

Dans le monde du développement de produits, faire passer un produit d'une belle conception en 3D à un objet tangible et physique est un véritable défi. La plupart des gens ne s'arrêtent jamais pour réfléchir aux aspects techniques de ces objets simples qui remplissent notre vie.
Le moulage par injection est un processus de production dans lequel un matériau est fondu, puis injecté dans une cavité de moule pour produire des pièces. Un tonneau chauffé fait fondre le matériau et, après l'avoir injecté dans la cavité du moule, il refroidit et se solidifie, formant les caractéristiques de la pièce souhaitée. Les matériaux utilisés peuvent être des plastiques, des métaux, des verres et les thermoplastiques et polymères thermodurcissables les plus courants. [1].

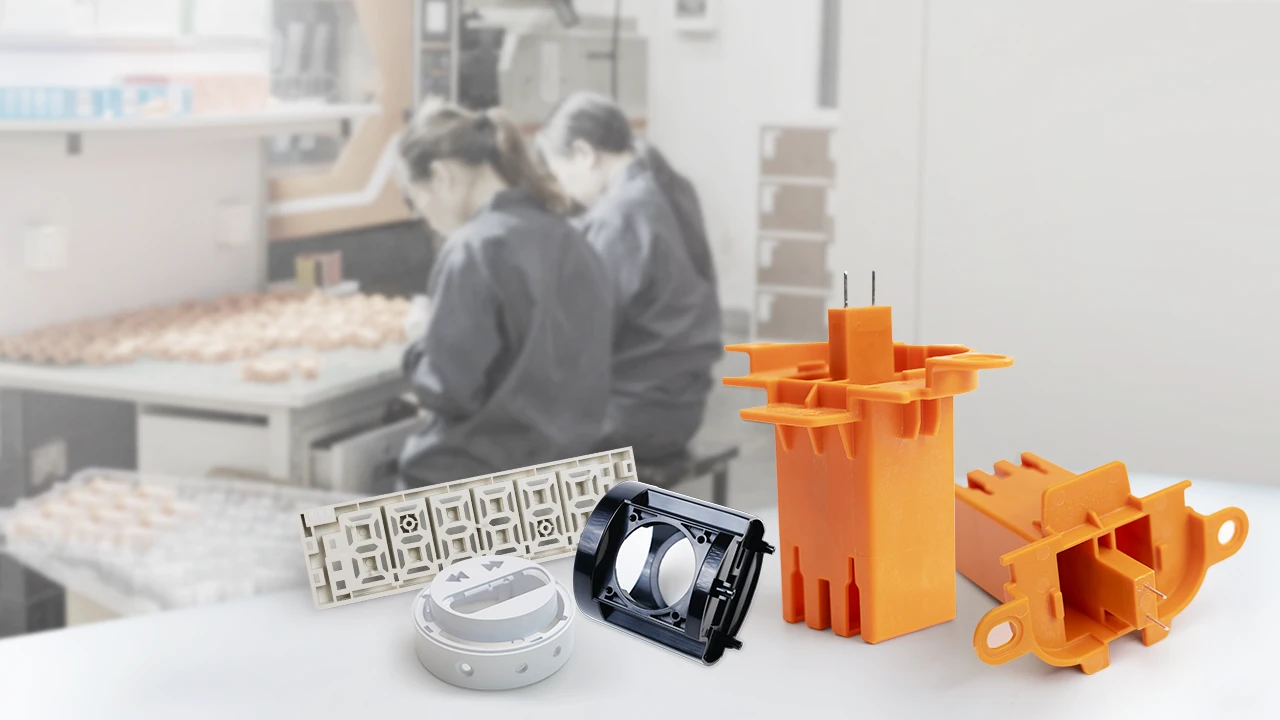
Dans l'industrie moderne, le moulage par injection est devenu la pierre angulaire de la production. Prenons l'exemple d'une machine qui fonctionne pendant quelques secondes par cycle. Si elle fonctionne pendant une journée entière, elle peut produire des milliers de pièces. Des taux de production aussi élevés permettent aux industries de répondre rapidement aux besoins du marché. Par ailleurs, un moule hermétiquement fermé peut former une pièce, quelle que soit sa complexité.
En outre, sa capacité à accepter différents matériaux lui permet de s'adapter à diverses applications. Les matières plastiques ont dominé cette industrie par rapport à d'autres matériaux comme les métaux. C'est pourquoi, si quelqu'un ne précise pas le matériau, on peut supposer qu'il fait référence au moulage par injection de plastique.

Histoire du moulage par injection
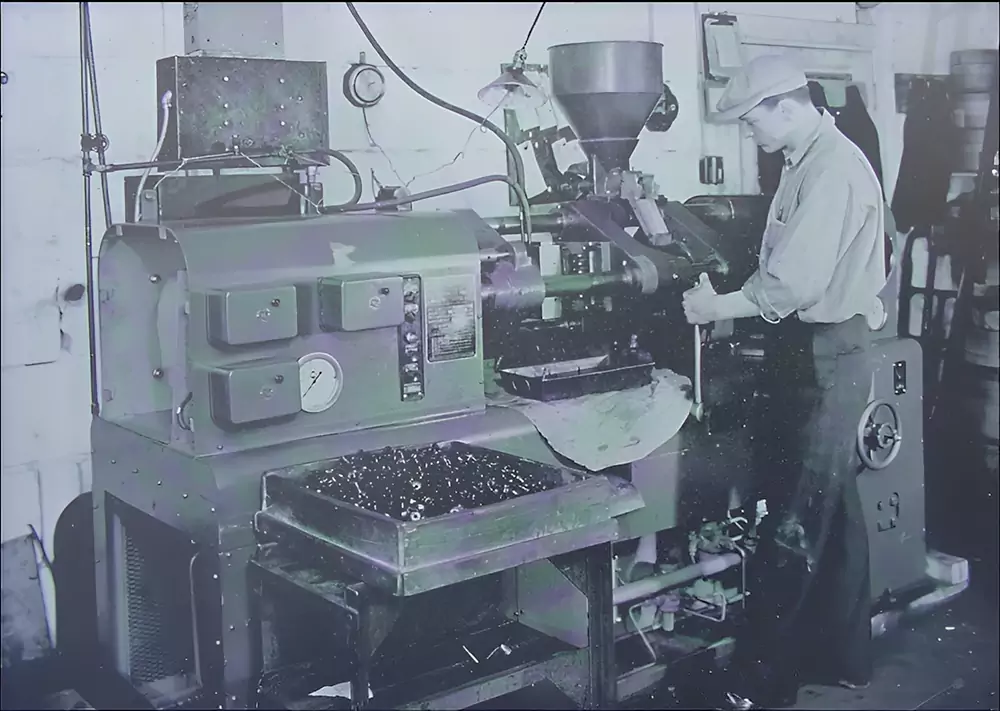
Le premier brevet pour une machine de moulage par injection a été délivré en 1872 par John W. Hyatt et ses frères. Il s'agissait d'un simple dispositif à piston, semblable à une seringue, qui injectait du celluloïd dans un cylindre chauffé et dans un moule. Il produisait des pièces simples telles que des boutons, des peignes à cheveux et des baleines de col.
Au début des années 1900, les chimistes allemands Arthur Eichengrün et Theodore Becker ont inventé une forme soluble d'acétate de cellulose moins inflammable que le nitrate de cellulose.
Dans les années 1940, à la veille de la Seconde Guerre mondiale, la demande de produits bon marché et fabriqués en masse a augmenté, faisant grimper en flèche l'expérience de l'industrie. De nombreux thermoplastiques, tels que le chlorure de polyvinyle (PVC) et le polystyrène, qui sont toujours d'actualité, ont connu un grand essor. La guerre a affecté les ressources traditionnelles comme le métal et le caoutchouc, réduisant leur disponibilité. Les plastiques représentaient une solution, et le moulage par injection a permis de produire des pièces en plastique de manière efficace. La mise au point de la machine d'injection à vis d'extrusion en 1946 par James Watson Hendry a permis de faire progresser le processus de moulage par injection des matières plastiques, qui reste la norme aujourd'hui. Elle a permis un meilleur contrôle du processus d'injection, ce qui a conduit à la production de pièces de haute qualité [2].
Le flux de travail du moulage par injection
Le cycle de travail du moulage par injection peut être décomposé en six étapes clés. Ce cycle reproductible facilite la production en masse de pièces similaires avec une grande efficacité.

1. Serrage
Le système de bridage du moule se compose de deux moitiés qui permettent l'ouverture et la fermeture du moule. Cette opération s'effectue avec une plus grande force afin d'éviter qu'il ne s'ouvre pendant l'injection sous haute pression. Ce processus exige une grande précision avec des changements de vitesse "lent-rapide-lent" afin de réduire les dommages causés au moule et au produit, et de minimiser le bruit dû aux fortes vibrations. La taille de la presse à mouler détermine le temps nécessaire à cette étape.
2. L'injection
Une fois la cavité du moule entièrement fermée, le tonneau chauffé et les granulés de plastique fondus passent à l'état fondu. Le liquide est injecté dans le moule sous très haute pression pour remplir chaque détail de la cavité. La température doit être constante tout au long de ce processus.
3. Logement
Une fois que le plastique en fusion a rempli le moule, une pression lui est appliquée. La pression est maintenue pour s'assurer que le liquide remplit chaque partie de la cavité afin que la pièce produite soit totalement identique au moule.
4. Refroidissement
Le plastique fondu à l'intérieur de la cavité est laissé seul pour refroidir et se solidifier dans la forme souhaitée. Des canaux de refroidissement à l'intérieur du moule, dans lesquels l'eau et l'huile circulent rapidement, facilitent le processus de refroidissement. L'épaisseur de la pièce et les propriétés du matériau influencent le temps de refroidissement.
5. Ejection
Une fois refroidies, les broches d'éjection poussent la pièce finie lors de l'ouverture du moule. Elles sont positionnées stratégiquement pour éviter d'endommager la pièce. Le moule se referme et le cycle se poursuit.
6. Post-traitement
Après l'éjection, la pièce peut être encore chaude, ce qui nécessite un refroidissement supplémentaire. D'autres opérations secondaires, telles que l'ébarbage des matériaux excédentaires, la peinture et l'assemblage, sont effectuées. Les contrôles de qualité et les déchets peuvent être recyclés et réinjectés dans le processus.
Comprendre les types de moulage par injection
Les procédés de moulage par injection dépendent des exigences du produit. Ils sont classés en fonction des systèmes spécialisés, des matériaux et de la conception des moules.
Classification selon la conception du moule
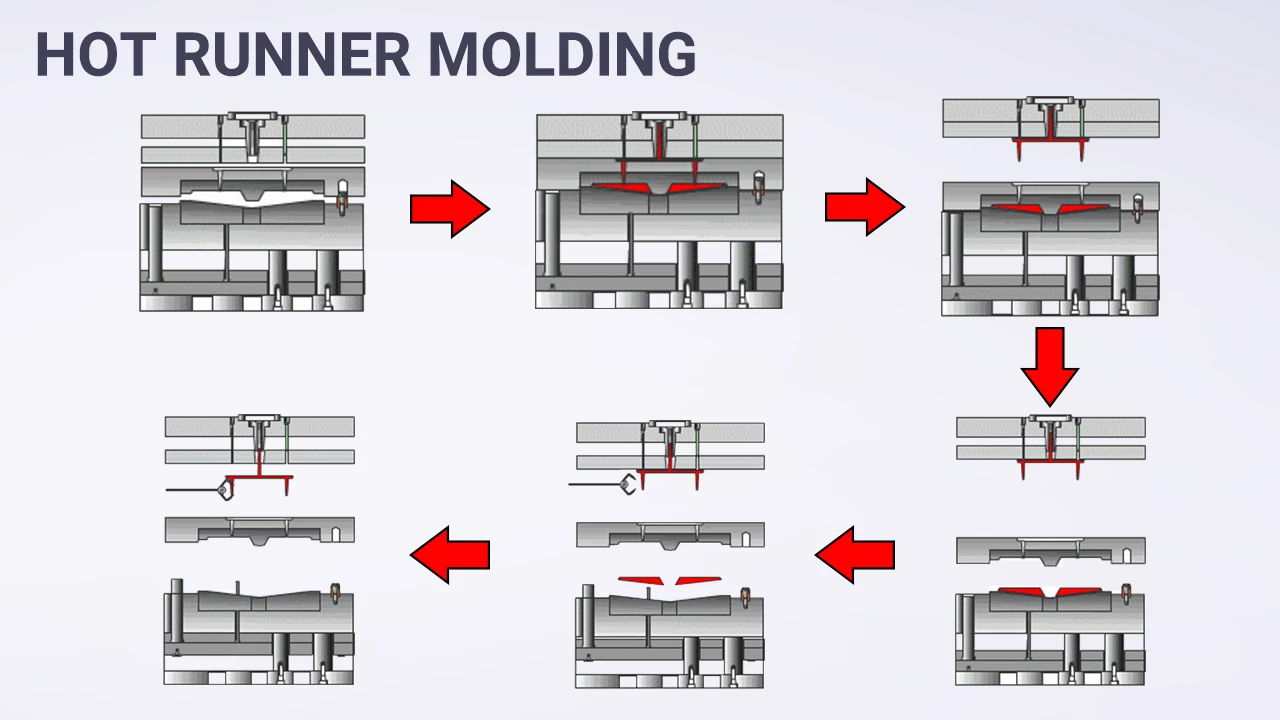
Moulage par canaux chauds
Moulage à chaud est un système d'alimentation doté de collecteurs chauffés de tiges ou de bobines qui maintiennent le plastique en fusion et l'empêchent de se solidifier. Lorsqu'elle est éjectée, la pièce finie sort sans les patins. La pièce moulée sort propre, sans surplus de plastique, ce qui réduit les déchets et la durée du cycle. Il n'est donc pas nécessaire de procéder à un réaffûtage ou à un post-traitement.
Parmi les limites des systèmes à canaux chauds figurent les coûts élevés d'installation et d'entretien. La supervision du processus nécessite également des compétences spécialisées. Il est également difficile de nettoyer les canaux ou de s'assurer que les plastiques se sont entièrement écoulés, car ils sont cachés. Cela pose un problème lorsqu'il s'agit de changements de couleur ou de matériaux sensibles à la chaleur.
Moulage par canaux froids
Le système de canaux n'est pas chauffé et le plastique se solidifie avec la pièce. Lors de l'éjection, le canal de coulée est séparé de la pièce finie par découpage ou ébarbage. Toutefois, cela dépend de la plaque de moule utilisée, car certaines peuvent se séparer. Ils sont plus faciles à entretenir, à nettoyer, à changer de couleur, à concevoir des itérations et à travailler avec différents matériaux puisque les portes et les positions des canaux sont modifiables.
L'inconvénient de ce système est qu'il génère une quantité excessive de déchets à chaque cycle. La possibilité de rebroyage et de retraitement affecte le produit final, car l'utilisation répétée modifie ses propriétés.

Classification par matériaux de moulage par injection
Moulage par injection de plastique
Forme de moulage par injection la plus répandue, utilisant des polymères thermoplastiques et des résines thermodurcissables comme matières premières. Le chauffage des granulés de plastique les transforme en plastique fondu et les introduit dans la cavité du moule. Une fois refroidies, elles épousent la forme du moule. Les thermoplastiques ne subissent pas de dégradation significative de leurs propriétés matérielles, même après une utilisation répétée. Les thermodurcissables subissent des modifications chimiques après avoir été chauffés et sont donc difficiles à réutiliser.
Conseils : En règle générale, lorsqu'on parle de "moulage par injection", on fait surtout référence au "moulage par injection de plastique". Si vous avez des produits en plastique à fabriquer, nous vous recommandons de visiter le site "Services de moulage par injection de plastique"pour obtenir plus d'informations.

Moulage par injection de métal (MIM)
Utilise des poudres métalliques fines (acier inoxydable, titane) mélangées à un liant plastique. Comme pour l'injection plastique, le produit est chauffé, injecté et refroidi dans le moule. La pièce qui refroidit est appelée "pièce verte", mais le processus n'est pas encore terminé. La pièce verte subit d'autres traitements, notamment le déliantage et le frittage, afin d'éliminer le liant plastique et d'appliquer des températures élevées pour fusionner les particules métalliques de la pièce finale.
Il est avantageux de créer des pièces métalliques qui n'étaient pas possibles auparavant avec les méthodes traditionnelles. Cependant, ses principales caractéristiques sont les suivantes limitation est qu'elle est quelque peu coûteuse et limitée aux pièces de petite taille et aux faibles volumes.
Conseils : Cliquez pour plus d'informations sur "Technologie MIM“.

Classification par processus spécialisés
Moulage par injection assisté par gaz
Un gaz inerte sous pression (l'azote est utilisé) est injecté dans le moule après que le plastique en fusion a formé une section creuse, ce qui augmente la vitesse de refroidissement. Ce procédé permet de réduire le gauchissement et d'obtenir une finition de surface lisse des pièces. Toutefois, ce procédé n'est applicable qu'aux moules à cavité unique, certains matériaux réagissant avec le gaz et modifiant leurs propriétés.
Conseils : Cliquez pour en savoir plus sur "Moulage par injection assisté par gaz“.

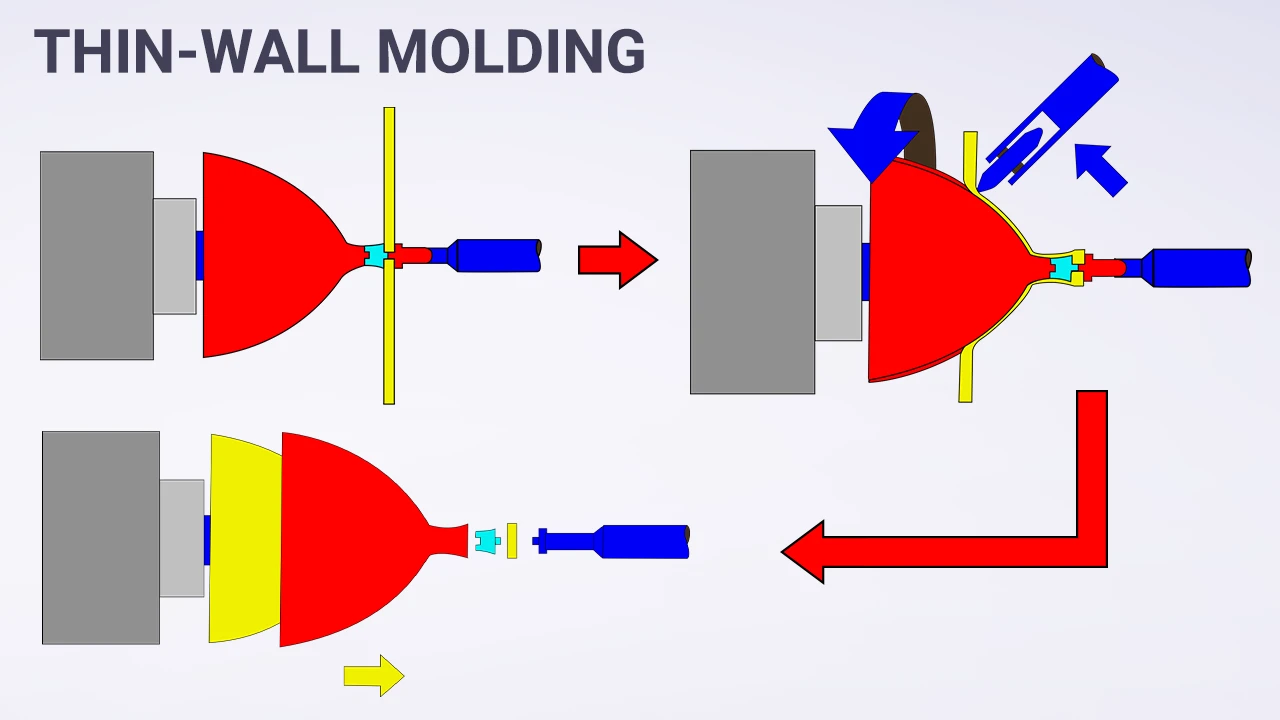
Moulage à paroi mince
Les parois minces minimisent l'utilisation de matériaux et réduisent les coûts. Ce procédé permet de créer des pièces aux parois très fines (1 à 2 mm). Des machines spécialisées sont nécessaires pour injecter le plastique avec une précision et une pression maximales afin de remplir entièrement la cavité du moule. Ce procédé permet d'économiser des ressources par rapport aux méthodes traditionnelles.
L'inconvénient de ce procédé est que ces machines de moulage sont très coûteuses et nécessitent un personnel spécialisé. Une grande précision n'est pas négociable pour le moulage de parois minces, car il n'y a pas de place pour les erreurs.
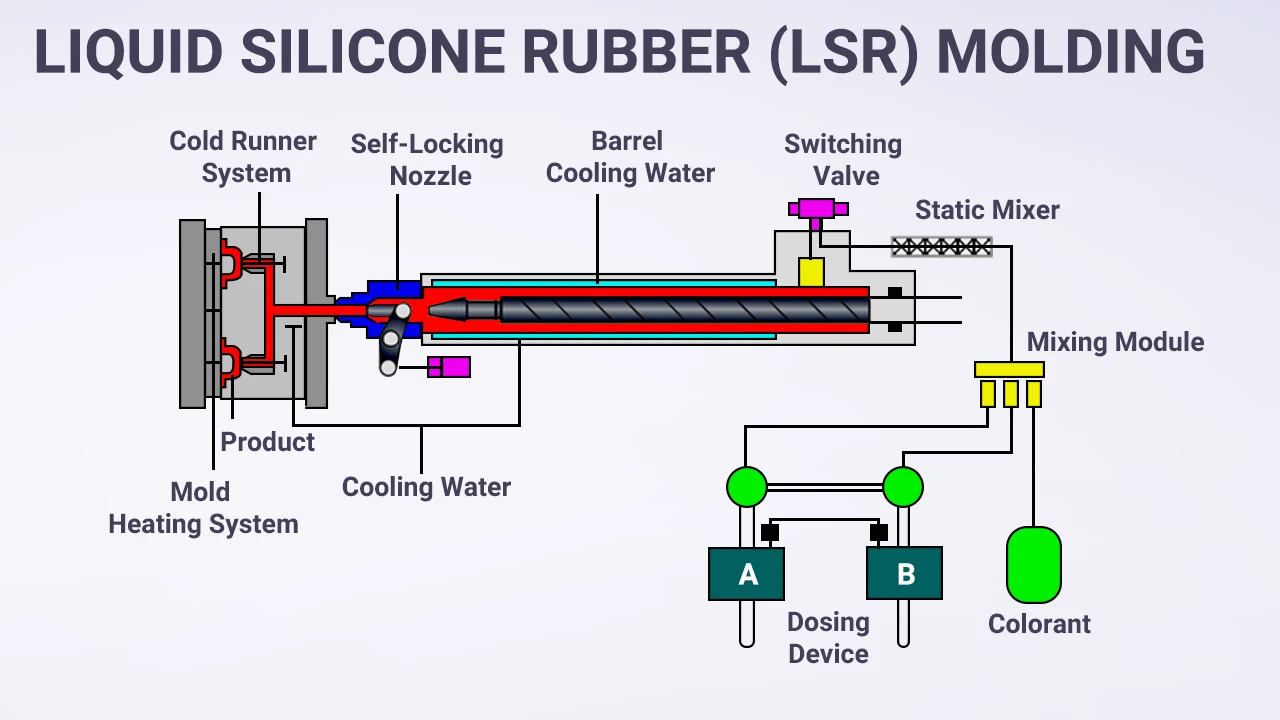
Moulage de caoutchouc silicone liquide (LSR)
Il est conçu pour la production à grande échelle de produits en caoutchouc. Le caoutchouc silicone thermodurcissable est injecté dans une cavité de moule chauffée et vulcanisé. Il est avantageux de le stocker sous forme de silicone liquide, ce qui élimine la nécessité de le faire fondre. Il se solidifie également rapidement et produit moins de déchets. En revanche, une fois que le silicone est vulcanisé, le processus est irréversible et la plupart de ces produits en silicone ne peuvent pas être recyclés.
Conseils : Vous pouvez également être intéressé par "Moulage par injection de caoutchouc“.
Moulage par injection en deux temps
consiste à combiner deux matériaux différents ou deux couleurs d'un même matériau en un seul cycle de moulage pour former une seule pièce complexe. Le processus fait appel à une machine spéciale hautement automatisée dotée de deux unités d'injection. Lors de la première injection, un matériau rigide comme le plastique ABS est injecté dans la cavité et forme la première pièce. Le moule tourne ensuite et le second matériau, comme le thermoplastique souple, est injecté dans la nouvelle cavité et se lie à la première pièce. Une fois le moule terminé, la pièce bi-matière est éjectée et présente une intégration structurelle et esthétique sans nouvel assemblage.
Conseils : Cliquez pour voir "Comment fonctionne le moulage par injection en deux temps“.

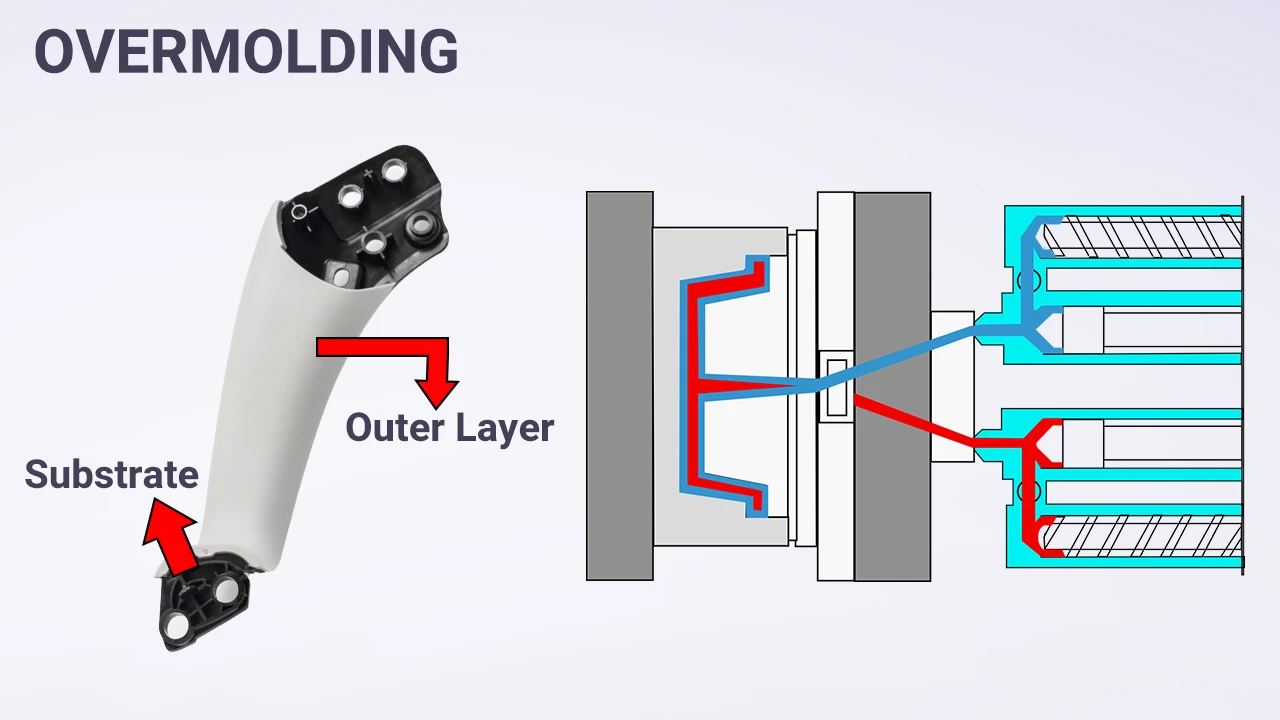
Surmoulage
Il s'agit du processus de moulage d'un matériau sur une pièce préexistante. Il s'agit de placer le moule de la première pièce, puis d'y injecter un autre matériau. Cette méthode est utile pour créer des pièces robustes avec des propriétés combinées de produits tels que des poignées, des manches d'outils ou des brosses à dents.
Conseils : Cliquez pour mieux comprendre "Surmoulage“.
Moulage par insertion
Il s'agit de placer des inserts métalliques ou plastiques (préformés) dans le moule, puis d'injecter du plastique. Le plastique se solidifie ensuite et se forme autour de l'insert. Cette technique permet de créer des produits dont les propriétés des matériaux sont combinées et d'éliminer les post-assemblages. Toutefois, ce procédé rend difficile le démontage du produit à des fins de réparation et de recyclage.
Conseils : Cliquez pour en savoir plus sur "Moulage par insertion“.

Composants essentiels de la machine de moulage par injection et du moule
L'ensemble du processus de moulage repose sur des composants essentiels qui travaillent ensemble pour transformer la matière première en un produit fini.

Unité d'injection
- Une trémie est l'élément par lequel les billes sont introduites dans le canon/la vis.
- Le baril/la vis chauffe le matériau jusqu'à ce qu'il soit en fusion, ce qui facilite l'écoulement.
- La buse est une petite ouverture qui relie le système d'éjection et la cavité située au fond de la machine.
Les granulés de plastique sont acheminés par la trémie vers le tonneau. Le tonneau injecte le liquide fondu par l'intermédiaire d'une buse. D'autres canaux (canaux individuels) transfèrent le flux de la buse à l'entrée de la porte d'injection dans les cavités.
Unité de serrage
- Le plateau de moulage est responsable du maintien des moitiés de moules.
- Barres de cravate aligner le plateau mobile et fournir un support structurel pour éviter une déviation qui pourrait provoquer un flash.
- Le système d'éjection utilise un mécanisme à double action qui facilite le retrait de la pièce.
Le plateau mobile avec une moitié se déplace vers le plateau fixe avec l'autre moitié. Les barres d'attache guident ce mouvement pour garantir que le plateau se ferme avec un alignement parfait. Les forces de fermeture sont énormes pour maintenir les deux moitiés hermétiquement scellées sous haute pression pendant l'injection. Ensuite, le système d'éjection du plateau mobile est activé. Les broches d'éjection poussent la pièce finie vers l'extérieur.
La cavité du moule
Formé de deux sections. Le côté fixe et le côté mobile qui contrôlent l'ouverture et la fermeture du moule. Il abrite le système de coulissement et maintient l'alignement du côté mobile grâce à des bagues et des goupilles de guidage. Son alignement détermine les dimensions précises et le retrait en douceur du produit.
Conseils : Vous pouvez également être intéressé par les informations détaillées sur "cavités et noyaux de moules“.
Le système d'alimentation
- Les broches de guidage alignent les deux moitiés du moule pendant le processus.
- Les carottes et les coulisses sont le point d'entrée du plastique en fusion.
- La porte est une petite ouverture qui contrôle le flux de matériau dans la cavité du moule.
La carotte, les canaux et les portes fonctionnent ensemble pour diriger le plastique fondu de l'unité d'injection vers la cavité du moule. La carotte relie la buse au système de canaux. Les canaux distribuent le flux de plastique fondu dans les cavités du moule par l'intermédiaire des portes.
Les canaux de refroidissement
Il s'agit de trous à l'intérieur des moitiés du moule qui font circuler de l'eau ou de l'huile pour réguler les températures. Ils abritent un thermorégulateur qui maintient la température du fluide sous contrôle. Le refroidissement maintient des conditions thermiques constantes à l'intérieur de la cavité, ce qui influe sur la qualité de la pièce et le temps de cycle.
Le système d'éjection
- Goupilles d'éjection: Ce sont des broches en acier situées derrière la cavité du moule. Elles sont poussées vers l'avant lorsque le moule s'ouvre.
- Plaques d'éjection : où les broches sont montées.
- Les goupilles de renvoi : Ils repoussent les plaques d'éjection lorsque la pièce est éjectée.
Les plaques d'éjection poussent les goupilles vers l'avant ; la pièce est poussée hors du moule. Ensuite, les goupilles de retour poussent les plaques d'éjection et les goupilles dans leur position d'origine pour préparer le cycle suivant. Lorsque le système est complètement réinitialisé, il émet un "pop" signalant la rétraction complète. Les pièces délicates sont retirées à l'aide d'éjecteurs hydrauliques pour une grande précision, tandis que des barres d'éjection mécaniques garantissent la régularité du retrait des pièces.
Conseils : Cliquez pour comprendre toutes les informations relatives à "goupilles d'éjection“.
En ce qui concerne la composition des moules, il existe un article très détaillé qui vous aide à comprendre tous les composants, y compris la cavité, le noyau et la base du moule. Veuillez cliquer sur “Composition des moules d'injection plastique“.

Matériaux courants pour le moulage par injection et leurs propriétés
Les matériaux polymères sont à la base même du moulage par injection plastique. Les polymères ou les plastiques, comme on les appelle, sont de grandes molécules avec des unités répétitives. Toutes les matières plastiques sont des polymères, mais tous les polymères ne sont pas des matières plastiques. Ils se distinguent par leurs propriétés physiques et chimiques.
Les polymères sont des composés chimiques naturels constitués d'une chaîne de molécules chimiquement liées (monomères). Un seul type de monomère est appelé homopolymère. Deux monomères ou plus forment un copolymère. Les polymères présentent l'avantage de ne pas dégager de fumées toxiques lorsqu'ils brûlent.

Plastiques sont des polymères synthétiques extraits du pétrole par le processus de polymérisation. Il existe deux catégories de matières plastiques :
- Thermoplastiques : Ils ont des chaînes linéaires ou ramifiées. Ils sont mous lorsqu'ils sont chauffés et durcissent lorsqu'ils sont refroidis.
- Thermodurcissable : Il subit des changements irréversibles une fois qu'il a été fixé/chauffé.
- Elastomères : Ils présentent une élasticité semblable à celle du caoutchouc. Ils peuvent reprendre leur forme initiale après avoir été chauffés.
Les plastiques étant considérés comme des polymères, ils présentent des structures similaires à celles des polymères. Les principaux avantages de l'utilisation des plastiques sont leur faible coût de production, leur rapport résistance/poids élevé et leur polyvalence. [3] [4].
Outre l'utilisation de polymères comme matériau de base pour le moulage par injection, d'autres matériaux, tels que l'aluminium, peuvent être utilisés pour le moulage par injection.les métaux s, sont utilisés. Le processus est appelé moulage par injection de métal (MIM). La plupart des matériaux métalliques utilisés dans le MIM comprennent Alliages ferreux (aciers à outils, aciers inoxydables, alliages magnétiques fer-nickel, alliages spéciaux Kovar & Invar), Alliages de tungstène, Métaux durs (carbures cémentés) et des matériaux spéciaux tels que les composites.

Le tableau suivant vous guidera à travers les types de matériaux polymères utilisés dans le moulage par injection et leurs applications.
Tableau des propriétés et des applications des matériaux courants pour le moulage par injection
| Catégorie | Matériau (abrégé) | Propriétés principales | Applications | Notes |
|---|---|---|---|---|
| Usage général | PP | Léger, résistant aux produits chimiques | Conteneurs, Pièces automobiles | Le plastique le plus polyvalent et le plus rentable. |
| PE | Résistant aux chocs, Isolant électrique | Jouets, isolation des câbles | Disponible en Catégories PEHD et PEBD. | |
| PS | Rigide, Faible coût | Vaisselle, Emballage | Existe en qualité cristal (GPPS) et haute résistance (HIPS). | |
| PVC | Retardateur de flammes, Résistant aux intempéries | Tuyaux, gaines de câbles | Peut être rigide ou flexible avec des plastifiants. | |
| ABS | Résistance aux chocs, bonne finition | Boîtiers électroniques, intérieurs d'automobiles | Équilibre parfait entre la résistance, le coût et la facilité de mise en œuvre. | |
| Plastiques techniques | PA | Haute résistance, résistant à l'usure | Engrenages, roulements | Connu sous le nom de Nylon, il nécessite un pré-séchage. |
| PC | Résistant aux chocs, Transparent | Lunettes de sécurité, Composants électroniques | Résistance exceptionnelle mais tendance à la rayure. | |
| POM | Grande rigidité, faible frottement | Engrenages de précision, fermetures à glissière | Souvent appelé "acétal", il se comporte comme un métal. | |
| PET | Haute résistance, bonne barrière | Bouteilles, pièces d'ingénierie | Nécessite une qualité spécialisée (PETG) pour la clarté. | |
| PBT | Résistance aux produits chimiques, stabilité dimensionnelle | Connecteurs, composants automobiles | Cristallise plus rapidement que le PET, ce qui facilite le moulage. | |
| Haute performance | PPS | Haute résistance à la chaleur, chimiquement inerte | Capteurs automobiles, Pièces industrielles | Un polymère d'ingénierie superbe et très durable. |
| PEEK | Résistance à la chaleur, Résistance mécanique | Pièces pour l'aérospatiale, Implants médicaux | Des performances de premier plan pour un coût élevé. | |
| PEI | Haute résistance, retardateur de flammes | Plateaux stérilisables, intérieurs aérospatiaux | Une alternative performante et transparente aux PC. | |
| Élastomères | TPE | Doux au toucher, Recyclable | Poignées, joints | Peut être moulé comme du plastique mais ressemble au caoutchouc. |
| TPU | Résistant à l'abrasion, élastique | Etuis de téléphone, Semelles de chaussures | Résistance à l'usure exceptionnelle parmi les élastomères. | |
| VPT | Résistant aux intempéries, Durable | Joints automobiles, coupe-froid | Excellent remplacement du caoutchouc thermodurci. | |
| Bioplastiques | PLA | Biobased, Compostable | Récipients alimentaires, impression 3D | Le bioplastique le plus courant, mais sensible à la chaleur. |
| MIM Metals | 316L | Résistant à la corrosion, Solide | Outils médicaux, Etuis de montre | Idéal pour les petites pièces métalliques complexes par MIM. |
| 17-4PH | Haute résistance, durcissable | Composants d'armes à feu, Outils dentaires | Peut être traité thermiquement après le moulage pour une plus grande résistance. | |
| NMT Metals | Alliage d'aluminium | Léger, Bonne résistance | Cadres pour téléphones, étuis pour ordinateurs portables | Le métal primaire pour les pièces hybrides en plastique NMT. |
| Alliage de Mg | Très léger, très résistant | Cadres de drones, Boîtiers électroniques | Excellent rapport poids/résistance pour le NMT. | |
| Acier inoxydable | Haute résistance, résistant à la corrosion | Dispositifs portables, Clés de voiture | Fournit un squelette métallique solide grâce au NMT. |
Matériaux modifiés
Les matériaux de moulage par injection sont utilisés dans de nombreuses applications. Pour améliorer leurs performances, ces matériaux sont souvent modifiés avec d'autres polymères ou additifs. Certains de ces matériaux modifiés peuvent être ;
- Plastiques modifiés par des fibres de verre : Ajout de fibres de verre à des matériaux tels que le nylon et le polycarbonate. Elles les rendent plus solides et plus rigides.
- Plastiques renforcés de fibres de carbone : Applicable lorsqu'un rapport résistance/poids est fortement requis, comme dans les composants aérospatiaux.
- Polymères chargés de minéraux : Les minéraux tels que le carbonate de calcium et le talc renforcent la rigidité des polymères.
- Mélanges et alliages de polymères : Ils consistent à mélanger différents polymères pour créer un nouveau matériau. Exemple : le PC&ABS est un excellent matériau utilisé dans les tableaux de bord automobiles et les boîtiers d'ordinateurs.
- Ajout d'additifs : Les additifs couramment utilisés sont les suivants : colorants et teintures, stabilisateurs UV, plastifiants et retardateurs de flamme. Ces additifs renforcent les propriétés fonctionnelles des polymères.

Le choix d'un matériau polymère pour un usage spécifique est un casse-tête pour les ingénieurs. Cependant, en adoptant les bonnes stratégies et en répondant aux bonnes questions, il est possible de choisir les matériaux les plus appropriés. Voici un guide approfondi des éléments à prendre en compte pour trouver ce qui correspond le mieux à vos objectifs.. :
- Les exigences de la pièce : La pièce doit-elle être solide, durable, transparente, élastique ou souple ? Sera-t-elle utilisée à des fins alimentaires ou médicales ? Sera-t-elle utilisée à l'extérieur ? Répondre à ces questions est la première étape pour trouver le bon matériau pour le produit.
- Le budget : Le coût est le principal facteur, le matériau le plus abordable étant le premier à prendre en considération. Pour schématiser, les plastiques de base comme le PP sont les plus abordables, les plastiques techniques comme le PC et le nylon ont un coût plus élevé, et les plastiques modifiés sont les plus chers.
- L'environnement opérationnel : Réfléchissez à l'endroit où le produit sera utilisé. Sera-t-il soumis à des environnements tels que la température, l'acidité, les conditions alcalines, le stress et la contrainte, entre autres ? Cela vous aidera à éliminer les matériaux inadaptés.
- Propriétés mécaniques du matériau : Ces propriétés expliquent comment un matériau donné doit se comporter dans certaines conditions. La pièce doit résister à diverses forces physiques en fonction de l'endroit où elle est utilisée.
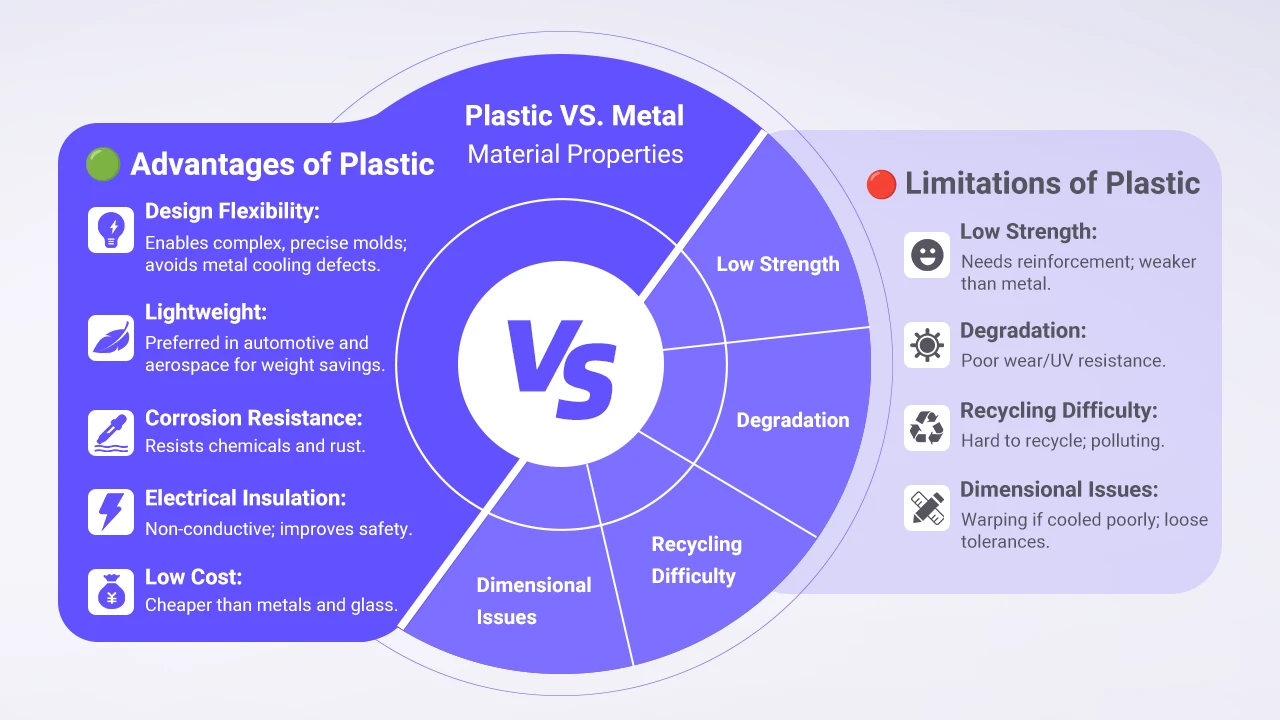
Avantages et limites du plastique dans le moulage par injection par rapport à d'autres matériaux
Le moulage par injection utilise différents matériaux. Au fond, les matières plastiques sont devenues dominantes avec un ensemble unique d'avantages et de limites.
| Avantages | Limites |
|---|---|
| Flexibilité de conception dans la création de géométries complexes et de dessins compliqués (surmoulage). Les plastiques en fusion peuvent atteindre toutes les parties de la cavité détaillée. D'autres matériaux, comme les métaux, ont des contraintes limitées en matière d'écoulement et de refroidissement, ce qui risque d'entraîner des défauts tels que l'enroulement. | En ce qui concerne les capacités structurelles telles que la résistance et la rigidité, les plastiques ne sont pas comparables aux métaux. C'est pourquoi la plupart d'entre eux sont renforcés par des matériaux tels que des fibres pour améliorer leur résistance. |
| Les plastiques sont plus légers que d'autres matériaux tels que les métaux, ce qui les rend importants dans des applications telles que l'automobile et l'aérospatiale. | Les plastiques sont sensibles à l'usure et à la dégradation par les UV, en particulier lorsqu'ils sont soumis à des frottements importants et à la chaleur. |
| Contrairement aux métaux, les plastiques peuvent résister à la corrosion et aux produits chimiques. | L'utilisation des matières plastiques a causé de nombreux problèmes environnementaux, principalement parce qu'il est difficile de recycler les matières plastiques sans qu'elles perdent leurs propriétés. |
| Les composants en plastique sont idéaux pour l'isolation électrique et thermique de la bande, réduisant ainsi le risque de chocs, tandis que les métaux sont des conducteurs naturels. | Les plastiques présentent une instabilité dimensionnelle, telle que la déformation, s'ils ne sont pas conçus ou refroidis de manière appropriée, alors que les métaux et les céramiques peuvent atteindre des tolérances élevées. |
| Les plastiques sont relativement peu coûteux à fabriquer par rapport aux matériaux traditionnels tels que le verre et le métal. |
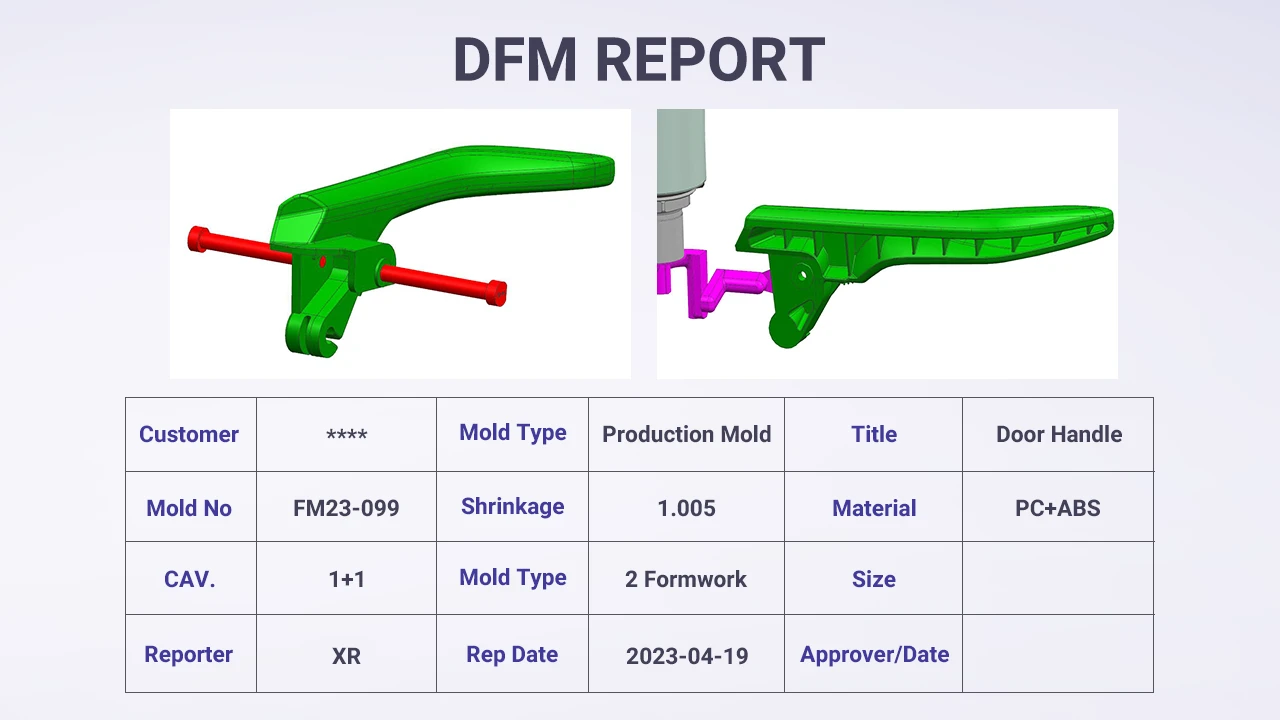
Conception pour la fabrication (DFM)
Pour qu'un produit réussisse et soit performant sur le marché, son succès dépend largement des décisions prises pendant la phase de conception et d'ingénierie. La DFM implique la conception d'une pièce ou d'un produit en fonction des limitations et des processus de fabrication spécifiques. Tous les professionnels (concepteurs, ingénieurs) sont impliqués dès le début pour aider à prévenir les problèmes de coûts, de retards et de pertes de temps. Fondamentalement, il s'agit d'un service que toute usine de moulage par injection devrait fournir à ses clients. Toutefois, certaines usines incluent la DFM dans leur devis standard, tandis que d'autres la facturent comme un service distinct. Tout cela dépend de l'ampleur du projet et des négociations entre le client et l'usine. [5].
Principes fondamentaux de la DFM dans le moulage par injection
- Épaisseur uniforme de la paroi : Il est important que l'épaisseur de la paroi de la pièce soit constante. Par exemple, une épaisseur uniforme de 2 à 3 mm garantit un refroidissement homogène afin d'éviter les défauts tels que les vides et les marques d'enfoncement.
- Angles d'ébauche : Un angle de dépouille est une conicité ajoutée à une paroi verticale pour permettre une éjection en douceur et empêcher la pièce de coller ou d'être rayée. Un angle de dépouille de 1°-2° sur des surfaces lisses, 5° sur des surfaces non texturées, 3° sur les textures légères, et 5° ou plus sur les textures lourdes.
- Rayons et filets : Ils contribuent à réduire les contraintes aux points d'angle et permettent au matériau de s'écouler facilement. Le rayon des congés doit être égal à 25-50% de l'épaisseur normale de la paroi.
- Côtes, bosses et goussets : Les nervures renforcent les murs sans les rendre trop épais et les empêchent de se déformer. Elles doivent représenter 40-60% de l'épaisseur normale de la paroi. Les bossages sont cylindriques et servent de points de fixation pour les attaches, tout en aidant à l'alignement des composants. Ils ne doivent pas dépasser 60% de l'épaisseur totale de la paroi. Les goussets sont triangulaires et renforcent les nervures et les bossages, les rendant plus stables.
- Sous-coupes : une contre-dépouille (clips, crochets) empêche l'éjection en douceur de la pièce. Éviter ces caractéristiques permet de réduire les coûts d'outillage.
- Coins : L'ajout de coins sur les arêtes vives minimise les tensions. Les coins arrondis réduisent également le retrait. Le rayon interne doit mesurer 50% de l'épaisseur de la paroi. Le rayon externe est le somme de l'épaisseur de la paroi et du rayon interne.

Conseils : Vous pourriez être intéressé par "Guide complet de la DFM" et "Qu'est-ce que l'analyse du flux de moulage ?“.
Le rôle du moulage par injection dans les applications industrielles
Le moulage par injection permet d'obtenir les spécifications et les qualités uniques nécessaires à diverses industries. Il a joué un rôle essentiel dans la résolution de certains problèmes de fabrication pour les industries.
Fabrication de pièces automobiles
L'industrie automobile a besoin d'un tableau de bord intérieur durable, unique et léger, qui puisse accueillir des évents et d'autres composants tout en conservant son esthétique. Le moulage par injection permet de produire des tableaux de bord en une seule pièce, sans qu'il soit nécessaire de les assembler. En utilisant des polymères tels que l'ABS, nous concevons des moules qui ressemblent à leur forme, en incorporant des caractéristiques et des textures complexes. Différents types de moulage, tels que le surmoulage et le moulage en deux parties, améliorent l'aspect et le toucher du tableau de bord.
Les autres applications du moulage par injection dans l'industrie automobile sont les suivantes :
- Pare-chocs
- Boîtiers de rétroviseurs.
- Porte-gobelets.
Production de composants électroniques grand public
Électronique grand public : production de boîtiers de smartphones minces, légers et résistants qui protègent les composants électroniques internes sensibles. Grâce à des capacités de moulage par injection avancées, les plastiques tels que le polycarbonate sont durables et incroyablement légers. Inclusion de nervures et de bossages pour le support, de points de montage pour les cartes de circuits imprimés et de ports découpés en un seul cycle de fabrication.
Les autres composants standard de cette industrie sont les suivants :
- Interrupteurs électriques.
- Boîtiers et boîtiers pour cartes de circuits imprimés.
- Conduits.
- Composants pour ordinateurs portables et de bureau.
Fabrication de pièces pour dispositifs médicaux
La conception et la fabrication de stylos injecteurs d'insuline par l'industrie médicale révolutionnent le traitement du diabète. Ils ont remplacé les seringues sujettes aux erreurs par des seringues portables à dose mesurable. Grâce à la technologie IM, il est possible de fabriquer des modèles ergonomiques (cadrans et boutons), ce qui facilite l'auto-administration. Les matériaux PC et ABS sont réputés pour leur stérilité. La fabrication de ces stylos en grandes quantités réduit le coût unitaire, ce qui les rend abordables pour le grand public.
- Le grand public.
- Les autres articles médicaux produits par l'IM sont les suivants
- Cathéters.
- Tubes.
- Implants.

Fabrication de composants aérospatiaux
L'industrie aérospatiale a besoin de composants de cabine d'avion durables, légers et robustes pour garantir la sécurité des passagers et réduire la consommation de carburant. IM utilise des polymères spécialisés à hautes performances, tels que le PEEK et le PEI, qui sont à la fois légers et résistants. De même, la capacité de créer des géométries complexes permet de produire des pièces telles que des cadres d'aération et des boucles de ceinture de sécurité pour la cabine.
Les autres pièces fabriquées par moulage par injection sont les suivantes :
- Panneaux
- Composants du châssis.
- Supports et montures.
- Composants du cockpit.
Production de produits d'emballage
L'industrie de l'emballage utilise des matériaux plastiques pour les installations de stockage des aliments et des boissons. Ces conteneurs doivent être de qualité alimentaire, peu coûteux et durables. Le moulage par injection domine cette industrie en créant une large gamme de conteneurs avec des matériaux de qualité alimentaire tels que le PET et le PVC. La production de pièces se fait en grandes quantités avec toutes sortes de conceptions et de formes. Les conteneurs en PEHD sont fabriqués avec des couvercles et des poignées à un coût extrêmement bas.
Les autres pièces couramment fabriquées pour cette industrie sont les suivantes :
- Systèmes de convoyage.
- Surcapuchons.
- Composants des équipements de transformation.

Fabrication de petits éléments de construction
Les besoins de l'industrie de la construction en matériaux de construction tels que les tuyaux et les raccords utilisés dans les systèmes de plomberie et d'évacuation nécessitent des méthodes de production efficaces. L'utilisation de matériaux en PVC pour créer des pièces telles que des coudes, des raccords et des tés contribue à la résistance à la corrosion. Leur grande solidité permet d'éviter les fuites. Ces pièces sont produites en grandes quantités afin d'assurer un approvisionnement continu pour répondre à la demande de construction.
Les éléments couramment produits dans l'industrie de la construction sont les suivants :
- Produit du système CVC.
- Pièces pour fenêtres et portes.
- Isolation et fixations.
- Boîtiers d'outils électriques portatifs.

Coût et optimisation du moulage par injection
La gestion des coûts est au cœur de la réussite de tout projet de moulage par injection. Le moulage par injection est préférable en raison de son faible coût unitaire pour une production en grande quantité. Il est essentiel d'examiner attentivement les coûts pour obtenir des performances optimales dans les domaines critiques suivants : l'outillage, les matériaux et la production. [6].
Les deux coûts principaux : Outillage (moule) et prix unitaire (pièce)
Le coût de l'outillage est l'investissement initial le plus important dans le moulage par injection. Les moules peuvent coûter des milliers de dollars, en fonction du processus d'usinage utilisé pour la fabrication des moules et d'autres facteurs tels que le type de matériau.
Le prix unitaire (pièce) est le coût encouru pour la production de chaque pièce au cours de la production. Il comprend la main-d'œuvre, le temps machine et le coût des matériaux.
Facteurs clés du coût des moules
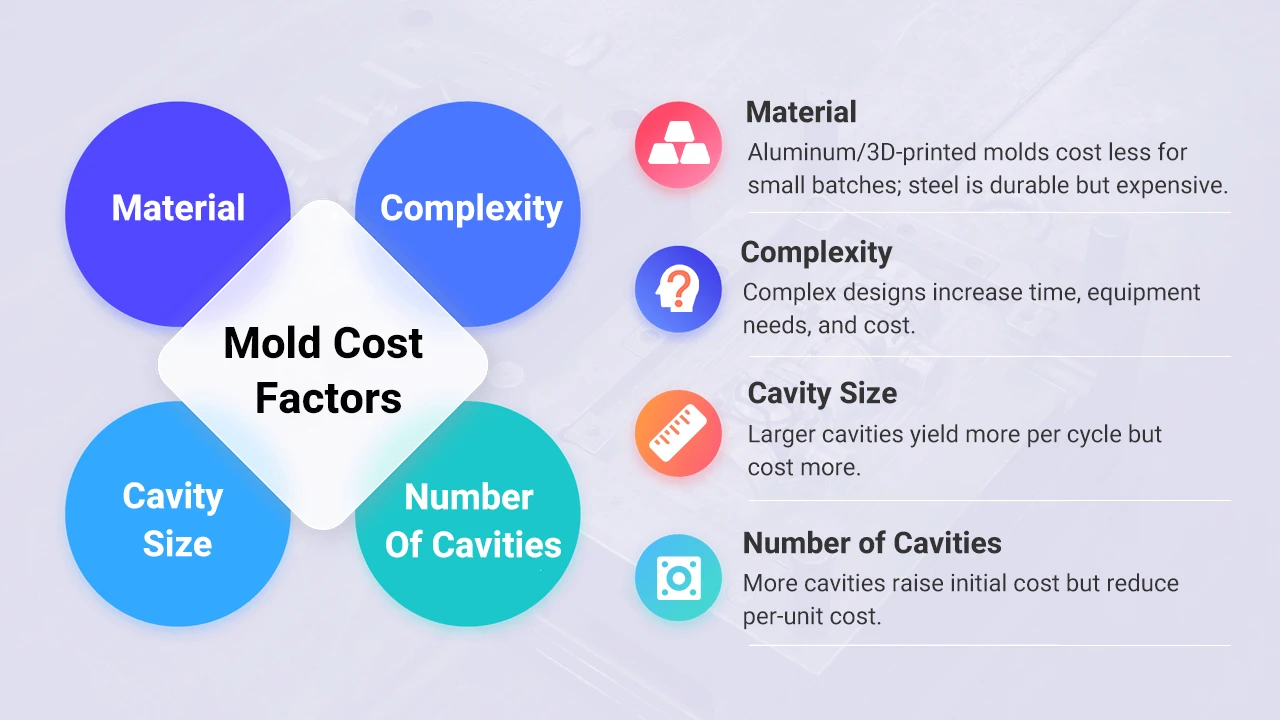
Matériau du moule : Les matériaux varient en termes de durabilité et de coût, ce qui influe sur l'efficacité globale du processus de fabrication. L'aluminium et les moules imprimés en 3D sont moins coûteux et conviennent mieux à la production de faibles volumes. En revanche, le coût de l'acier permet d'allonger la durée de vie des outils.
Complexité des moules : Les coûts de conception et de fabrication des moules à géométrie complexe sont un peu plus élevés. Des machines spécialisées sont nécessaires pour ces moules et les temps de production sont plus longs. Il est donc essentiel de trouver un équilibre entre ces coûts et les considérations relatives à la conception.
Taille de la cavité du moule : Les grandes cavités peuvent contenir de grands volumes de matériaux et produire plus de pièces par cycle. Cependant, en raison de la taille des moules, ils sont plus coûteux. Au contraire, les petites cavités sont rentables en raison de leur simplicité et de l'utilisation réduite de matériaux.
Nombre de cavités : Les cavités multiples créent plus de pièces par cycle, ce qui augmente le coût de l'outillage mais réduit le coût unitaire.
Stratégies d'optimisation des coûts (côté usine et côté client)
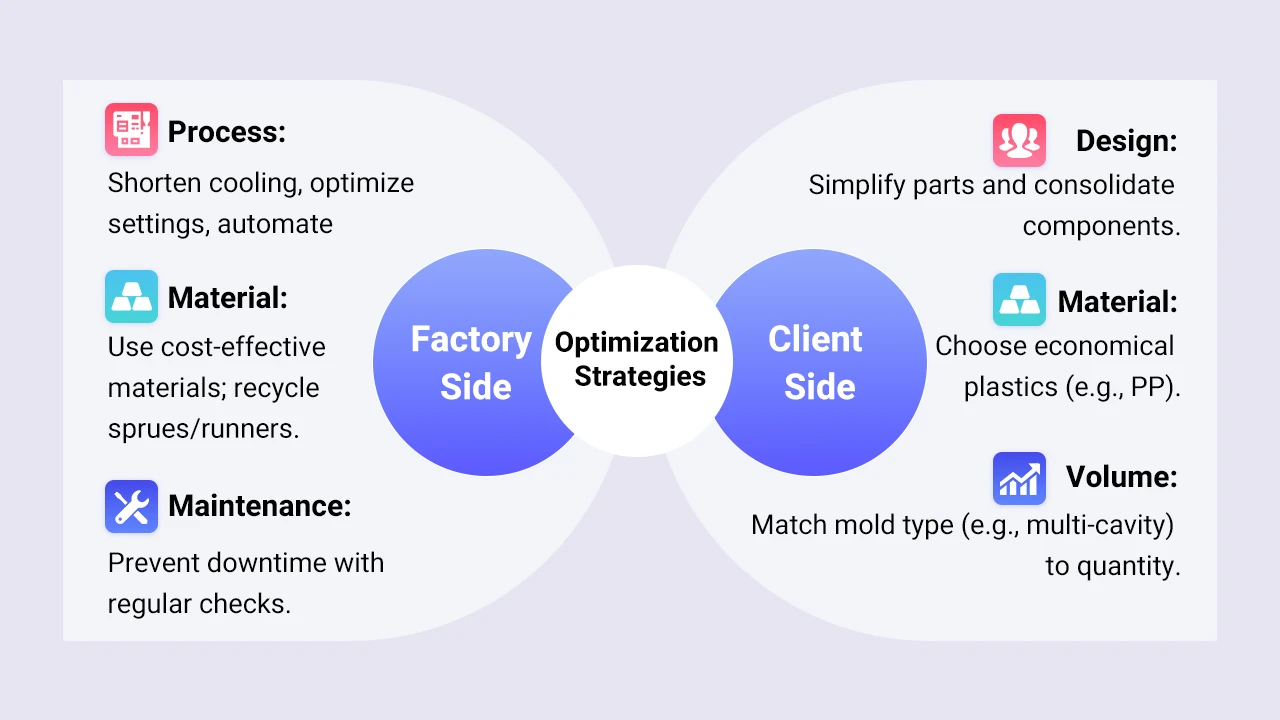
Côté usine :
Processus et production : Quelques stratégies de production peuvent contribuer à optimiser les coûts du moulage par injection. Il s'agit notamment des temps de refroidissement, du réglage fin des machines, de l'automatisation des tâches afin d'augmenter les taux de production et de réduire les coûts.
Gestion des matériaux et des déchets : Le choix de matériaux disponibles et moins coûteux peut réduire les coûts de manière significative. Réduire les pertes de matériaux au cours du processus de moulage en utilisant des systèmes de canaux chauds ou en recyclant les matériaux restants des carottes et des canaux.
Entretien : L'entretien régulier des machines de production permet d'éviter les temps d'arrêt imprévus et de garantir la cohérence.
Côté client :
Conception partielle : La simplification de la conception réduit le temps et le coût d'usinage du moule. La combinaison de différents composants en une seule pièce minimise le besoin d'assemblage et de main-d'œuvre, ce qui réduit le coût global.
Sélection des matériaux : Le choix du matériau du produit a une incidence directe sur le coût de production. L'utilisation de plastiques tels que le polypropylène (PP) pour une pièce non critique peut s'avérer moins coûteuse tout en remplissant la même fonction.
Volume de production : Le nombre de pièces produites détermine la taille du moule utilisé en fonction de l'investissement du client. Par exemple, un projet à grand volume nécessite des moules plus durables et à plusieurs cavités, ce qui a une incidence sur l'investissement initial.
Conseils : First Mold a préparé un article professionnel qui détaille coûts du moulage par injection. Vous pouvez cliquer pour en savoir plus sur les composantes spécifiques des coûts du moulage par injection et sur les méthodes permettant de les réduire.
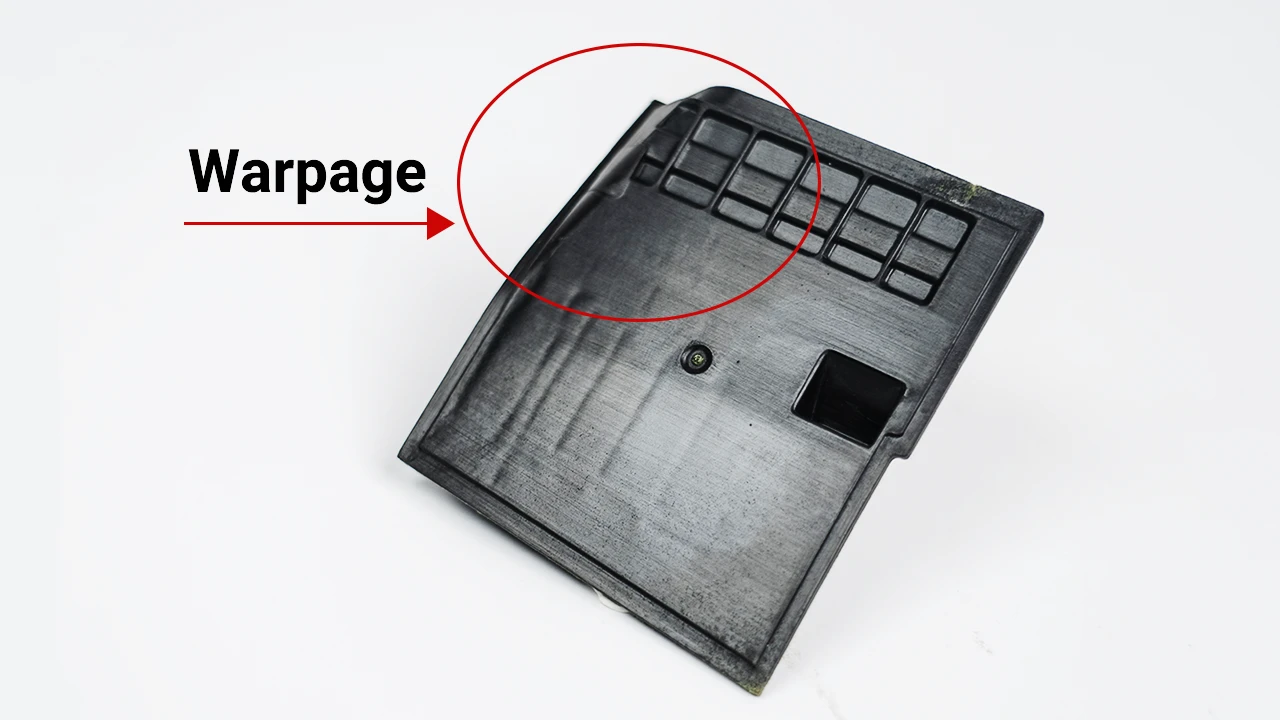
Défauts courants dans le moulage par injection et normes d'acceptation des produits moulés par injection
Le processus de moulage par injection est une méthode de fabrication fiable en raison de sa polyvalence et de son efficacité. Malgré cela, il n'est pas sans poser des problèmes particuliers, comme les défauts qui peuvent survenir et entraîner des problèmes importants tels que la compromission de l'intégrité du produit. Ils peuvent altérer la rentabilité, la vitesse et réduire la durée de vie du produit. Ils résultent d'une mauvaise conception, de défaillances du contrôle de la qualité, d'erreurs dans le processus de production, et bien d'autres choses encore.

Pour un guide approfondi des défauts, voir ce document technique défauts de moulage par injection.
Si vous êtes intéressé par chaque type de défaut de moulage par injection, vous pouvez vous référer au tableau ci-dessous pour naviguer vers la page correspondante afin d'obtenir une compréhension plus approfondie.
| Coups de feu | Flash | L'arrêt de travail | Bulles | Marques de brûlure |
| Décoloration | Traits d'argent | Lignes de soudure | Marques d'évier | Marques de flux |
| Marques éjectées |
L'acceptation d'un produit moulé correspond au niveau acceptable de défauts. Cela dépend des normes et critères spécifiques auxquels votre pièce doit répondre, notamment l'état de surface, les performances fonctionnelles et la précision dimensionnelle. Pour savoir comment un processus de contrôle de la qualité réel garantit l'acceptation d'une pièce, cliquez ici : Normes de qualité et d'acceptation pour les pièces moulées par injection.
Contrôle de la qualité des pièces moulées par injection
Le contrôle de la qualité dans le domaine du moulage par injection permet de s'assurer que les pièces produites répondent à toutes les spécifications requises. Ces spécifications comprennent : les contrôles avant et après la production, et le suivi des processus en cours. [7].
Les tolérances dimensionnelles sont les variations qui sont acceptées lorsqu'il s'agit des dimensions d'une pièce. Par exemple, lors de la production de pièces identiques, il est impossible de fournir une correspondance complète. Ces tolérances ont des limites avant d'être considérées comme un défaut. Elles sont utiles lors de l'assemblage pour s'assurer que toutes les pièces s'emboîtent les unes dans les autres.
Dimensionnement et tolérancement géométriques (GD&T) est un langage qui définit les besoins fonctionnels de la géométrie d'une pièce. Il est principalement utilisé dans les dessins techniques pour contrôler les formes, l'emplacement et l'orientation des caractéristiques. La GD&T aide à la fabrication de pièces moulées qui doivent s'accoupler avec d'autres composants. Les concepteurs utilisent la GD&T pour les guider dans le traitement des caractéristiques non critiques et pour assouplir les tolérances, ce qui réduit les coûts de fabrication.

Méthodes d'inspection
Des méthodes d'inspection doivent être appliquées pour s'assurer que les pièces respectent leur précision dimensionnelle. Voici quelques-unes de ces méthodes :
- Inspections visuelles : Il s'agit de la première ligne de défense pour vérifier si les pièces présentent des défauts tels que des marques, des éclats, des décolorations ou des rayures.
- Pieds à coulisse et micromètres : L'utilisation d'outils manuels permet d'effectuer des contrôles dimensionnels rapides, mais pour les géométries complexes, des outils plus avancés sont nécessaires.
- Inspection du premier article (FAI) : Un nouveau moule est soumis à ce contrôle avant d'être mis en service. Toutes les caractéristiques, dimensions et notes figurant sur les dessins sont inspectées et documentées.
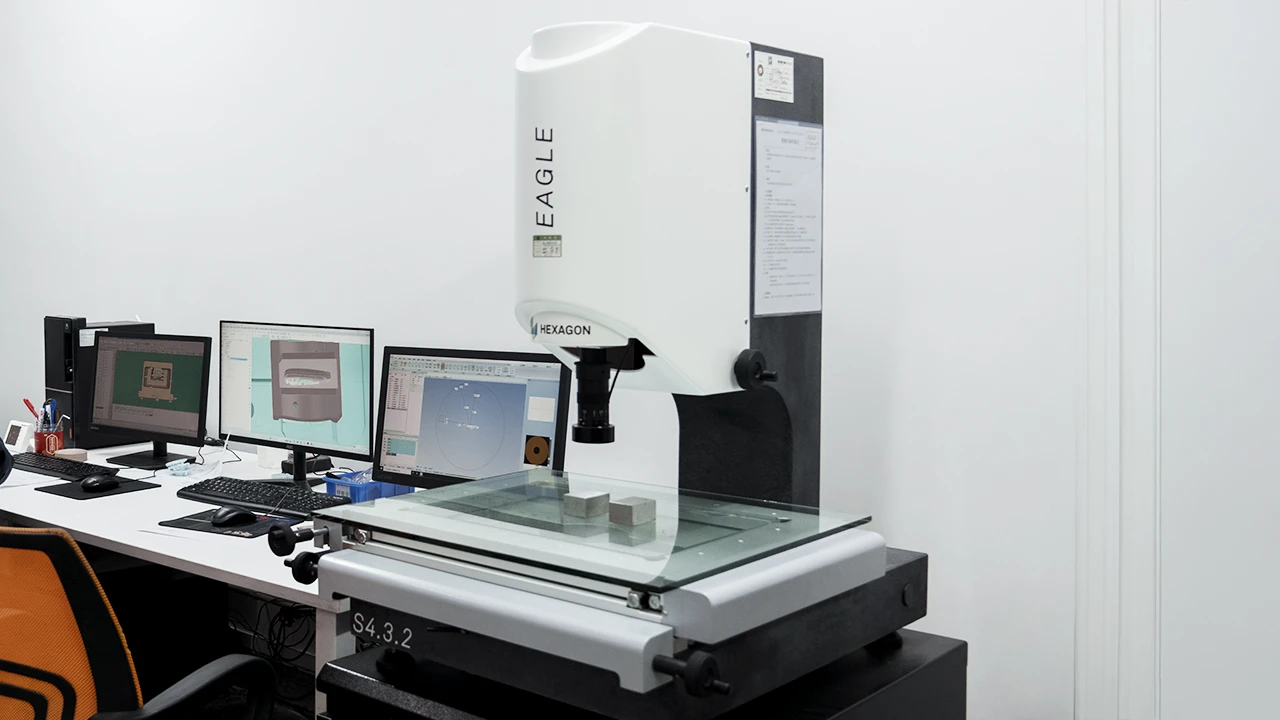
- Machine à mesurer tridimensionnelle (MMT) : Il s'agit d'un outil d'inspection avancé qui mesure les dimensions d'un produit, en particulier les pièces complexes.
Contrôle et surveillance des processus
Il s'agit de stratégies visant à garantir la qualité de la pièce au cours du processus de production.
- Surveillance des processus en temps réel : Utilisation de capteurs intégrés aux machines pour collecter des données critiques telles que la température, la pression et le temps. Ces données permettent d'effectuer des ajustements rapides et de prévenir les défauts.
- Contrôle statistique des processus (CSP) : Utilise des données statistiques pour surveiller et contrôler la production. Les cartes de contrôle tracées guident le processus de production. Si les données s'écartent de la fourchette acceptable, cela indique qu'il y a un problème dans le processus.
- Contrôle de la pression de la cavité : Des capteurs placés dans la cavité du moule mesurent la pression du plastique en fusion. Ils produisent une courbe visible qui indique la qualité de la pièce.

Comment choisir un fournisseur de moulage par injection ?
Le choix d'un bon fournisseur pour le moulage par injection détermine la réussite de votre projet. Il n'affecte pas seulement les pièces, mais peut aussi contribuer à économiser du temps et de l'argent.

Voici comment choisir le bon :
- Évaluer la qualité et les certifications : Ce point n'est pas négociable. Le fait d'avoir des certifications comme ISO 9001 montre l'engagement d'un fournisseur en faveur de la qualité. Les industries spécialisées disposent de certifications telles que ISO 13485 pour les produits médicaux et IATF 16949 pour les produits automobiles. Inspectez également leur processus de contrôle de la qualité et la qualité de l'équipement qu'ils utilisent.
- Localisation et logistique : Un fournisseur local réduit les délais et facilite la communication par rapport aux fournisseurs étrangers, ce qui permet des délais d'exécution rapides. Cependant, d'autres aspects, tels que les coûts de main-d'œuvre et d'outillage, dépendent du fournisseur qui peut offrir des coûts abordables, ce qui est vital pour des projets rentables.
- Devis et coûts : Il est essentiel de prendre le temps d'examiner les devis et de comparer les prix pour obtenir l'offre la plus avantageuse possible. Renseignez-vous sur les quantités minimales pour les projets de faible volume et sur la propriété de l'outillage.
- Évaluer leurs capacités : L'expertise du fournisseur doit correspondre aux objectifs de votre projet. La gamme de machines disponibles, leur expérience dans les projets simples et complexes, le processus de post-moulage et la possibilité d'offrir des services DFM sont autant de facteurs à prendre en considération.
- Le contrat de fournisseur : Pour protéger l'entreprise et ses produits, il est essentiel de revoir le champ d'application du contrat afin d'éviter tout malentendu. Parmi les éléments des contrats, citons : les prix, les conditions de paiement, les calendriers de livraison, etc.
Conseils : La Première Moule vous recommande de lire :
- 8 Fournisseurs de moulage par injection en ligne recommandés
- 10 entreprises de moulage par injection recommandées au Mexique
- 10 fabricants de moulage par injection recommandés en Chine
Marchés et tendances du moulage par injection
Les développements récents ont conduit à la croissance des MI. Les recettes provenant de la vente de matières plastiques aux industries des MI sont à l'origine des projections et des estimations du marché. [8] [9].
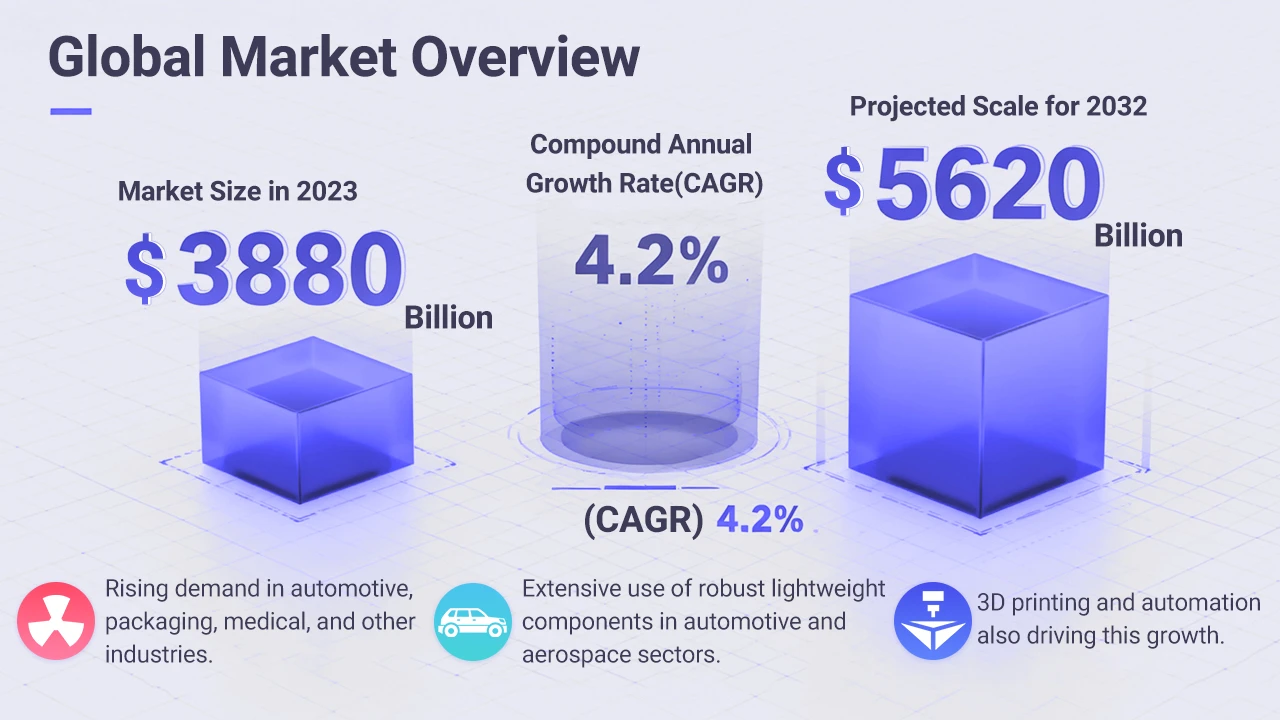
Aperçu du marché mondial
En 2023, la taille du marché mondial était estimée à $388 milliards. Avec un taux de croissance annuel composé (TCAC) de 4,2% entre 2024 et 2032, ce chiffre devrait atteindre près de $562 milliards d'ici 2032. Cette croissance est due à l'augmentation de la demande de plastique dans des secteurs tels que l'automobile, l'emballage et le médical. Cette demande est due à l'utilisation massive de composants solides et légers dans les secteurs de l'automobile et de l'aérospatiale. L'adoption de la fabrication numérique, comme l'impression 3D et l'automatisation, a également contribué à cette croissance.
Analyse régionale
La croissance du marché est inégale, certaines régions dominant les autres.
- Asie-Pacifique a dominé le marché avec une part de 49,25% en 2023. La Chine, l'Inde et le Japon dominent la région en raison de l'urbanisation rapide et de l'industrie automobile.
- Le marché américain devrait atteindre $65,32 milliards d'euros d'ici 2032, sous l'impulsion des industries électrique et électronique et médicale. Cette croissance est due aux matériaux avancés, au moulage automatisé et au respect de normes de qualité strictes.
- Régions européennes ont une part importante, avec l'Allemagne, l'Italie et la France en tête. Ces régions bénéficient de la complexité des secteurs de l'automobile et de l'emballage.
- EAU, Arabie Saoudite et Afrique du Sud (Moyen-Orient et Afrique) augmentent en raison de la demande des consommateurs pour des produits en plastique rentables. Ce potentiel de marché est dû au soutien des industries de la construction et des produits de consommation.
Perspectives d'avenir
L'avenir du moulage par injection dépend des progrès technologiques.
- Automatisation et industrie 4.0 : La technologie intelligente, la robotique et l'automatisation ouvrent de plus en plus la voie. Elles visent à améliorer la production en réduisant les coûts de main-d'œuvre, en augmentant l'efficacité et en maintenant la cohérence. Les technologies émergentes, telles que l'IdO et les contrôles de qualité temporels, sont intégrées à la technologie du moulage par injection.
- Matériaux avancés : L'amélioration des matières premières telles que les polymères pour en faire des composites et des résines plus performantes ouvre de nouvelles perspectives. Ces matériaux visent à remplacer les matériaux traditionnels comme le métal dans de nombreuses applications.
- Économie circulaire : Alors que le monde évolue vers des pratiques plus durables et plus respectueuses de l'environnement, il est nécessaire de trouver un équilibre entre les demandes des consommateurs et les réglementations strictes. Les bioplastiques et les plastiques biodégradables sont de plus en plus utilisés pour réduire la pollution plastique et les risques pour la santé.
Foire aux questions (FAQ)
Il s'agit d'un processus de fabrication dans lequel un matériau fondu, comme le plastique, est injecté dans une cavité de moule afin de créer des volumes importants de pièces identiques. Le matériau est fondu dans un tonneau chauffé, injecté dans le moule, puis refroidi et solidifié pour obtenir la forme finale.
Si les thermoplastiques (comme l'ABS et le nylon) sont les plus courants, le processus fonctionne également avec les thermodurcissables, le caoutchouc de silicone liquide (LSR) et même les métaux (par le biais d'un processus spécial appelé MIM).
Ses principaux atouts sont une efficacité incroyable pour la production de masse, la capacité de fabriquer des pièces très complexes et détaillées, et une grande souplesse de conception une fois le moule initial construit.
Le moule lui-même représente un investissement initial important. Les coûts peuvent aller de quelques milliers de dollars pour une simple moule en aluminium à des dizaines de milliers (ou plus) pour un moule complexe en acier à plusieurs cavités conçu pour des millions de cycles.
Le prix par pièce est influencé par six éléments clés : le coût initial du moule, la matière première utilisée, le temps de cycle de la machine, toute opération secondaire nécessaire (comme la peinture), l'emballage et les frais généraux du mouleur.
C'est comme si l'on comparait le moulage par injection au moulage par pression. Le moulage par injection force un matériau liquide dans un moule fermé, ce qui est parfait pour les formes complexes. Le moulage par compression place une charge de matériau dans un moule ouvert, qui se referme ensuite et le presse (le comprime) pour lui donner une forme, ce qui est souvent préférable pour les pièces plus grandes et plus simples, comme certains articles en caoutchouc.
Choisissez le plastique lorsque vos priorités sont la légèreté, un coût par pièce inférieur pour les volumes importants, la résistance à la corrosion, l'isolation électrique et la possibilité de créer des géométries complexes qui seraient coûteuses à usiner à partir du métal.
L'uniformité des parois est essentielle car elle permet au plastique de refroidir uniformément, évitant ainsi les défauts visuels tels que les marques de coulées et les déformations internes. Les angles de dépouille (une légère conicité sur les parois verticales) sont une astuce simple qui permet à la pièce d'être éjectée du moule proprement, sans être rayée ou collée.
Références
[1] Rosato, Dominick V., et Marlene G. Rosato. Manuel du moulage par injection. Springer Science & Business Media, 2012. William G. Frizelle,10 - Injection Molding Technology,Editor(s) : Myer Kutz,In Plastics Design Library,Applied Plastics Engineering Handbook (Second Edition)
[2] Frizelle, W. G. (2017). La technologie du moulage par injection. Dans M. Kutz (Ed.), Manuel d'ingénierie des plastiques appliqués (2e éd., pp. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L. et Sun, H. (2020). Les plastiques de l'avenir ? L'impact des polymères biodégradables sur l'environnement. In Microplastiques dans l'environnement terrestre. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Vue d'ensemble de la technologie du moulage par injection pour le traitement des polymères et de leurs composites. Matériaux et fabrication ES, 8(20), 3-23.
[5] Jong, W. R. et Lai, P. J. (2011). Réalisation de la DFM dans la conception et la fabrication des moules. Recherche sur les matériaux avancés, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Optimisation de la chaîne de valeur et des coûts de production par l'intégration de la fabrication additive dans la chaîne de processus du moulage par injection. The International Journal of Advanced Manufacturing Technology, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Industrie 4.0 en ligne AI contrôle de la qualité des pièces moulées par injection de plastique. Polymères, 14(17), article 3551.
[8] Fortune Business Insights. (n.d.). Taille, part et analyse du marché des plastiques moulés par injection. Récupéré de https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Market Research. (n.d.). Marché du moulage par injection par matériau (plastiques et métaux). Récupéré de https://www.zionmarketresearch.com/report/injection-molding-market











