

En el mundo del desarrollo de productos, llevar un producto de un bonito diseño en 3D a un objeto tangible y físico es todo un reto. La mayoría de la gente nunca se para a pensar en los aspectos técnicos que hay detrás de estos sencillos objetos que llenan nuestras vidas.
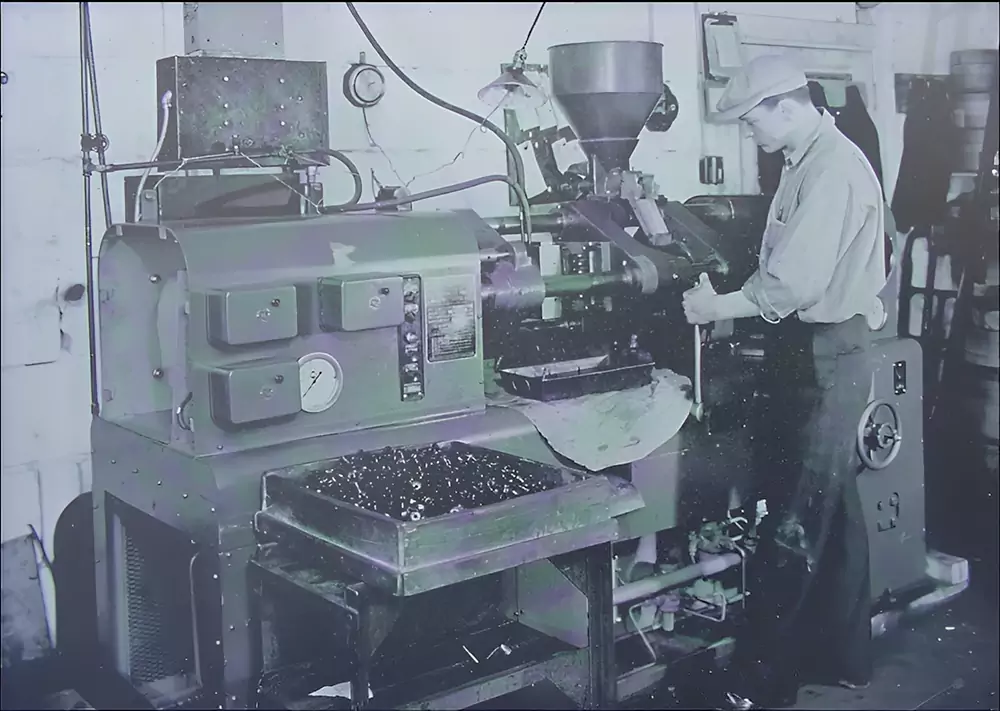
El moldeo por inyección es un proceso de producción en el que un material se funde y se inyecta en la cavidad de un molde para producir piezas. Un barril calentado funde el material y, tras inyectarlo en la cavidad del molde, se enfría y solidifica, formando las características de la pieza deseada. Los materiales utilizados pueden ser plásticos, metales, vidrios y los polímeros termoplásticos y termoestables más comunes. [1].

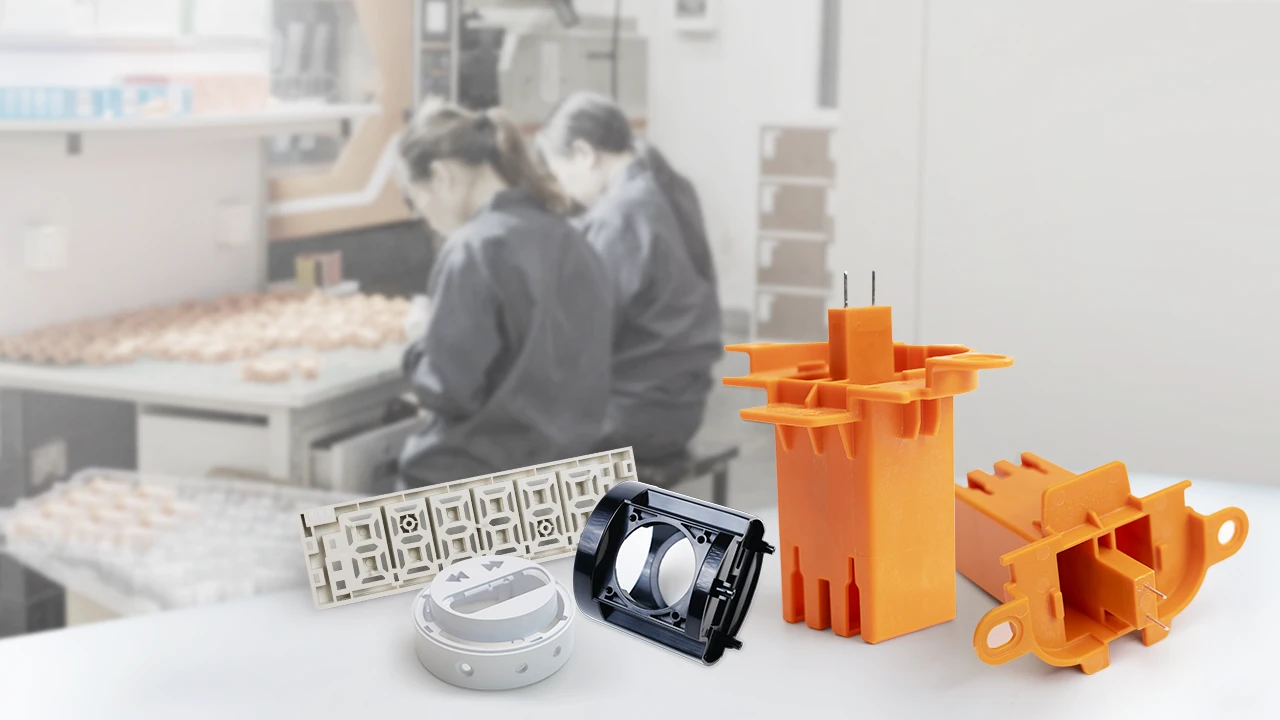
En la fabricación moderna, el moldeo por inyección se ha convertido en la piedra angular de la producción. Por ejemplo, consideremos una máquina que procesa durante unos segundos por ciclo. Si funciona durante un día entero, puede producir miles de piezas. Estas altas tasas de producción hacen que las industrias satisfagan rápidamente las necesidades del mercado. Además, un molde herméticamente cerrado puede formar una pieza, por complicada que sea.
Además, su capacidad para admitir distintos materiales lo hace adecuado para diversas aplicaciones. Los materiales plásticos han dominado esta industria en comparación con otros materiales como los metales. Por eso, si alguien no especifica el material, es seguro suponer que se refiere al moldeo por inyección de plástico.

Historia del moldeo por inyección
La primera patente de una máquina de moldeo por inyección fue expedida en 1872 por John W. Hyatt y sus hermanos. Se trataba de un sencillo dispositivo de tipo émbolo, como una jeringuilla, que inyectaba celuloide a través de un cilindro calentado y en un molde. Producía piezas sencillas como botones, peines para el pelo y tirantes para el cuello.
A principios del siglo XX, los químicos alemanes Arthur Eichengrün y Theodore Becker inventaron una forma soluble de acetato de celulosa que era menos inflamable que el nitrato de celulosa.
En los años 40, en vísperas de la Segunda Guerra Mundial, se disparó la demanda de productos baratos y fabricados en serie, lo que disparó la experiencia de la industria. Se produjo un gran desarrollo de muchos termoplásticos, como el cloruro de polivinilo (PVC) y el poliestireno, que siguen siendo relevantes aún hoy. La guerra afectó a recursos tradicionales como el metal y el caucho, reduciendo su disponibilidad. Los plásticos presentaron una solución, y el moldeo por inyección permitió producir piezas de plástico de forma eficiente. El desarrollo de la máquina de inyección de tornillo de extrusión en 1946 por James Watson Hendry supuso avances en el proceso de moldeo por inyección de plásticos, que sigue siendo el estándar hoy en día. Permitió un mayor control del proceso de inyección, lo que condujo a la producción de piezas de alta calidad [2].
Dentro del flujo de trabajo del moldeo por inyección
El ciclo de trabajo del moldeo por inyección puede dividirse en 6 pasos clave. Este ciclo repetible facilita la producción en masa de piezas similares con gran eficiencia.

1. Sujeción
El sistema de sujeción del molde consta de dos mitades que permiten abrirlo y cerrarlo. Esto se hace con mayor fuerza para evitar que se abra durante la inyección a alta presión. El proceso requiere una gran precisión con un cambio de velocidad "lento-rápido-lento" para reducir los daños al molde y al producto, y minimizar el ruido debido a las fuertes vibraciones. El tamaño de la prensa de moldeo determina el tiempo necesario para este paso.
2. Inyección
Una vez que la cavidad del molde está completamente cerrada, el barril calentado y los gránulos de plástico fundidos pasan a un estado fundido. El líquido se inyecta en el molde a muy alta presión para rellenar cada detalle de la cavidad. Durante todo este proceso se mantiene una temperatura constante.
3. Vivienda
Una vez que el plástico fundido llena el molde, se le aplica presión. La presión se retiene para garantizar que el líquido llene todas las partes de la cavidad, de modo que la pieza producida sea completamente idéntica al molde.
4. Refrigeración
El plástico fundido dentro de la cavidad se deja solo para que se enfríe y solidifique en la forma deseada. Los canales de refrigeración dentro del molde, por los que circulan rápidamente agua y aceite, facilitan el proceso de enfriamiento. El grosor de la pieza y las propiedades del material influyen en el tiempo de enfriamiento.
5. Expulsión
Al enfriarse, los pasadores eyectores expulsan la pieza acabada cuando se abre el molde. Están colocados estratégicamente para evitar daños en la pieza. El molde se cierra y el ciclo continúa.
6. Tratamiento posterior
Tras la expulsión, la pieza puede estar aún caliente, por lo que es necesario enfriarla más. A continuación se realizan otras operaciones secundarias, como recortar los materiales sobrantes, pintar y ensamblar. Los controles de calidad y el material sobrante pueden reciclarse y reinyectarse en el proceso.
Tipos de moldeo por inyección
Los procesos de moldeo por inyección dependen de los requisitos del producto. Se clasifican en función de los sistemas especializados, el material y el diseño del molde.
Clasificación por diseño del molde
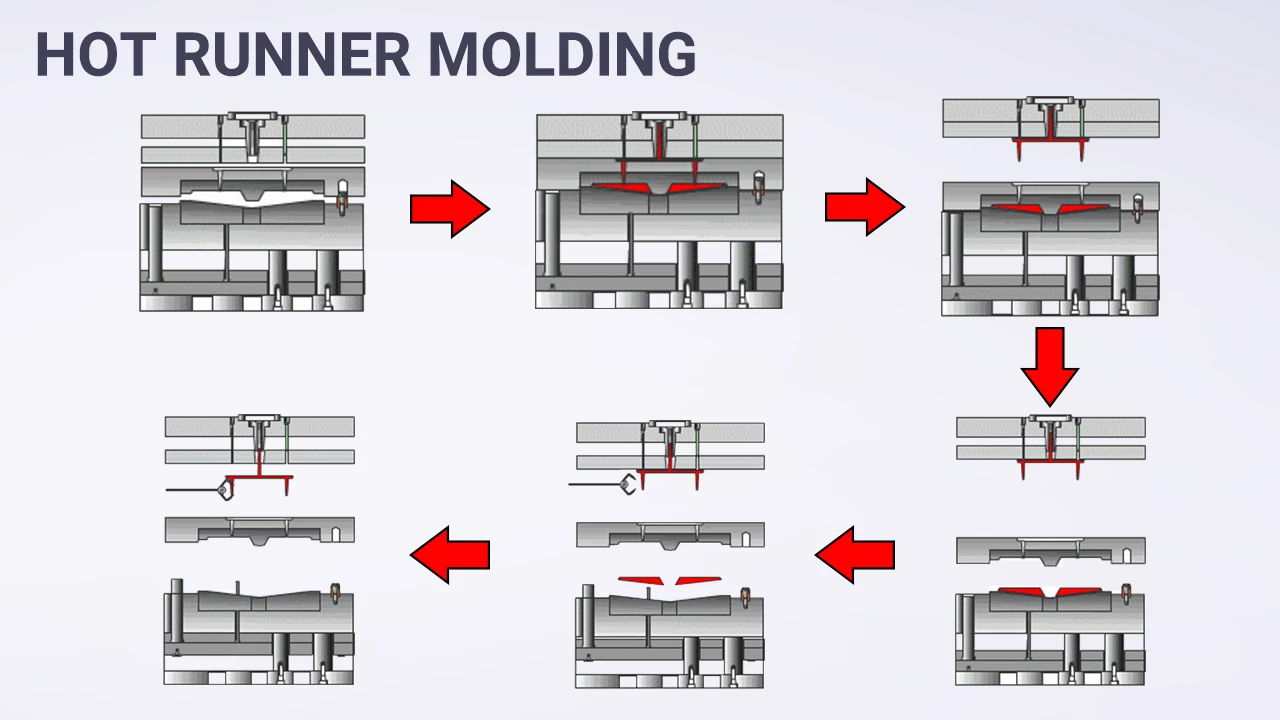
Moldeo por canal caliente
Moldeo por canal caliente es un sistema de alimentación con colectores calentados de varillas o bobinas para mantener el plástico fundido, evitando que se solidifique. Cuando se expulsa, la pieza acabada sale sin los patines. La pieza moldeada sale limpia, sin plástico sobrante, lo que reduce los residuos y el tiempo de ciclo. Por lo tanto, no hay necesidad de reafilado y postprocesado.
Algunas limitaciones de los sistemas de canal caliente son los elevados costes de instalación y mantenimiento. También se necesita personal especializado para supervisar el proceso. También es difícil limpiar los canales o asegurarse de que los plásticos se han agotado por completo, ya que están ocultos. Esto se convierte en un problema cuando se trata de cambios de color o materiales sensibles al calor.
Moldeo por canal frío
El sistema de canal no se calienta y el plástico se solidifica junto con la pieza. En el momento de la expulsión, el canal se separa de la pieza acabada mediante corte o recorte. Sin embargo, esto depende de la placa de molde utilizada, ya que algunas pueden separarse. Son más fáciles de mantener, limpiar, cambiar de color, diseñar iteraciones y trabajar con diferentes materiales, ya que las compuertas y las posiciones de los canales son modificables.
Una desventaja de este sistema es que genera un exceso de residuos en cada ciclo. La posibilidad de rectificado y reprocesado afecta al producto final, ya que el uso repetido altera sus propiedades.

Clasificación por materiales de moldeo por inyección
Moldeo por inyección de plásticos
La forma más utilizada de moldeo por inyección, que utiliza polímeros termoplásticos y resinas termoestables como materias primas. El calentamiento de los gránulos de plástico los convierte en plástico fundido, introduciéndolos en la cavidad del molde. Al enfriarse, se ajustan a la forma del molde. Los termoplásticos no experimentan una degradación significativa de sus propiedades materiales incluso después de un uso repetido. Los termoestables sufren cambios químicos tras el calentamiento, por lo que son difíciles de reutilizar.
Consejos: Normalmente, cuando la gente se refiere al "moldeo por inyección", se refiere sobre todo al "moldeo por inyección de plástico." Si tiene productos de plástico que necesita fabricar, le recomendamos que visite la página "Servicios de moldeo por inyección de plásticos" para obtener más información.

Moldeo por inyección de metales (MIM)
Utiliza como materia prima polvos metálicos finos (acero inoxidable, titanio) mezclados con un aglutinante plástico. De forma similar a la inyección de plástico, se calienta, se inyecta y se enfría en el molde. La pieza que se enfría se denomina "pieza verde"; sin embargo, el proceso aún no ha terminado. La pieza verde se somete a un tratamiento posterior, que incluye el desbobinado y la sinterización, para eliminar el aglutinante plástico y aplicar altas temperaturas para fusionar las partículas metálicas de la pieza final.
Es ventajoso para crear piezas metálicas que antes no eran posibles con los métodos tradicionales. Sin embargo, su mayor limitación es que es algo caro y está limitado a piezas de pequeño tamaño y volúmenes menores.
Consejos: Haga clic para consultar más información sobre "Tecnología MIM“.

Clasificación por procesos especializados
Moldeo por inyección asistida por gas
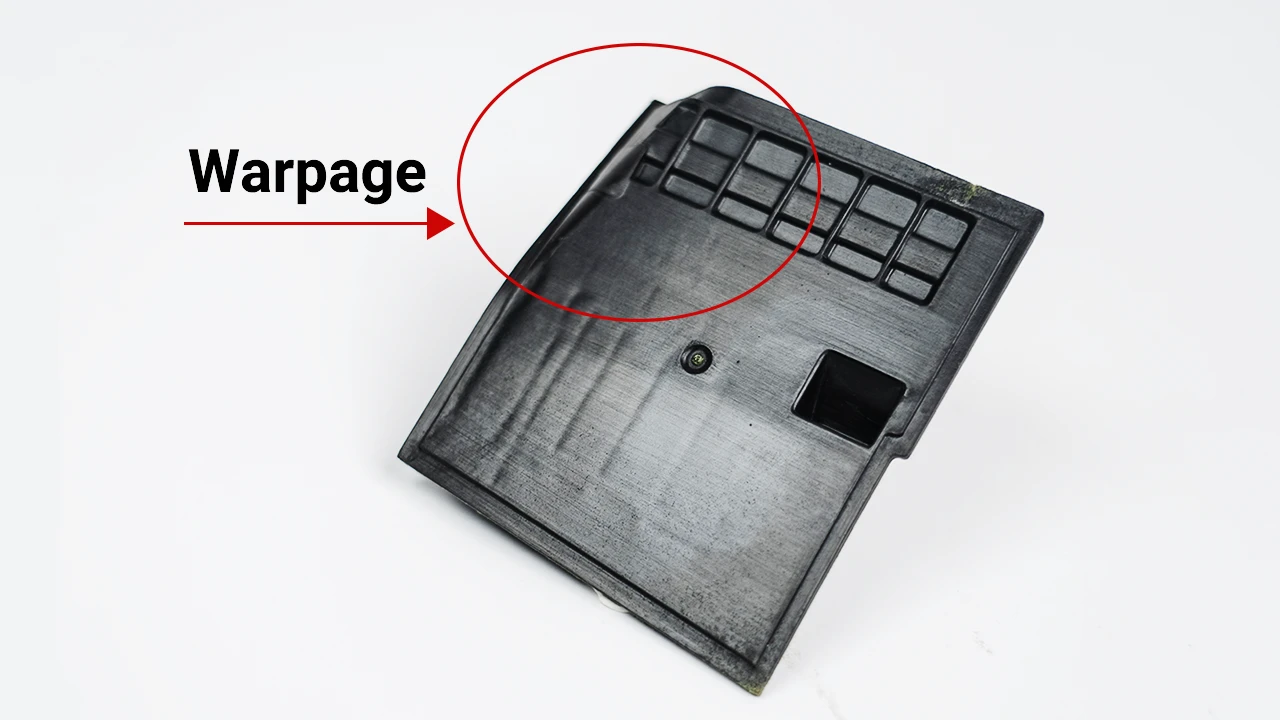
Se inyecta un gas inerte a presión (se utiliza gas nitrógeno) en el molde después de que el plástico fundido forme una sección hueca, aumentando así la velocidad de enfriamiento. Ayuda a reducir el alabeo y las piezas consiguen un acabado superficial liso. Sin embargo, sólo es aplicable a moldes de una sola cavidad, ya que algunos materiales reaccionan con el gas y cambian sus propiedades.
Consejos: Haga clic para saber más sobre "Moldeo por inyección asistida por gas“.

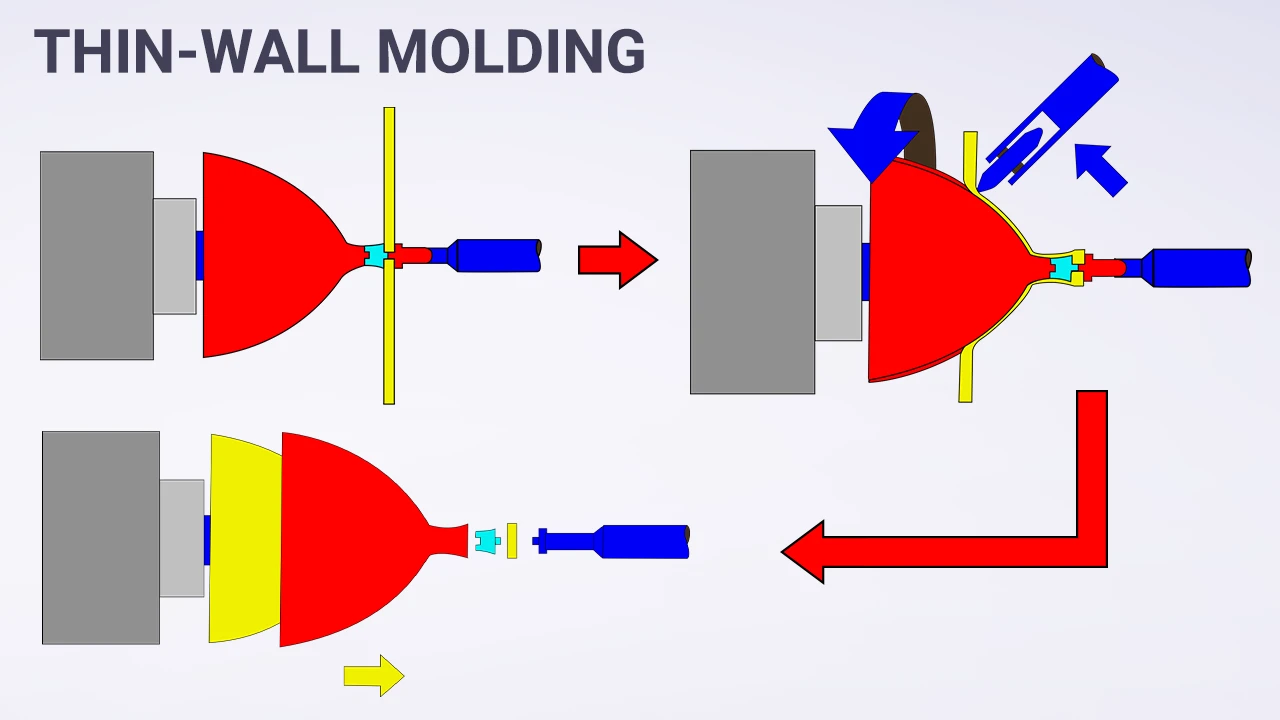
Moldeado de pared delgada
Las paredes finas minimizan el uso de material y ahorran costes. Este proceso crea piezas con paredes muy finas (1-2 mm). Se necesitan máquinas especializadas para inyectar plástico con la máxima precisión y presión para llenar completamente la cavidad del molde. Ayuda a ahorrar recursos en comparación con los métodos tradicionales.
El inconveniente de este proceso es que estas máquinas de moldeo son muy caras y requieren personal especializado. La precisión de alto nivel no es negociable en el moldeo de paredes finas, ya que no hay margen para errores.
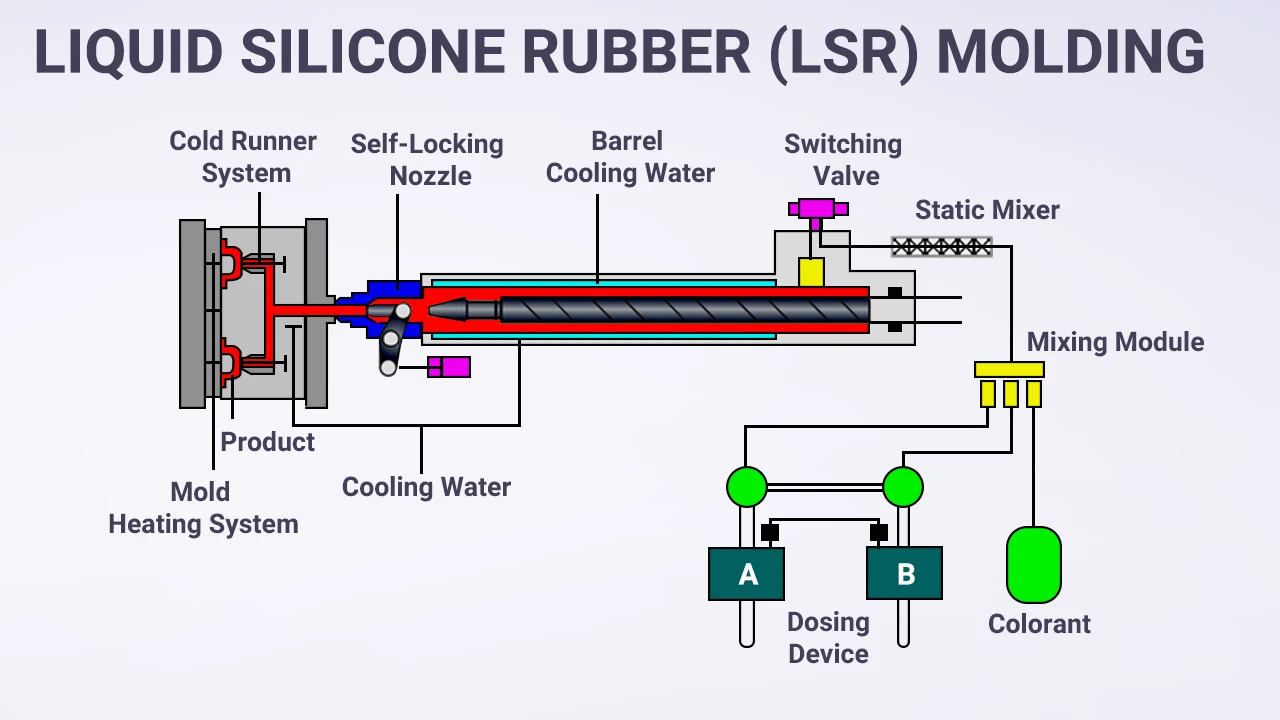
Moldeo de caucho de silicona líquida (LSR)
Está diseñada para la producción a gran escala de productos de caucho. El caucho de silicona termoestable se inyecta en una cavidad de molde calentada y se vulcaniza. Es ventajoso almacenarlo como silicona líquida, lo que elimina la necesidad de fundirlo. También se solidifica rápidamente y produce menos residuos. Por otro lado, una vez vulcanizada la silicona, el proceso es irreversible, y la mayoría de estos productos de silicona no pueden reciclarse.
Consejos: También le puede interesar "Moldeo por inyección de caucho“.
Moldeo por inyección de dos disparos
consiste en combinar dos materiales diferentes o dos colores del mismo material en un solo ciclo de moldeo para formar una única pieza compleja. El proceso utiliza una máquina especial altamente automatizada con dos unidades de inyección. Durante el primer disparo, un material rígido como el plástico ABS se inyecta en la cavidad y forma la primera pieza. A continuación, el molde gira y el segundo material, como el termoplástico blando, se inyecta en la nueva cavidad y se une a la primera pieza. Una vez terminada, se expulsa la pieza de dos materiales, que presenta una integración estructural y estética sin necesidad de un nuevo montaje.
Consejos: Pulse para ver "Cómo funciona el moldeo por inyección de dos disparos“.

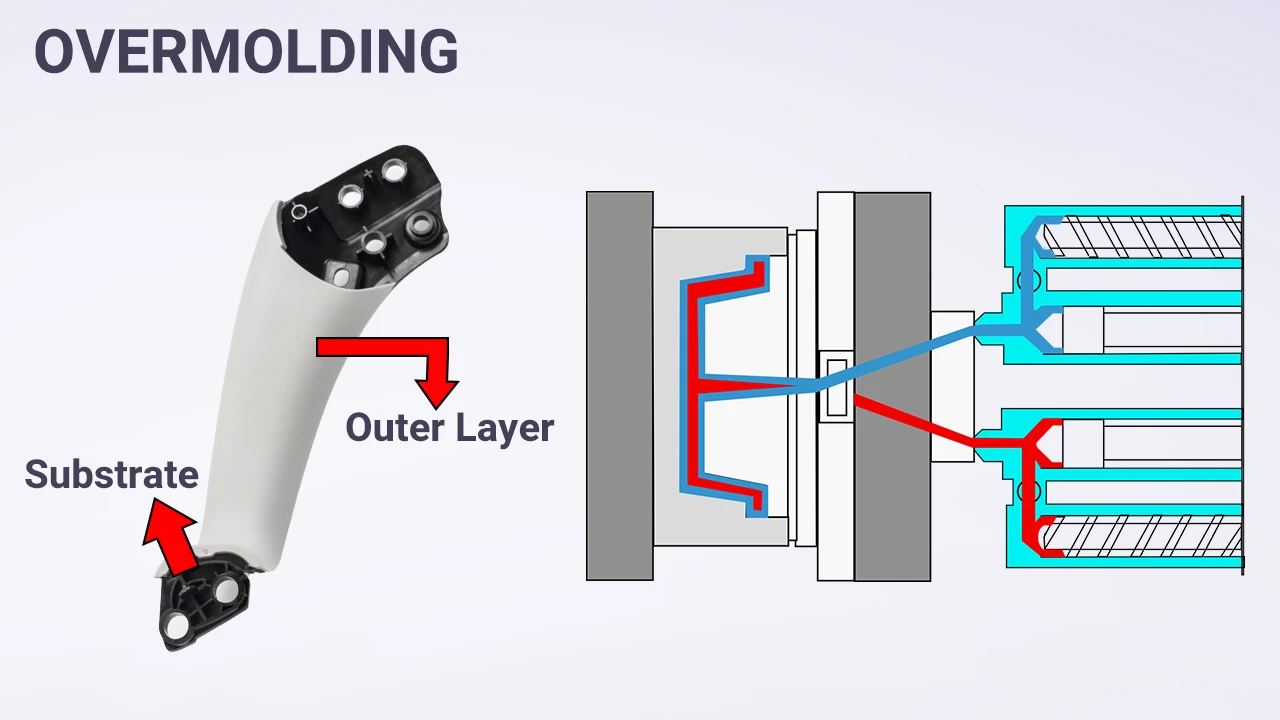
Sobremoldeo
Es el proceso de moldear un material sobre una pieza preexistente. Se produce colocando el molde de la primera pieza y luego inyectando otro material en él. Este método es útil para crear piezas robustas con propiedades combinadas de productos como empuñaduras, mangos de herramientas o cepillos de dientes.
Consejos: Haga clic para profundizar en "Sobremoldeo“.
Moldeo de inserción
Consiste en colocar insertos de metal o plástico (preformados) en el molde y, a continuación, inyectar plástico. A continuación, el plástico se solidifica y se forma alrededor del inserto. Esta técnica crea productos con propiedades de materiales combinados y elimina los montajes posteriores. Sin embargo, este proceso dificulta el desmontaje del producto para su reparación y reciclado.
Consejos: Haga clic para saber más sobre "Moldeo de inserción“.

Componentes principales de la máquina de moldeo por inyección y el molde
Todo el proceso de moldeo se basa en componentes básicos que trabajan juntos para transformar la materia prima en un producto acabado.

Unidad de inyección
- Una tolva es el componente por el que los perdigones se introducen en el cañón/tornillo.
- El barril/tornillo calienta el material hasta fundirlo para facilitar su flujo.
- La boquilla es una pequeña abertura que conecta el sistema eyector y la cavidad situada en la parte inferior de la máquina.
Los gránulos de plástico se introducen en el cilindro a través de la tolva. El barril inyecta el líquido fundido a través de una tobera. Otros canales (canales individuales) transfieren el flujo desde la boquilla hasta la entrada de la compuerta de inyección a las cavidades.
Unidad de sujeción
- La platina Mold se encarga de sujetar las mitades del molde.
- Barras de corbata alinee la platina móvil y proporcione soporte estructural para evitar la deflexión, que podría causar destellos.
- El sistema eyector utiliza un mecanismo de doble acción que facilita la extracción de la pieza.
La platina móvil con una mitad se desplaza hacia la platina fija con la otra mitad. Las barras de unión guían este movimiento para garantizar que la platina se cierre con una alineación perfecta. Las fuerzas de cierre son enormes para mantener las dos mitades herméticamente selladas a alta presión durante la inyección. A continuación, se activa el sistema eyector de la platina móvil. Los pasadores eyectores empujan hacia fuera la pieza acabada.
La cavidad del molde
Formado por dos secciones. El lado fijo y el lado móvil que controlan la apertura y el cierre del molde. Alberga el sistema de canales y mantiene la alineación del lado móvil mediante casquillos y pasadores guía. Su alineación determina las dimensiones precisas y la extracción suave del producto.
Consejos: También puede interesarle la información detallada sobre "cavidades y núcleos de moldes“.
El sistema de alimentación
- Los pasadores guía alinean las mitades del molde durante el proceso.
- Los bebederos y las guías son el punto de entrada del plástico fundido.
- La compuerta es una pequeña abertura que controla el flujo de material en la cavidad del molde.
El bebedero, los canales y las compuertas trabajan conjuntamente para dirigir el plástico fundido desde la unidad de inyección hasta la cavidad del molde. El bebedero conecta la boquilla con el sistema de canales. Los canales distribuyen el flujo fundido en las cavidades del molde a través de las compuertas.
Los canales de refrigeración
Son orificios dentro de las mitades del molde por los que circula agua o aceite para regular las temperaturas. Albergan una unidad termorreguladora que mantiene la temperatura del fluido bajo control. La refrigeración mantiene unas condiciones térmicas constantes en el interior de la cavidad, lo que repercute en la calidad de la pieza y el tiempo de ciclo.
El sistema eyector
- Pasadores eyectores: Son pasadores de acero situados detrás de la cavidad del molde. Se empujan hacia delante cuando se abre el molde.
- Placas eyectoras: donde se montan las clavijas.
- Pasadores de retorno: Empujan las placas eyectoras hacia atrás cuando se expulsa la pieza.
Las placas eyectoras empujan los pasadores hacia delante; la pieza es empujada fuera del molde. A continuación, los pasadores de retorno empujan las placas eyectoras y los pasadores a su posición original para preparar el siguiente ciclo. Cuando el sistema se ha restablecido por completo, emite un sonido "pop" que indica la retracción completa. Las piezas delicadas se extraen mediante eyectores hidráulicos de alta precisión, mientras que las barras de expulsión mecánicas garantizan la uniformidad en la extracción de las piezas.
Consejos: Haga clic para comprender toda la información relacionada con "pasadores eyectores“.
En cuanto a la composición de los moldes, hay un artículo muy detallado aquí que le ayuda a entender todos los componentes, incluyendo la cavidad, el núcleo y la base del molde. Haga clic en “Composición de los moldes de inyección de plástico“.

Materiales comunes de moldeo por inyección y sus propiedades
Los materiales poliméricos son la base del moldeo por inyección de plásticos. Los polímeros o plásticos, como se les conoce, son grandes moléculas con unidades repetitivas. Todos los plásticos son polímeros, pero no todos los polímeros son plásticos. Sus diferencias radican en sus propiedades físicas y químicas.
Los polímeros son compuestos químicos naturales formados por una cadena de moléculas unidas químicamente (monómeros). Los monómeros simples se denominan homopolímeros. Dos o más monómeros forman un copolímero. La ventaja de los polímeros es que no emiten gases tóxicos al quemarse.

Plásticos son polímeros sintéticos extraídos del petróleo mediante el proceso de polimerización. Existen dos categorías de plásticos:
- Termoplásticos: Tienen cadenas lineales o ramificadas. Son blandos cuando se calientan y se endurecen al enfriarse.
- Termoendurecible: Sufre cambios irreversibles una vez fraguado/calentado.
- Elastómeros: Presentan una elasticidad similar a la goma. Pueden volver a su forma original tras calentarse.
Al considerarse polímeros, los plásticos presentan estructuras similares a las de los polímeros. Las principales ventajas de los plásticos son su bajo coste de producción, su elevada relación resistencia-peso y su versatilidad. [3] [4].
Además de utilizar polímeros como material de base para el moldeo por inyección, otros materiales, como els metales, . El proceso se denomina moldeo por inyección de metal (MIM). La mayoría de los materiales metálicos utilizados en MIM incluyen: Aleaciones ferrosas (aceros para herramientas, aceros inoxidables, aleaciones magnéticas hierro-níquel, aleaciones especiales Kovar &Invar"), Aleaciones de tungsteno, Metales duros (carburos cementados), y materiales especiales como los compuestos.

La siguiente tabla le guiará a través de los tipos de materiales poliméricos utilizados en el moldeo por inyección y sus aplicaciones.
Tabla de propiedades y aplicaciones de los materiales de moldeo por inyección más comunes
| Categoría | Material (Abbr.) | Propiedades clave | Aplicaciones | Notas |
|---|---|---|---|---|
| Propósito general | PP | Ligero, resistente a los productos químicos | Contenedores, Piezas de automóvil | El plástico más versátil y rentable. |
| PE | Resistente a los golpes, Aislante eléctrico | Juguetes, Aislamiento de cables | Disponible en Grados HDPE y LDPE. | |
| PS | Rígido, Bajo coste | Vajilla, Envases | Existe en grados cristal (GPPS) y de alto impacto (HIPS). | |
| PVC | Ignífugo, Resistente a la intemperie | Tuberías, revestimiento de cables | Puede ser rígido o flexible con plastificantes. | |
| ABS | Resistente a los impactos, Buen acabado | Carcasas de electrónica, Interiores de automóviles | Equilibrio perfecto entre resistencia, coste y procesabilidad. | |
| Plásticos técnicos | PA | Alta resistencia, resistente al desgaste | Engranajes, Rodamientos | Conocido como Nylon, requiere presecado. |
| PC | Resistente a los golpes, Transparente | Gafas de seguridad, Componentes electrónicos | Dureza excepcional pero propensa al rayado. | |
| POM | Alta rigidez, baja fricción | Engranajes de precisión, Cremalleras | A menudo llamado "acetal", se comporta como un metal. | |
| PET | Alta resistencia, buena barrera | Botellas, piezas de ingeniería | Requiere un grado especializado (PETG) para mayor claridad. | |
| PBT | Resistente a los productos químicos, dimensionalmente estable | Conectores, Componentes de automoción | Cristaliza más rápido que el PET para facilitar el moldeo. | |
| Alto rendimiento | PPS | Alta resistencia al calor, químicamente inerte | Sensores de automoción, Piezas industriales | Un polímero de ingeniería excelente y muy duradero. |
| PEEK | Resistente al calor, mecánicamente fuerte | Piezas aeroespaciales, implantes médicos | Rendimiento de primer nivel con un coste elevado. | |
| PEI | Alta resistencia, Ignífugo | Bandejas esterilizables, Interiores aeroespaciales | Una alternativa de PC transparente y de alto rendimiento. | |
| Elastómeros | TPE | Tacto suave, Reciclable | Puños, juntas | Se puede moldear como el plástico pero se siente como el caucho. |
| TPU | Resistente a la abrasión, Elástico | Fundas de teléfono, suelas de zapatos | Excelente resistencia al desgaste entre los elastómeros. | |
| TPV | Resistente a la intemperie, duradero | Juntas para automóviles, Burletes | Excelente sustituto del caucho termoestable. | |
| Bioplásticos | PLA | Biobasado, compostable | Envases para alimentos, impresión 3D | El bioplástico más común, pero sensible al calor. |
| MIM Metales | 316L | Resistente a la corrosión, Fuerte | Herramientas médicas, Estuches para relojes | Ideal para piezas metálicas pequeñas y complejas mediante MIM. |
| 17-4PH | Alta resistencia, endurecible | Componentes de armas de fuego, Herramientas dentales | Puede someterse a tratamiento térmico tras el moldeo para obtener una mayor resistencia. | |
| NMT Metales | Aleación de Al | Ligero, buena resistencia | Marcos para teléfonos, fundas para portátiles | El metal principal para las piezas híbridas de plástico NMT. |
| Aleación de Mg | Muy ligero, alta resistencia | Armazones de drones, Carcasas electrónicas | Excelente relación resistencia/peso para NMT. | |
| Acero inoxidable | Alta resistencia, resistente a la corrosión | Dispositivos portátiles, Llaves de coche | Proporciona un esqueleto metálico resistente mediante NMT. |
Materiales modificados
Los materiales de moldeo por inyección se utilizan en muchísimas aplicaciones. Para mejorar su rendimiento, estos materiales se modifican a menudo con otros polímeros o aditivos. Algunos de los materiales modificados pueden ser;
- Plásticos modificados con fibra de vidrio: Añadir fibras de vidrio a materiales como el nailon y el policarbonato. Los hacen más resistentes y rígidos.
- Plásticos reforzados con fibra de carbono: Aplicable cuando la relación resistencia-peso es muy necesaria, como en los componentes aeroespaciales.
- Polímeros rellenos de minerales: Minerales como el carbonato cálcico y el talco aumentan la rigidez de los polímeros.
- Mezclas y aleaciones de polímeros: Consisten en mezclar distintos polímeros para crear un nuevo material. Por ejemplo, el PC&ABS crea un material excelente que se utiliza en salpicaderos de automóviles y carcasas de ordenadores.
- Adición de aditivos: Los aditivos más utilizados son: colorantes y tintes, estabilizadores UV, plastificantes y retardantes de llama. Estos aditivos aumentan las propiedades funcionales de los polímeros.

La elección de un material polimérico para un fin concreto es un quebradero de cabeza para los ingenieros. Sin embargo, con las estrategias adecuadas y respondiendo a las preguntas correctas, uno elegirá los materiales más adecuados. He aquí una guía detallada sobre lo que hay que tener en cuenta para saber qué se adapta mejor a sus objetivos...:
- Los requisitos de la pieza: ¿La pieza debe ser resistente, duradera, transparente, elástica o blanda? ¿Se utilizará con fines alimentarios o médicos? ¿Es para exteriores? Responder a estas preguntas es el primer paso para encontrar el material adecuado para el producto.
- El presupuesto: El coste es el factor principal, y el material más asequible es el primero que hay que tener en cuenta. Los plásticos básicos, como el PP, son los más asequibles; los plásticos técnicos, como el PC y el nailon, tienen un coste más elevado; y los plásticos modificados son los más caros.
- El entorno operativo: Considere dónde se utilizará el producto. ¿Estará sometido a entornos como temperatura, acidez, condiciones alcalinas, estrés y tensión, entre otros? Esto le ayudará a eliminar materiales inadecuados.
- Propiedades mecánicas del material: Estas propiedades explican cómo debe comportarse un determinado grado de material en determinadas condiciones. La pieza debe soportar diversas fuerzas físicas en función de dónde se utilice.
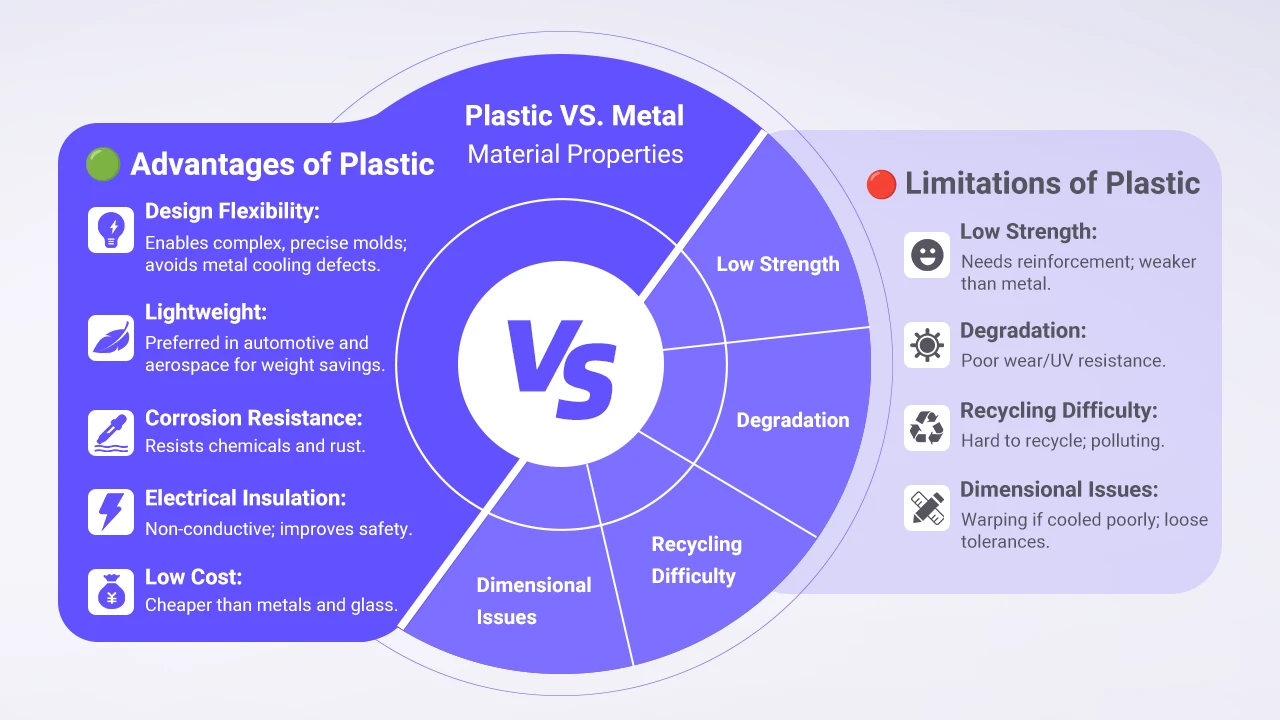
Ventajas y limitaciones del plástico en el moldeo por inyección frente a otros materiales
El moldeo por inyección utiliza diferentes materiales. En el fondo, los plásticos se han convertido en dominantes con un conjunto único de ventajas y limitaciones.
| Ventajas | Limitaciones |
|---|---|
| Flexibilidad de diseño para crear geometrías complejas y diseños intrincados (sobremoldeo). Los plásticos fundidos pueden llegar a todas las partes de la cavidad detallada. Otros materiales, como los metales, tienen tensiones de flujo y enfriamiento limitadas, con el riesgo de defectos como el envoltorio. | En cuanto a capacidades estructurales como resistencia y rigidez, los plásticos no pueden compararse con los metales. Por eso la mayoría se refuerzan con materiales como la fibra para mejorar su resistencia. |
| Los plásticos son más ligeros que otros materiales como los metales, lo que los hace importantes en aplicaciones como la automoción y la industria aeroespacial. | Los plásticos son susceptibles al desgaste y a la degradación por los rayos UV, especialmente cuando se enfrentan a una elevada fricción y calor. |
| A diferencia de los metales, los plásticos resisten la corrosión y los productos químicos. | El uso de plásticos ha causado muchos problemas medioambientales, sobre todo porque es difícil reciclarlos sin que pierdan sus propiedades. |
| Los componentes de plástico son ideales para el aislamiento térmico de las bandas eléctricas, lo que reduce el riesgo de descargas, mientras que los metales son conductores naturales. | Los plásticos presentan inestabilidad dimensional, como deformaciones, si no se diseñan o enfrían adecuadamente, mientras que los metales y la cerámica pueden alcanzar tolerancias elevadas. |
| Los plásticos son relativamente baratos de fabricar en comparación con materiales tradicionales como el vidrio y el metal. |
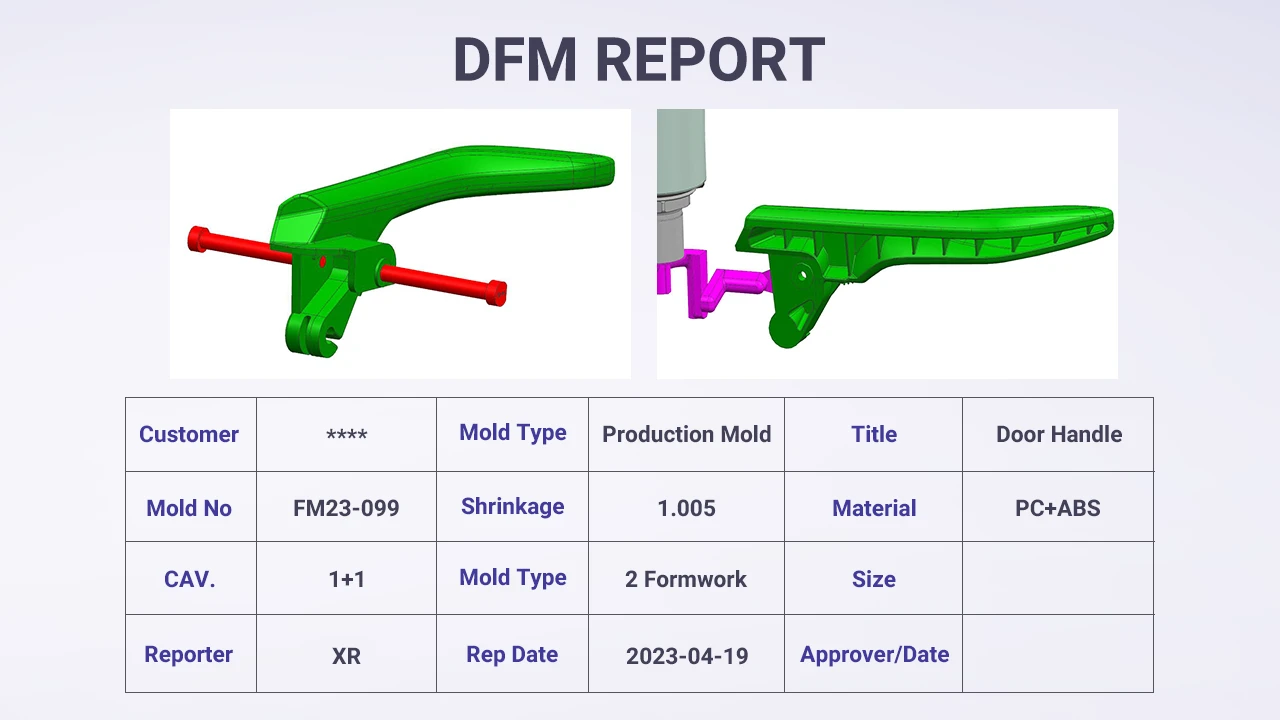
Diseño para la fabricación (DFM)
Para que un producto tenga éxito y funcione bien en el mercado, su éxito depende en gran medida de las decisiones tomadas durante la fase de diseño e ingeniería. La DFM consiste en diseñar una pieza o producto para que funcione con las limitaciones y procesos de fabricación específicos. Todos los profesionales (diseñadores, ingenieros) se implican desde el principio para ayudar a evitar problemas como costes, retrasos y pérdidas de tiempo. Fundamentalmente, se trata de un servicio que cualquier fábrica de moldeo por inyección debería prestar a sus clientes. Sin embargo, algunas fábricas incluyen el DFM como parte de su presupuesto estándar, mientras que otras pueden cobrarlo como un servicio aparte. Pero todo esto depende del alcance del proyecto y de la negociación entre el cliente y la fábrica [5].
Principios básicos de DFM en el moldeo por inyección
- Espesor de pared uniforme: Es importante que el grosor de la pared de la pieza sea uniforme. Por ejemplo, un grosor uniforme de 2-3 mm garantiza un enfriamiento uniforme para evitar defectos como huecos y marcas de hundimiento.
- Ángulos de tiro: Un ángulo de inclinación es una conicidad añadida a una pared vertical para permitir una expulsión suave y evitar que la pieza se pegue o se raye. Un ángulo de inclinación de 1°-2° en superficies lisas, 5° en superficies no texturizadas, 3° en texturas claras, y 5° o más en texturas pesadas.
- Radios y filetes: Ayudan a reducir la tensión en los puntos de esquina y permiten que el material fluya con facilidad. El radio de los filetes debe ser 25-50% del grosor normal de la pared.
- Costillas, salientes y refuerzos: Las nervaduras añaden refuerzo a las paredes sin que parezcan gruesas y evitan el alabeo. Deben ser 40-60% del grosor normal de la pared. Los resaltes son cilíndricos y sirven como puntos de montaje para los elementos de fijación, al tiempo que ayudan a alinear los componentes. No deben superar los 60% del grosor total de la pared. Las cartelas son triangulares y refuerzan las nervaduras y los resaltes, haciéndolos más estables.
- Socavones: un destalonado (clips, ganchos) dificulta la expulsión suave de la pieza. Evitar estas características reduce el coste de las herramientas.
- Esquinas: Añadir esquinas en los bordes afilados minimiza la tensión. Las esquinas redondeadas también reducen la contracción. El radio interno debe medir 50% del grosor de la pared. El radio exterior es el suma del espesor de la pared y del radio interior.

Consejos: Quizá le interese "Guía completa de DFM" y "Qué es el análisis del flujo de moldes“.
El papel del moldeo por inyección en las aplicaciones industriales
El moldeo por inyección proporciona las especificaciones y calidades únicas que necesitan diversas industrias. Ha desempeñado un papel fundamental en la resolución de algunos problemas de fabricación de las industrias.
Fabricación de piezas de automóvil
La industria del automóvil necesita un salpicadero interior duradero, único y ligero que pueda alojar rejillas de ventilación y otros componentes sin perder su estética. El moldeo por inyección puede producir salpicaderos de una sola pieza sin necesidad de montaje. Utilizando polímeros como el ABS, diseñamos moldes que se asemejan a su forma, incorporando características y texturas complejas. Los distintos tipos de moldeo, como el sobremoldeado y el de dos disparos, mejoran el aspecto y el tacto del salpicadero.
Otras aplicaciones del moldeo por inyección en la industria del automóvil son:
- Parachoques
- Carcasas de los espejos.
- Portavasos.
Producción de componentes electrónicos de consumo
Electrónica de consumo Producción de carcasas finas, ligeras y resistentes para smartphones que protegen los sensibles componentes electrónicos internos. Gracias a las avanzadas capacidades de moldeo por inyección, los plásticos como el policarbonato son duraderos e increíblemente ligeros. Inclusión de nervaduras y resaltes para soporte, puntos de montaje para placas de circuitos y puertos de recorte en un solo ciclo de fabricación.
Otros componentes estándar de esta industria son:
- Interruptores eléctricos.
- Cajas y carcasas para placas de circuitos.
- Conductos.
- Componentes para ordenadores portátiles y de sobremesa.
Fabricación de piezas de dispositivos médicos
El diseño y la fabricación de inyectores-bolígrafo de insulina por parte de la industria médica están revolucionando el tratamiento de la diabetes. Han sustituido las jeringuillas propensas a errores por jeringuillas portátiles de dosis medible. Gracias a la MI, es posible fabricar diseños ergonómicos (diales y botones), lo que ayuda a la autoadministración. Los materiales PC y ABS son conocidos por mantener la esterilidad. La fabricación de estas plumas en grandes cantidades reduce el coste unitario, lo que las hace asequibles al
- Público en general.
- Otros artículos médicos que se producen mediante MI son
- Catéteres.
- Tubos.
- Implantes.

Fabricación de componentes aeroespaciales
La industria aeroespacial necesita componentes de cabina duraderos, ligeros y robustos para garantizar la seguridad de los pasajeros y reducir el consumo de combustible. IM utiliza polímeros especializados de alto rendimiento, como PEEK y PEI, que son ligeros y resistentes. Asimismo, gracias a la capacidad de crear geometrías complejas, es posible fabricar piezas como marcos de rejillas de ventilación y hebillas de cinturones de seguridad para la cabina.
Algunas otras piezas fabricadas mediante moldeo por inyección son:
- Paneles
- Componentes del chasis.
- Soportes y fijaciones.
- Componentes de la cabina.
Producción de productos de embalaje
La industria del envasado utiliza materiales plásticos para el almacenamiento de alimentos y bebidas. Estos envases deben ser de calidad alimentaria, de bajo coste y duraderos. El moldeo por inyección domina esta industria creando una amplia gama de envases con materiales aptos para uso alimentario como el PET y el PVC. La producción de piezas se realiza en grandes volúmenes con todo tipo de diseños y formas. Los envases de HDPE se fabrican con tapas y asas a un coste extremadamente bajo.
Otras piezas fabricadas habitualmente para esta industria son:
- Sistemas transportadores.
- Tapones.
- Componentes del equipo de procesamiento.

Fabricación de pequeños componentes para la construcción
La necesidad del sector de la construcción de materiales de construcción como tuberías y accesorios utilizados en sistemas de fontanería y drenaje requiere métodos de producción eficaces. El uso de materiales de PVC para crear piezas como codos, acopladores y tes contribuye a la resistencia a la corrosión. Su gran resistencia evita las fugas. Estas piezas se producen en grandes cantidades para garantizar un suministro continuo que satisfaga la demanda de la construcción.
Entre los elementos más comunes en la industria de la construcción se incluyen:
- Producto del sistema de calefacción, ventilación y aire acondicionado.
- Piezas de ventanas y puertas.
- Aislamiento y fijaciones.
- Carcasas de herramientas eléctricas manuales.

Coste y optimización del moldeo por inyección
La gestión de costes es el punto central para el éxito de cualquier proyecto de moldeo por inyección. El IM es preferible por su bajo coste unitario con una producción de gran volumen. Es esencial tener muy en cuenta los costes para obtener el máximo rendimiento en estas áreas críticas: utillaje, materiales y producción. [6].
Los dos costes principales: Utillaje (molde) frente a precio unitario (pieza)
El coste del utillaje es la mayor inversión inicial en el moldeo por inyección. Los moldes pueden costar miles de dólares, dependiendo del proceso de mecanizado utilizado en su fabricación y de otros factores como el tipo de material.
El precio unitario (pieza) es el coste en que se incurre para producir cada pieza durante la producción. Implica mano de obra, tiempo de máquina y coste de material.
Factores clave del coste del molde
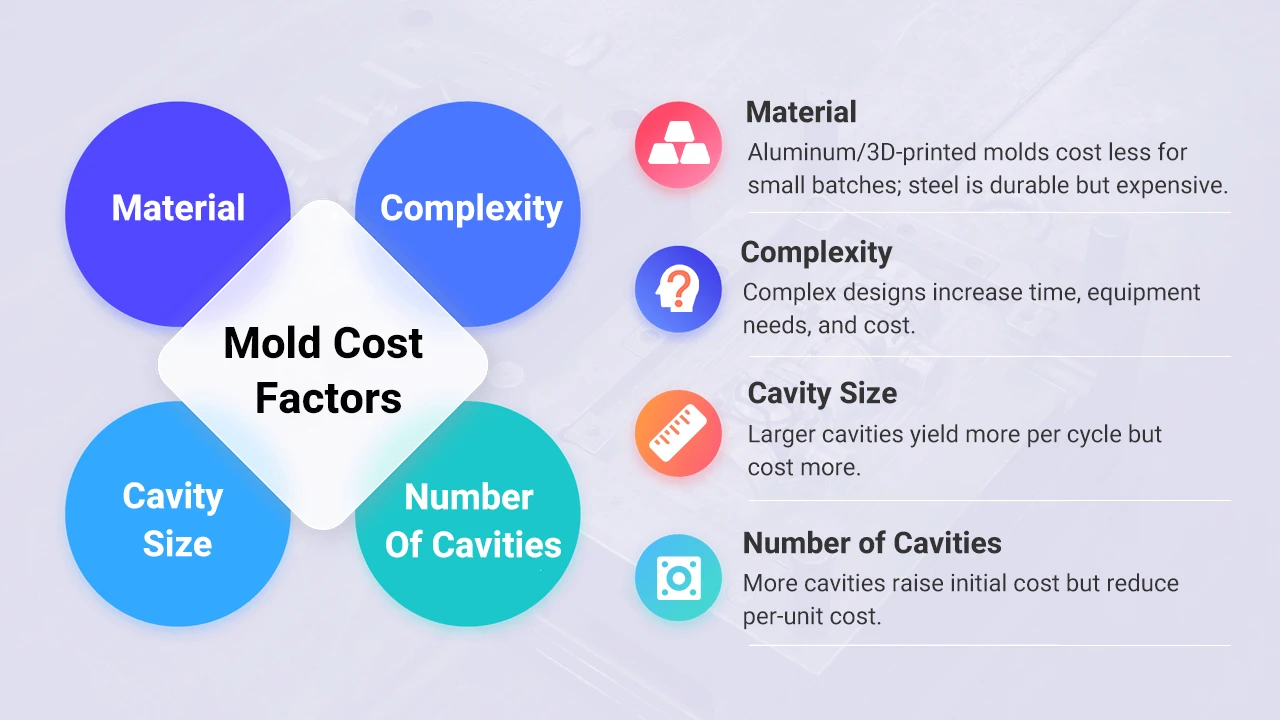
Material del molde: Los materiales varían en durabilidad y coste, lo que afecta a la eficiencia general del proceso de fabricación. El aluminio y los moldes impresos en 3D son menos caros y más adecuados para la producción de bajo volumen. Por otro lado, el gasto en acero proporciona una mayor vida útil de las herramientas.
Complejidad del molde: Los costes de diseño y fabricación de moldes con geometrías complejas son un poco más elevados. Se necesitan máquinas especializadas para estos moldes y tienen tiempos de producción más largos. Por tanto, es esencial encontrar un equilibrio entre estos costes y las consideraciones de diseño.
Tamaño de la cavidad del molde: Las cavidades grandes pueden contener grandes volúmenes de materiales y producir más piezas por ciclo. Sin embargo, debido al tamaño de los moldes, son más caras. Por el contrario, las cavidades más pequeñas son rentables por su sencillez y su menor uso de material.
Número de cavidades: Las cavidades múltiples crean más piezas por ciclo, lo que aumenta el coste de las herramientas pero reduce el coste por unidad.
Estrategias de optimización de costes (en la fábrica y en el cliente)
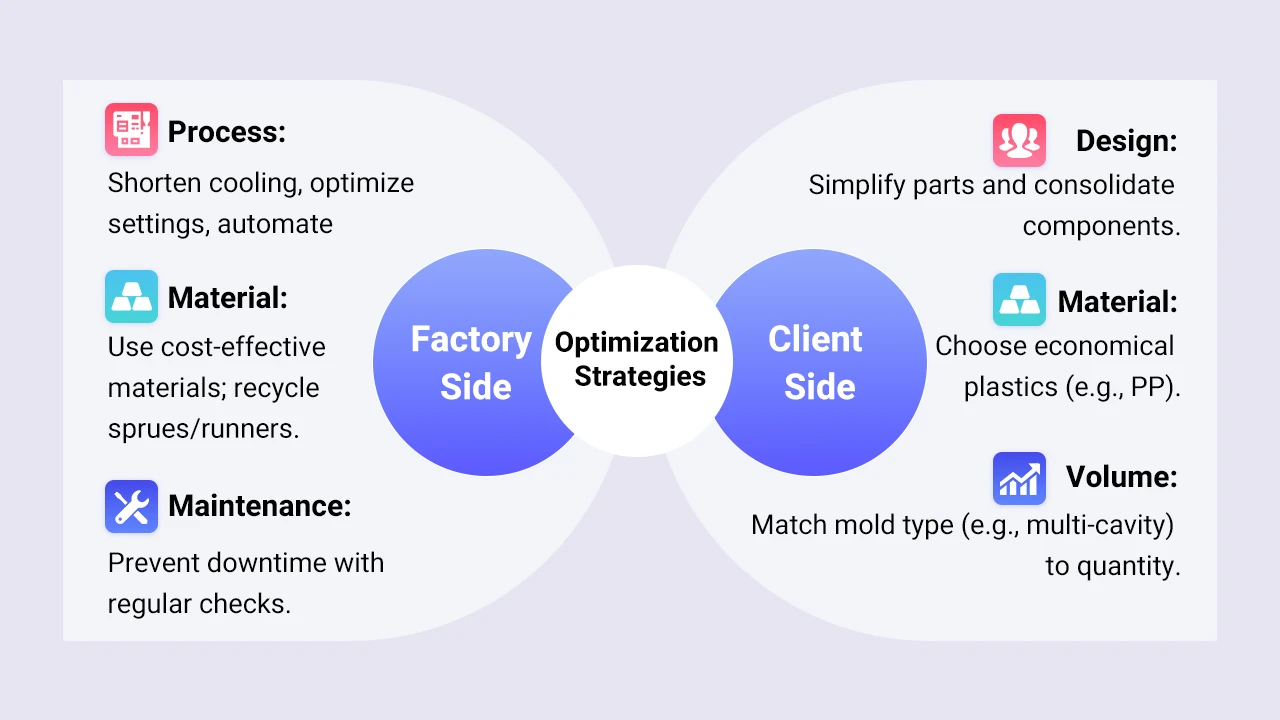
Lado de la fábrica:
Proceso y producción: Algunas estrategias de producción pueden ayudar a optimizar los costes del moldeo por inyección. Entre ellas se incluyen: tiempos de enfriamiento, ajustes precisos de la máquina, automatización de tareas para aumentar los índices de producción y reducción de costes.
Gestión de materiales y residuos: Elegir materiales disponibles y menos costosos puede reducir los costes de forma significativa. Reducir el desperdicio de materiales durante el proceso de moldeo utilizando sistemas de canal caliente o reciclando los materiales sobrantes de bebederos y canales.
Mantenimiento: El mantenimiento periódico de las máquinas de producción evita tiempos de inactividad imprevistos, garantizando la coherencia.
Del lado del cliente:
Diseño de piezas: Simplificar el diseño reduce el tiempo y el coste de mecanizado del molde. Combinar distintos componentes en una sola pieza minimiza la necesidad de montaje y mano de obra, lo que reduce el coste total.
Selección del material: La elección del material para el producto afecta directamente al coste de producción. Utilizar plásticos como el polipropileno (PP) para una pieza no crítica puede resultar más barato y seguir sirviendo para el mismo fin.
Volumen de producción: El número de piezas producidas determina el tamaño del molde utilizado en función de la inversión del cliente. Por ejemplo, un proyecto de gran volumen requiere moldes más duraderos y con varias cavidades, lo que afecta a la inversión inicial.
Consejos: First Mold ha preparado un artículo profesional que detalla costes de moldeo por inyección. Puede hacer clic para conocer los componentes específicos de los costes de moldeo por inyección y los métodos para reducirlos.
Defectos comunes en el moldeo por inyección y normas de aceptación de productos moldeados por inyección
El proceso de moldeo por inyección es un método de fabricación en el que se confía por su versatilidad y eficacia. A pesar de ello, no se produce sin retos particulares, como los defectos que pueden surgir y provocar problemas importantes como comprometer la integridad del producto. Pueden alterar la rentabilidad, la velocidad y acortar la vida útil del producto. Son el resultado de un mal diseño, fallos en el control de calidad, errores en el proceso de producción y muchos más.

Si desea una guía detallada sobre los defectos, consulte este documento técnico defectos de moldeo por inyección.
Si está interesado en cada tipo de defecto de moldeo por inyección, puede consultar la tabla siguiente para navegar a la página correspondiente y obtener una comprensión más profunda.
| Disparos cortos | Flash | Alabeo | Burbujas | Marcas de quemaduras |
| Decoloración | Rayas de plata | Líneas de soldadura | Marcas de fregadero | Marcas de flujo |
| Marcas expulsadas |
La aceptación de un producto moldeado es el nivel aceptable de defectos. Esto depende de las normas y criterios específicos que debe cumplir su pieza, incluido el acabado superficial, el rendimiento funcional y la precisión dimensional. Aquí encontrará un desglose de cómo un proceso de control de calidad real garantiza la aceptación de una pieza: Normas de calidad y aceptación de piezas moldeadas por inyección.
Control de calidad para piezas moldeadas por inyección
El control de calidad en el moldeo por inyección garantiza que las piezas producidas cumplan todas las especificaciones requeridas. Estas especificaciones incluyen: comprobaciones previas y posteriores a la producción y supervisión de los procesos en curso. [7].
Las tolerancias dimensionales son las variaciones que se aceptan cuando se trata de las dimensiones de una pieza. Por ejemplo, cuando se fabrican piezas idénticas, es imposible que coincidan por completo. Estas tolerancias tienen unos límites antes de considerarse un defecto. Esto es útil en el montaje para garantizar que todas las piezas encajan entre sí.
Dimensionado geométrico y tolerancias (GD&T) es un lenguaje que define la necesidad funcional de la geometría de una pieza. Se utiliza sobre todo en el dibujo de ingeniería para controlar las formas, la ubicación y la orientación de las características. GD&T ayuda en la fabricación de piezas moldeadas que necesitan acoplarse con otros componentes. Los diseñadores utilizan GD&T para guiarse en el tratamiento de las características no críticas y aflojar las tolerancias, lo que reduce los costes de fabricación.

Métodos de inspección
Deben aplicarse métodos de inspección para garantizar que las piezas cumplen su precisión dimensional. Algunos de estos métodos son:
- Inspecciones visuales: Esta es la primera línea de defensa en la comprobación de defectos en las piezas como marcas, destellos, decoloración o arañazos.
- Calibres y micrómetros: El uso de herramientas manuales permite realizar comprobaciones dimensionales rápidas, pero para geometrías complejas se necesitan herramientas más avanzadas.
- Inspección del primer artículo (FAI): Un molde nuevo pasa por esta comprobación antes de empezar a funcionar. Se inspeccionan y documentan todas las características, dimensiones y notas incluidas en los planos.
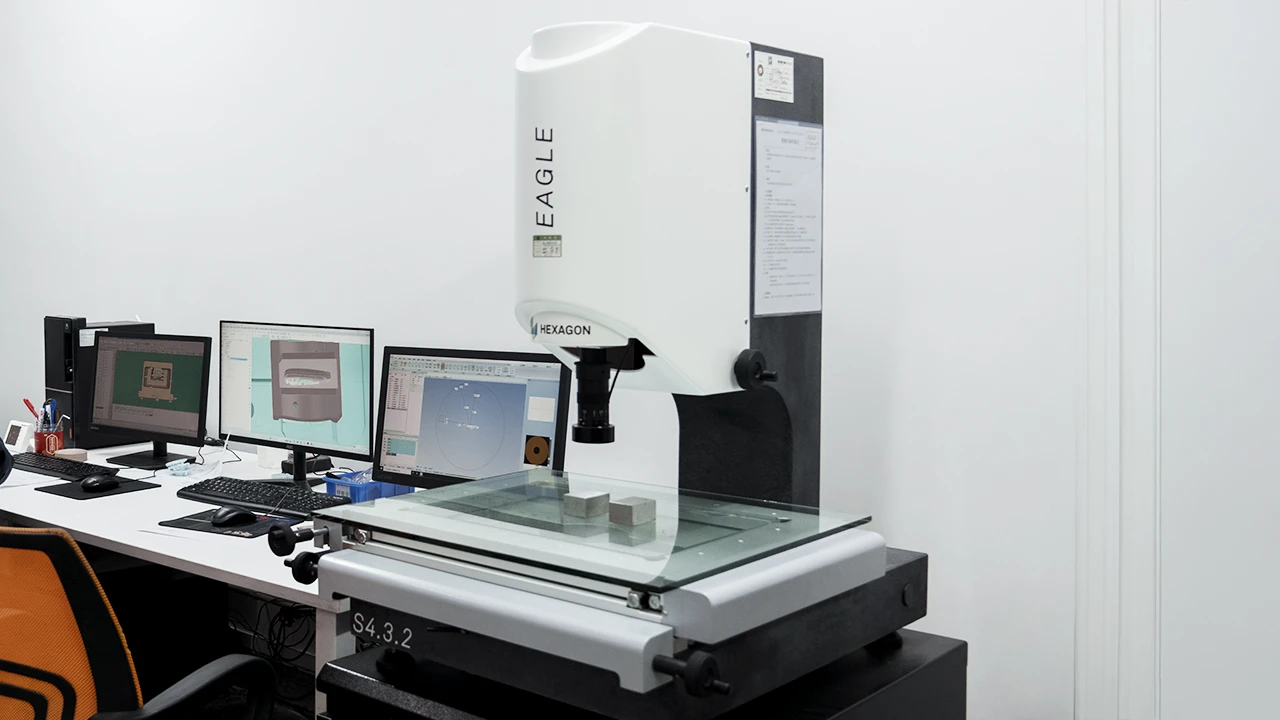
- Máquina de medición por coordenadas (MMC): Se trata de una herramienta de inspección avanzada que mide las dimensiones de un producto, especialmente de piezas complejas.
Control y supervisión de procesos
Son estrategias empleadas para garantizar la calidad de la pieza durante el proceso de producción.
- Supervisión de procesos en tiempo real: Uso de sensores integrados en las máquinas para recoger datos críticos como la temperatura, la presión y la hora. Estos datos ayudan a realizar ajustes rápidos y a prevenir defectos.
- Control estadístico de procesos (CEP): Utiliza datos estadísticos para supervisar y controlar la producción. Los gráficos de control trazados guían el proceso de producción. Si los datos se desvían del rango aceptable, indica que hay un problema en el proceso.
- Control de la presión de la cavidad: Los sensores colocados dentro de la cavidad del molde miden la presión del plástico fundido. Producen una curva visible que muestra la calidad de la pieza.

¿Cómo elegir un proveedor de moldeo por inyección?
Un proveedor adecuado para el moldeo por inyección determina el éxito de su proyecto. No solo afectan a las piezas, sino que también pueden ayudar a ahorrar tiempo y dinero.

He aquí cómo elegir el adecuado:
- Evaluar la calidad y las certificaciones: Esto no es negociable. Contar con certificaciones como ISO 9001 demuestra el compromiso de un proveedor con la calidad. Las industrias especializadas cuentan con certificaciones como la ISO 13485 para productos médicos y la IATF 16949 para productos de automoción. Inspeccione también su proceso de control de calidad y la calidad de los equipos que utiliza.
- Ubicaciones y logística: Un proveedor local reduce los plazos de entrega y facilita la comunicación en comparación con los extranjeros, lo que se traduce en plazos de entrega más rápidos. Sin embargo, otros aspectos, como los costes de mano de obra y utillaje, dependen de quién pueda ofrecer costes asequibles, lo que es vital para que los proyectos sean rentables.
- Presupuestos: Dedicar tiempo a revisar los presupuestos y comparar precios es esencial para conseguir el acuerdo que ofrezca el mayor valor posible. Pregunte por las cantidades mínimas para proyectos de bajo volumen y la propiedad de herramientas.
- Evalúe sus capacidades: La experiencia del proveedor debe ajustarse a los objetivos de su proyecto. La gama de máquinas disponibles, su experiencia en proyectos sencillos y complejos, el proceso posterior al moldeo y si ofrecen servicios de DFM son factores a tener en cuenta.
- El contrato con el proveedor: Para ofrecer protección a la empresa y sus productos, es esencial revisar el alcance del contrato para evitar futuros malentendidos. Algunos elementos de los contratos son: precios, condiciones de pago, plazos de entrega, etc.
Consejos: Primero Mold te recomienda que leas:
- 8 proveedores de moldeo por inyección en línea recomendados
- 10 Empresas de Moldeo por Inyección Recomendadas en México
- 10 fabricantes de moldeo por inyección recomendados en China
Mercados y tendencias del moldeo por inyección
La evolución reciente ha propiciado el crecimiento de la MI. Los ingresos procedentes de la venta de plásticos a las industrias de MI son la fuente de las previsiones y estimaciones del mercado [8] [9].
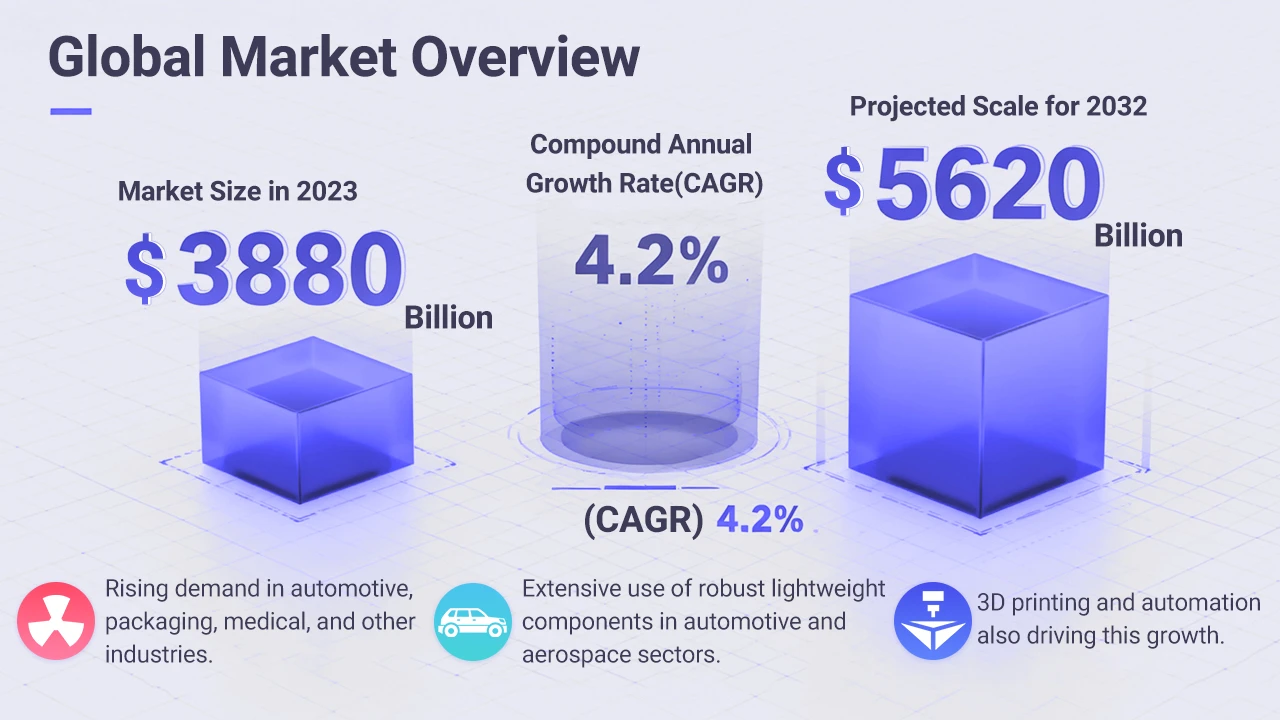
Panorama del mercado mundial
En 2023, el tamaño estimado del mercado mundial era de $388 mil millones. Con una tasa de crecimiento anual compuesto (TCAC) de 4,2% entre 2024 y 2032, se prevé que esta cifra aumente hasta casi $562.000 millones en 2032. Este crecimiento se debe a la creciente demanda de plástico en industrias como la automoción, el envasado y la medicina. Esta demanda se debe al amplio uso de componentes resistentes y ligeros en los sectores automovilístico y aeroespacial. La adopción de la fabricación digital, como la impresión 3D y la automatización, también ha contribuido a este crecimiento.
Análisis regional
El crecimiento del mercado es desigual, con algunas regiones dominando sobre otras.
- Asia-Pacífico lideró el mercado con una cuota de 49,25% en 2023. China, India y Japón encabezan la región debido a la rápida urbanización y a la industria del automóvil.
- El mercado estadounidense se espera que alcance los $65.320 millones en 2032, impulsado por las industrias eléctrica y electrónica y médica. Este crecimiento está impulsado por los materiales avanzados, el moldeo automatizado y el cumplimiento de estrictas normas de calidad.
- Regiones europeas tienen una cuota significativa, con Alemania, Italia y Francia a la cabeza. Estas regiones se benefician de los complejos sectores de la automoción y el envasado.
- EAU, Arabia Saudí y Sudáfrica (Oriente Próximo y África) están aumentando debido a la demanda de productos plásticos rentables por parte de los consumidores. Este potencial de mercado se debe al apoyo de las industrias de la construcción y de productos de consumo.
Perspectivas de futuro
El futuro del moldeo por inyección depende de los avances tecnológicos.
- Automatización e Industrias 4.0: La tecnología inteligente, la robótica y la automatización marcan cada vez más el camino. Su objetivo es mejorar la producción mediante la reducción de los costes laborales, el aumento de la eficiencia y el mantenimiento de la coherencia. Las tecnologías emergentes, como IoT y los controles de calidad por tiempo, se están integrando con la tecnología de moldeo por inyección.
- Materiales avanzados: La mejora de materias primas como los polímeros para convertirlos en compuestos y resinas de mayor rendimiento está abriendo nuevas oportunidades. Estos materiales aspiran a sustituir a los tradicionales, como el metal, en muchas aplicaciones.
- Economía circular: A medida que el mundo avanza hacia prácticas más sostenibles y ecológicas, es necesario encontrar un equilibrio entre las demandas de los consumidores y las estrictas normativas. Se están adoptando bioplásticos y plásticos biodegradables para reducir la contaminación por plásticos y los riesgos para la salud.
Preguntas más frecuentes (FAQ)
Se trata de un proceso de fabricación en el que se introduce material fundido, como plástico, en la cavidad de un molde para crear grandes volúmenes de piezas idénticas. El material se funde en un barril caliente, se inyecta en el molde y, a continuación, se enfría y se solidifica hasta alcanzar la forma final.
Aunque los termoplásticos (como ABS y nailon) son los más comunes, el proceso también funciona con termoestables, caucho de silicona líquida (LSR) e incluso metales (mediante un proceso especial llamado MIM).
Sus mayores puntos fuertes son la increíble eficacia para la producción en serie, la capacidad de fabricar piezas muy complejas y detalladas y la gran flexibilidad de diseño una vez construido el molde inicial.
El molde en sí supone una importante inversión inicial. Los costes pueden oscilar entre unos pocos miles de dólares para un simple molde de aluminio. molde de aluminio a decenas de miles (o más) para un molde complejo de acero con múltiples cavidades diseñado para millones de ciclos.
En el precio por pieza influyen seis factores clave: el coste inicial del molde, la materia prima utilizada, el tiempo de ciclo de la máquina, las operaciones secundarias necesarias (como la pintura), el embalaje y los gastos generales del moldeador.
Piense que es como verter o prensar. El moldeo por inyección introduce material líquido en un molde cerrado, perfecto para formas complejas. El moldeo por compresión coloca una carga de material en un molde abierto, que luego se cierra y aprieta (comprime) para darle forma, lo que suele ser mejor para piezas más grandes y sencillas, como algunos artículos de goma.
Elija el plástico cuando sus prioridades sean la ligereza, el menor coste por pieza para grandes volúmenes, la resistencia a la corrosión, el aislamiento eléctrico y la capacidad de crear geometrías complejas que serían caras de mecanizar a partir del metal.
Las paredes uniformes son vitales porque permiten que el plástico se enfríe de manera uniforme, evitando defectos visuales como marcas de hundimiento y deformaciones internas. Los ángulos de desmoldeo (una ligera conicidad en las paredes verticales) son un truco sencillo que permite expulsar la pieza del molde limpiamente sin que se raye ni se atasque.
Referencias
[1] Rosato, Dominick V., y Marlene G. Rosato. Manual de moldeo por inyección. Springer Science & Business Media, 2012. William G. Frizelle,10 - Injection Molding Technology,Editor(es): Myer Kutz,En Plastics Design Library,Applied Plastics Engineering Handbook (Second Edition).
[2] Frizelle, W. G. (2017). Tecnología de moldeo por inyección. En M. Kutz (Ed.), Manual de ingeniería aplicada a los plásticos (2ª ed., pp. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). ¿Los plásticos del futuro? El impacto de los polímeros biodegradables en el medio ambiente. En Microplásticos en el medio terrestre. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Visión general de la tecnología de moldeo por inyección para el procesamiento de polímeros y sus compuestos. ES Materiales y Fabricación, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realización de DFM en el diseño y fabricación de moldes. Investigación sobre materiales avanzados, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Optimización de la cadena de valor y de los costes de producción mediante la integración de la fabricación aditiva en la cadena de procesos de moldeo por inyección. Revista internacional de tecnología de fabricación avanzada, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Industry 4.0 in-line AI quality control of plastic injection molded parts. Polímeros, 14(17), artículo 3551.
[8] Fortune Business Insights. (s.f.). Tamaño del mercado de plásticos moldeados por inyección, cuota y análisis del sector. Obtenido de https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Market Research. (s.f.). Mercado del moldeo por inyección por materiales (plásticos y metales). Obtenido de https://www.zionmarketresearch.com/report/injection-molding-market











