

Auswerferstifte werden üblicherweise im Auswerfersystem von Spritzgießformen. Wie die Formbasissind sie in der Regel auch kein Schwerpunkt für Formenbauer oder Spritzgießbetrieben. Daher kaufen die meisten Formenbauer die Auswerferstifte extern.
Auswerferstifte sind ein Wissensgebiet, das industrielle Produktdesigner beherrschen müssen, da spritzgegossene Produkte nach dem Spritzgießen in der Regel eine Auswerferstiftmarkierung hinterlassen. Aus diesem Grund müssen Produktdesigner die Auswerferposition von Kunststoffprodukten bei der Produktgestaltung berücksichtigen. Nun werden wir uns mit den Auswerferstiften von Spritzgussteilen befassen.

Was ist der Auswerferstift?
Ein Auswerferstift ist ein zylindrisches Bauteil, das beim Spritzgießen zur Entnahme der fertigen Teile aus dem Formkern verwendet wird. Er besteht in der Regel aus einer Stahllegierung und ist für hohe Drücke und eine lange Lebensdauer bei sich wiederholenden Bewegungen ausgelegt.
Der Auswerferstift wird in der Auswerferplatte des Werkzeugs/der Form positioniert und ragt in den Formkern und übt Kraft aus, um das Formteil beim Öffnen der Form herauszudrücken. Die Auswerferstifte variieren in Größe, Form und Konfiguration, um verschiedenen Formen und Teilegeometrien gerecht zu werden. Ihre präzise Platzierung und ihr effektiver Betrieb sind entscheidend für einen effizienten Teileauswurf und die Gesamtleistung der Form.
Wie hoch ist die übliche Anzahl von Auswerferstiften in einer Form?
Auswirkung der Anzahl der Auswerferstifte auf Qualität und Produktionseffizienz von Spritzgussteilen
Die Anzahl der Auswerferstifte beeinflusst sowohl die Qualität der Spritzgussteile als auch die Produktionseffizienz erheblich. Unzureichende Auswerferstifte können zu Defekten wie Hohlräumen und Einfallstellen in den Spritzgussteilen, was die Produktqualität beeinträchtigt. Umgekehrt erhöht eine übermäßige Anzahl von Auswerferstiften nicht nur die Kosten für die Werkzeugherstellung, sondern verringert auch die Effizienz der Spritzgießproduktion, was zu einer Verlangsamung des Maschinenbetriebs oder sogar zum Verklemmen führen kann.
Methoden zur Schätzung der Anzahl der Auswerferstifte
Zur Ermittlung der erforderlichen Anzahl von Auswerferstiften sind mehrere Schritte erforderlich:
1. Analyse der Struktur und der Verarbeitungsanforderungen von Spritzgussteilen: Entscheidend ist es, die Struktur der Formteile zu verstehen, einschließlich der Merkmale wie Wandstärke, Löcher, Vorsprünge und Verarbeitungsanforderungen, wie z. B. die Notwendigkeit des Entfernens von Stützen und des Stanzens. Diese Faktoren haben erheblichen Einfluss auf die erforderliche Anzahl von Auswerferstiften.
2. Bestimmung des Einspritzdrucks der Maschine: Auf der Grundlage des Modells und der Spezifikationen der Spritzgießmaschine muss der Einspritzdruck der Maschine bestimmt werden. Der Einspritzdruck ist einer der wichtigsten Faktoren, der die Anzahl der Auswerferstifte beeinflusst.
3. Berechnung der Formhohlraumfläche: Berechnen Sie anhand der Struktur der Formteile und des Einspritzdrucks die erforderliche Formnestfläche. Die Formnestfläche dient als wichtiger Anhaltspunkt für die Festlegung der Obergrenze der Auswerferstifte.
4. Schätzung der Anzahl der Auswerferstifte: Kombinieren Sie die oben genannten Daten mit praktischen Erfahrungen, um die geeignete Anzahl von Auswerferstiften zu ermitteln. Im Allgemeinen sollte die Anzahl der Auswerferstifte größer oder gleich der Fläche des Formhohlraums geteilt durch den Einspritzdruck und weiter geteilt durch den Wert für den Auswerferstiftdruck sein. Eine zu dichte Anordnung der Auswerferstifte ist jedoch unbedingt zu vermeiden, um übermäßige Ausschussraten zu verhindern.
Gängige Materialien für Auswerferstifte in Werkzeugen
Auswerferstifte in Formen werden in der Regel aus Schnellarbeitsstahl hergestellt und anschließend einer Wärmebehandlung unterzogen. Auf dem Markt sind verschiedene Stahlsorten erhältlich, wobei SKD61 und SKH51 die am häufigsten verwendeten sind.
Diese Stifte haben in der Regel eine Härte von 50 bis 55 Grad und werden einer Oberflächenhärtung und Nitrierbehandlung unterzogen.
Daneben gibt es Auswerferstifte aus normalem Schnellarbeitsstahl, die für weniger anspruchsvolle Anwendungen verwendet werden. Die Preise für Auswerferstifte variieren auf dem Markt erheblich, wobei die Stifte von Markenherstellern teurer sind.
Chinesische SKD61 Auswerferstifte:
Dies sind die gängigsten Auswerferstifte mit durchschnittlicher Härte und Hitzebeständigkeit. Sie eignen sich für Formen, bei denen die Anforderungen an Präzision und Härte nicht allzu hoch sind, und sind relativ kostengünstig.
Taiwanesische nitrierte SKD61 Auswerferstifte:
Diese Stifte bieten eine höhere Härte und Wärmebeständigkeit als das normale SKD61-Material. Sie werden von vielen Kunden bevorzugt und sind preislich etwas höher als chinesische SKD61-Stifte.
Japanische vakuumnitrierte SKD61 Auswerferstifte:
Diese Stifte werden in einem Vakuum-Nitrierofen wärmebehandelt, wodurch ein hochwertiges SKD61-Material mit hervorragender Härte, Hitzebeständigkeit und gleichbleibender Innen- und Außenhärte entsteht. Sie sind aufgrund ihrer hervorragenden Rohstoffqualität eine ausgezeichnete Wahl für Formen mit hohen Anforderungen an Auswerferstifte, haben aber im Vergleich zu den vorherigen Optionen einen höheren Preis.
SKH-51 Auswerferstifte:
Auswerferstifte aus Schnellarbeitsstahl SKH51 werden von Werkzeugherstellern gewählt, wenn hohe Anforderungen an die Stifte gestellt werden. SKH51 ist ein wolframhaltiger Schnellarbeitsstahl, der für seine hervorragende Hitzebeständigkeit, Zähigkeit und Härte bekannt ist und sich daher ideal für anspruchsvolle Anwendungen eignet.
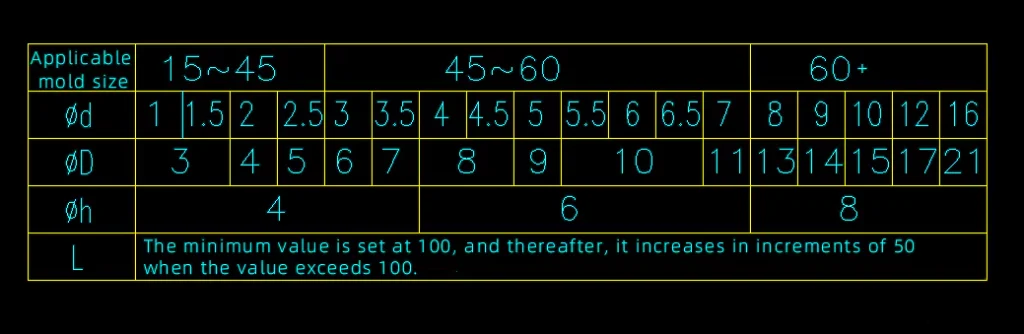
Verschiedene Größen von häufig verwendeten Auswerferstiften.
Konstruktionsprinzipien für Auswerferstifte und Auswerfersysteme
Es ist erwähnenswert, dass Werkzeughersteller Auswerferstifte von ihren Lieferanten erhalten können, aber dennoch ist es sehr wichtig, den Designüberlegungen für Auswerferstifte genügend Aufmerksamkeit zu schenken, wenn das Unternehmen die Form entwirft. Das Design spielt eine entscheidende Rolle, wenn es darum geht, die beste Funktion der Auswerferform zu gewährleisten, ohne Probleme wie das Festkleben von Teilen oder Beschädigungen zu verursachen. Hier sind die grundlegenden visuellen Gestaltungsprinzipien:
1. Optimierung der Platzierung von Auswerferstiften für eine effiziente Werkzeugkonstruktion
Vor der Konstruktion des Werkzeugs ist die Position des Auswerferstifts von Bedeutung, wobei seine Anordnung in der Nähe von Rippen oder Punkten, an denen eine hohe Auswerferkraft zu erwarten ist, so weit wie möglich bevorzugt wird. In dieser Hinsicht ist diese strategische Positionierung ein wichtiger Faktor bei der Nutzung von Kräften an allen kritischen Punkten, so dass es möglich ist, das geformte Teil leicht und präzise auszuwerfen. Auf diese Weise wird ein effektiver und zuverlässiger Auswurf erreicht, ohne dass das Teil beschädigt oder verformt wird. Durch die Platzierung dieser ausgewählten Positionen in der Formkonstruktion kann das Ergebnis den Entformungsprozess verbessern und den Gesamterfolg des Spritzgießens steigern.
2. Aufrechterhaltung des Freiraumes
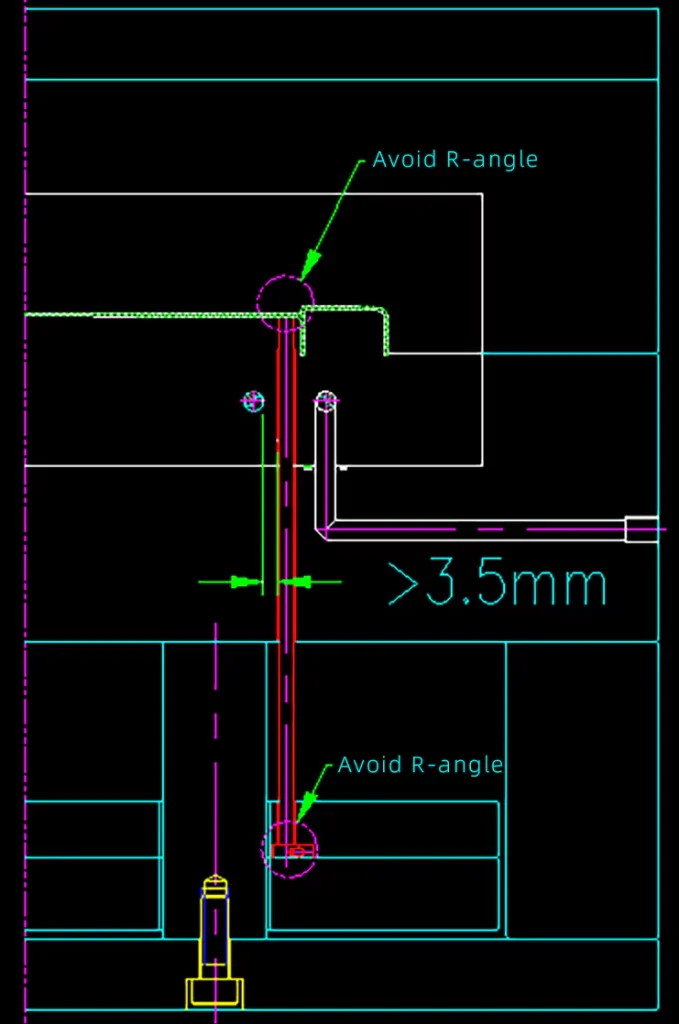
Um eine einwandfreie Funktion zu gewährleisten und Störungen zu vermeiden, wird empfohlen, einen Mindestabstand von 3,5 mm zwischen der Wasserlinie und dem Auswerferstift einzuhalten. Dieser Abstand ermöglicht einen ausreichenden Spielraum und verhindert eine mögliche Berührung oder Kollision zwischen dem Auswerferstift und der Wasserlinie während des Ausstoßvorgangs. Durch die Einhaltung dieses Abstands kann das Werkzeugdesign die erforderlichen Komponenten effektiv aufnehmen und einen reibungslosen und effizienten Ausstoß fördern, ohne die Integrität oder Leistung des Werkzeugs oder des Spritzgussteils zu beeinträchtigen. (Bitte beachten Sie das folgende Bild.)
3. Sicherstellung der korrekten Ausrichtung
Um einen effektiven Betrieb zu gewährleisten und Störungen zu vermeiden, ist es wichtig, den Auswerferstift so zu positionieren, dass der Auswerferbecher nicht durch das Loch der Auswerferplatte hindurchgeht, wenn er sich in der Nähe des Stützpfeilers befindet. Dieser Grundsatz gewährleistet, dass der Auswerferbecher richtig ausgerichtet bleibt und die Bewegung der Auswerferplatte nicht behindert. Durch die Einhaltung dieser konstruktiven Überlegung kann das Werkzeug reibungslos funktionieren und einen effizienten Ausstoß des Formteils ohne mögliche Komplikationen oder Fehlfunktionen ermöglichen. (Bitte beachten Sie das folgende Bild.)
4. Optimierung der Ausrichtung der Auswerferstifte für verbesserte Leistung
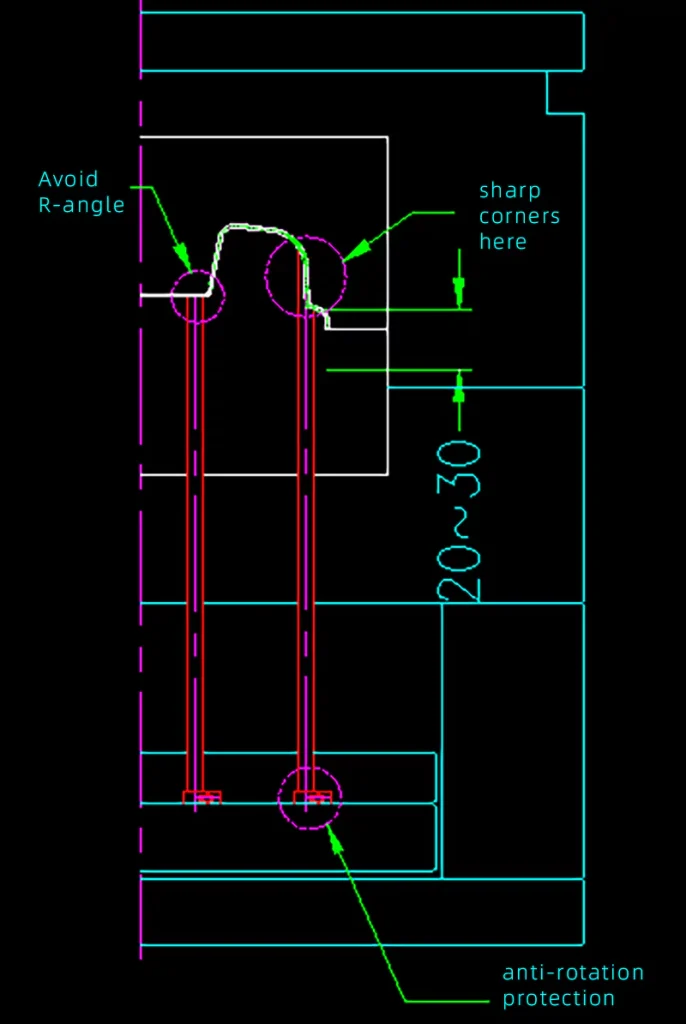
Um die Leistung und Haltbarkeit des Auswerferstifts zu optimieren, wird empfohlen, ihn in einer flachen Ausrichtung zu positionieren und Bereiche mit R-Winkeln, scharfen Winkeln, steilen Neigungen und Stellen zu nahe an der Anschnittposition zu vermeiden. Durch eine flache und geeignete Platzierung kann der Auswerferstift eine gleichmäßige und effiziente Ausstoßkraft ausüben, ohne auf unnötige Hindernisse oder potenzielle Schäden am Werkzeug oder am ausgestoßenen Teil zu stoßen. Diese konstruktive Überlegung erhöht die Gesamtfunktionalität und Zuverlässigkeit des Werkzeugs und trägt zu einem reibungsloseren Spritzgießprozess und einer verbesserten Produktqualität bei. (Bitte beachten Sie das folgende Bild.)
5. Gewährleistung der Stabilität
Wenn der Auswerfer auf einer gekrümmten Oberfläche positioniert wird, ist es wichtig, einen Verdrehschutz für den Becher einzubauen. Diese Konstruktion verhindert eine unerwünschte Drehung des Bechers während des Ausstoßvorgangs und stellt sicher, dass er korrekt ausgerichtet bleibt und mit dem ausgestoßenen Teil in Eingriff kommt. Der Sauggreifer kann den Rotationskräften wirksam widerstehen und seine vorgesehene Ausrichtung beibehalten, indem Verdrehsicherungsmechanismen oder -merkmale wie Führungsstifte oder Keilnuten eingebaut werden. Dieses Konstruktionsprinzip trägt dazu bei, die Zuverlässigkeit und Genauigkeit des Auswerfersystems zu verbessern und das Risiko einer Fehlausrichtung oder Beschädigung während des Werkzeugbetriebs zu minimieren. (Bitte beachten Sie das folgende Bild.)
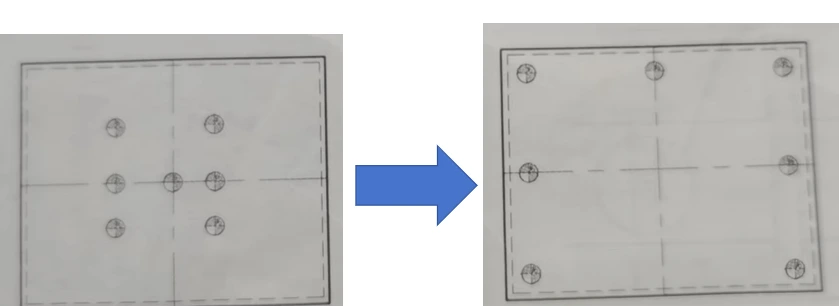
6. Verbesserung der Auswurfkraftverteilung
Um eine gleichmäßige Verteilung der Ausstoßkräfte zu erreichen, wird empfohlen, die Ausstoßstifte gleichmäßig über die Form zu verteilen. Wenn die Ausstoßfläche des Produkts jedoch keine besonderen Anforderungen an das Aussehen stellt und sich an einer geeigneten Stelle befindet, ist es besser, größere Ausstoßstifte zu verwenden. Diese Wahl trägt dazu bei, die Ausstoßkraft effektiver zu verteilen, und gewährleistet einen ordnungsgemäßen Ausstoß des Formteils. Durch den strategischen Einsatz größerer Auswerferstifte kann das Werkzeugdesign die Auswerferleistung optimieren und die Gesamteffizienz des Spritzgießprozesses verbessern. (Bitte beachten Sie das folgende Bild.)
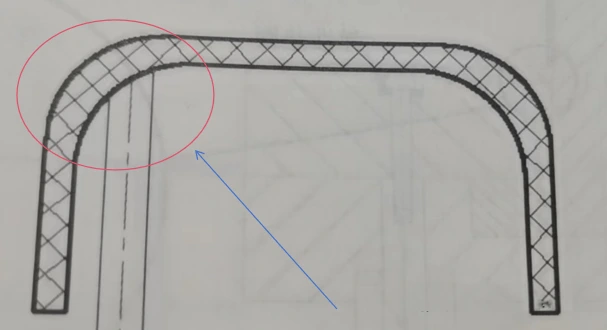
7. Adressierung komplexer Rippenkonfigurationen
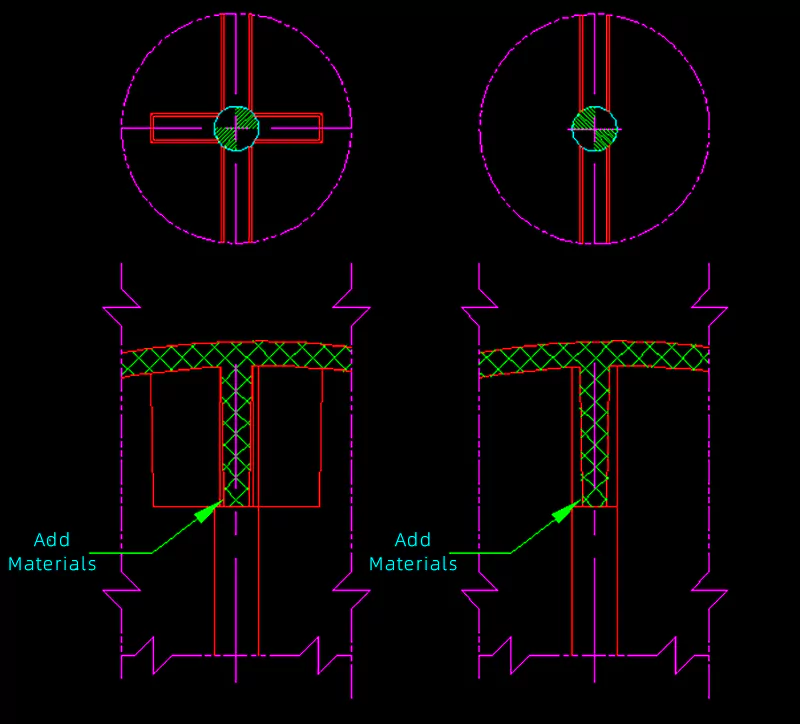
Um kreuzförmige oder tiefere Rippen unterzubringen, ohne Einfallstellen zu verursachen oder das Produkt zu beeinträchtigen, kann zusätzliches Material mit der in Abbildung C dargestellten Methode hinzugefügt werden. Dieser Ansatz ermöglicht die korrekte Füllung der Formhohlräume und stellt sicher, dass das resultierende geformte Produkt seine beabsichtigten Abmessungen und strukturelle Integrität beibehält. Durch die gezielte Anwendung dieser Technik kann die Formkonstruktion die Herausforderungen komplexer Rippenkonfigurationen bewältigen und qualitativ hochwertige Formteile herstellen. (Bitte beachten Sie das folgende Bild.)
8. Minimieren Sie die Anzahl der Größen
Minimierung der Anzahl der Auswerferstiftgrößen innerhalb eines Werkzeugsatzes
9. Leichtes Auswerfen sicherstellen
Um Schwierigkeiten bei der Entnahme des Produkts zu vermeiden und ein leichtes Auswerfen zu gewährleisten, ist es ratsam, den Auswerferstift nicht zu nahe an der Kante des Produkts zu platzieren, insbesondere wenn das Produkt stark geschrumpft ist.
Wenn Sie einige der oben genannten Vorschläge zur Gestaltung von Auswerferstiften zu kompliziert finden, können Sie die folgenden einfachen Ratschläge in Betracht ziehen:
1. Platzieren Sie die Auswerferstifte in Bereichen, in denen sich das Produkt nur schwer aus der Form lösen lässt, und stellen Sie sicher, dass sie gleichmäßig verteilt sind, um eine gleichmäßige Kraft auf das Produkt auszuüben und eine Verformung beim Auswerfen zu vermeiden.
2. Wenn die vom Auswerferstift ausgeworfene Oberfläche nicht flach, sondern geneigt oder gekrümmt ist, muss der Auswerferstift gegen Verdrehung behandelt werden.
Bruch der Auswerferstifte
Umgang mit gebrochenen Auswerferstiften
1. Wenn der Stift gebrochen ist, aber nicht klemmt, schlagen Sie ihn einfach aus der Form heraus.
2. Im Falle eines verklemmten Stifts wird mit einem Bohrer ein Loch gebohrt und dann der verbleibende Teil herausgeschlagen. Diese Methode ist für Auswerferstifte aus weichem Material geeignet.
3. Eine weitere Möglichkeit besteht darin, ein Abflussloch zu bohren und den abgebrochenen Stift mit einem Drahtschneider zu entfernen.
4. Wenn möglich, sollte der Auswerferstift entfernt werden, wenn er den Auswurfvorgang nicht beeinträchtigt. Mit diesem Schritt können Sie weitere Komplikationen vermeiden.
Denken Sie daran, die Situation sorgfältig zu beurteilen. Wählen Sie je nach den spezifischen Umständen die geeignete Methode, um das Problem des gebrochenen Auswerferstifts wirksam zu lösen.
Wie man den Bruch der Auswerferstifte vermeidet
Erhöhung der Festigkeit der Auswerferstifte
1. Entscheiden Sie sich für hochwertige Auswerferstifte aus guten Materialien. Wählen Sie Auswerferstifte, die einer Wärmebehandlung und Oberflächennitrierung unterzogen wurden, um ihre Festigkeit und Haltbarkeit zu erhöhen.
2. Vergrößern Sie den Außendurchmesser des einteiligen Auswerferstifts. Wenn ausreichend Platz in der Form vorhanden ist, können Sie den Durchmesser der entsprechenden Bohrung im Formkern, der B-Platte und der Auswerferhalteplatte vergrößern, um eine bessere Unterstützung und Stabilität zu gewährleisten.
3. Erwägen Sie die Verwendung von Auswerferstiften mit doppeltem Querschnitt anstelle von Stiften mit einem Querschnitt. Auswerferstifte mit doppeltem Querschnitt bieten eine höhere Festigkeit und Elastizität und verringern das Bruchrisiko im Vergleich zu ihren einteiligen Gegenstücken.
Verbesserter Auswurf und geringerer Auswurfwiderstand
1. Erhöhen Sie die Anzahl der Auswerferstifte in Bereichen, in denen ein Bruch wahrscheinlicher ist, insbesondere in Regionen mit begrenztem Platzangebot. Durch die Verteilung der Ausstoßkraft auf mehrere Stifte wird die Belastung jedes einzelnen Stifts verringert, wodurch die Bruchgefahr minimiert wird.
2. Verbessern Sie die Oberflächenbeschaffenheit rund um die Patrize und den Rillenbereich der Rippe. Das Polieren dieser Oberflächen oder das Anbringen einer Entformungsschräge kann einen gleichmäßigeren Auswurf ermöglichen, was die Belastung der Auswerferstifte verringert und die Wahrscheinlichkeit eines Bruchs senkt.
Das Auswerferstiftöl
Für Hersteller von Spritzgussteilen gibt es noch einen weiteren Punkt zu beachten. Während des Spritzgießprozesses reiben der Auswerferstift und die Auswerferstiftbohrung aneinander. Wenn der Auswerferstift nicht regelmäßig mit Auswerferstiftöl geschmiert wird, brennt der Auswerferstift durch oder nutzt sich ab. Außerdem nutzt sich die Auswerferstiftbohrung ab und vergrößert sich, was zu Graten führt und die Produktqualität (oder die Montage) beeinträchtigt.
Manchmal ist es notwendig, die Grate an der Position des Ausstoßers zu bearbeiten, und es kann sogar zu Nadelbrüchen kommen, die den reibungslosen Ablauf der Produktion behindern.
Daher wird den Spritzgussherstellern empfohlen, die Auswerferstifte regelmäßig und rechtzeitig mit Auswerferstiftöl zu schmieren und zu schützen.
Die Verwendung von Auswerferstiftöl
Auswerferstiftöl ist im Allgemeinen ein hochwertiges Führungsschienen-Schmiermittel mit einem zähen, verlustfreien Ölfilm und ausgezeichneter Schmier-, Rostschutz- und Kriechfähigkeit, das für die Schmierung von Auswerferstiften (Schubstangen) für Kunststoffformen verwendet wird.
Anlässe für die Verwendung
Wenn der Auswerferstift während des Entformungsprozesses auf zu viel Widerstand stößt oder sich schlecht zurückzieht, sollte Auswerferstiftöl aufgesprüht werden. Eine Person sollte täglich damit beauftragt werden, das Auswerferstiftöl auf die Auswerferstifte zu sprühen. Dies sollte zu festgelegten Zeiten, mindestens einmal pro Schicht, zur Schmierung/Schutz erfolgen.
Letzte Worte
Das Wissen über die Verwendung von Auswerferstiften in Werkzeugen und beim Spritzgießen ist ein tiefgreifendes Thema. Es erfordert viel Zeit, es zu beherrschen. Das in diesem Artikel behandelte Wissen über Auswerferstifte ist relativ grundlegend. Es gibt viele fortgeschrittene Themen, die wir nicht behandelt haben, wie die Koordination zwischen Auswerferstiften und Schiebern sowie die Integration von Auswerferstiften mit Heberund andere.
Für Produktdesigner ist es vielleicht schon ausreichend, das Funktionsprinzip und die Grundlagen der Gestaltung von Auswerferstiften zu kennen. Dieses Wissen kann ihnen helfen, einige schlechte Entwürfe im Zusammenhang mit dem Aussehen von Kunststoffprodukten im Industriedesign zu vermeiden. Das war's für den heutigen Beitrag. Wenn Sie sich für Formen interessieren und weiter diskutieren möchten, können Sie mir gerne eine E-Mail schicken an [email protected].











