

No mundo do desenvolvimento de produtos, passar um produto de um belo design 3D para um objeto físico tangível é um desafio. A maioria das pessoas nunca pára para pensar nos aspectos técnicos subjacentes a estes objectos simples que preenchem as nossas vidas.
A moldagem por injeção é um processo de produção em que um material é derretido até à forma fundida e depois é injetado numa cavidade do molde para produzir peças. Um cilindro aquecido derrete o material e, depois de o injetar na cavidade do molde, este arrefece e solidifica, formando as caraterísticas da peça pretendida. Os materiais utilizados podem incluir plásticos, metais, vidros e os polímeros termoplásticos e termoendurecíveis mais comuns [1].

No fabrico moderno, a moldagem por injeção tornou-se a pedra angular da produção. Por exemplo, considere uma máquina que processa durante alguns segundos por ciclo. Se funcionar durante um dia inteiro, pode produzir milhares de peças. Estas elevadas taxas de produção fazem com que as indústrias satisfaçam rapidamente as necessidades do mercado. Além disso, um molde hermeticamente fechado pode formar uma peça, independentemente da sua complexidade.
Além disso, a sua capacidade de permitir diferentes materiais torna-o adequado para diversas aplicações. Os materiais plásticos têm dominado esta indústria em comparação com outros materiais como os metais. É por isso que, se alguém não especificar o material, é seguro assumir que se está a referir à moldagem por injeção de plástico.

História da Moldagem por Injeção
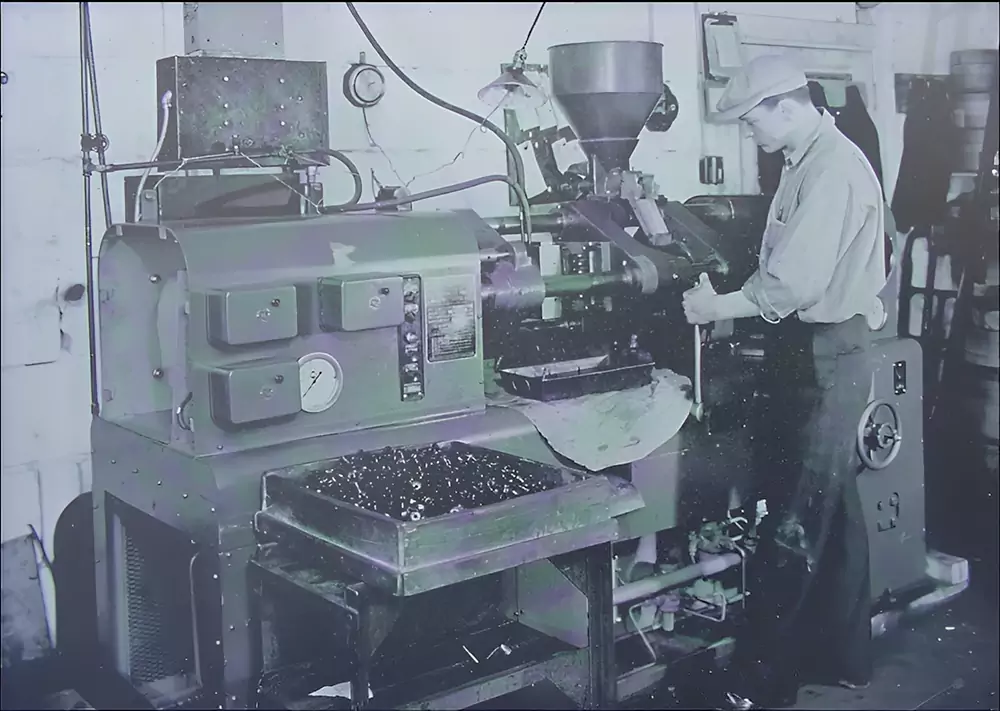
A primeira patente para uma máquina de moldagem por injeção foi emitida em 1872 por John W. Hyatt e os seus irmãos. Era um dispositivo simples do tipo êmbolo, como uma seringa, que injectava celuloide através de um cilindro aquecido para um molde. Produzia peças simples, como botões, pentes de cabelo e ganchos de colarinho.
No início dos anos 1900, os químicos alemães Arthur Eichengrün e Theodore Becker inventaram uma forma solúvel de acetato de celulose que era menos inflamável do que o nitrato de celulose.
Na década de 1940, no período que antecedeu a Segunda Guerra Mundial, a procura de produtos baratos e produzidos em massa aumentou, fazendo disparar a experiência da indústria. Houve um grande desenvolvimento de muitos termoplásticos, como o cloreto de polivinilo (PVC) e o poliestireno, que ainda hoje são relevantes. A guerra afectou recursos tradicionais como o metal e a borracha, reduzindo a sua disponibilidade. Os plásticos apresentavam uma solução, e a moldagem por injeção tornou possível produzir peças de plástico de forma eficiente. O desenvolvimento da máquina de injeção de parafuso de extrusão em 1946 por James Watson Hendry trouxe avanços no processo de moldagem por injeção de plástico, que ainda hoje é o padrão. Permitiu um maior controlo do processo de injeção, levando à produção de peças de alta qualidade [2].
Por dentro do fluxo de trabalho de moldagem por injeção
O ciclo de trabalho da moldagem por injeção pode ser dividido em 6 etapas principais. Este ciclo repetível facilita a produção em massa de peças semelhantes com elevada eficiência.

1. Fixação
O sistema de fixação do molde é constituído por duas metades que permitem a abertura e o fecho do molde. Isto é feito com uma força maior para evitar que este se abra durante a injeção sob alta pressão. O processo requer alta precisão com mudança de velocidade "lento-rápido-lento" para reduzir danos ao molde e ao produto, e minimizar o ruído devido a fortes vibrações. O tamanho da prensa de moldagem determina o tempo para esta etapa.
2. Injeção
Quando a cavidade do molde está completamente fechada, o cilindro aquecido e os grânulos de plástico derretido são transformados num estado fundido. O líquido é injetado no molde sob uma pressão muito elevada para preencher todos os detalhes da cavidade. Espera-se uma temperatura constante durante todo este processo.
3. Habitação
Depois de o plástico derretido encher o molde, é-lhe aplicada pressão. A pressão é mantida para garantir que o líquido preenche todas as partes da cavidade, de modo a que a peça produzida seja completamente idêntica ao molde.
4. Arrefecimento
O plástico derretido no interior da cavidade é deixado sozinho para arrefecer e solidificar na forma desejada. Os canais de arrefecimento no interior do molde, através dos quais a água e o óleo circulam rapidamente, facilitam o processo de arrefecimento. A espessura da peça e as propriedades do material influenciam o tempo de arrefecimento.
5. Ejeção
Após o arrefecimento, os pinos ejectores empurram a peça acabada para fora quando o molde abre. Estão estrategicamente posicionados para evitar danos na peça. O molde fecha-se e o ciclo continua.
6. Pós-processamento
Após a ejeção, a peça pode ainda estar quente, pelo que é necessário um arrefecimento adicional. São efectuadas outras operações secundárias, como o corte de materiais em excesso, a pintura e a montagem. Os controlos de qualidade e os resíduos de material podem ser reciclados e reinjectados no processo.
Compreender os tipos de moldagem por injeção
Os processos de moldagem por injeção dependem dos requisitos do produto. A sua classificação é feita de acordo com os sistemas especializados, o material e o design do molde.
Classificação por projeto de molde
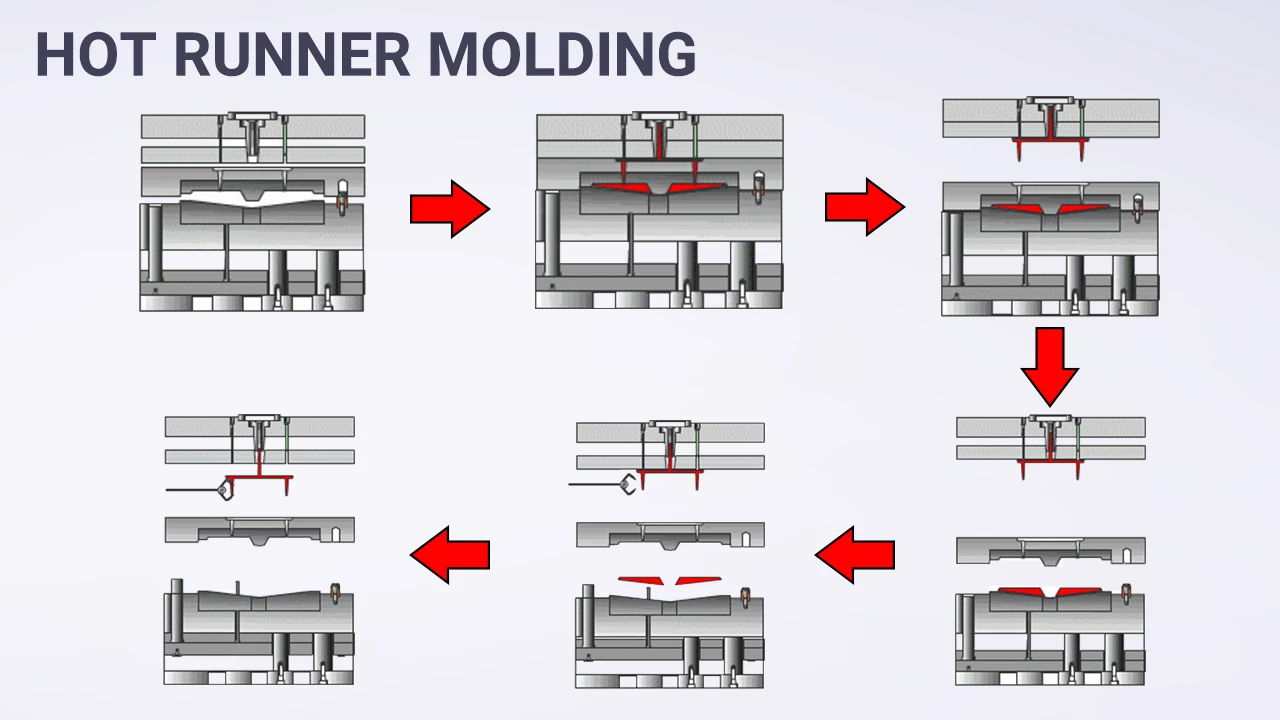
Moldagem por canais quentes
Moldagem por canais quentes é um sistema de alimentação com colectores aquecidos de varetas ou bobinas para manter o plástico fundido, impedindo-o de solidificar. Quando ejectada, a peça acabada sai sem os canais. A peça moldada sai limpa, sem plástico extra, o que reduz o desperdício e o tempo de ciclo. Por conseguinte, não há necessidade de retificação e pós-processamento.
Algumas limitações dos sistemas de canais quentes incluem os elevados custos de instalação e manutenção. Também é necessária uma especialização especializada para supervisionar o processo. Também é difícil limpar os canais ou garantir que os plásticos se esgotaram completamente, uma vez que estão escondidos. Isto torna-se um problema quando se lida com alterações de cor ou materiais sensíveis ao calor.
Moldagem por canais frios
O sistema de canais não é aquecido e o plástico solidifica-se juntamente com a peça. Após a ejeção, o canal é separado da peça acabada por corte ou aparagem. No entanto, isto depende da placa de molde utilizada, uma vez que algumas podem separar-se. São mais fáceis de manter, limpar, mudar de cor, iterações de design e trabalhar com diferentes materiais, uma vez que as portas e as posições dos canais são alteráveis.
Uma desvantagem deste sistema é o facto de gerar resíduos excessivos em cada ciclo. A possibilidade de retificação e reprocessamento afecta o produto final, uma vez que a utilização repetida altera as suas propriedades.

Classificação por materiais de moldagem por injeção
Moldagem por injeção de plástico
A forma mais utilizada de moldagem por injeção, utilizando polímeros termoplásticos e resinas termoendurecíveis como matérias-primas. O aquecimento dos granulados de plástico transforma-os em plástico fundido, introduzindo-os na cavidade do molde. Após o arrefecimento, estes adquirem a forma do molde. Os termoplásticos não sofrem uma degradação significativa das suas propriedades materiais, mesmo após uma utilização repetida. Os termoendurecíveis sofrem alterações químicas após o aquecimento, pelo que são difíceis de reutilizar.
Dicas: Normalmente, quando as pessoas se referem à "moldagem por injeção", estão a referir-se sobretudo à "moldagem por injeção de plástico". Se tem produtos de plástico que precisam de ser fabricados, recomendamos que visite a secção "Serviços de moldagem por injeção de plástico" para obter mais informações.

Moldagem por injeção de metal (MIM)
Utiliza matéria-prima de pós metálicos finos (aço inoxidável, titânio) misturados com um aglutinante plástico. Semelhante à injeção de plástico, é aquecido, injetado e arrefecido no molde. A parte que arrefece é designada por "parte verde"; no entanto, o processo ainda não está concluído. A peça verde é submetida a um processamento adicional, incluindo desbaste e sinterização, para remover o aglutinante de plástico e aplicar temperaturas elevadas para fundir as partículas de metal da peça final.
É vantajoso para criar peças metálicas que anteriormente não eram possíveis utilizando métodos tradicionais. No entanto, as suas principais limitação é o facto de ser um pouco dispendioso e estar limitado a peças de pequena dimensão e a volumes reduzidos.
Dicas: Clique para obter mais informações sobre "Tecnologia MIM“.

Classificação por processos especializados
Moldagem por injeção assistida por gás
Um gás inerte pressurizado (é utilizado o gás nitrogénio) é injetado no molde depois de o plástico fundido formar uma secção oca, aumentando assim a taxa de arrefecimento. Ajuda a reduzir o empeno e as peças obtêm um acabamento de superfície liso. No entanto, só é aplicável a moldes de cavidade única, uma vez que alguns materiais reagem com o gás e alteram as suas propriedades.
Dicas: Clique para saber mais sobre "Moldagem por injeção assistida por gás“.

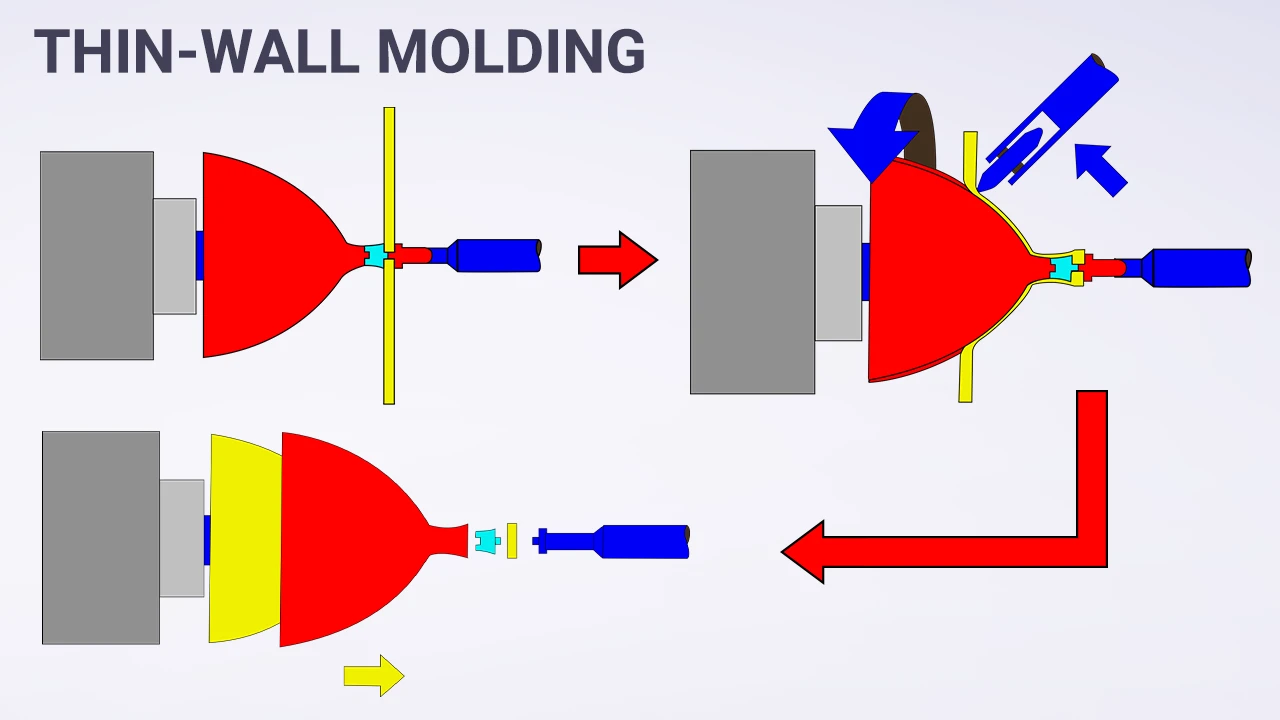
Moldagem de paredes finas
As paredes finas minimizam a utilização de material e reduzem os custos. Este processo cria peças com paredes muito finas (1-2mm). São necessárias máquinas especializadas para injetar plástico com a maior precisão e pressão para preencher totalmente a cavidade do molde. Ajuda a poupar recursos quando comparado com os métodos tradicionais.
A desvantagem deste processo é que estas máquinas de moldagem são muito caras e requerem pessoal especializado. A precisão de alto nível não é negociável para a moldagem de paredes finas, uma vez que não há espaço para erros.
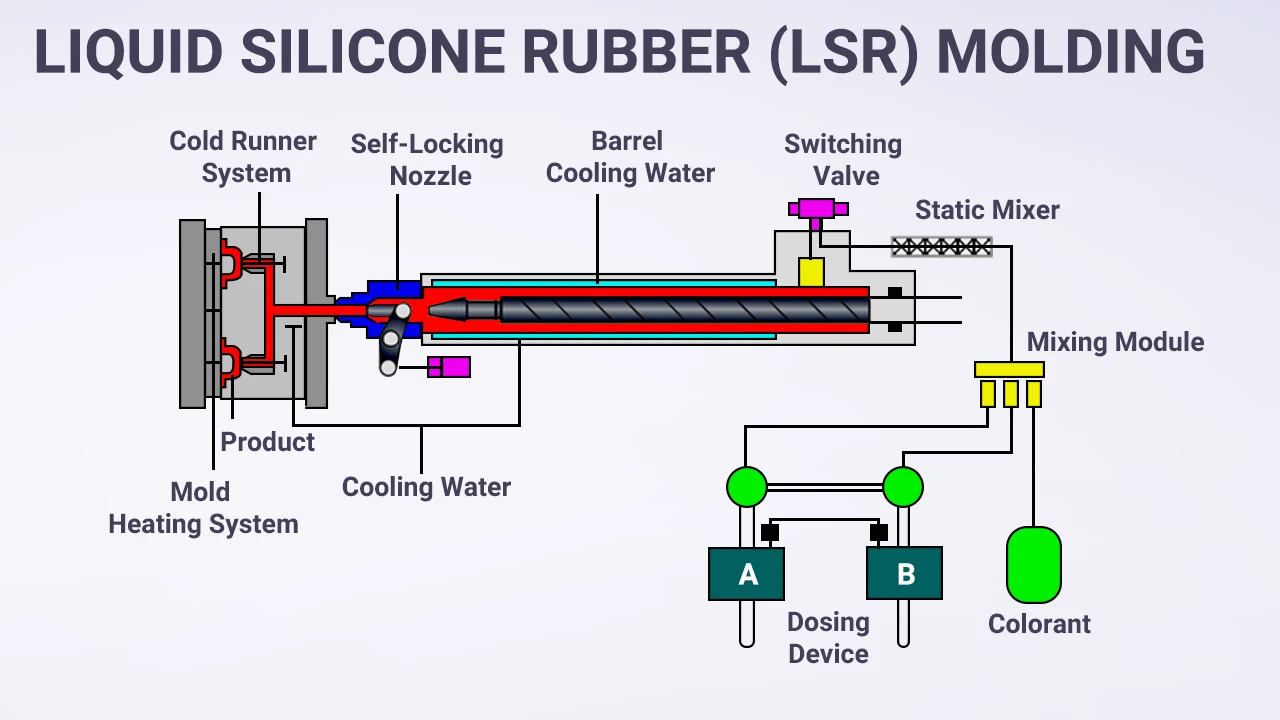
Moldagem de borracha de silicone líquida (LSR)
Foi concebido para a produção em grande escala de produtos de borracha. A borracha de silicone termoendurecida é injectada numa cavidade de molde aquecida e vulcanizada. É vantajoso armazenar como silicone líquido, eliminando a necessidade de derreter. Além disso, solidifica-se rapidamente e produz menos resíduos. Por outro lado, uma vez vulcanizado o silicone, o processo é irreversível e a maioria destes produtos de silicone não pode ser reciclada.
Dicas: Também pode estar interessado em "Moldagem por injeção de borracha“.
Moldagem por injeção de dois disparos
envolve a combinação de dois materiais diferentes ou duas cores do mesmo material num único ciclo de molde para formar uma única peça complexa. O processo utiliza uma máquina especial altamente automatizada com duas unidades de injeção. Durante a primeira injeção, um material rígido, como o plástico ABS, é injetado na cavidade e forma a primeira peça. O molde roda então e o segundo material, como o termoplástico macio, é injetado na nova cavidade e liga-se à primeira peça. Após a conclusão, a peça de dois materiais é ejectada, o que permite uma integração estrutural e estética sem nova montagem.
Dicas: Clique para ver "Como funciona a moldagem por injeção de dois disparos“.

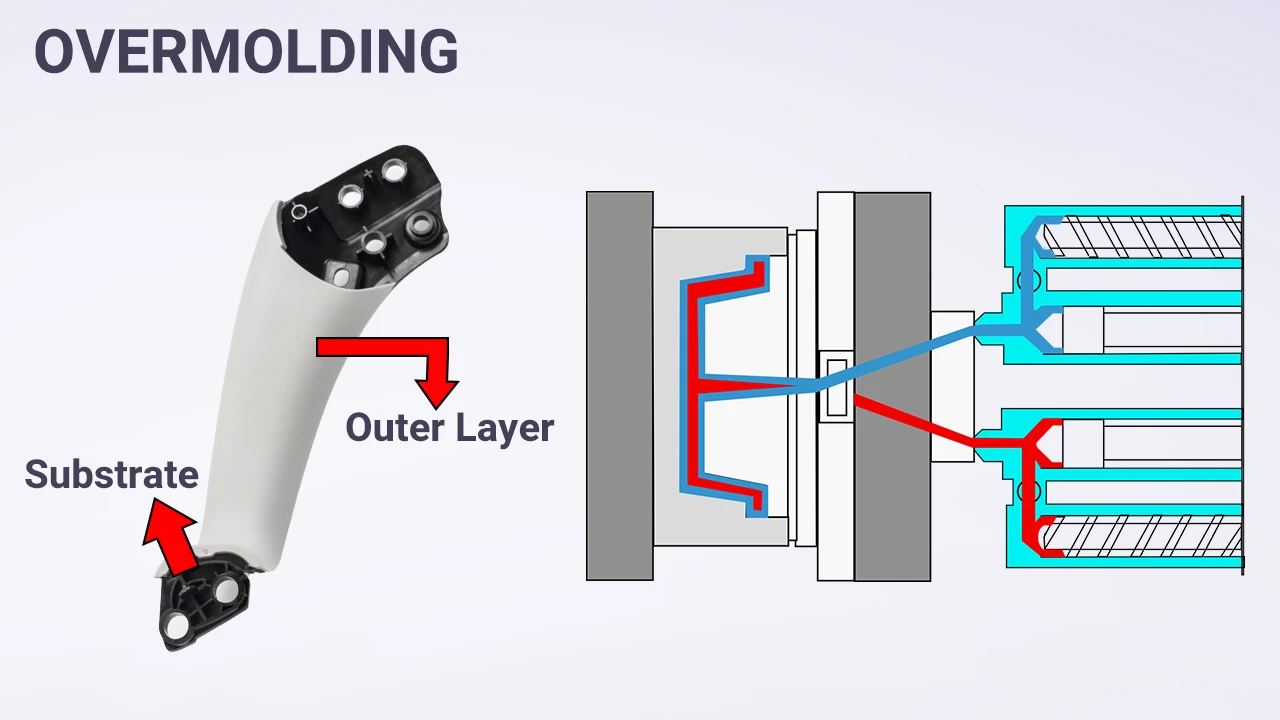
Sobremoldagem
É o processo de moldagem de um material em cima de uma peça pré-existente. Ocorre através da colocação do molde da primeira peça e, em seguida, da injeção de outro material no mesmo. Este método é útil na criação de peças robustas com propriedades combinadas de produtos como pegas, cabos de ferramentas ou escovas de dentes.
Dicas: Clique para obter uma compreensão mais aprofundada de "Sobremoldagem“.
Moldagem por inserção
Envolve a colocação de inserções de metal ou plástico (pré-formadas) no molde e, em seguida, a injeção de plástico. O plástico solidifica e forma-se à volta da inserção. Esta técnica cria produtos com propriedades de materiais combinados e elimina as pós-montagens. No entanto, este processo dificulta a desmontagem do produto para reparação e reciclagem.
Dicas: Clique para saber mais sobre "Moldagem por inserção“.

Componentes principais da máquina de moldagem por injeção e do molde
Todo o processo de moldagem assenta em componentes essenciais que trabalham em conjunto para transformar a matéria-prima num produto acabado.

Unidade de injeção
- Uma tremonha é o componente onde os projécteis entram no cano/rosca.
- O barril/parafuso aquece o material até ao estado fundido para facilitar o fluxo.
- O bocal é uma pequena abertura que liga o sistema de ejeção e a cavidade no fundo da máquina.
Os granulados de plástico são alimentados através da tremonha para o cilindro. O cilindro injecta o líquido fundido através de um bocal. Alguns outros canais (canais individuais) transferem o fluxo do bocal para a entrada da porta de injeção nas cavidades.
Unidade de fixação
- O cilindro de moldagem é responsável por segurar as metades do molde.
- Barras de atar alinhar o cilindro móvel e fornecer um suporte estrutural para evitar a deflexão, que pode causar flashes.
- O sistema ejetor utiliza um mecanismo de dupla ação que facilita a remoção da peça.
O cilindro móvel com uma metade desloca-se em direção ao cilindro fixo com a outra metade. As barras de pressão guiam este movimento para garantir que o cilindro fecha com um alinhamento perfeito. As forças de fecho são enormes para manter as duas metades hermeticamente fechadas sob alta pressão durante a injeção. Em seguida, o sistema de ejeção do cilindro móvel é ativado. Os pinos ejectores empurram a peça acabada para fora.
A cavidade do molde
Formado por duas secções. O lado fixo e o lado móvel que controlam a abertura e o fecho do molde. Aloja o sistema de canais e mantém o alinhamento do lado móvel através de casquilhos e pinos-guia. O seu alinhamento determina as dimensões exactas e a remoção suave do produto.
Sugestões: Poderá também estar interessado nas informações pormenorizadas sobre "cavidades do molde e núcleos do molde“.
O sistema de alimentação
- Os pinos de guia alinham as metades do molde durante o processo.
- Os sprues e os runners são o ponto de entrada do plástico fundido.
- A porta é uma pequena abertura que controla o fluxo de material na cavidade do molde.
O jito, as corrediças e as comportas trabalham em conjunto para direcionar o plástico fundido da unidade de injeção para a cavidade do molde. O canal de injeção liga o bocal ao sistema de canais. Os canais distribuem o fluxo de plástico derretido para as cavidades do molde através das portas.
Os canais de arrefecimento
São orifícios dentro das metades do molde que fazem circular água ou óleo para regular as temperaturas. Alojam uma unidade termo-reguladora que mantém a temperatura do fluido sob controlo. O arrefecimento mantém condições térmicas consistentes no interior da cavidade, afectando a qualidade da peça e o tempo de ciclo.
O sistema de ejetor
- Pinos ejectores: São pinos de aço localizados atrás da cavidade do molde. São empurrados para a frente quando o molde abre.
- Placas ejectoras: onde os pinos são montados.
- Pinos de retorno: Empurram as placas ejectoras para trás quando a peça é ejectada.
As placas ejectoras empurram os pinos para a frente; a peça é empurrada para fora do molde. Depois, os pinos de retorno empurram as placas ejectoras e os pinos de volta à sua posição original para se prepararem para o ciclo seguinte. Quando o sistema tiver sido totalmente reposto, emite um som de "pop" que assinala a retração completa. As peças delicadas são removidas utilizando ejectores hidráulicos para uma elevada precisão, enquanto que as barras de remoção mecânicas asseguram a consistência na remoção das peças.
Dicas: Clique para ver todas as informações relacionadas com "pinos ejectores“.
Relativamente à composição dos moldes, existe aqui um artigo muito detalhado que o ajuda a compreender todos os componentes, incluindo a cavidade, o núcleo e o fundo do molde. Por favor, clique em “Composição dos moldes de injeção de plástico“.

Materiais comuns de moldagem por injeção e suas propriedades
Os materiais poliméricos são a própria base da moldagem por injeção de plástico. Os polímeros ou plásticos, como são conhecidos, são grandes moléculas com unidades repetitivas. Todos os plásticos são polímeros, mas nem todos os polímeros são plásticos. As suas diferenças residem nas suas propriedades físicas e químicas.
Os polímeros são compostos químicos naturais constituídos por uma cadeia de moléculas ligadas quimicamente (monómeros). Um único tipo de monómero é designado por homopolímero. Dois ou mais monómeros formam um copolímero. As vantagens da utilização de polímeros são o facto de não libertarem fumos tóxicos quando queimados.

Plásticos são polímeros sintéticos extraídos do petróleo através do processo de polimerização. Existem duas categorias de plásticos:
- Termoplásticos: Têm cadeias lineares ou ramificadas. São macios quando aquecidos e endurecem ao arrefecer.
- Termoendurecível: Sofre alterações irreversíveis uma vez endurecido/aquecido.
- Elastómeros: Apresentam uma elasticidade semelhante à da borracha. Podem voltar à sua forma original após o aquecimento.
Uma vez que os plásticos são considerados polímeros, apresentam estruturas semelhantes às dos polímeros. As principais vantagens da utilização de plásticos são o baixo custo de produção, a elevada relação resistência/peso e a sua versatilidade [3] [4].
Para além da utilização de polímeros como material de base para a moldagem por injeção, outros materiais, tais comos metais, são utilizados. O processo é designado por moldagem por injeção de metal (MIM). A maioria dos materiais metálicos utilizados no MIM incluem: Ligas ferrosas (aços-ferramenta, aços inoxidáveis, ligas magnéticas ferro-níquel, ligas especiais "Kovar & Invar"), Ligas de tungsténio, Metais duros (carbonetos cementados) e materiais especiais como os compósitos.

O quadro que se segue apresenta-lhe os tipos de materiais poliméricos utilizados na moldagem por injeção e as suas aplicações.
Tabela de propriedades e aplicações de materiais comuns de moldagem por injeção
| Categoria | Material (Abreviatura) | Propriedades principais | Aplicações | Notas |
|---|---|---|---|---|
| Objetivo geral | PP | Leve, resistente a produtos químicos | Contentores, Peças para automóveis | O plástico mais versátil e económico. |
| PE | Resistente a impactos, isolante elétrico | Brinquedos, isolamento de cabos | Disponível em Tipos de PEAD e PEBD. | |
| PS | Rígido, Baixo custo | Artigos de mesa, Embalagens | Existe nas qualidades cristal (GPPS) e de alto impacto (HIPS). | |
| PVC | Retardador de chama, resistente às intempéries | Tubos, revestimento de cabos | Pode ser rígido ou flexível com plastificantes. | |
| ABS | Resistente a impactos, bom acabamento | Caixas de eletrónica, interiores de automóveis | Equilíbrio perfeito entre resistência, custo e processabilidade. | |
| Plásticos de engenharia | PA | Alta resistência, resistente ao desgaste | Engrenagens, rolamentos | Conhecido como Nylon, requer uma pré-secagem. |
| PC | Resistente a impactos, Transparente | Óculos de segurança, componentes electrónicos | Resistência excecional, mas com tendência para riscar. | |
| POM | Elevada rigidez, baixa fricção | Engrenagens de precisão, fechos de correr | Muitas vezes designado por "acetal", comporta-se como metal. | |
| PET | Alta resistência, boa barreira | Garrafas, peças de engenharia | Requer um grau especializado (PETG) para maior clareza. | |
| PBT | Resistente a produtos químicos, Dimensionalmente estável | Conectores, componentes para automóveis | Cristaliza mais rapidamente do que o PET para facilitar a moldagem. | |
| Alto desempenho | PPS | Alta resistência ao calor, quimicamente inerte | Sensores para automóveis, peças industriais | Um polímero de engenharia soberbo e altamente durável. |
| PEEK | Resistente ao calor, mecanicamente forte | Peças aeroespaciais, implantes médicos | Desempenho de topo com um custo elevado. | |
| PEI | Alta resistência, retardador de chama | Tabuleiros esterilizáveis, interiores aeroespaciais | Uma alternativa transparente e de elevado desempenho para PC. | |
| Elastómeros | TPE | Toque suave, Reciclável | Punhos, vedantes | Pode ser moldado como plástico, mas tem um toque de borracha. |
| TPU | Resistente à abrasão, Elástico | Capas de telemóvel, solas de sapatos | Excelente resistência ao desgaste entre os elastómeros. | |
| TPV | Resistente às intempéries, durável | Vedantes para automóveis, fitas de proteção contra intempéries | Excelente substituto para a borracha termoendurecida. | |
| Bioplásticos | PLA | De base biológica, compostável | Recipientes para alimentos, impressão 3D | O bioplástico mais comum, mas sensível ao calor. |
| Metais MIM | 316L | Resistente à corrosão, Forte | Ferramentas médicas, estojos para relógios | Ideal para peças metálicas pequenas e complexas através de MIM. |
| 17-4PH | Elevada resistência, resistente | Componentes de armas de fogo, ferramentas dentárias | Pode ser tratado termicamente após a moldagem para obter uma elevada resistência. | |
| NMT Metais | Liga de Al | Leve, boa resistência | Molduras para telemóveis, capas para computadores portáteis | O metal principal para peças híbridas de plástico NMT. |
| Liga de Mg | Muito leve, alta resistência | Armações de drones, caixas electrónicas | Excelente relação resistência/peso para NMT. | |
| Aço inoxidável | Alta resistência, resistente à corrosão | Dispositivos portáteis, chaves do carro | Fornece um esqueleto metálico forte através de NMT. |
Materiais modificados
Os materiais de moldagem por injeção são utilizados em muitas aplicações. Para melhorar o seu desempenho, estes materiais são frequentemente modificados com outros polímeros ou aditivos. Alguns dos materiais modificados podem ser;
- Plásticos modificados com fibra de vidro: Adição de fibras de vidro a materiais como o nylon e o policarbonato. Tornam-nos mais fortes e mais rígidos.
- Plásticos reforçados com fibra de carbono: Aplicável quando a relação resistência/peso é altamente necessária, como nos componentes aeroespaciais.
- Polímeros com enchimento mineral: Os minerais como o carbonato de cálcio e o talco aumentam a rigidez dos polímeros.
- Misturas e ligas de polímeros: Envolvem a mistura de diferentes polímeros para construir um novo material. Por exemplo, o PC&ABS cria um excelente material utilizado em painéis de instrumentos de automóveis e caixas de computadores.
- Adição de aditivos: Os aditivos normalmente utilizados incluem: corantes e pigmentos, estabilizadores UV, plastificantes e retardadores de chama. Estes aditivos aumentam as propriedades funcionais dos polímeros.

A escolha do material polimérico para um determinado fim é uma dor de cabeça para os engenheiros. No entanto, com as estratégias corretas e respondendo às perguntas certas, é possível escolher os materiais mais adequados. Aqui está um guia detalhado sobre o que deve ser considerado para descobrir o que melhor se adapta aos seus objectivos..:
- Os requisitos da peça: A peça deve ser forte, durável, transparente, elástica ou macia? Vai ser utilizada para fins alimentares ou médicos? Será utilizada no exterior? Responder a estas perguntas é o primeiro passo para encontrar o material correto para o produto.
- O orçamento: O custo é o principal fator, sendo o material mais acessível o primeiro a considerar. Em termos gerais, os plásticos de base como o PP são mais económicos, os plásticos de engenharia como o PC e o Nylon têm um custo mais elevado e os plásticos modificados são os mais caros.
- O ambiente operacional: Considere o local onde o produto vai ser utilizado. Estará sujeito a ambientes como a temperatura, a acidez, as condições alcalinas, o stress e a tensão, entre outros? Isto ajudá-lo-á a eliminar materiais inadequados.
- Propriedades mecânicas do material: Estas propriedades explicam como um determinado tipo de material se deve comportar em determinadas condições. A peça deve resistir a várias forças físicas, consoante o local onde é utilizada.
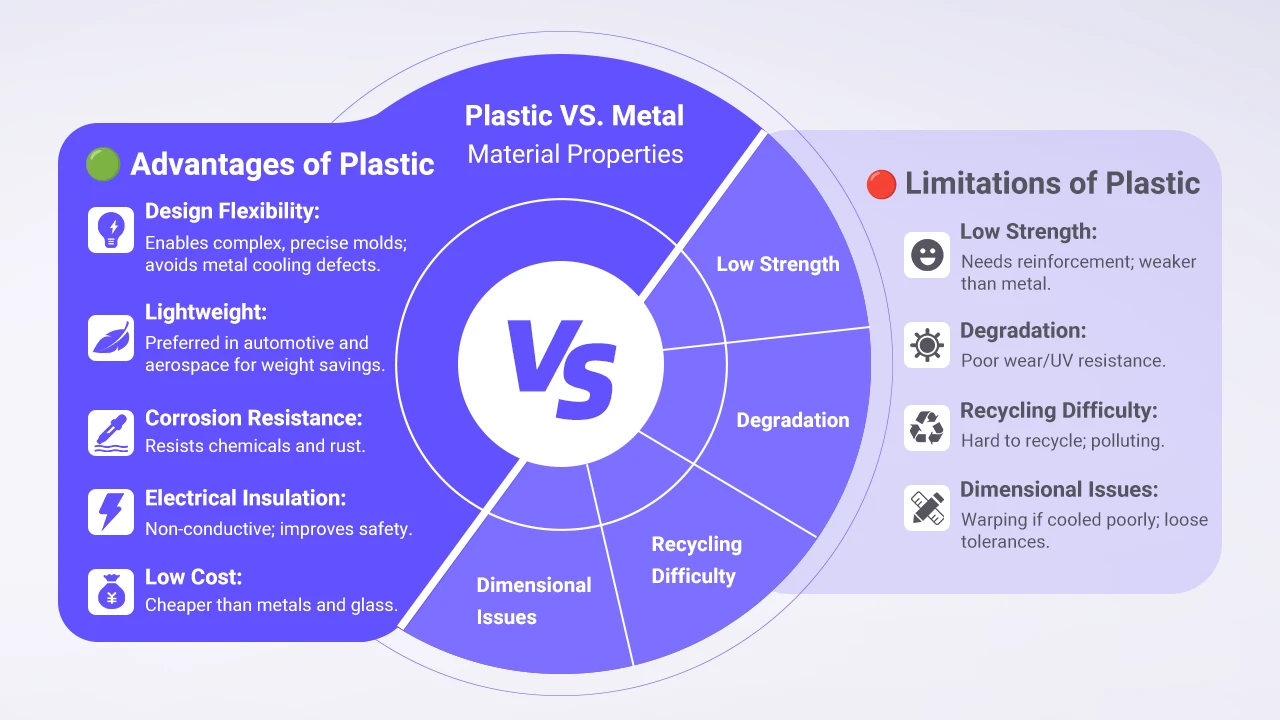
Vantagens e limitações do plástico na moldagem por injeção em comparação com outros materiais
A moldagem por injeção utiliza diferentes materiais. No fundo, os plásticos tornaram-se dominantes com um conjunto único de vantagens e limitações.
| Vantagens | Limitações |
|---|---|
| Flexibilidade de design na criação de geometrias complexas e designs intrincados (sobremoldagem). Os plásticos fundidos podem alcançar todas as partes da cavidade detalhada. Outros materiais, como os metais, têm um fluxo limitado e tensões de arrefecimento, arriscando defeitos como o enrolamento. | Em termos de capacidades estruturais, como a resistência e a rigidez, os plásticos não se comparam aos metais. É por isso que a maioria deles é reforçada com materiais como a fibra para melhorar a sua resistência. |
| Os plásticos são mais leves do que outros materiais, como os metais, o que os torna importantes em aplicações como a indústria automóvel e aeroespacial. | Os plásticos são susceptíveis ao desgaste e à degradação pelos raios UV, especialmente quando estão sujeitos a fricção e calor elevados. |
| Ao contrário dos metais, os plásticos resistem à corrosão e aos produtos químicos. | A utilização de plásticos tem causado muitos problemas ambientais, principalmente porque é difícil reciclar os plásticos sem perder as suas propriedades. |
| Os componentes de plástico são ideais para o isolamento térmico de bandas eléctricas, reduzindo o risco de choques, enquanto os metais são condutores naturais. | Os plásticos têm instabilidade dimensional, como a deformação, se não forem concebidos ou arrefecidos adequadamente, enquanto os metais e as cerâmicas podem atingir tolerâncias elevadas. |
| Os plásticos são relativamente baratos de fabricar quando comparados com materiais tradicionais como o vidro e o metal. |
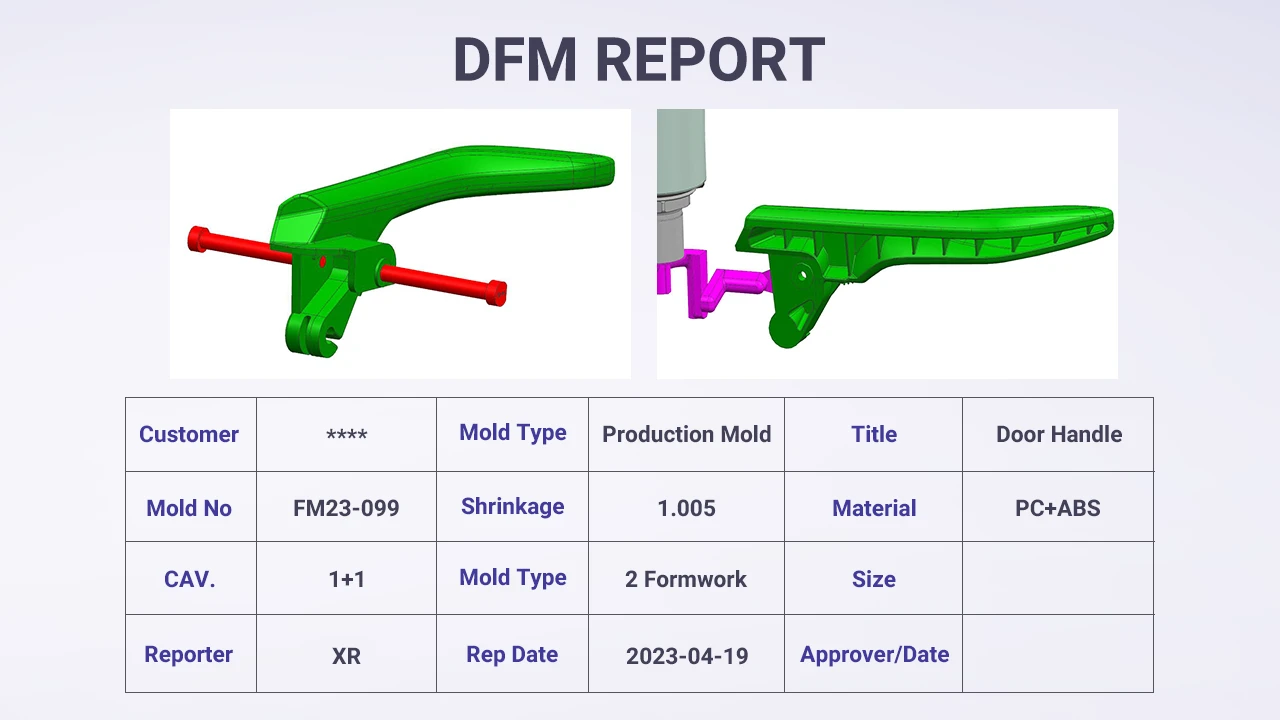
Conceção para fabrico (DFM)
Para que um produto seja bem sucedido e tenha um bom desempenho no mercado, o seu sucesso depende em grande medida das decisões tomadas durante a fase de conceção e engenharia. A DFM envolve a conceção de uma peça ou produto para funcionar com as limitações específicas e os processos de fabrico. Todos os profissionais (designers, engenheiros) são envolvidos desde o início para ajudar a evitar problemas como custos, atrasos e perda de tempo. Fundamentalmente, este é um serviço que qualquer fábrica de moldagem por injeção deve prestar aos seus clientes. No entanto, algumas fábricas incluem o DFM como parte do seu orçamento padrão, enquanto outras podem cobrar por ele como um serviço separado. Mas tudo isto depende do âmbito do projeto e da negociação entre o cliente e a fábrica [5].
Princípios fundamentais de DFM na moldagem por injeção
- Espessura uniforme da parede: Uma espessura de parede consistente da peça é importante. Por exemplo, uma espessura uniforme de 2-3 mm garante um arrefecimento uniforme para evitar defeitos como vazios e marcas de afundamento.
- Ângulos de projeto: Um ângulo de inclinação é um cone adicionado a uma parede vertical para permitir uma ejeção suave e evitar que a peça fique colada ou riscada. Um ângulo de inclinação de 1°-2° em superfícies lisas, 5° em superfícies não texturadas, 3° em texturas ligeiras, e 5° ou mais em texturas pesadas.
- Raios e filetes: Ajudam a reduzir a tensão nos pontos de canto e permitem que o material flua facilmente. O raio dos filetes deve ser 25-50% da espessura normal da parede.
- Costelas, bainhas e reforços: As nervuras reforçam as paredes sem as tornar espessas e evitam a deformação. Devem ter 40-60% da espessura normal da parede. As saliências são cilíndricas e servem de pontos de montagem para os fixadores, ajudando também no alinhamento dos componentes. Não devem exceder 60% da espessura total da parede. Os reforços são triangulares e reforçam as nervuras e os ressaltos, tornando-os mais estáveis.
- Rebaixos: um corte inferior (clipes, ganchos) dificulta a ejeção suave da peça. Evitar estas caraterísticas reduz o custo das ferramentas.
- Cantos: A adição de cantos em arestas vivas minimiza o stress. Os cantos redondos também reduzem o encolhimento. O raio interno deve medir 50% da espessura da parede. O raio externo é o soma da espessura da parede e do raio interno.

Dicas: Poderá estar interessado em "Guia completo para DFM" e "O que é a análise do fluxo de molde“.
O papel da moldagem por injeção nas aplicações industriais
A moldagem por injeção fornece as especificações e qualidades únicas necessárias para várias indústrias. Tem desempenhado um papel fundamental na resolução de alguns problemas de fabrico para as indústrias.
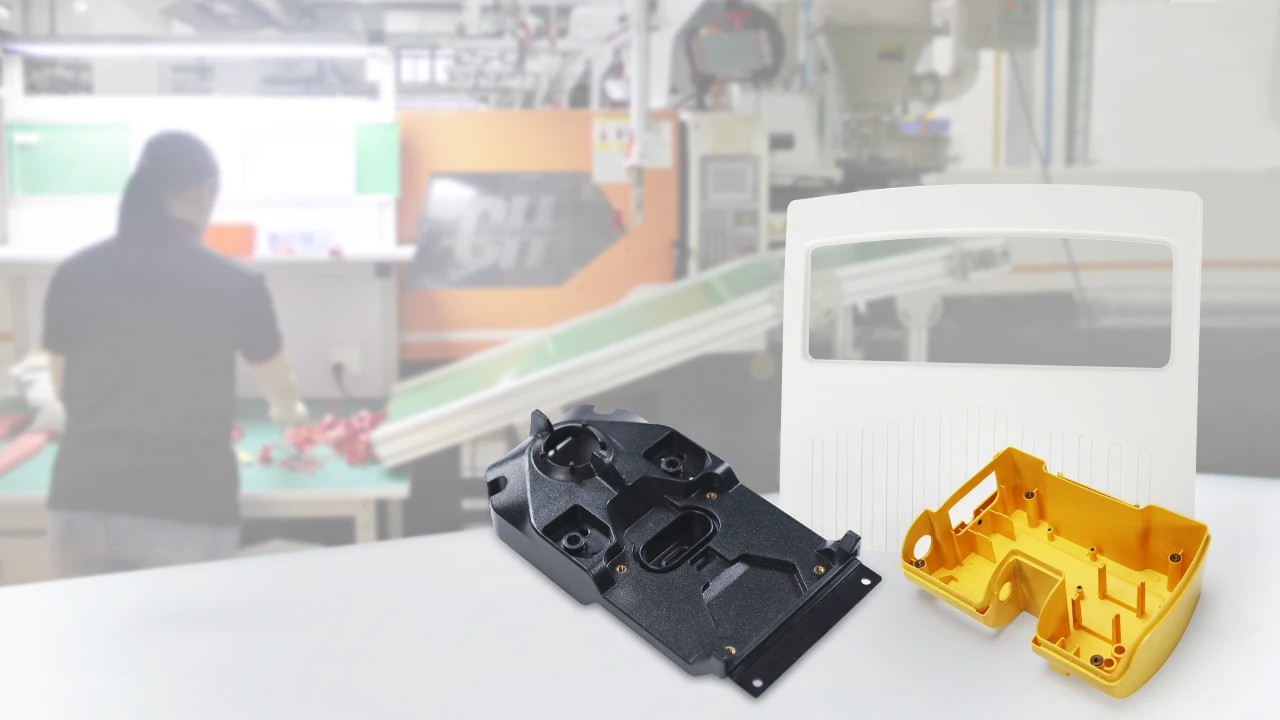
Fabrico de peças para automóveis
A indústria automóvel necessita de um painel de instrumentos interior durável, único e leve que possa acomodar aberturas de ventilação e outros componentes, mantendo a sua estética. A moldagem por injeção pode produzir painéis de instrumentos como uma peça única sem necessidade de montagem. Utilizando polímeros como o ABS, concebemos moldes que se assemelham à sua forma, incorporando caraterísticas e texturas complexas. Diferentes tipos de moldagem, como o overmold e o two-shot, melhoram o aspeto e o toque do painel de instrumentos.
Outras aplicações da moldagem por injeção na indústria automóvel incluem:
- Para-choques
- Caixas dos espelhos.
- Suportes para copos.
Produção de componentes de eletrónica de consumo
Produção de invólucros finos, leves e resistentes para smartphones que protegem a eletrónica interna sensível. Com capacidades avançadas de moldagem por injeção, os plásticos como o policarbonato são duráveis e incrivelmente leves. Inclusão de nervuras e saliências para suporte, pontos de montagem para placas de circuito e portas de recorte num único ciclo de fabrico.
Outros componentes padrão nesta indústria incluem:
- Interruptores eléctricos.
- Caixas e invólucros para placas de circuito impresso.
- Condutas.
- Componentes para computadores portáteis e de secretária.
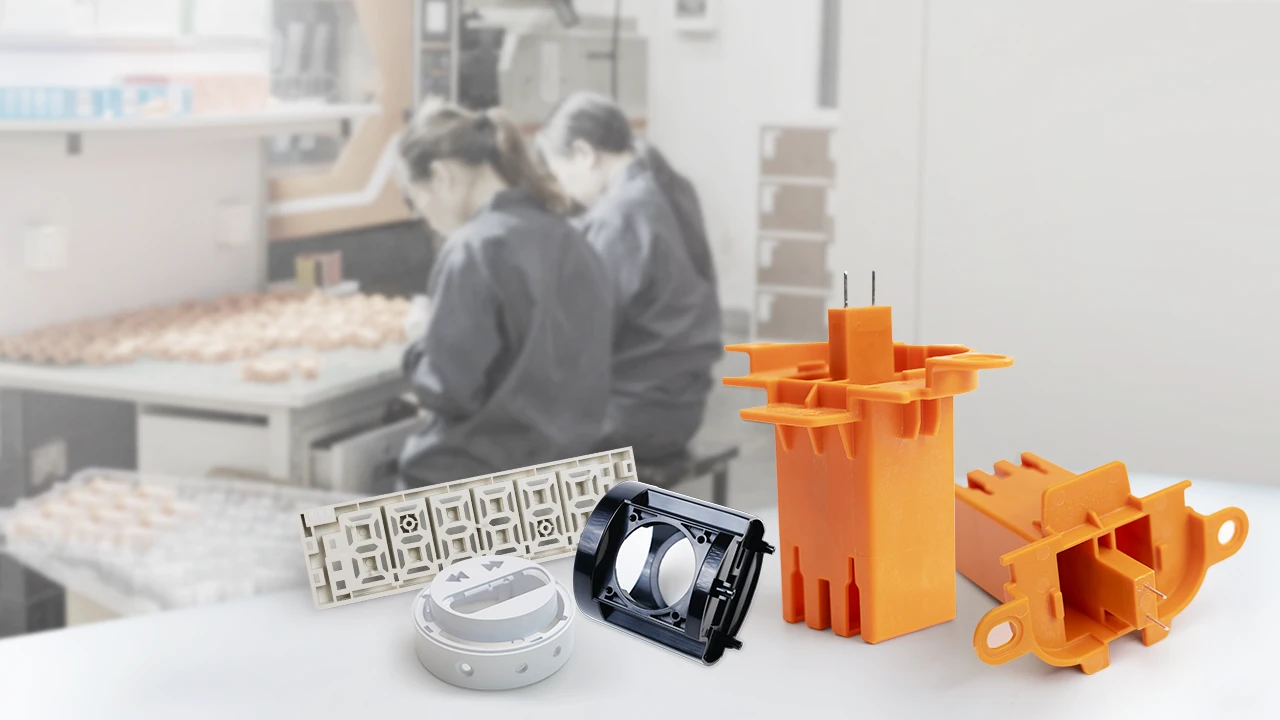
Fabrico de peças para dispositivos médicos
A conceção e o fabrico de canetas injectoras de insulina pela indústria médica estão a revolucionar os cuidados com a diabetes. Substituíram as seringas propensas a erros por seringas portáteis de dose mensurável. Utilizando IM, é possível fabricar designs ergonómicos (mostradores e botões), o que ajuda na autoadministração. Os materiais PC e ABS são conhecidos por manterem a esterilidade. O fabrico destas canetas em grandes quantidades reduz o custo unitário, tornando-as acessíveis ao público em geral.
- Público em geral.
- Outros artigos médicos produzidos através do IM são
- Cateteres.
- Tubos.
- Implantes.

Fabrico de componentes aeroespaciais
A necessidade da indústria aeroespacial de componentes de cabine de aeronaves que sejam duráveis, leves e robustos é crucial para garantir a segurança dos passageiros e reduzir o consumo de combustível. A IM utiliza polímeros especializados e de elevado desempenho, como o PEEK e o PEI, que são leves e resistentes. Da mesma forma, com a capacidade de criar geometrias complexas, é possível produzir peças como estruturas de ventilação e fivelas de cintos de segurança para a cabina.
Algumas outras peças fabricadas através de moldagem por injeção são
- Painéis
- Componentes do chassis.
- Suportes e fixações.
- Componentes do cockpit.
Produção de produtos de embalagem
A indústria de embalagens utiliza materiais plásticos para instalações de armazenamento de alimentos e bebidas. Estes recipientes têm de ser de qualidade alimentar, de baixo custo e duradouros. A moldagem por injeção domina esta indústria, criando uma vasta gama de recipientes com materiais de qualidade alimentar como o PET e o PVC. A produção de peças ocorre em grandes volumes com todos os tipos de desenhos e formas. Os recipientes de PEAD são fabricados com tampas e pegas a um custo extremamente baixo.
Outras peças habitualmente fabricadas para esta indústria são:
- Sistemas de transporte.
- Sobretudos.
- Componentes do equipamento de processamento.

Fabrico de pequenos componentes de construção
A necessidade da indústria da construção de materiais de construção como tubos e acessórios utilizados em sistemas de canalização e drenagem requer métodos de produção eficientes. A utilização de materiais em PVC para criar peças como cotovelos, acopladores e tês ajuda na resistência à corrosão. A sua elevada resistência para evitar fugas. Estas peças são produzidas em grandes quantidades para garantir um fornecimento contínuo que satisfaça as exigências da construção.
Os elementos habitualmente produzidos no sector da construção incluem:
- Produto do sistema HVAC.
- Peças para janelas e portas.
- Isolamento e fixadores.
- Carcaças de ferramentas eléctricas portáteis.

Custo e otimização da moldagem por injeção
A gestão dos custos é o ponto fulcral para o sucesso de qualquer projeto de moldagem por injeção. A IM é preferível devido ao seu baixo custo unitário com uma produção de grande volume. Uma análise cuidadosa dos custos é essencial para um desempenho de topo nestas áreas críticas: ferramentas, materiais e produção [6].
Os dois principais custos: Ferramentas (molde) vs, preço unitário (peça)
O custo das ferramentas é o maior investimento inicial na moldagem por injeção. Os moldes podem custar milhares de dólares, dependendo do processo de maquinação utilizado no fabrico do molde e de outros factores, como o tipo de material.
O preço unitário (peça) é o custo incorrido para produzir cada peça durante a produção. Envolve mão de obra, tempo de máquina e custo de material.
Principais factores que determinam o custo do molde
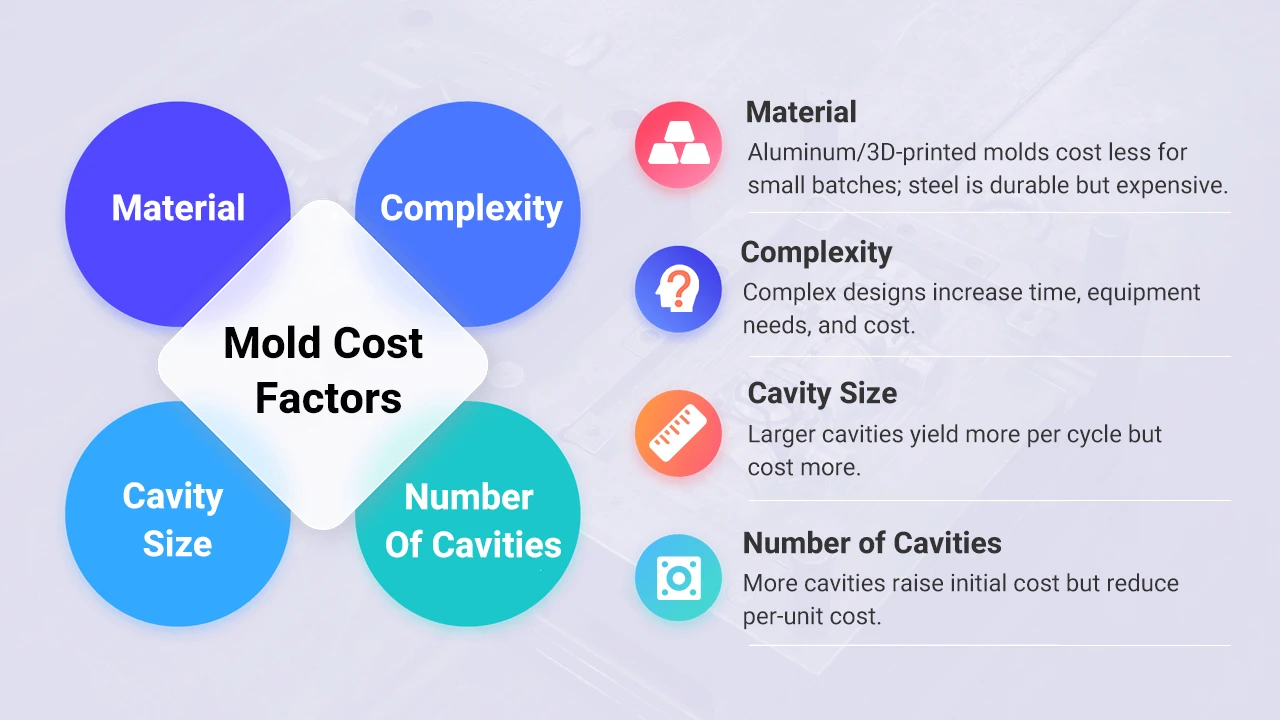
Material do molde: Os materiais variam em termos de durabilidade e custo, afectando a eficiência global do processo de fabrico. Os moldes de alumínio e os moldes impressos em 3D são menos dispendiosos e mais adequados para uma produção de baixo volume. Por outro lado, o custo do aço proporciona uma vida útil alargada da ferramenta.
Complexidade do molde: Os custos de conceção e fabrico de moldes com geometrias complexas são um pouco mais elevados. São necessárias máquinas especializadas para estes moldes e os tempos de produção são mais longos. O equilíbrio entre estes custos e as considerações de conceção é, portanto, essencial.
Tamanho da cavidade do molde: As cavidades de grandes dimensões podem conter grandes volumes de materiais e produzir mais peças por ciclo. No entanto, devido ao tamanho dos moldes, são mais caras. Pelo contrário, as cavidades mais pequenas são rentáveis devido à sua simplicidade e à reduzida utilização de material.
Número de cavidades: As cavidades múltiplas criam mais peças por ciclo, aumentando o custo das ferramentas mas reduzindo o custo por unidade.
Estratégias para otimização de custos (lado da fábrica e lado do cliente)
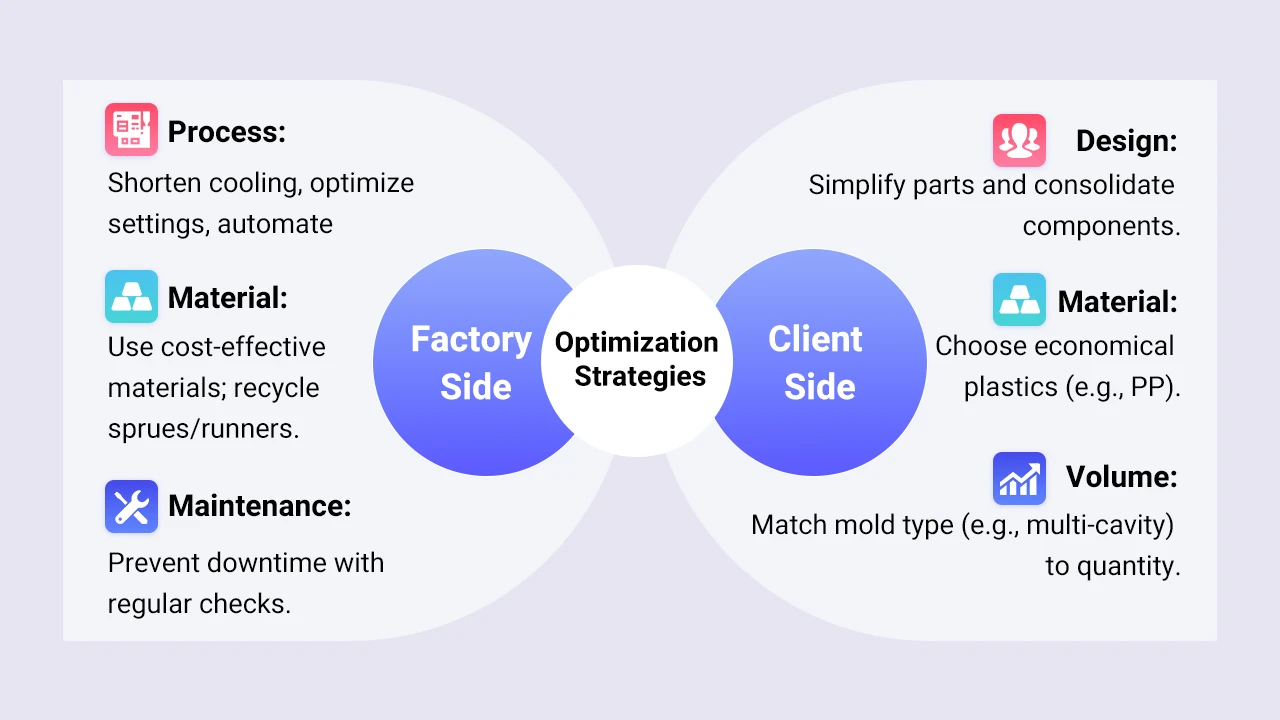
Lado da fábrica:
Processo e produção: Algumas estratégias no âmbito da produção podem ajudar a otimizar o custo da moldagem por injeção. Estas incluem: tempos de arrefecimento, afinação das definições da máquina, automatização de tarefas para aumentar as taxas de produção e redução de custos.
Gestão de materiais e resíduos: A escolha de materiais disponíveis e menos dispendiosos pode reduzir significativamente os custos. Reduzir o desperdício de materiais durante o processo de moldagem através da utilização de sistemas de canais quentes ou da reciclagem de materiais remanescentes de sprues e canais.
Manutenção: A manutenção regular das máquinas de produção evita paragens imprevistas, garantindo a consistência.
Lado do cliente:
Conceção de peças: A simplificação do design reduz o tempo e o custo da maquinação do molde. A combinação de diferentes componentes numa única peça minimiza a necessidade de montagem e mão de obra, reduzindo o custo global.
Seleção de materiais: A escolha do material para o produto afecta diretamente o custo de produção. A utilização de plásticos como o polipropileno (PP) para uma peça não crítica pode ser mais barata e continuar a servir o mesmo objetivo.
Volume de produção: O número de peças produzidas determina a dimensão do molde utilizado com base no investimento do cliente. Por exemplo, um projeto de grande volume requer moldes mais duráveis e com várias cavidades, o que afecta o investimento inicial.
Dicas: First Mold preparou um artigo profissional que detalha custos de moldagem por injeção. Pode clicar para conhecer os componentes específicos dos custos de moldagem por injeção e os métodos para os reduzir.
Defeitos comuns na moldagem por injeção e normas de aceitação para produtos moldados por injeção
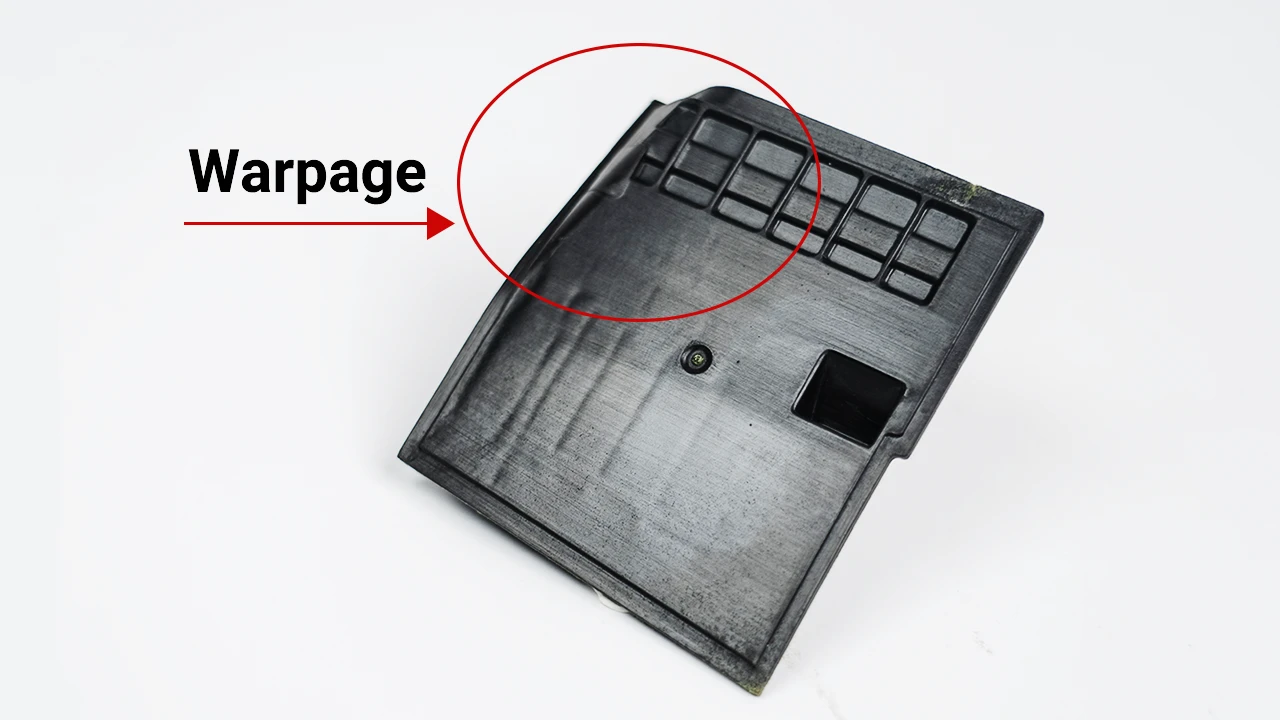
O processo de moldagem por injeção é um método de fabrico fiável pela sua versatilidade e eficiência. Apesar disso, não acontece sem desafios específicos, como defeitos que podem surgir e levar a problemas significativos, como comprometer a integridade do produto. Podem alterar a eficiência dos custos, a velocidade e encurtar a vida útil do produto. Resultam de uma conceção deficiente, de falhas no controlo de qualidade, de erros no processo de produção e muito mais.

Para um guia aprofundado sobre os defeitos, ver este documento técnico defeitos de moldagem por injeção.
Se estiver interessado em cada tipo de defeito de moldagem por injeção, pode consultar a tabela abaixo para navegar para a página correspondente e obter uma compreensão mais aprofundada.
| Tiros curtos | Flash | Página de guerra | Bolhas | Marcas de queimaduras |
| Descoloração | Raias de prata | Linhas de soldadura | Marcas de pia | Marcas de fluxo |
| Marcas de ejeção |
A aceitação de um produto moldado é o nível aceitável de defeitos. Isto depende das normas e critérios específicos que a sua peça deve cumprir, incluindo o acabamento da superfície, o desempenho funcional e a precisão dimensional. Para saber como um processo de controlo de qualidade do mundo real garante a aceitação da peça, consulte aqui: Normas de qualidade e aceitação para peças moldadas por injeção.
Controlo de qualidade para peças moldadas por injeção
O controlo de qualidade na moldagem por injeção garante que as peças produzidas cumprem todas as especificações exigidas. Estas especificações incluem: controlos pré e pós-produção e monitorização dos processos em curso [7].
As tolerâncias dimensionais são as variações que são aceites quando se trata das dimensões de uma peça. Por exemplo, quando se produzem peças idênticas, é impossível obter uma correspondência completa. Estas tolerâncias têm alguns limites antes de serem consideradas um defeito. Isto é útil na montagem para garantir que todas as peças se encaixam umas nas outras.
Dimensionamento Geométrico e Tolerância (GD&T) é uma linguagem que define a necessidade funcional da geometria de uma peça. É sobretudo utilizada em desenhos de engenharia para controlar as formas, a localização e a orientação das caraterísticas. A GD&T ajuda no fabrico de peças moldadas que têm de ser acopladas a outros componentes. Os desenhadores utilizam a GD&T para os orientar no tratamento de caraterísticas não críticas e para afrouxar as tolerâncias, o que reduz os custos de fabrico.

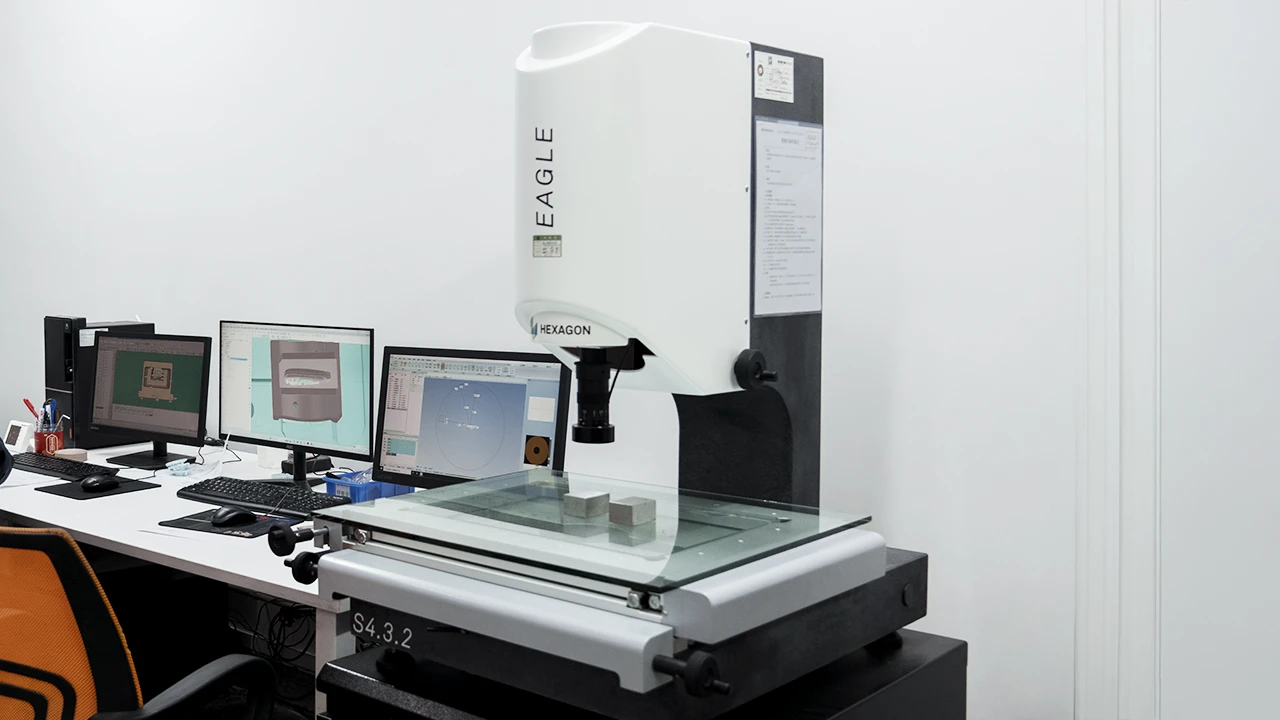
Métodos de inspeção
Devem ser aplicados métodos de inspeção para garantir que as peças cumprem a sua precisão dimensional. Alguns desses métodos são:
- Inspecções visuais: Esta é a primeira linha de defesa na verificação de defeitos nas peças, como marcas, flash, descoloração ou riscos.
- Paquímetros e micrómetros: Utilizar ferramentas manuais para verificações dimensionais rápidas, mas para geometrias complexas, são necessárias ferramentas mais avançadas.
- Inspeção do primeiro artigo (FAI): Um novo molde passa por esta verificação antes de iniciar as suas operações. Todas as caraterísticas, dimensões e notas incluídas nos desenhos são inspeccionadas e documentadas.
- Máquina de medição por coordenadas (CMM): Esta é uma ferramenta de inspeção avançada que mede as dimensões de um produto, especialmente de peças complexas.
Controlo e monitorização de processos
São estratégias utilizadas para garantir a qualidade da peça durante o processo de produção.
- Monitorização de processos em tempo real: Utilização de sensores incorporados nas máquinas para recolher dados críticos como a temperatura, a pressão e o tempo. Estes dados ajudam a efetuar ajustes rápidos e a evitar defeitos.
- Controlo Estatístico do Processo (SPC): Utiliza dados estatísticos para monitorizar e controlar a produção. Os gráficos de controlo traçados orientam o processo de produção. Se os dados se desviarem do intervalo aceitável, isso indica que existe um problema no processo.
- Monitorização da pressão da cavidade: Os sensores colocados na cavidade do molde medem a pressão do plástico fundido. Produzem uma curva visível que mostra a qualidade da peça.

Como escolher um fornecedor de moldes de injeção?
Um fornecedor adequado para a moldagem por injeção determina o sucesso do seu projeto. Eles afectam não só as peças, mas também podem ajudar a poupar tempo e dinheiro.

Eis como escolher o mais adequado:
- Avaliar a qualidade e as certificações: Isto não é negociável. Ter certificações como a ISO 9001 mostra o compromisso de um fornecedor com a qualidade. As indústrias especializadas têm certificações como a ISO 13485 para produtos médicos e a IATF 16949 para produtos automóveis. Além disso, inspeccione o seu processo de controlo de qualidade e a qualidade do equipamento que utilizam.
- Localização e logística: Um fornecedor local reduz os prazos de entrega e facilita a comunicação em comparação com os fornecedores estrangeiros, o que conduz a uma rápida execução dos projectos. No entanto, outros aspectos, como os custos de mão de obra e de ferramentas, dependem de quem pode oferecer custos acessíveis, o que é vital para projectos rentáveis.
- Orçamentos e custos: É essencial dedicar algum tempo à análise de orçamentos e à comparação de preços para obter o melhor negócio possível. Pergunte sobre MOQs para projectos de baixo volume e propriedade de ferramentas.
- Avaliar as suas capacidades: A experiência do fornecedor deve estar alinhada com os objectivos do seu projeto. A gama de máquinas disponíveis, a sua experiência em projectos simples e complexos, o processo de pós-moldagem e a oferta de serviços DFM são factores a considerar.
- O contrato com o fornecedor: Para proteger a empresa e os seus produtos, é essencial rever o âmbito do contrato para evitar futuros mal-entendidos. Alguns elementos dos contratos incluem: preços, condições de pagamento, calendários de entrega, etc.
Dicas: O primeiro molde recomenda a sua leitura:
- 8 Fornecedores recomendados de moldagem por injeção online
- 10 empresas de moldagem por injeção recomendadas no México
- 10 Fabricantes de Moldes de Injeção Recomendados na China
Mercados e tendências da moldagem por injeção
Os desenvolvimentos recentes conduziram ao crescimento da GI. As receitas provenientes da venda de plásticos às indústrias de MI são a fonte das projecções e estimativas do mercado [8] [9].
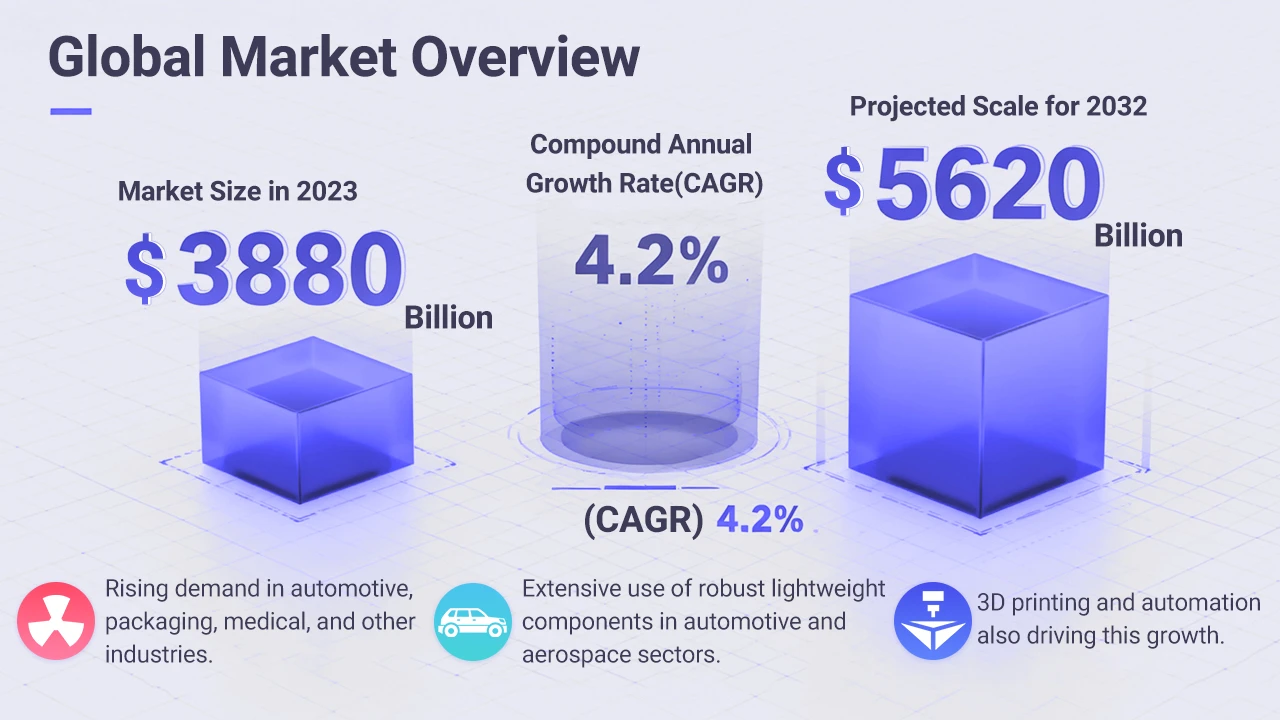
Panorama do mercado mundial
Em 2023, a dimensão estimada do mercado mundial era de $388 mil milhões. Com uma taxa de crescimento anual composta (CAGR) de 4,2% entre 2024 e 2032, prevê-se que este valor aumente para quase $562 mil milhões até 2032. Este crescimento deve-se ao aumento da procura de plástico em indústrias como a automóvel, a de embalagens e a médica. Esta procura deve-se à vasta utilização de componentes fortes e leves nos sectores automóvel e aeroespacial. A adoção do fabrico digital, como a impressão 3D e a automatização, também contribuiu para este crescimento.
Análise regional
O crescimento do mercado é desigual, com algumas regiões a dominarem em detrimento de outras.
- Ásia-Pacífico liderou o mercado com uma participação de 49.25% em 2023. China, Índia e Japão lideram a região devido à rápida urbanização e às indústrias automotivas.
- O mercado dos EUA deverá atingir $65,32 mil milhões até 2032, impulsionado pelas indústrias eléctrica e eletrónica e médica. Este crescimento é impulsionado por materiais avançados, moldagem automatizada e cumprimento de normas de qualidade rigorosas.
- Regiões europeias têm uma quota significativa, com a Alemanha, a Itália e a França a liderarem. Estas regiões beneficiam dos complexos sectores automóvel e da embalagem.
- EAU, Arábia Saudita e África do Sul (Médio Oriente e África) estão a aumentar devido à procura, por parte dos consumidores, de produtos de plástico com uma boa relação custo-eficácia. Este potencial de mercado deve-se ao apoio dos sectores da construção e dos produtos de consumo.
Perspectivas futuras
O futuro da moldagem por injeção depende dos avanços tecnológicos.
- Automação e Indústria 4.0: A tecnologia inteligente, a robótica e a automação estão cada vez mais a liderar o caminho. O seu objetivo é melhorar a produção através da redução dos custos de mão de obra, do aumento da eficiência e da manutenção da consistência. As tecnologias emergentes, como a IoT e os controlos de qualidade do tempo, estão a ser integradas na tecnologia de moldagem por injeção.
- Materiais avançados: O melhoramento de matérias-primas como os polímeros para compósitos e resinas de elevado desempenho está a abrir novas oportunidades. Estes materiais têm como objetivo substituir materiais tradicionais como o metal em muitas aplicações.
- Economia circular: À medida que o mundo avança para práticas mais sustentáveis e amigas do ambiente, é necessário encontrar um equilíbrio entre as exigências dos consumidores e a regulamentação rigorosa. Há uma adoção de bioplásticos e de plásticos biodegradáveis para reduzir a poluição dos plásticos e os riscos para a saúde.
Perguntas frequentes (FAQs)
Trata-se de um processo de fabrico em que o material fundido, como o plástico, é forçado a entrar numa cavidade de molde para criar grandes volumes de peças idênticas. O material é derretido num cilindro aquecido, injetado no molde e depois arrefece e solidifica na forma final.
Embora os termoplásticos (como o ABS e o Nylon) sejam os mais comuns, o processo também funciona com termoendurecíveis, borracha de silicone líquido (LSR) e até metais (através de um processo especial denominado MIM).
Os seus maiores pontos fortes são a incrível eficiência na produção em massa, a capacidade de fabricar peças altamente complexas e detalhadas e a grande flexibilidade de design após a construção do molde inicial.
O molde em si é um investimento inicial significativo. Os custos podem variar entre alguns milhares de dólares para um simples molde de alumínio a dezenas de milhares (ou mais) para um molde de aço complexo, com várias cavidades, concebido para milhões de ciclos.
O preço por peça é influenciado por seis factores principais: o custo inicial do molde, a matéria-prima utilizada, o tempo de ciclo da máquina, quaisquer operações secundárias necessárias (como a pintura), a embalagem e as despesas gerais do moldador.
Pense nisso como verter ou prensar. A moldagem por injeção força o material líquido para um molde fechado, perfeito para formas complexas. A moldagem por compressão coloca uma carga de material num molde aberto, que depois fecha e aperta (comprime) a forma, o que é frequentemente melhor para peças maiores e mais simples, como alguns artigos de borracha.
Escolha o plástico quando as suas prioridades são o peso leve, o custo mais baixo por peça para volumes elevados, a resistência à corrosão, o isolamento elétrico e a capacidade de criar geometrias complexas que seriam dispendiosas de maquinar em metal.
As paredes uniformes são vitais porque permitem que o plástico arrefeça uniformemente, evitando defeitos visuais como marcas de afundamento e deformação interna. Os ângulos de inclinação (um ligeiro afunilamento nas paredes verticais) são um truque simples que permite que a peça seja ejectada do molde de forma limpa, sem ficar riscada ou presa.
Referências
[1] Rosato, Dominick V., e Marlene G. Rosato. Manual de moldagem por injeção. Springer Science & Business Media, 2012. William G. Frizelle,10 - Tecnologia de Moldagem por Injeção,Editor(es): Myer Kutz,In Plastics Design Library,Applied Plastics Engineering Handbook (Second Edition)
[2] Frizelle, W. G. (2017). Tecnologia de moldagem por injeção. Em M. Kutz (Ed.), Manual de Engenharia de Plásticos Aplicados (2ª ed., pp. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). Plásticos do futuro? O impacto dos polímeros biodegradáveis no ambiente. Em Microplásticos no ambiente terrestre. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Visão geral da tecnologia de moldagem por injeção para o processamento de polímeros e seus compósitos. ES Materiais e Fabrico, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realização do DFM no projeto e fabricação de moldes. Investigação em Materiais Avançados, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Otimização da cadeia de valor e dos custos de produção através da integração da manufatura aditiva na cadeia de processos de moldagem por injeção. Jornal Internacional de Tecnologia de Fabrico Avançada, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Controle de qualidade de IA em linha da Indústria 4.0 de peças moldadas por injeção de plástico. Polímeros, 14(17), artigo 3551.
[8] Fortune Business Insights. (n.d.). Tamanho do mercado de plásticos moldados por injeção, quota e análise da indústria. Obtido de https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Market Research. (n.d.). Mercado de Moldagem por Injeção por Material (Plásticos e Metais). Obtido de https://www.zionmarketresearch.com/report/injection-molding-market











