


The ejection system is a crucial system in both molds and injection molding. A common defect in the ejection process is the ejector mark. Today, I will provide a detailed introduction to ejector marks.
If you are interested in other injection molding defects, feel free to click the link below to learn more.
| Understand Different Injection Molding Defects | ||||
|---|---|---|---|---|
| Flash | Short Shot | Sink Mark | Warpage/Deformation | Burn Mark |
| Splay Mark/Silver Streak | Dark Spot/Black Speck | Flow Mark | Bubble | Weld Line |
| Color Difference/Uneven Color | Ejector Pin Mark | |||
What are ejector marks in injection molding?
Ejector marks (or ejector pin marks) generally occur in plastic injection molded products, caused by mold ejector pins pressing on and damaging the parts during demolding, leading to whitening at the damaged areas. This phenomenon appears on the product as dull or shadowy marks at the ejector pin positions and the corresponding opposite sides.
Impact on product quality primarily reflects in appearance quality and product performance.
Appearance quality: Ejector pin marks can cause the product surface to be uneven, displaying visible white spots or marks, affecting the overall aesthetics of the product.
Product performance: Ejector marks may damage the internal structure of the product, affecting its strength and durability. Severe ejector pin marks can lead to cracking, deformation, and other issues during use, reducing the product’s lifespan.
This defect is not fatal or severe, but if it occurs on the external surface, it is unacceptable to customers. For non-appearance parts, it is sometimes possible to negotiate with customers and accept the products based on limited sample standards or written inspection criteria.
Causes and solutions for ejector pin marks
When ejector marks appear, first check if the product wall is too thin to withstand the ejection force; try using a mold release agent to check the effect. Also, assess the material and external environment to determine if the defect appears consistently or cyclically, and then adjust the molding parameters accordingly. The main factor for ejector pin marks during injection is the ejection speed; too fast a speed increases mold adhesion. Therefore, reducing mold adhesion is a primary consideration when adjusting the injection process. Verify if whitening occurs when not ejecting; if it does, it is due to adhesion in front of the product. Once the root cause is confirmed, a clear countermeasure can be considered.
1. Product design factor
- Unreasonable design, multiple rib positions, thin wall thickness.
- Small draft angle
Solutions
- Aim for uniform wall thickness based on product design industry standards.
- Increase the demolding angle.
2. Material factor
- Inappropriate raw material selection or lack of additives such as lubricants. Image
- Change materials or add lubricants.
3. Mold factor
Runner:
Narrow runners, long sprue, or abrupt turns in runners increase flow resistance and impact molding parameter adjustments. This is a typical factor that leads to ejector pin marks.
Solutions: Adjust runner placement or increase runner size.
Gate:
Inappropriate gate size, form, location, and number. Too small gates can cause excessive flow resistance, generating orientation stress.
Solutions: Adjust the position and size of the gate.
Ejector pin:
Unreasonable ejector pin design, such as the type, arrangement, size, location, and number of ejector pins.
Solutions: Add ejector pins or replace them with larger ones.
Cavity cooling:
Uneven cooling within the mold cavity.
Solutions: Adjust mold temperature.
Vacuum:
The product is in a vacuum state within the mold cavity.
Solutions: Increase venting.
The smoothness of the mold surface:
Insufficient polishing of the mold core.
Solutions: Improve polishing precision.
Draft angle:
Insufficient draft angle of the mold core.
Solutions: Increase the draft angle.
Conductivity differences
Conductivity differences between the ejector pin and mold steel materials can cause ejector marks.
Solutions: Add material at the ejector pin position by 0.05~0.2mm to reduce this effect, which helps reduce plastic molecular chain tension by creating turbulent flow at the ejector pin; surface texturing on the ejector pin can also help.
Case study of ejector marks
Introduction
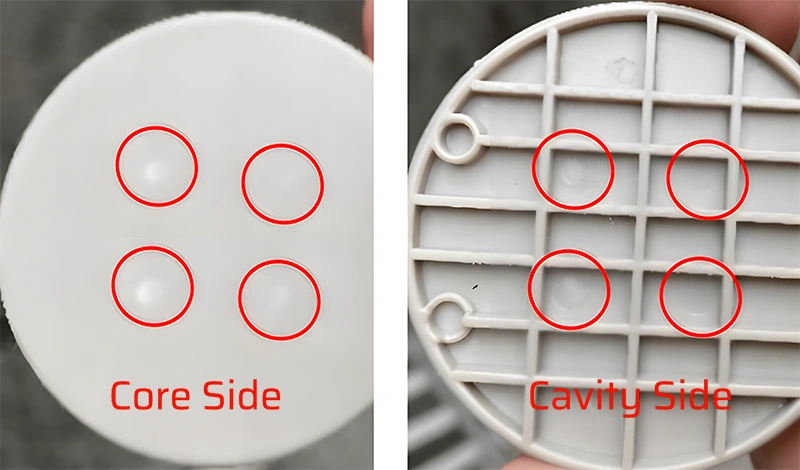
Automotive typically includes four door panels—left, right, front, and back—generally made from PP, with high appearance quality requirements. The image on the right shows an ejector pin mark defect on a car door panel. The ejector mark at the back corresponds to a circular ejector rod, which affects the aesthetics of the car door panel and is an unacceptable appearance defect.

Project parameters
| Product Details | Injection Molding Parameters | ||||
|---|---|---|---|---|---|
| Name | Automotive Door Panel | Injection Pressure | 40MPA | Holding Pressure | 18MPA |
| Material | PP | Injection Method | Side Gate | ||
| Color | Grey | Weight | 1400g | ||
Potential cause analysis and improvement measures
The main reason for ejector mark defects is excessive force by the ejector rods, causing apparent defects at the positions of the product’s ejector rods. Common improvement measures include optimizing mold structure and molding processes to effectively reduce the force exerted by the ejector rods, thereby reducing the likelihood of ejector pin marks. The solution for this case considers the following two aspects:
Mold structure:
When the mold’s demolding angle is small or the polishing effect of the rib positions is poor, it increases the demolding resistance of the parts. The force exerted by the ejector rods on the parts increases, leading to ejector marks. The improvement method is to enhance the rib positions’ polishing or increase the parts’ draft angle.
Molding process:
When the holding pressure is too high or the holding time is too long, it causes the parts to overfill. At this time, the parts’ encapsulation force around the mold core is significant, thereby causing the ejector rods to exert a substantial ejection force on the parts, ultimately leading to ejector pin marks or ejector bulges. The improvement method is to reduce the holding pressure or decrease the holding time.
After-improvement effect

Conclusion
When encountering ejector mark issues, it is necessary to analyze the internal structural design of the product, mold design, and optimization of injection molding processes.
Recognition of injection molding defects should be an essential skill for professional injection molding personnel. Each type of injection molding defect has a different mechanism of occurrence, and the methods to solve product quality issues also differ. Therefore, incorrect identification of product defects often leads to taking the wrong approach to solve the problem. It is common to see injection molding factories classifying injection molding defects very generically, mainly because the personnel responsible for product defect classification are not professional, merely assigning codes to product defects, which often misleads process personnel.
FirstMold has been specializing in injection molding and mold production for over ten years, with many experts in the team who have been in the industry for over 20 years. They have been able to perfectly handle various injection molding defects through continuous practice and innovative learning. If you need mold production service or injection molding production services, you are welcome to get an injection molding quote.


















