und ließ die Erfahrungen der Industrie in die Höhe schnellen. Viele thermoplastische Kunststoffe wie Polyvinylchlorid (PVC) und Polystyrol, die auch heute noch von Bedeutung sind, erlebten eine große Entwicklung. Der Krieg beeinträchtigte traditionelle Ressourcen wie Metall und Kautschuk und verringerte deren Verfügbarkeit. Kunststoffe boten eine Lösung, und das Spritzgießen ermöglichte eine effiziente Herstellung von Kunststoffteilen. Die Entwicklung der Extrusionsschnecken-Spritzgießmaschine im Jahr 1946 durch James Watson Hendry brachte Fortschritte im Kunststoff-Spritzgießverfahren, das auch heute noch Standard ist. Sie ermöglichte eine bessere Kontrolle des Einspritzvorgangs, was zur Herstellung von qualitativ hochwertigen Teilen führte. [2].
Einblick in den Arbeitsablauf beim Spritzgießen
Der Arbeitszyklus des Spritzgießens lässt sich in 6 Schlüsselschritte unterteilen. Dieser wiederholbare Zyklus erleichtert die Massenproduktion von ähnlichen Teilen mit hoher Effizienz.

1. Klemmen
Das Schließsystem der Form besteht aus zwei Hälften, die das Öffnen und Schließen der Form ermöglichen. Dies geschieht mit größerer Kraft, um zu verhindern, dass sie sich während des Einspritzens unter hohem Druck öffnet. Der Prozess erfordert hohe Präzision mit "langsam-schnell-langsam"-Geschwindigkeitswechseln, um Schäden an der Form und am Produkt zu vermeiden und den Lärm durch starke Vibrationen zu minimieren. Die Größe der Formpresse bestimmt die Zeit für diesen Schritt.
2. Einspritzung
Sobald der Formhohlraum vollständig geschlossen ist, werden der erhitzte Zylinder und das geschmolzene Kunststoffgranulat in einen geschmolzenen Zustand versetzt. Die Flüssigkeit wird unter sehr hohem Druck in die Form gespritzt, um jedes Detail des Hohlraums zu füllen. Während dieses Prozesses wird eine konstante Temperatur erwartet.
3. Wohnung
Nachdem der geschmolzene Kunststoff die Form gefüllt hat, wird Druck auf ihn ausgeübt. Der Druck wird aufrechterhalten, um sicherzustellen, dass die Flüssigkeit jeden Teil des Hohlraums ausfüllt, so dass das hergestellte Teil vollständig mit der Form identisch ist.
4. Kühlung
Der geschmolzene Kunststoff im Inneren der Kavität wird in Ruhe gelassen, um abzukühlen und sich in der gewünschten Form zu verfestigen. Kühlkanäle innerhalb der Form, durch die Wasser und Öl schnell zirkulieren, erleichtern den Abkühlungsprozess. Die Dicke des Teils und die Materialeigenschaften beeinflussen die Abkühlzeit.
5. Auswurf
Nach dem Abkühlen stoßen Auswerferstifte das fertige Teil aus, wenn sich die Form öffnet. Sie sind strategisch positioniert, um eine Beschädigung des Teils zu verhindern. Die Form schließt sich und der Zyklus wird fortgesetzt.
6. Nachbearbeitung
Nach dem Auswerfen kann das Teil noch warm sein, so dass eine weitere Kühlung erforderlich ist. Weitere sekundäre Arbeitsgänge wie das Beschneiden überschüssiger Materialien, Lackieren und Montieren werden durchgeführt. Qualitätskontrollen und Abfallmaterial können recycelt und wieder in den Prozess eingespeist werden.
Die Arten des Spritzgießens verstehen
Spritzgießverfahren hängen von den Produktanforderungen ab. Die Klassifizierung erfolgt nach speziellen Systemen, Material und Werkzeugdesign.
Klassifizierung nach Formdesign
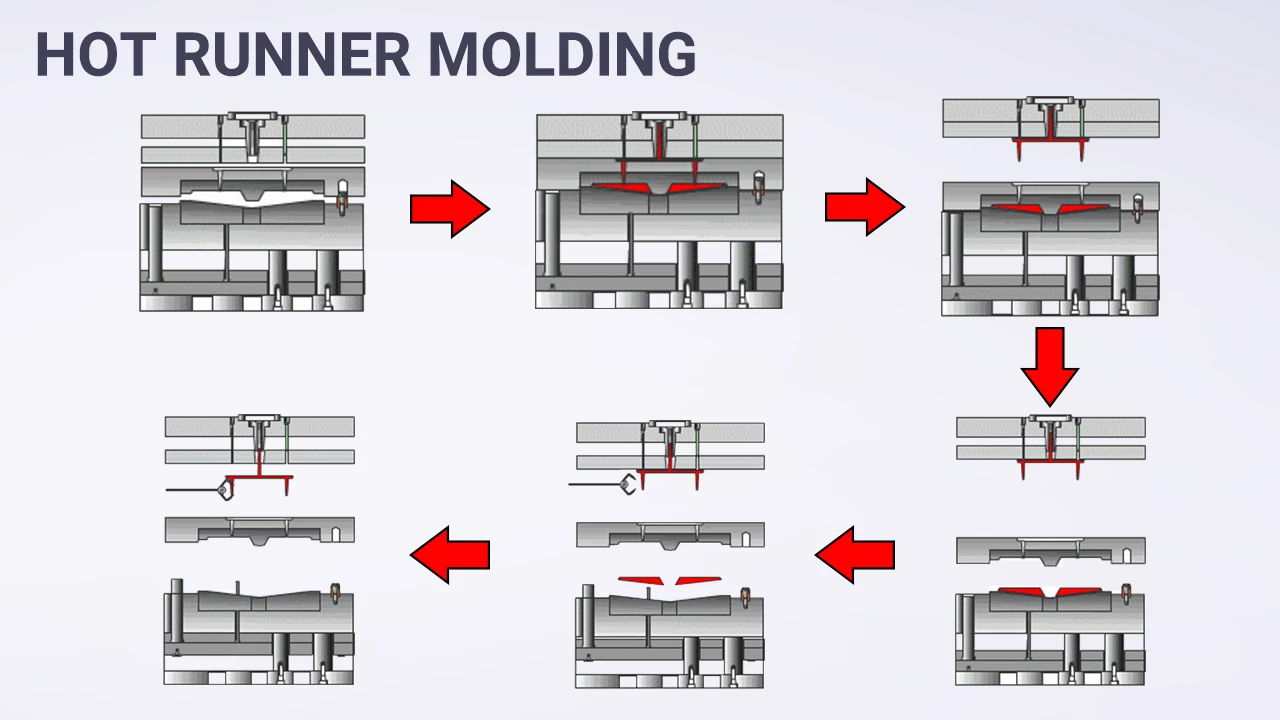
Heißkanalformen
Heißkanalspritzgießen ist ein Zuführsystem mit beheizten Verteilern aus Stäben oder Spulen, um den Kunststoff geschmolzen zu halten und zu verhindern, dass er sich verfestigt. Beim Auswerfen kommt das fertige Teil ohne die Angüsse heraus. Das geformte Teil kommt sauber und ohne überflüssigen Kunststoff heraus, was den Abfall und die Zykluszeit reduziert. Ein Nachschleifen und eine Nachbearbeitung sind daher nicht erforderlich.
Zu den Einschränkungen von Heißkanalsystemen gehören hohe Rüst- und Wartungskosten. Für die Überwachung des Prozesses ist außerdem eine spezielle Fachkraft erforderlich. Außerdem ist es schwierig, die Kanäle zu reinigen oder sicherzustellen, dass die Kunststoffe vollständig aufgebraucht sind, da sie nicht sichtbar sind. Dies wird zum Problem, wenn es um Farbwechsel oder wärmeempfindliche Materialien geht.
Kaltkanalformverfahren
Das Kanalsystem ist nicht beheizt, und der Kunststoff verfestigt sich zusammen mit dem Teil. Beim Auswerfen wird der Anguss durch Schneiden oder Beschneiden vom fertigen Teil getrennt. Dies hängt jedoch von der verwendeten Formplatte ab, da sich einige davon lösen können. Sie sind einfacher zu warten, zu reinigen, farblich zu verändern, neu zu gestalten und mit verschiedenen Materialien zu arbeiten, da die Positionen der Angüsse und Angusskanäle veränderbar sind.
Ein Nachteil dieses Systems ist, dass bei jedem Zyklus viel Abfall anfällt. Die Möglichkeit des Nachschleifens und der Wiederaufbereitung wirkt sich auf das Endprodukt aus, da die wiederholte Verwendung seine Eigenschaften verändert.

Klassifizierung nach Spritzgießmaterialien
Kunststoff-Spritzgießen
Die am weitesten verbreitete Form des Spritzgießens, bei der thermoplastische Polymere und duroplastische Harze als Rohmaterial verwendet werden. Durch Erhitzen wird das Kunststoffgranulat in geschmolzenen Kunststoff umgewandelt und in den Formhohlraum eingebracht. Nach dem Abkühlen passen sie sich an die Form der Gussform an. Thermoplastische Kunststoffe weisen auch nach wiederholtem Gebrauch keine nennenswerte Verschlechterung ihrer Materialeigenschaften auf. Duroplaste verändern sich nach dem Erhitzen chemisch, so dass sie nur schwer wiederverwendet werden können.
Tipps: Wenn man von "Spritzgießen" spricht, meint man in der Regel "Kunststoffspritzguss". Wenn Sie Kunststoffprodukte herstellen wollen, empfehlen wir Ihnen den Besuch der "Dienstleistungen im Bereich Kunststoffspritzgießen"Seite, um weitere Informationen zu erhalten.

Metall-Spritzgießen (MIM)
Verwendet ein Ausgangsmaterial aus feinem Metallpulver (Edelstahl, Titan), das mit einem Kunststoffbindemittel gemischt wird. Ähnlich wie beim Kunststoffspritzguss wird das Material erhitzt, eingespritzt und in der Form abgekühlt. Das abgekühlte Teil wird als "Grünteil" bezeichnet; der Prozess ist jedoch noch nicht abgeschlossen. Das Grünteil wird weiterverarbeitet, u. a. durch Entbindern und Sintern, um den Kunststoffbinder zu entfernen und die Metallpartikel des endgültigen Teils bei hohen Temperaturen zu verschmelzen.
Sie ist vorteilhaft für die Herstellung von Metallteilen, die mit herkömmlichen Methoden nicht möglich waren. Der größte Nachteil ist jedoch Begrenzung ist, dass es etwas teuer ist und sich auf kleine Teile und geringe Mengen beschränkt.
Tipps: Klicken Sie hier, um mehr Informationen über "MIM-Technologie“.

Klassifizierung nach spezialisierten Prozessen
Gasunterstütztes Spritzgießen
Nachdem der geschmolzene Kunststoff einen Hohlraum gebildet hat, wird ein unter Druck stehendes Inertgas (in der Regel Stickstoff) in die Form eingespritzt, wodurch die Abkühlungsgeschwindigkeit erhöht wird. Dadurch wird der Verzug reduziert und die Teile erhalten eine glatte Oberfläche. Es ist jedoch nur für Formen mit einem Hohlraum geeignet, da einige Materialien mit dem Gas reagieren und ihre Eigenschaften verändern.
Tipps: Klicken Sie hier, um mehr zu erfahren über "Gasunterstütztes Spritzgießen“.

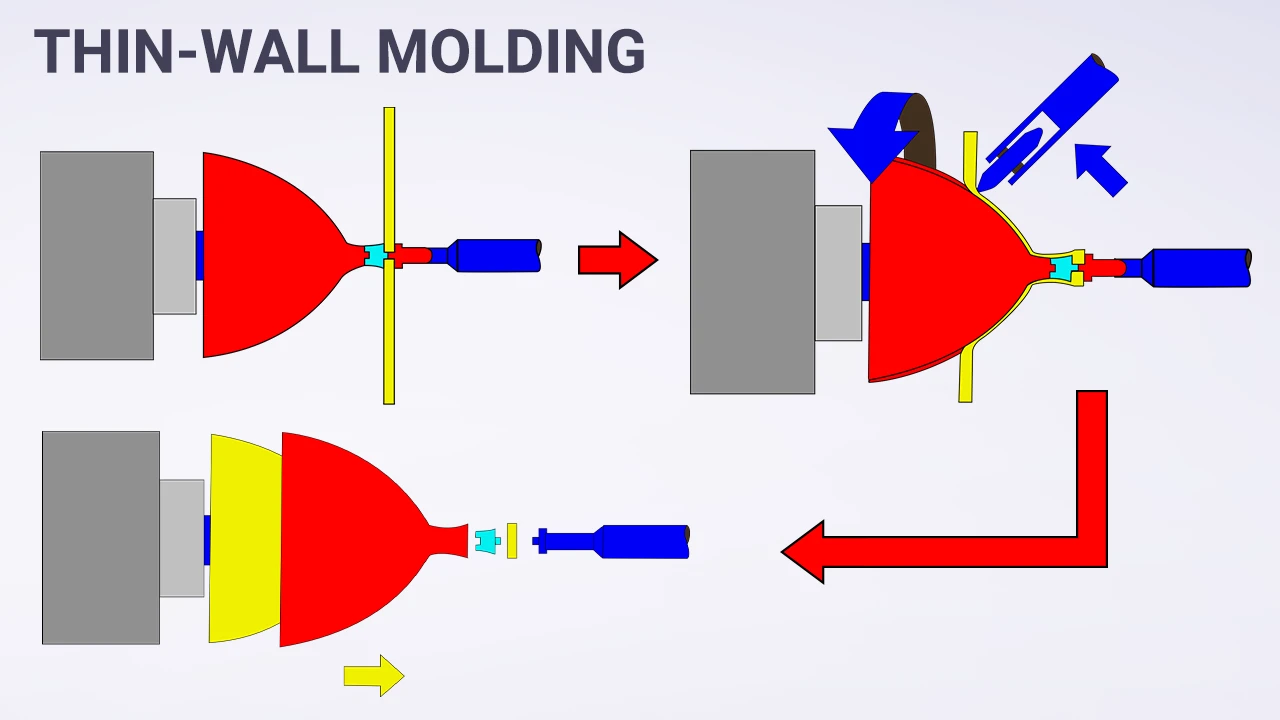
Dünnwandige Formteile
Dünne Wände minimieren den Materialverbrauch und sparen Kosten. Bei diesem Verfahren werden Teile mit sehr dünnen Wänden (1-2 mm) hergestellt. Für das Einspritzen von Kunststoff mit höchster Präzision und höchstem Druck sind Spezialmaschinen erforderlich, um den Formhohlraum vollständig zu füllen. Im Vergleich zu herkömmlichen Methoden hilft dies, Ressourcen zu sparen.
Der Nachteil dieses Verfahrens ist, dass diese Maschinen sehr teuer sind und Fachpersonal erfordern. Hohe Präzision ist beim Dünnwandgießen nicht verhandelbar, da es keinen Raum für Fehler gibt.
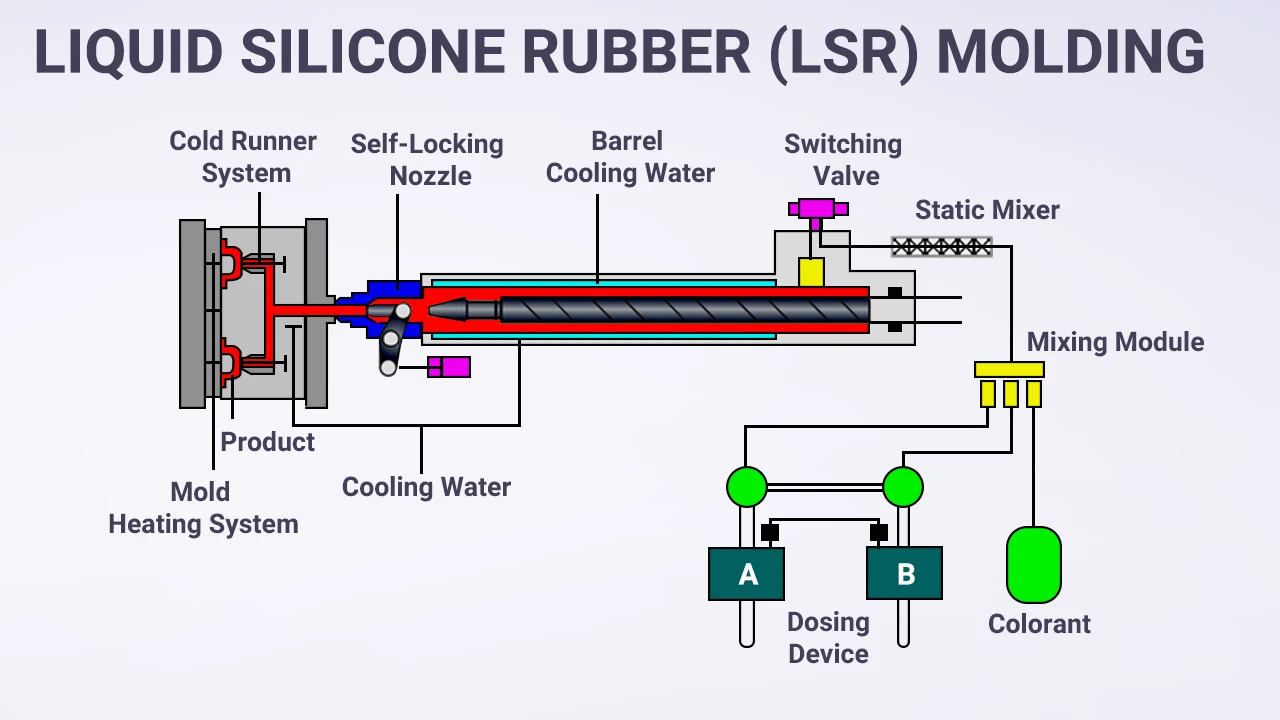
Flüssigsilikonkautschuk (LSR) Formen
Sie ist für die Herstellung von Gummiprodukten in großem Maßstab konzipiert. Duroplastischer Silikonkautschuk wird in einen beheizten Formhohlraum gespritzt und vulkanisiert. Es hat den Vorteil, dass es als Flüssigsilikon gelagert werden kann und nicht erst geschmolzen werden muss. Außerdem verfestigt es sich schnell und erzeugt weniger Abfall. Andererseits ist der Prozess nach der Vulkanisierung des Silikons nicht mehr umkehrbar, und die meisten dieser Silikonprodukte können nicht recycelt werden.
Tipps: Das könnte Sie auch interessieren: "Gummi-Spritzgießen“.
Two-Shot-Spritzgießen
Bei diesem Verfahren werden zwei verschiedene Materialien oder zwei Farben desselben Materials in einem einzigen Formzyklus zu einem einzigen komplexen Teil kombiniert. Für das Verfahren wird eine hochautomatisierte Spezialmaschine mit zwei Spritzeinheiten verwendet. Beim ersten Schuss wird ein starres Material wie ABS-Kunststoff in die Kavität gespritzt und bildet das erste Teil. Dann dreht sich das Werkzeug, und das zweite Material, z. B. ein weicher Thermoplast, wird in den neuen Hohlraum eingespritzt und verbindet sich mit dem ersten Teil. Nach der Fertigstellung wird das aus zwei Materialien bestehende Teil ausgeworfen, das ohne erneute Montage strukturell und ästhetisch integriert ist.
Tipps: Klicken Sie, um zu sehen "So funktioniert das Two-Shot-Spritzgießen“.

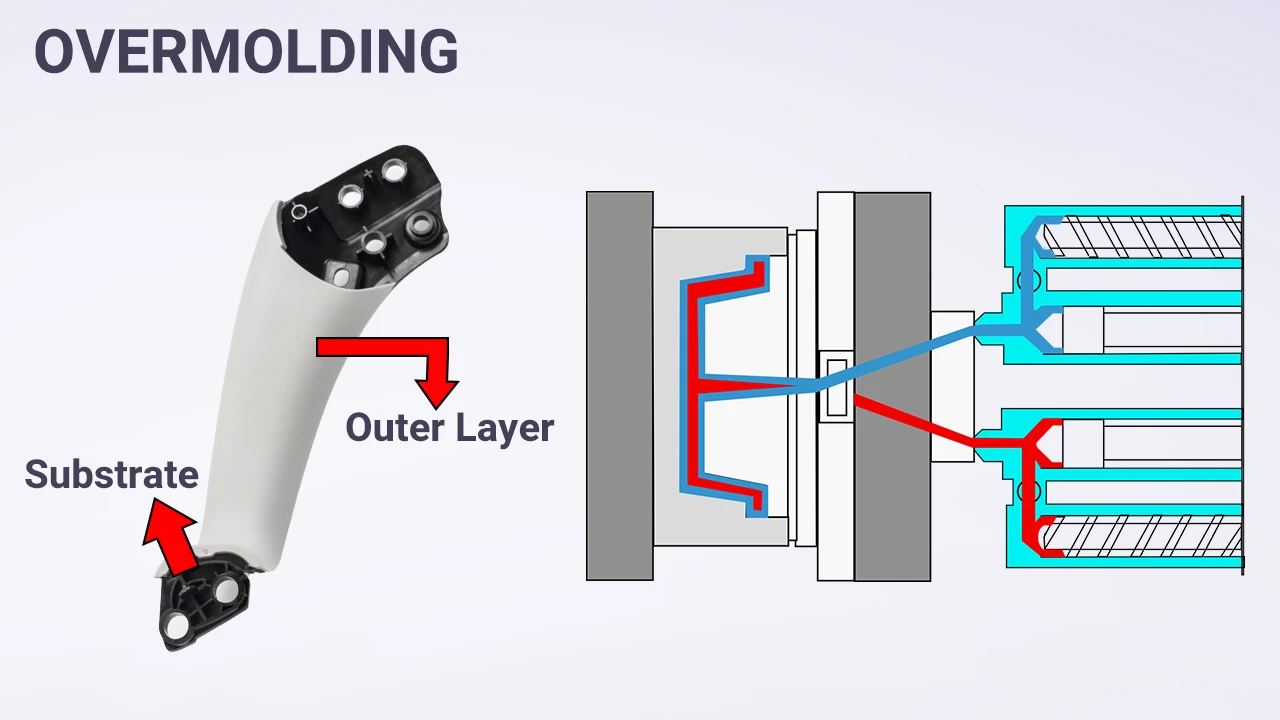
Umspritzen
Ist das Verfahren, bei dem ein Material auf ein bereits vorhandenes Teil gegossen wird. Dazu wird das erste Teil in eine Form gelegt und dann ein anderes Material eingespritzt. Diese Methode ist nützlich, um robuste Teile mit kombinierten Eigenschaften von Produkten wie Griffen, Werkzeuggriffen oder Zahnbürsten herzustellen.
Tipps: Klicken Sie hier, um ein tieferes Verständnis von "Umspritzen“.
Einsatzformteil
Dabei werden (vorgeformte) Metall- oder Kunststoffeinsätze in die Form eingelegt und anschließend Kunststoff eingespritzt. Der Kunststoff verfestigt sich dann und formt sich um den Einsatz herum. Bei dieser Technik entstehen Produkte mit kombinierten Materialeigenschaften, und die Nachmontage entfällt. Allerdings ist es bei diesem Verfahren schwierig, das Produkt für Reparatur- und Recyclingzwecke zu zerlegen.
Tipps: Klicken Sie hier, um mehr zu erfahren über "Einsatzformteil“.

Kernkomponenten der Spritzgießmaschine und des Werkzeugs
Der gesamte Formgebungsprozess beruht auf dem Zusammenwirken von Kernkomponenten, die das Rohmaterial in ein fertiges Produkt verwandeln.

Einspritzeinheit
- Ein Trichter ist das Bauteil, an dem die Pellets in den Lauf/die Schnecke gelangen.
- Das Fass/die Schraube erhitzt das Material in einen geschmolzenen Zustand, damit es leichter fließen kann.
- Die Düse ist eine kleine Öffnung, die das Auswerfersystem und den Hohlraum am Boden der Maschine verbindet.
Das Kunststoffgranulat wird durch den Trichter in den Zylinder geleitet. Der Zylinder spritzt die geschmolzene Flüssigkeit durch eine Düse ein. Einige andere Kanäle (Einzelkanäle) leiten den Strom von der Düse zum Einspritzkanal in die Kavitäten.
Feststelleinheit
- Die Werkzeugaufspannplatte ist für das Halten der Formhälften zuständig.
- Krawattenstangen Richten Sie die bewegliche Platte aus und sorgen Sie für eine strukturelle Abstützung, um eine Durchbiegung zu vermeiden, die zu Graten führen könnte.
- Das Auswerfersystem verwendet einen doppelt wirkenden Mechanismus, der die Entnahme des Teils erleichtert.
Die bewegliche Platte mit der einen Hälfte bewegt sich in Richtung der stationären Platte mit der anderen Hälfte. Die Holme führen diese Bewegung, um sicherzustellen, dass sich die Platte perfekt ausrichtet und schließt. Die Schließkräfte sind enorm, um die beiden Hälften beim Einspritzen unter hohem Druck dicht zu halten. Anschließend wird das Auswerfersystem an der beweglichen Platte aktiviert. Die Auswerferstifte stoßen das fertige Teil aus.
Der Formhohlraum
Die Form besteht aus zwei Teilen. Die stationäre Seite und die bewegliche Seite, die das Öffnen und Schließen der Form steuern. Sie beherbergt das Angusssystem und hält die Ausrichtung der beweglichen Seite durch Buchsen und Führungsstifte aufrecht. Ihre Ausrichtung bestimmt die genauen Abmessungen und die reibungslose Entnahme des Produkts.
Tipps: Vielleicht interessieren Sie sich auch für die ausführlichen Informationen über "Formhohlräume und Formkerne“.
Das Fütterungssystem
- Die Führungsstifte richten die Formhälften während des Prozesses aus.
- Angüsse und Angusskanäle sind die Eintrittspforte für geschmolzenes Plastik.
- Der Anschnitt ist eine kleine Öffnung, die den Materialfluss im Formhohlraum steuert.
Der Anguss, die Angusskanäle und die Anschnitte arbeiten zusammen, um den geschmolzenen Kunststoff von der Spritzeinheit in den Formhohlraum zu leiten. Der Anguss verbindet die Düse mit dem Angusskanalsystem. Die Angusskanäle verteilen den Schmelzestrom über die Anschnitte auf die Formkavitäten.
Die Kühlkanäle
Es handelt sich um Löcher in den Formhälften, durch die Wasser oder Öl zirkuliert, um die Temperaturen zu regulieren. Sie beherbergen eine Thermoregeleinheit, die die Temperatur der Flüssigkeit unter Kontrolle hält. Die Kühlung sorgt für gleichbleibende thermische Bedingungen innerhalb der Kavität, was sich auf die Teilequalität und die Zykluszeit auswirkt.
Das Auswerfersystem
- Auswerferstifte: Sind Stahlstifte, die sich hinter dem Formhohlraum befinden. Sie werden beim Öffnen der Form nach vorne geschoben.
- Auswerferplatten: wo die Stifte montiert sind.
- Rücklaufstifte: Sie drücken die Auswerferplatten zurück, wenn das Teil ausgeworfen wird.
Die Auswerferplatten schieben die Stifte nach vorne; das Teil wird aus der Form geschoben. Dann schieben die Rückholstifte die Auswerferplatten und Stifte zurück in ihre ursprüngliche Position, um den nächsten Zyklus vorzubereiten. Wenn sich das System vollständig zurückgesetzt hat, ertönt ein "Pop"-Geräusch, das den vollständigen Rückzug signalisiert. Empfindliche Teile werden mit Hilfe von hydraulischen Auswerfern mit hoher Präzision entnommen, während mechanische Auswerferleisten eine gleichmäßige Entnahme der Teile gewährleisten.
Tipps: Klicken Sie hier, um alle Informationen zu verstehen, die mit "Auswerferstifte“.
Zur Zusammensetzung von Formen gibt es hier einen sehr ausführlichen Artikel, der Ihnen hilft, alle Komponenten einschließlich Kavität, Kern und Formboden zu verstehen. Bitte klicken Sie auf “Zusammensetzung von Kunststoff-Spritzgießformen“.

Gängige Spritzgießmaterialien und ihre Eigenschaften
Polymere Werkstoffe sind die Grundlage des Kunststoffspritzgießens. Polymere oder Kunststoffe, wie sie genannt werden, sind große Moleküle mit sich wiederholenden Einheiten. Alle Kunststoffe sind Polymere, aber nicht alle Polymere sind Kunststoffe. Sie unterscheiden sich in ihren physikalischen und chemischen Eigenschaften.
Polymere sind natürliche chemische Verbindungen, die aus einer Kette von chemisch gebundenen Molekülen (Monomeren) bestehen. Einzelne Arten von Monomeren werden als Homopolymere bezeichnet. Zwei oder mehr Monomere bilden ein Copolymer. Der Vorteil der Verwendung von Polymeren ist, dass sie bei der Verbrennung keine giftigen Dämpfe freisetzen.

Kunststoffe sind synthetische Polymere, die durch den Prozess der Polymerisation aus Erdöl gewonnen werden. Es gibt zwei Kategorien von Kunststoffen:
- Thermoplastische Kunststoffe: Sie haben lineare oder verzweigte Ketten. Sie sind beim Erhitzen weich und härten beim Abkühlen aus.
- Duroplastisch: Nach dem Aushärten/Erwärmen werden irreversible Veränderungen vorgenommen.
- Elastomere: Sie weisen eine gummiartige Elastizität auf. Sie können nach dem Erhitzen wieder in ihre ursprüngliche Form zurückkehren.
Da Kunststoffe als Polymere gelten, weisen sie ähnliche Strukturen wie Polymere auf. Die wichtigsten Vorteile der Verwendung von Kunststoffen sind die niedrigen Produktionskosten, das gute Verhältnis von Festigkeit zu Gewicht und ihre Vielseitigkeit [3] [4].
Neben der Verwendung von Polymeren als Kernmaterial für das Spritzgießen können auch andere Materialien, wie z. B.s Metalle, verwendet werden. Das Verfahren wird als Metall-Spritzgießen (MIM). Die meisten Metallwerkstoffe, die bei MIM verwendet werden, sind: Eisenhaltige Legierungen (Werkzeugstähle, nichtrostender Stahl, magnetische Eisen-Nickel-Legierungen, Kovar & Invar" Speziallegierungen"), Wolfram-Legierungen, Harte Metalle (Sinterkarbide) und spezielle Materialien wie Verbundwerkstoffe.

Die folgende Tabelle gibt Ihnen einen Überblick über die Arten von Polymermaterialien, die beim Spritzgießen verwendet werden, und ihre Anwendungen.
Tabelle der Eigenschaften und Anwendungen gängiger Spritzgießmaterialien
| Kategorie | Material (Abk.) | Wichtige Eigenschaften | Anwendungen | Anmerkungen |
|---|---|---|---|---|
| Allgemeiner Zweck | PP | Leicht, chemikalienbeständig | Container, Autoteile | Der vielseitigste und kostengünstigste Kunststoff. |
| PE | Schlagfest, Elektrischer Isolator | Spielzeug, Kabelisolierung | Verfügbar in HDPE- und LDPE-Sorten. | |
| PS | Starre, niedrige Kosten | Tafelgeschirr, Verpackung | Gibt es als kristallines (GPPS) und hochschlagzähes (HIPS) Material. | |
| PVC | Flammhemmend, witterungsbeständig | Rohre, Kabelummantelung | Kann starr oder flexibel mit Weichmachern sein. | |
| ABS | Schlagfest, gute Verarbeitung | Elektronikgehäuse, Auto-Innenausstattung | Perfektes Gleichgewicht zwischen Festigkeit, Kosten und Verarbeitbarkeit. | |
| Technische Kunststoffe | PA | Hohe Festigkeit, verschleißfest | Zahnräder, Lager | Bekannt als Nylon, muss vorgetrocknet werden. |
| PC | Schlagfest, Transparent | Schutzbrillen, Elektronische Bauteile | Außergewöhnliche Zähigkeit, aber anfällig für Kratzer. | |
| POM | Hohe Steifigkeit, geringe Reibung | Präzisionszahnräder, Reißverschlüsse | Wird oft als "Acetal" bezeichnet und verhält sich wie Metall. | |
| PET | Hohe Festigkeit, gute Barriere | Flaschen, technische Teile | Erfordert spezielle Qualität (PETG) für Klarheit. | |
| PBT | Chemikalienbeständig, formstabil | Steckverbinder, Automobilkomponenten | Es kristallisiert schneller als PET und lässt sich leichter formen. | |
| Hohe Leistung | PPS | Hohe Hitzebeständigkeit, chemisch inert | Automobilsensoren, Industrieteile | Ein hervorragendes, sehr haltbares technisches Polymer. |
| PEEK | Hitzebeständig, mechanisch stabil | Teile für die Luft- und Raumfahrt, medizinische Implantate | Erstklassige Leistung zu einem hohen Preis. | |
| PEI | Hohe Festigkeit, flammhemmend | Sterilisierbare Tabletts, Innenausstattung für die Luft- und Raumfahrt | Eine leistungsstarke, transparente PC-Alternative. | |
| Elastomere | TPE | Weicher Griff, Recycelbar | Griffe, Dichtungen | Kann wie Kunststoff geformt werden, fühlt sich aber wie Gummi an. |
| TPU | Abriebfest, Elastisch | Handytaschen, Schuhsohlen | Hervorragende Verschleißfestigkeit unter den Elastomeren. | |
| TPV | Wetterbeständig, Langlebig | Automobildichtungen, Dichtungsmanschetten | Hervorragender Ersatz für duroplastischen Gummi. | |
| Bio-Kunststoffe | PLA | Biobasiert, kompostierbar | Lebensmittelbehälter, 3D-Druck | Der häufigste Biokunststoff, aber hitzeempfindlich. |
| MIM-Metalle | 316L | Korrosionsbeständig, stark | Medizinische Geräte, Uhrenetuis | Ideal für kleine, komplexe Metallteile mittels MIM. |
| 17-4PH | Hohe Festigkeit, aushärtbar | Feuerwaffenkomponenten, zahnärztliche Werkzeuge | Kann nach dem Gießen wärmebehandelt werden, um eine hohe Festigkeit zu erreichen. | |
| NMT Metalle | Al-Legierung | Geringes Gewicht, gute Festigkeit | Telefonrahmen, Laptop-Taschen | Das Hauptmetall für NMT-Kunststoffhybridteile. |
| Mg-Legierung | Sehr leicht, hohe Festigkeit | Drohnenrahmen, Elektronikgehäuse | Ausgezeichnetes Verhältnis von Festigkeit zu Gewicht für NMT. | |
| Rostfreier Stahl | Hohe Festigkeit, korrosionsbeständig | Tragbare Geräte, Autoschlüssel | Bietet ein starkes Metallskelett über NMT. |
Geänderte Materialien
Spritzgusswerkstoffe werden in so vielen Bereichen eingesetzt. Um ihre Leistung zu verbessern, werden diese Materialien häufig mit anderen Polymeren oder Additiven modifiziert. Einige der modifizierten Materialien können sein;
- Glasfasermodifizierte Kunststoffe: Hinzufügen von Glasfasern zu Materialien wie Nylon und Polycarbonat. Sie machen sie stärker und steifer.
- Kohlenstofffaserverstärkte Kunststoffe: Anwendbar, wenn ein gutes Verhältnis von Festigkeit zu Gewicht erforderlich ist, wie z. B. bei Komponenten für die Luft- und Raumfahrt.
- Mineralgefüllte Polymere: Mineralien wie Kalziumkarbonat und Talkum erhöhen die Steifigkeit der Polymere.
- Polymermischungen und -legierungen: Dabei werden verschiedene Polymere gemischt, um ein neues Material herzustellen. Ein Beispiel: PC&ABS ist ein hervorragendes Material, das für Armaturenbretter und Computergehäuse in der Automobilindustrie verwendet wird.
- Zugabe von Zusatzstoffen: Zu den häufig verwendeten Additiven gehören: Farbstoffe, UV-Stabilisatoren, Weichmacher und Flammschutzmittel. Diese Additive tragen zu den funktionellen Eigenschaften der Polymere bei.

Die Wahl eines Polymermaterials für einen bestimmten Zweck bereitet Ingenieuren Kopfzerbrechen. Mit den richtigen Strategien und der Beantwortung der richtigen Fragen kann man jedoch die am besten geeigneten Materialien auswählen. Hier finden Sie einen ausführlichen Leitfaden, was zu beachten ist, um herauszufinden, was Ihren Zielen am besten entspricht..:
- Die Anforderungen des Teils: Soll das Teil stark, haltbar, transparent, elastisch oder weich sein? Wird es für Lebensmittel oder medizinische Zwecke verwendet? Ist es für den Außenbereich bestimmt? Die Beantwortung dieser Fragen ist der erste Schritt, um das richtige Material für das Produkt zu finden.
- Das Budget: Die Kosten sind der wichtigste Faktor, wobei das günstigste Material als erstes in Betracht kommt. Um es aufzuschlüsseln: Standardkunststoffe wie PP sind am günstigsten, technische Kunststoffe wie PC und Nylon sind teurer und modifizierte Kunststoffe sind am teuersten.
- Die Betriebsumgebung: Überlegen Sie, wo das Produkt eingesetzt werden soll. Wird es Umgebungsbedingungen wie Temperatur, Säure, Alkali, Stress und Belastung ausgesetzt sein, um nur einige zu nennen? Dies wird Ihnen helfen, ungeeignete Materialien auszuschließen.
- Mechanische Eigenschaften des Materials: Diese Eigenschaften erklären, wie sich eine bestimmte Materialsorte unter bestimmten Bedingungen verhalten sollte. Je nach Einsatzort muss das Teil verschiedenen physikalischen Kräften standhalten.
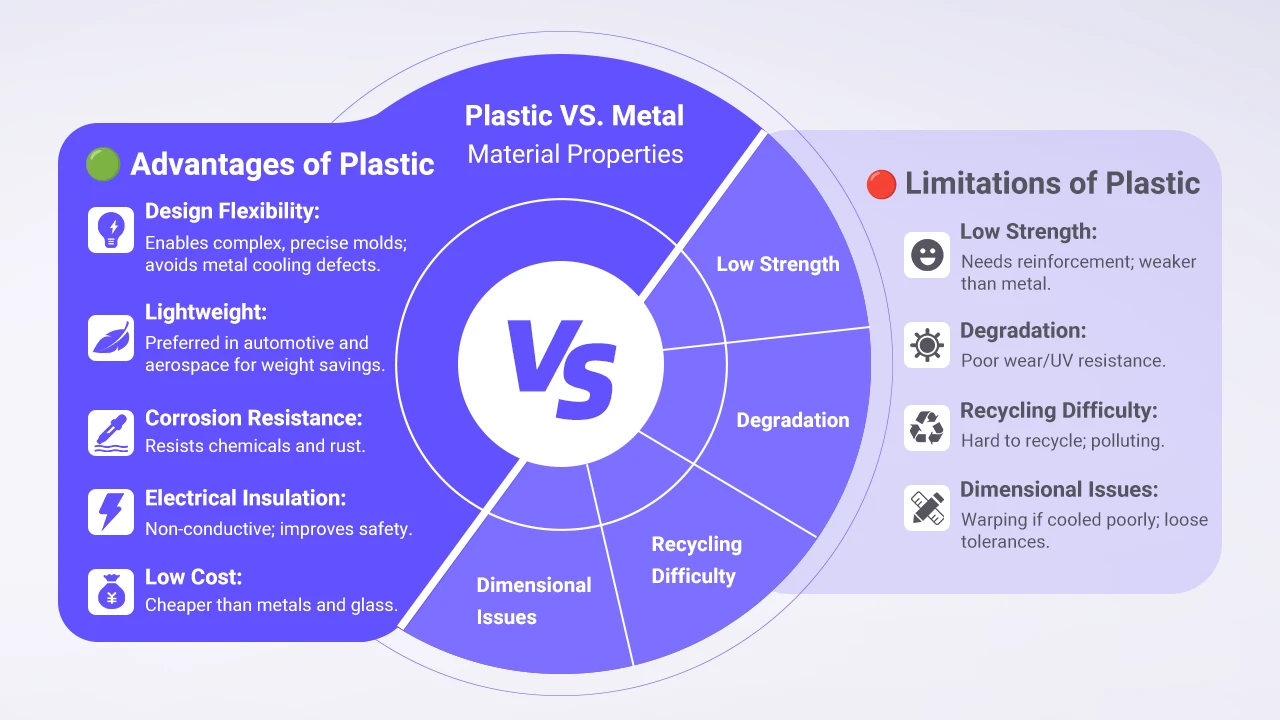
Vorteile und Grenzen von Kunststoff beim Spritzgießen im Vergleich zu anderen Materialien
Beim Spritzgießen werden verschiedene Materialien verwendet. Im Kern haben sich Kunststoffe durchgesetzt, die eine Reihe von Vorteilen und Einschränkungen mit sich bringen.
| Vorteile | Beschränkungen |
|---|---|
| Designflexibilität bei der Erstellung komplexer Geometrien und komplizierter Designs (Overmolding). Geschmolzene Kunststoffe können jeden Teil der detaillierten Kavität erreichen. Andere Werkstoffe wie Metalle haben begrenzte Fließ- und Kühlspannungen, wodurch Defekte wie Umhüllungen auftreten können. | Was strukturelle Eigenschaften wie Festigkeit und Steifigkeit angeht, können Kunststoffe nicht mit Metallen mithalten. Deshalb werden die meisten von ihnen mit Materialien wie Fasern verstärkt, um ihre Festigkeit zu erhöhen. |
| Kunststoffe sind leichter als andere Werkstoffe wie z. B. Metalle, was sie für Anwendungen in der Automobil- und Luftfahrtindustrie wichtig macht. | Kunststoffe sind anfällig für Verschleiß und UV-Zersetzung, vor allem dort, wo sie hoher Reibung und Hitze ausgesetzt sind. |
| Im Gegensatz zu Metallen sind Kunststoffe korrosions- und chemikalienbeständig. | Die Verwendung von Kunststoffen hat viele Umweltprobleme verursacht, vor allem weil es schwierig ist, Kunststoffe zu recyceln, ohne ihre Eigenschaften zu verlieren. |
| Kunststoffteile sind ideal für die Isolierung von Elektrobändern und verringern das Risiko von Stromschlägen, während Metalle natürliche Leiter sind. | Kunststoffe sind in ihren Abmessungen instabil und können sich verformen, wenn sie nicht entsprechend konstruiert oder gekühlt werden, während Metalle und Keramiken hohe Toleranzen erreichen können. |
| Kunststoffe sind im Vergleich zu traditionellen Materialien wie Glas und Metall relativ billig in der Herstellung. |
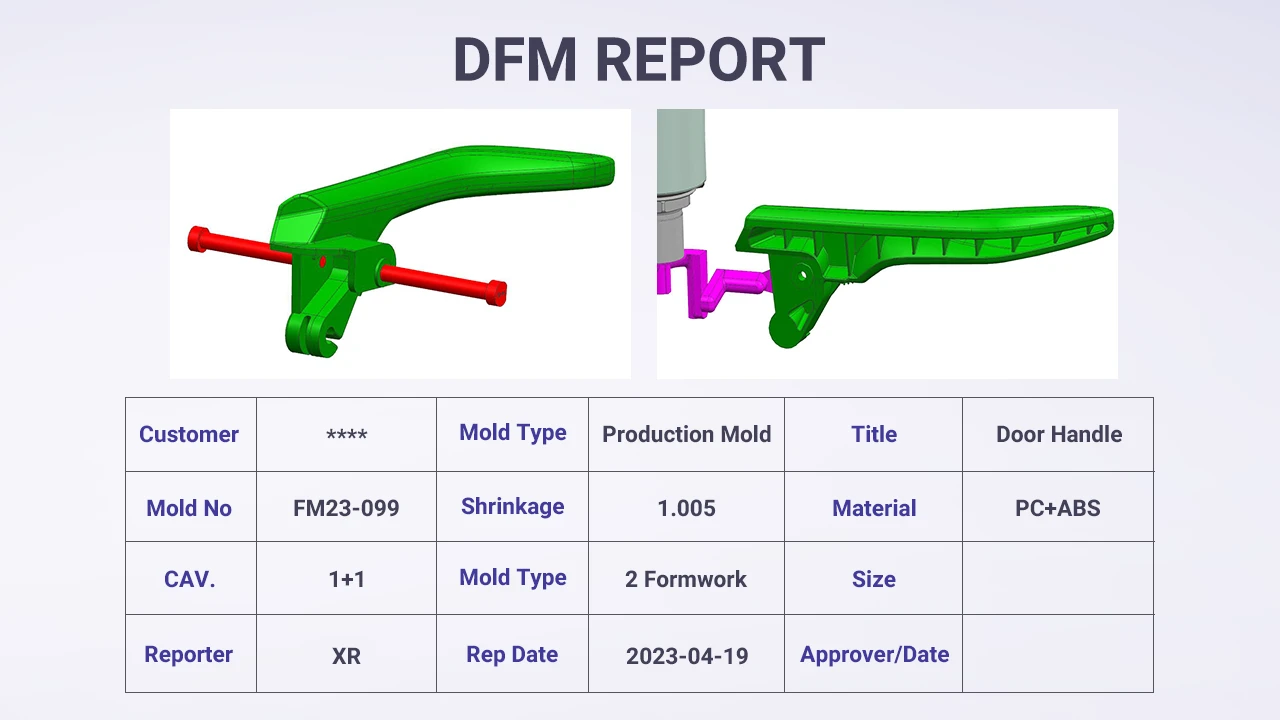
Entwurf für die Fertigung (DFM)
Ob ein Produkt erfolgreich ist und sich auf dem Markt behaupten kann, hängt weitgehend von den Entscheidungen ab, die in der Entwurfs- und Konstruktionsphase getroffen werden. Beim DFM geht es darum, ein Teil oder ein Produkt so zu entwerfen, dass es mit den spezifischen Einschränkungen und Herstellungsverfahren funktioniert. Alle Fachleute (Designer, Ingenieure) werden von Anfang an einbezogen, um Probleme wie Kosten, Verzögerungen und Zeitverluste zu vermeiden. Im Grunde ist dies eine Dienstleistung, die jeder Spritzgussbetrieb seinen Kunden anbieten sollte. Bei einigen Betrieben ist DFM jedoch Teil des Standardangebots, während andere es als separate Dienstleistung in Rechnung stellen. All dies hängt jedoch vom Umfang des Projekts und von den Verhandlungen zwischen dem Kunden und dem Unternehmen ab. [5].
Kernprinzipien des DFM beim Spritzgießen
- Gleichmäßige Wanddicke: Eine gleichmäßige Wandstärke des Teils ist wichtig. Eine gleichmäßige Dicke von 2-3 mm gewährleistet beispielsweise eine gleichmäßige Abkühlung, um Defekte wie Hohlräume und Einfallstellen zu vermeiden.
- Entwurfswinkel: Ein Entformungswinkel ist eine Verjüngung, die an einer vertikalen Wand angebracht wird, um einen reibungslosen Auswurf zu ermöglichen und zu verhindern, dass das Teil hängen bleibt oder verkratzt wird. Ein Entformungswinkel von 1°-2° auf glatten Oberflächen, 5° auf nicht strukturierten Oberflächen, 3° bei hellen Texturen und 5° oder mehr auf schweren Texturen wird empfohlen.
- Radien und Filets: Sie tragen dazu bei, die Spannung an den Eckpunkten zu verringern, und ermöglichen es dem Material, leicht zu fließen. Der Radius der Verrundungen sollte 25-50% der normalen Wandstärke betragen.
- Rippen, Bosse und Zwickel: Rippen verstärken die Wände, ohne sie dick aussehen zu lassen, und verhindern ein Verziehen. Sie sollten 40-60% der normalen Wanddicke betragen. Vorsprünge sind zylindrisch und dienen als Befestigungspunkte für Verbindungselemente, helfen aber auch bei der Ausrichtung der Komponenten. Sie sollten nicht mehr als 60% der gesamten Wanddicke betragen. Zwickel sind dreieckig und verstärken Rippen und Vorsprünge, wodurch sie stabiler werden.
- Hinterschneidungen: ein Hinterschnitt (Klammern, Haken) behindert das reibungslose Auswerfen des Teils. Das Vermeiden dieser Merkmale reduziert die Werkzeugkosten.
- Ecken: Das Hinzufügen von Ecken an scharfen Kanten minimiert die Belastung. Runde Ecken verringern auch die Schrumpfung. Der Innenradius sollte 50% der Wanddicke betragen. Der Außenradius ist der Summe der Wanddicke und des Innenradius.

Tipps: Das könnte Sie interessieren: "Vollständiger Leitfaden zum DFM" und "Was ist die Mold Flow Analysis?“.
Die Rolle des Spritzgießens in industriellen Anwendungen
Das Spritzgießen liefert die einzigartigen Spezifikationen und Qualitäten, die für verschiedene Branchen erforderlich sind. Es hat eine entscheidende Rolle bei der Lösung einiger Fertigungsprobleme in der Industrie gespielt.
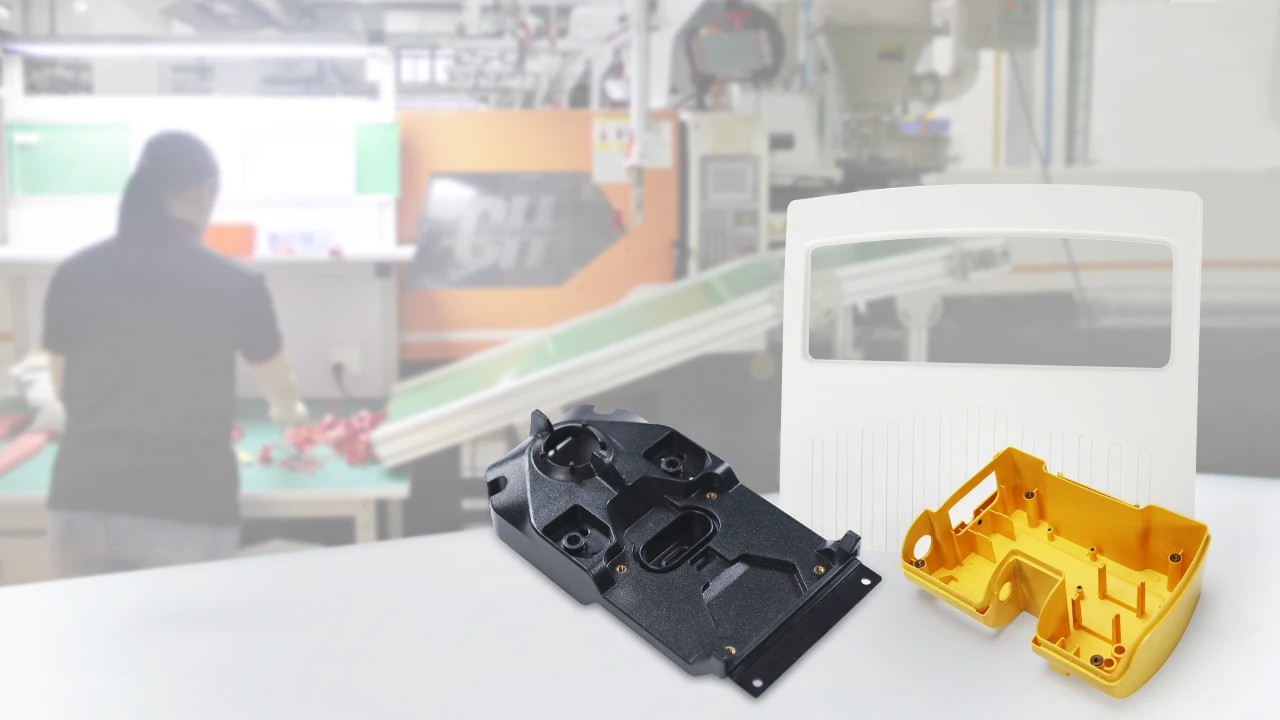
Herstellung von Automobilteilen
Die Automobilindustrie benötigt ein haltbares, einfaches und leichtes Armaturenbrett für den Innenraum, das Lüftungsöffnungen und andere Komponenten aufnehmen kann, ohne dabei seine Ästhetik zu verlieren. Im Spritzgussverfahren können Armaturenbretter in einem Stück hergestellt werden, ohne dass eine Montage erforderlich ist. Wir verwenden Polymere wie ABS und entwerfen Formen, die ihrer Form ähneln und komplexe Merkmale und Strukturen enthalten. Verschiedene Spritzgussarten wie Overmold und Two-Shot verbessern das Aussehen und die Haptik des Armaturenbretts.
Weitere Anwendungen des Spritzgießens in der Automobilindustrie sind:
- Stoßstangen
- Gehäuse für Spiegel.
- Becherhalter.
Produktion von Komponenten der Unterhaltungselektronik
Produktion von dünnen, leichten und stabilen Smartphone-Gehäusen, die die empfindliche Elektronik im Inneren schützen, für die Unterhaltungselektronik. Dank fortschrittlicher Spritzgießverfahren sind Kunststoffe wie Polycarbonat langlebig und unglaublich leicht. Einarbeitung von Rippen und Vorsprüngen zur Unterstützung, Befestigungspunkten für Leiterplatten und Ausschnitten in einem einzigen Fertigungszyklus.
Weitere Standardkomponenten in dieser Branche sind:
- Elektrische Schalter.
- Gehäuse und Schränke für Leiterplatten.
- Leitungskanäle.
- Komponenten für Laptops und Desktops.
Herstellung von Teilen für medizinische Geräte
Die Entwicklung und Herstellung von Insulin-Pen-Injektoren durch die medizinische Industrie hat die Diabetesversorgung revolutioniert. Sie haben die fehleranfälligen Spritzen durch tragbare, messbare Dosierspritzen ersetzt. Mit IM ist es möglich, ergonomische Designs (Drehknöpfe und Tasten) herzustellen, was die Selbstverabreichung erleichtert. Die Materialien PC und ABS sind dafür bekannt, dass sie steril bleiben. Die Herstellung dieser Pens in großen Mengen senkt die Stückkosten, so dass sie für die Bevölkerung erschwinglich sind.
- Allgemeine Öffentlichkeit.
- Andere medizinische Produkte, die durch IM hergestellt werden, sind
- Katheter.
- Röhren.
- Implantate.

Herstellung von Luft- und Raumfahrtkomponenten
Der Bedarf der Luft- und Raumfahrtindustrie an langlebigen, leichten und robusten Flugzeugkabinenkomponenten ist entscheidend, um die Sicherheit der Passagiere zu gewährleisten und den Treibstoffverbrauch zu senken. IM verwendet spezielle Hochleistungspolymere wie PEEK und PEI, die leicht und stabil sind. Dank der Fähigkeit, komplexe Geometrien zu erstellen, ist es möglich, Teile wie Belüftungsrahmen und Gurtschlösser für die Kabine zu produzieren.
Einige andere Teile, die im Spritzgussverfahren hergestellt werden, sind:
- Paneele
- Fahrwerkskomponenten.
- Halterungen und Befestigungen.
- Cockpit-Komponenten.
Produktion von Verpackungsprodukten
Die Verpackungsindustrie verwendet Kunststoffmaterialien für die Lagerung von Lebensmitteln und Getränken. Diese Behälter müssen lebensmitteltauglich, kostengünstig und haltbar sein. Das Spritzgießen beherrscht diese Branche, indem es eine breite Palette von Behältern aus lebensmitteltauglichen Materialien wie PET und PVC herstellt. Die Teile werden in großen Mengen und in allen möglichen Ausführungen und Formen hergestellt. HDPE-Behälter werden mit Deckeln und Griffen zu extrem niedrigen Kosten hergestellt.
Andere häufig hergestellte Teile für diese Industrie sind:
- Fördersysteme.
- Überkappen.
- Bestandteile von Verarbeitungsanlagen.

Herstellung von kleinen Bauelementen
Der Bedarf der Bauindustrie an Baumaterialien wie Rohren und Formstücken für Sanitär- und Entwässerungssysteme erfordert effiziente Produktionsmethoden. Die Verwendung von PVC-Materialien zur Herstellung von Teilen wie Bögen, Muffen und T-Stücken trägt zur Korrosionsbeständigkeit bei. Ihre hohe Festigkeit verhindert Leckagen. Diese Teile werden in großen Mengen hergestellt, um eine kontinuierliche Versorgung zu gewährleisten und die Nachfrage im Baugewerbe zu decken.
Zu den in der Bauindustrie häufig produzierten Elementen gehören:
- Produkt des HVAC-Systems.
- Teile für Fenster und Türen.
- Isolierung und Befestigungselemente.
- Gehäuse für handgeführte Elektrowerkzeuge.

Kosten und Optimierung des Spritzgießens
Das Kostenmanagement ist der zentrale Punkt für den Erfolg eines jeden Spritzgießprojekts. IM ist aufgrund seiner niedrigen Stückkosten bei hohen Stückzahlen zu bevorzugen. Eine sorgfältige Kostenbetrachtung ist für Spitzenleistungen in diesen kritischen Bereichen unerlässlich: Werkzeuge, Materialien und Produktion [6].
Die zwei Hauptkosten: Werkzeugbau (Form) vs. Stückpreis (Teil)
Die Werkzeugkosten sind die größte Vorabinvestition beim Spritzgießen. Formen können Tausende von Dollar kosten, je nach dem für den Formenbau verwendeten Bearbeitungsverfahren und anderen Faktoren wie der Art des Materials.
Der Stückpreis (Teil) ist der Preis, der für die Herstellung jedes Teils während der Produktion anfällt. Er umfasst Arbeits-, Maschinenzeit- und Materialkosten.
Schlüsselfaktoren für die Kosten von Formen
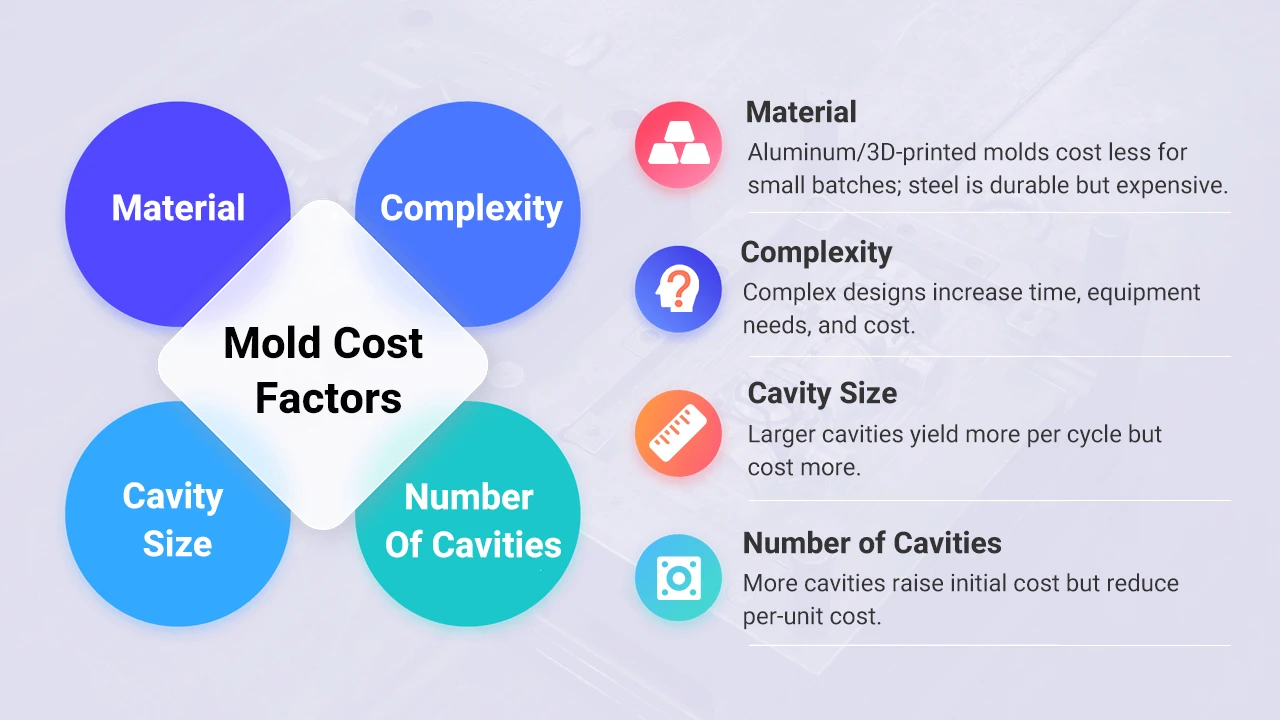
Material der Form: Die Materialien unterscheiden sich in Haltbarkeit und Kosten, was sich auf die Gesamteffizienz des Herstellungsprozesses auswirkt. Aluminium und 3D-gedruckte Formen sind preiswerter und eignen sich besser für die Kleinserienproduktion. Auf der anderen Seite bieten die Kosten für Stahl eine längere Lebensdauer der Werkzeuge.
Komplexität der Form: Die Konstruktions- und Herstellungskosten für Formen mit komplexen Geometrien sind etwas höher. Für diese Formen werden spezielle Maschinen benötigt, die längere Produktionszeiten haben. Ein Gleichgewicht zwischen diesen Kosten und den Konstruktionsüberlegungen ist daher unerlässlich.
Größe des Formhohlraums: Große Kavitäten können große Mengen an Materialien aufnehmen und mehr Teile pro Zyklus produzieren. Aufgrund der Größe der Formen sind sie jedoch teurer. Im Gegensatz dazu sind kleinere Kavitäten aufgrund ihrer Einfachheit und des geringeren Materialverbrauchs kostengünstig.
Anzahl der Hohlräume: Mehrere Kavitäten erzeugen mehr Teile pro Zyklus, was die Werkzeugkosten erhöht, aber die Kosten pro Einheit senkt.
Strategien zur Kostenoptimierung (Fabrikseite und Kundenseite)
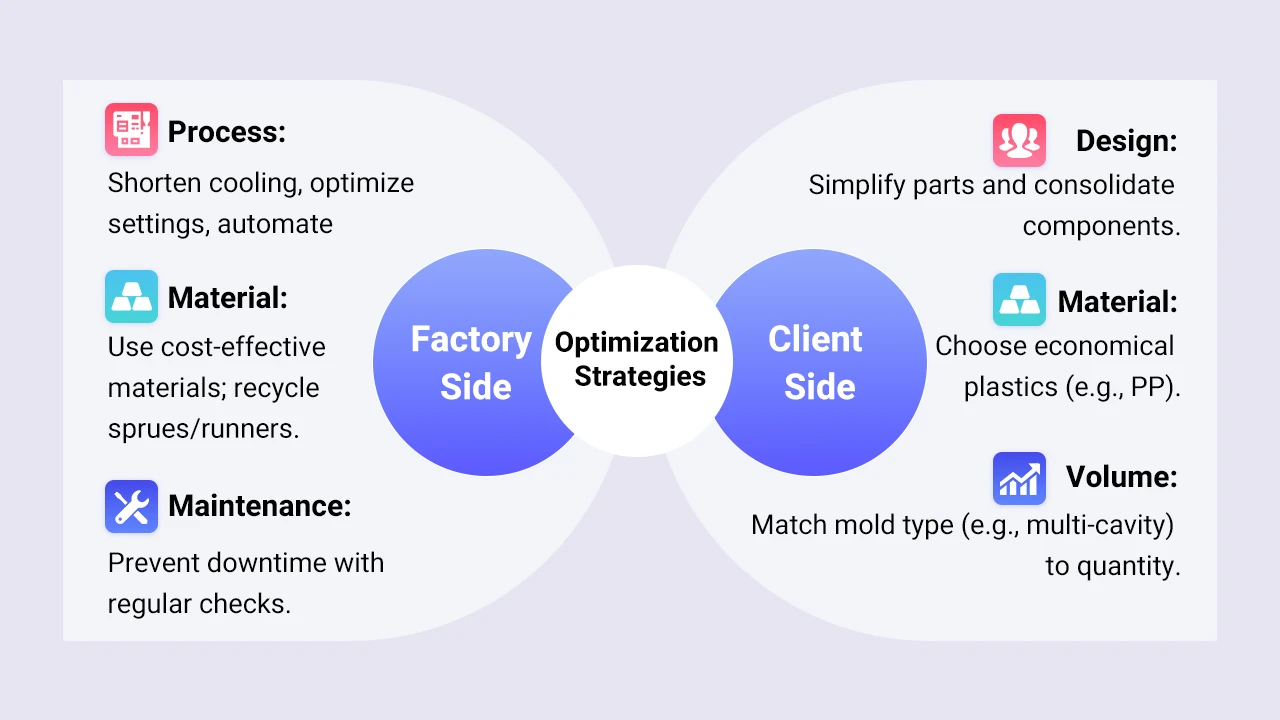
Fabrikseite:
Verfahren und Produktion: Einige Strategien in der Produktion können zur Optimierung der Spritzgießkosten beitragen. Dazu gehören: Kühlzeiten, Feinabstimmung der Maschineneinstellungen, Automatisierung von Aufgaben zur Steigerung der Produktionsraten und Senkung der Kosten.
Material- und Abfallwirtschaft: Die Auswahl verfügbarer und preiswerterer Materialien kann die Kosten erheblich senken. Verringerung der Materialverschwendung während des Formprozesses durch Einsatz von Heißkanalsystemen oder Wiederverwendung von Anguss- und Angussresten.
Wartung: Die regelmäßige Wartung der Produktionsmaschinen verhindert unvorhergesehene Ausfallzeiten und sorgt für Kontinuität.
Client-Seite:
Teil Design: Die Vereinfachung des Designs reduziert die Zeit und die Kosten für die Bearbeitung der Form. Durch die Kombination verschiedener Komponenten zu einem einzigen Teil werden der Montageaufwand und die Arbeitskosten minimiert, was die Gesamtkosten senkt.
Auswahl der Materialien: Die Wahl des Materials für das Produkt wirkt sich direkt auf die Produktionskosten aus. Die Verwendung von Kunststoffen wie Polypropylen (PP) für ein unkritisches Teil kann billiger sein und dennoch denselben Zweck erfüllen.
Produktionsvolumen: Die Anzahl der hergestellten Teile bestimmt die Größe der Form, die auf der Grundlage der Investition des Kunden verwendet wird. Ein Projekt mit hohen Stückzahlen erfordert zum Beispiel haltbarere, mehrkavitäre Formen, was sich auf die Anfangsinvestition auswirkt.
Tipps: First Mold hat einen Fachartikel verfasst, der folgende Einzelheiten enthält Spritzgießkosten. Klicken Sie hier, um mehr über die einzelnen Komponenten der Spritzgießkosten und Methoden zu ihrer Senkung zu erfahren.
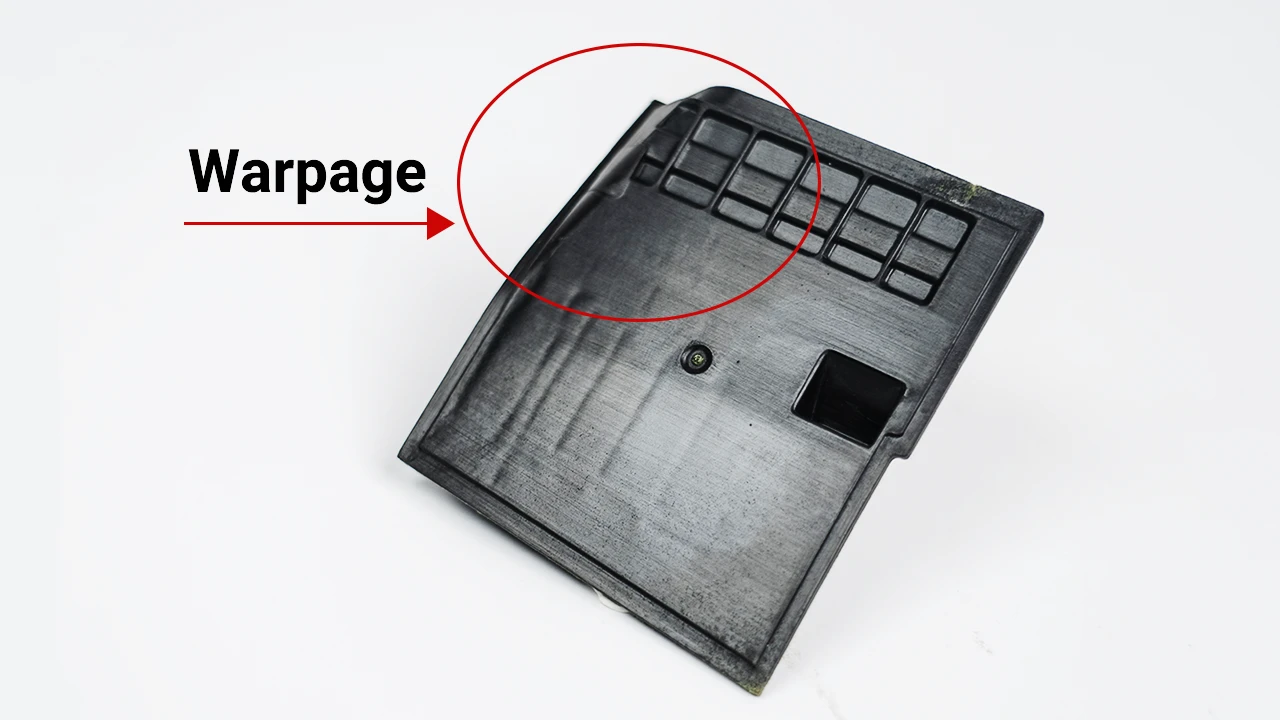
Häufige Fehler beim Spritzgießen und Akzeptanzstandards für spritzgegossene Produkte
Das Spritzgießverfahren ist aufgrund seiner Vielseitigkeit und Effizienz ein bewährtes Herstellungsverfahren. Trotzdem ist es nicht ohne besondere Herausforderungen, wie z. B. Defekte, die auftreten und zu erheblichen Problemen wie der Beeinträchtigung der Produktintegrität führen können. Sie können die Kosteneffizienz und die Geschwindigkeit beeinträchtigen und die Lebensdauer des Produkts verkürzen. Sie entstehen durch schlechtes Design, Fehler bei der Qualitätskontrolle, Fehler im Produktionsprozess und vieles mehr.

Einen ausführlichen Leitfaden zu Fehlern finden Sie in diesem technischen Dokument Spritzgießfehler.
Wenn Sie sich für die einzelnen Arten von Spritzgießfehlern interessieren, können Sie anhand der nachstehenden Tabelle zu der entsprechenden Seite navigieren, um ein tieferes Verständnis zu erlangen.
| Kurze Schüsse | Blitzlicht | Verzug | Blasen | Brandflecken |
| Verfärbung | Silberstreif | Schweißnähte | Sinkende Markierungen | Fließmarkierungen |
| Ausgeworfene Markierungen |
Die Akzeptanz eines gegossenen Produkts ist das akzeptable Maß an Fehlern. Dies hängt von den spezifischen Normen und Kriterien ab, die Ihr Teil erfüllen muss, einschließlich der Oberflächenbeschaffenheit, der funktionalen Leistung und der Maßgenauigkeit. Einen Überblick darüber, wie ein realer Qualitätskontrollprozess die Abnahme eines Teils sicherstellt, finden Sie hier: Qualitäts- und Abnahmenormen für spritzgegossene Teile.
Qualitätskontrolle für spritzgegossene Teile
Die Qualitätskontrolle beim Spritzgießen stellt sicher, dass die hergestellten Teile alle erforderlichen Spezifikationen erfüllen. Zu diesen Spezifikationen gehören: Kontrollen vor und nach der Produktion sowie die Überwachung der laufenden Prozesse [7].
Maßtoleranzen sind die Abweichungen, die bei den Abmessungen eines Teils akzeptiert werden. Bei der Herstellung identischer Teile ist es zum Beispiel unmöglich, eine vollständige Übereinstimmung zu liefern. Diese Toleranzen haben gewisse Grenzen, bevor sie als Fehler angesehen werden. Dies ist bei der Montage hilfreich, um sicherzustellen, dass alle Teile zusammenpassen.
Geometrische Dimensionierung und Tolerierung (GD&T) ist eine Sprache, die die funktionalen Anforderungen an die Geometrie eines Teils definiert. Sie wird hauptsächlich in technischen Zeichnungen verwendet, um die Formen, die Lage und die Ausrichtung von Merkmalen zu steuern. GD&T hilft bei der Herstellung von Formteilen, die mit anderen Komponenten zusammengefügt werden müssen. Konstrukteure verwenden GD&T, um sich bei der Behandlung unkritischer Merkmale zu orientieren und Toleranzen zu lockern, was die Herstellungskosten senkt.

Inspektionsmethoden
Es sollten Prüfverfahren angewandt werden, um sicherzustellen, dass die Teile ihre Maßhaltigkeit erfüllen. Einige dieser Methoden sind:
- Visuelle Inspektionen: Dies ist die erste Verteidigungslinie bei der Prüfung auf Teilefehler wie Flecken, Grate, Verfärbungen oder Kratzer.
- Messschieber und Mikrometer: Mit manuellen Werkzeugen lassen sich Maßprüfungen schnell durchführen, aber für komplexe Geometrien sind fortschrittlichere Werkzeuge erforderlich.
- Inspektion des ersten Artikels (FAI): Eine neue Form durchläuft diese Prüfung, bevor sie in Betrieb genommen wird. Alle in den Zeichnungen enthaltenen Merkmale, Abmessungen und Hinweise werden geprüft und dokumentiert.
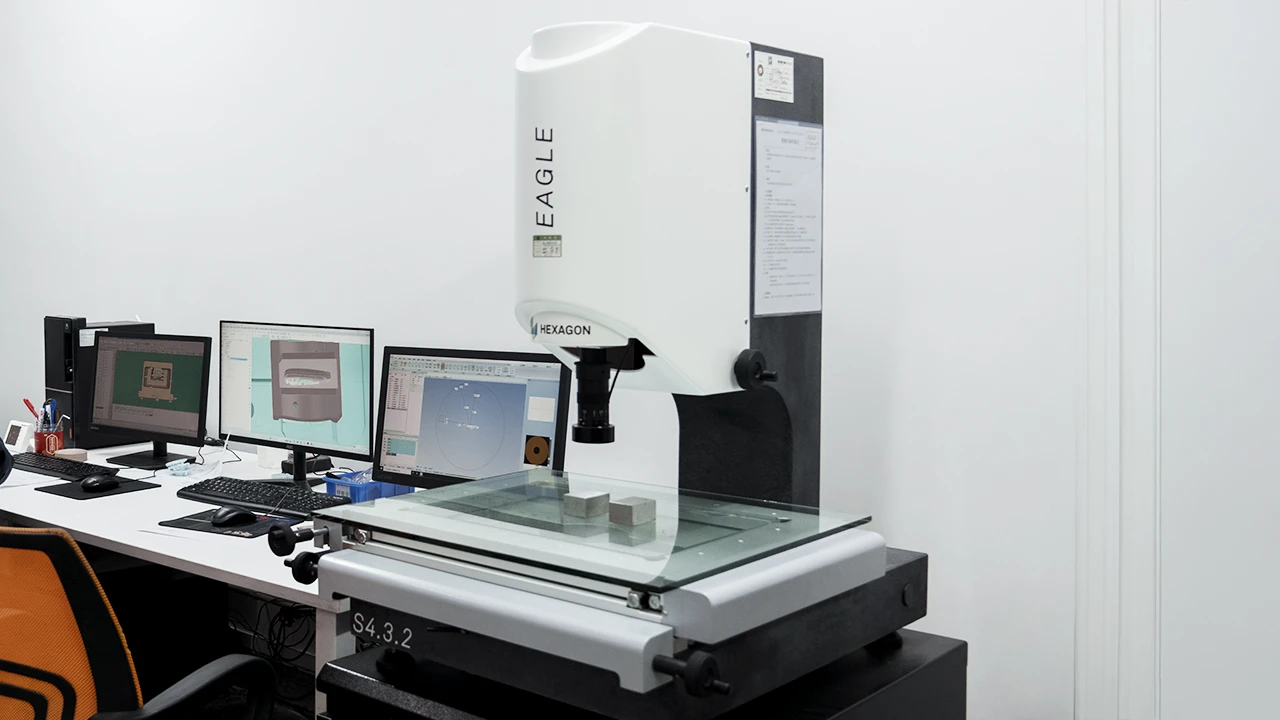
- Koordinatenmessmaschine (CMM): Dabei handelt es sich um ein fortschrittliches Prüfwerkzeug, das die Abmessungen eines Produkts, insbesondere komplexer Teile, misst.
Prozesssteuerung und -überwachung
Dies sind Strategien, mit denen die Qualität des Teils während des Produktionsprozesses sichergestellt werden soll.
- Prozessüberwachung in Echtzeit: Einsatz von in Maschinen eingebauten Sensoren zur Erfassung wichtiger Daten wie Temperatur, Druck und Zeit. Diese Daten helfen dabei, schnelle Anpassungen vorzunehmen und Fehler zu vermeiden.
- Statistische Prozesskontrolle (SPC): Verwendet statistische Daten zur Überwachung und Steuerung der Produktion. Kontrollkarten, die aufgezeichnet werden, leiten den Produktionsprozess. Weichen die Daten vom akzeptablen Bereich ab, deutet dies auf ein Problem innerhalb des Prozesses hin.
- Überwachung des Hohlraumdrucks: Im Formhohlraum angebrachte Sensoren messen den Druck des geschmolzenen Kunststoffs. Sie erzeugen eine sichtbare Kurve, die die Qualität des Teils anzeigt.

Wie wählt man einen Lieferanten für Spritzgießmaschinen aus?
Die Wahl des richtigen Lieferanten für das Spritzgießen entscheidet über den Erfolg Ihres Projekts. Sie betreffen nicht nur Teile, sondern können auch helfen, Zeit und Geld zu sparen.

Hier erfahren Sie, wie Sie den richtigen auswählen:
- Bewerten Sie Qualität und Zertifizierungen: Dies ist nicht verhandelbar. Zertifizierungen wie ISO 9001 zeigen das Engagement eines Lieferanten für Qualität. Spezialisierte Branchen verfügen über Zertifizierungen wie ISO 13485 für medizinische Produkte und IATF 16949 für Produkte der Automobilindustrie. Überprüfen Sie auch den Qualitätskontrollprozess und die Qualität der verwendeten Ausrüstung.
- Standorte und Logistik: Ein lokaler Anbieter verkürzt die Vorlaufzeiten und erleichtert die Kommunikation im Vergleich zu ausländischen Anbietern, was zu schnellen Abwicklungszeiten führt. Andere Aspekte wie Arbeits- und Werkzeugkosten hängen jedoch davon ab, wer erschwingliche Kosten anbieten kann, was für kosteneffiziente Projekte entscheidend ist.
- Angebote und Kostenvoranschläge: Nehmen Sie sich die Zeit, Angebote zu prüfen und Preise zu vergleichen, um das bestmögliche Angebot zu erhalten. Erkundigen Sie sich nach den Mindestbestellmengen für Projekte mit geringen Stückzahlen und dem Besitz von Werkzeugen.
- Bewertung ihrer Fähigkeiten: Das Know-how des Lieferanten muss mit den Zielen Ihres Projekts übereinstimmen. Die Palette der verfügbaren Maschinen, die Erfahrung mit einfachen und komplexen Projekten, der Prozess nach dem Spritzgießen und die Frage, ob DFM-Dienstleistungen angeboten werden, sind alles Faktoren, die zu berücksichtigen sind.
- Der Lieferantenvertrag: Um das Unternehmen und seine Produkte zu schützen, ist eine Überprüfung des Vertragsumfangs unerlässlich, um künftige Missverständnisse zu vermeiden. Einige Elemente der Verträge sind: Preisgestaltung, Zahlungsbedingungen, Lieferfristen usw.
Tipps: Als erstes empfiehlt Mold Ihnen zu lesen:
- 8 empfohlene Online-Spritzguss-Lieferanten
- 10 empfohlene Spritzgießunternehmen in Mexiko
- 10 empfohlene Spritzgießhersteller in China
Märkte und Trends beim Spritzgießen
Die jüngsten Entwicklungen haben zum Wachstum der IM geführt. Die Einnahmen aus dem Verkauf von Kunststoffen an die IM-Industrie sind die Quelle für die Projektionen und Schätzungen des Marktes [8] [9].
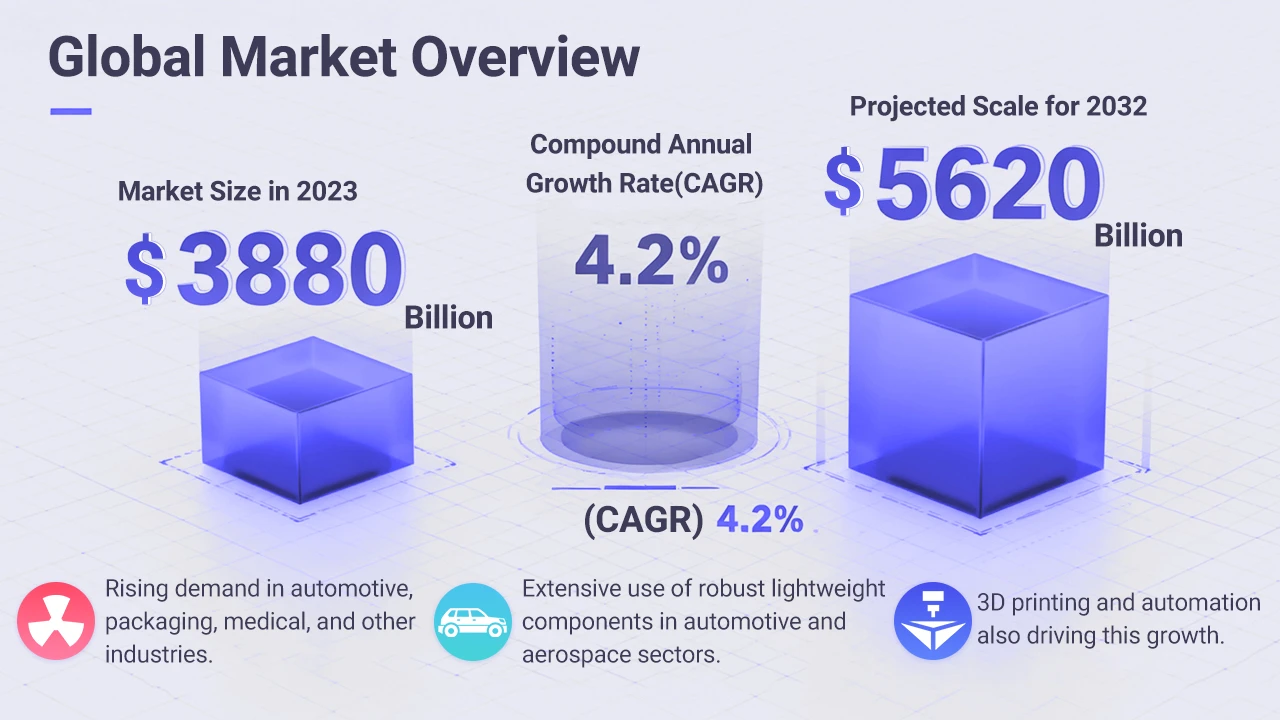
Globaler Marktüberblick
Im Jahr 2023 betrug die geschätzte weltweite Marktgröße $388 Milliarden. Mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 4,2% zwischen 2024 und 2032 wird diese Zahl bis 2032 voraussichtlich auf fast $562 Milliarden ansteigen. Dieses Wachstum ist auf die steigende Nachfrage nach Kunststoffen in Branchen wie der Automobil-, Verpackungs- und Medizintechnik zurückzuführen. Diese Nachfrage ist auf den hohen Bedarf an starken und leichten Komponenten in der Automobil- und Luftfahrtindustrie zurückzuführen. Die Einführung der digitalen Fertigung, wie 3D-Druck und Automatisierung, hat ebenfalls zu diesem Wachstum beigetragen.
Regionale Analyse
Das Marktwachstum ist uneinheitlich, wobei einige Regionen gegenüber anderen dominieren.
- Asien-Pazifik führte den Markt mit einem Anteil von 49,25% im Jahr 2023 an. China, Indien und Japan führen die Region aufgrund der schnellen Urbanisierung und der Automobilindustrie an.
- Der US-Markt wird bis 2032 voraussichtlich $65,32 Mrd. erreichen, angetrieben von der Elektro- und Elektronikindustrie und der Medizintechnik. Dieses Wachstum wird durch fortschrittliche Materialien, automatisiertes Gießen und die Einhaltung strenger Qualitätsstandards gefördert.
- Europäische Regionen haben einen erheblichen Anteil, wobei Deutschland, Italien und Frankreich führend sind. Diese Regionen profitieren von komplexen Automobil- und Verpackungssektoren.
- VAE, Saudi-Arabien und Südafrika (Naher Osten und Afrika) steigen aufgrund der Nachfrage der Verbraucher nach kostengünstigen Kunststofferzeugnissen. Dieses Marktpotenzial ist auf die Unterstützung durch die Bau- und Konsumgüterindustrie zurückzuführen.
Zukünftiger Ausblick
Die Zukunft des Spritzgießens hängt von technologischen Fortschritten ab.
- Automatisierung und Industrie 4.0: Intelligente Technologie, Robotik und Automatisierung sind zunehmend wegweisend. Sie zielen darauf ab, die Produktion durch Senkung der Arbeitskosten, Steigerung der Effizienz und Aufrechterhaltung der Konsistenz zu verbessern. Die aufkommenden Technologien, wie IoT und Zeitqualitätskontrollen, werden in die Spritzgießtechnologie integriert.
- Fortgeschrittene Materialien: Die Verbesserung von Rohstoffen wie Polymeren zu Verbundwerkstoffen und leistungsfähigeren Harzen eröffnet neue Möglichkeiten. Diese Materialien sollen traditionelle Werkstoffe wie Metall in vielen Anwendungen ersetzen.
- Kreislaufwirtschaft: Da sich die Welt zu nachhaltigeren und umweltfreundlicheren Praktiken hinbewegt, muss ein Gleichgewicht zwischen den Anforderungen der Verbraucher und strengen Vorschriften gefunden werden. Es werden Biokunststoffe und biologisch abbaubare Kunststoffe eingeführt, um die Verschmutzung durch Kunststoffe und Gesundheitsrisiken zu verringern.
Häufig gestellte Fragen (FAQs)
Dabei handelt es sich um ein Herstellungsverfahren, bei dem geschmolzenes Material, z. B. Kunststoff, in einen Formhohlraum gepresst wird, um große Mengen identischer Teile herzustellen. Das Material wird in einem beheizten Zylinder geschmolzen, in die Form gespritzt, kühlt dann ab und verfestigt sich in der endgültigen Form.
Am häufigsten werden Thermoplaste (wie ABS und Nylon) verwendet, aber das Verfahren funktioniert auch mit Duroplasten, Flüssigsilikonkautschuk (LSR) und sogar Metallen (durch ein spezielles Verfahren namens MIM).
Seine größten Stärken sind die unglaubliche Effizienz bei der Massenproduktion, die Fähigkeit, hochkomplexe und detaillierte Teile herzustellen, und die große Designflexibilität, sobald die erste Form gebaut ist.
Die Form selbst ist eine erhebliche Vorabinvestition. Die Kosten können von ein paar tausend Dollar für eine einfache Aluminiumform bis zu Zehntausenden (oder mehr) für eine komplexe Stahlform mit mehreren Kavitäten, die für Millionen von Zyklen ausgelegt ist.
Der Preis pro Teil wird von sechs wesentlichen Faktoren beeinflusst: den anfänglichen Kosten für die Form, dem verwendeten Rohmaterial, der Zykluszeit der Maschine, den erforderlichen sekundären Arbeitsschritten (z. B. Lackierung), der Verpackung und den Gemeinkosten des Gießers.
Betrachten Sie es wie Gießen oder Pressen. Beim Spritzgießen wird flüssiges Material in eine geschlossene Form gepresst, die sich perfekt für komplexe Formen eignet. Beim Formpressen wird eine Materialladung in eine offene Form gegeben, die sich dann schließt und das Material in Form drückt (komprimiert), was oft besser für größere, einfachere Teile wie einige Gummiteile geeignet ist.
Entscheiden Sie sich für Kunststoff, wenn Sie Wert auf geringes Gewicht, niedrigere Kosten pro Teil bei hohen Stückzahlen, Korrosionsbeständigkeit, elektrische Isolierung und die Möglichkeit zur Herstellung komplexer Geometrien legen, die bei der Bearbeitung von Metall teuer wären.
Gleichmäßige Wände sind von entscheidender Bedeutung, da sie ein gleichmäßiges Abkühlen des Kunststoffs ermöglichen und so optische Mängel wie Einfallstellen und innere Verformungen verhindern. Entformungsschrägen (eine leichte Verjüngung an den vertikalen Wänden) sind ein einfacher Trick, der es ermöglicht, das Teil sauber aus der Form zu entformen, ohne dass es zerkratzt oder hängen bleibt.
Referenzen
[1] Rosato, Dominick V., und Marlene G. Rosato. Handbuch des Spritzgießens. Springer Science & Business Media, 2012. William G. Frizelle,10 - Injection Molding Technology,Editor(s): Myer Kutz,In Plastics Design Library,Applied Plastics Engineering Handbook (Second Edition)
[2] Frizelle, W. G. (2017). Injection Molding Technology. In M. Kutz (Ed.), Handbuch der angewandten Kunststofftechnik (2. Aufl., S. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). Kunststoffe der Zukunft? Die Auswirkungen von biologisch abbaubaren Polymeren auf die Umwelt. In Mikroplastik in der terrestrischen Umwelt. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Überblick über die Spritzgießtechnik zur Verarbeitung von Polymeren und deren Verbundwerkstoffen. ES Materialien und Fertigung, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realisierung von DFM in Formenbau und Fertigung. Fortgeschrittene Materialforschung, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Optimierung der Wertschöpfungskette und der Produktionskosten durch Integration der additiven Fertigung in die Prozesskette des Spritzgießens. Internationale Zeitschrift für fortgeschrittene Fertigungstechnologie, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Industrie 4.0 in-line AI Qualitätskontrolle von Kunststoff-Spritzgussteilen. Polymere, 14(17), Artikel 3551.
[8] Fortune Business Insights. (n.d.). Größe, Anteil und Branchenanalyse des Marktes für spritzgegossene Kunststoffe. Abgerufen von https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Marktforschung. (n.d.). Spritzgießmarkt nach Material (Kunststoffe und Metalle). Abgerufen von https://www.zionmarketresearch.com/report/injection-molding-market














