
O sistema de ejeção é um sistema crucial tanto nos moldes como na moldagem por injeção. Um defeito comum no processo de ejeção é a marca do ejetor. Hoje, vou apresentar uma introdução detalhada às marcas de ejeção.
Se estiver interessado noutros defeitos de moldagem por injeção, Para saber mais, clique na ligação abaixo.
| Compreender os diferentes defeitos de moldagem por injeção | ||||
|---|---|---|---|---|
| Flash | Tiro curto | Marca de pia | Deformação/Deformação | Marca de queimadura |
| Marca de Splay/Risco de Prata | Mancha escura/mancha preta | Marca de fluxo | Bolha | Linha de soldadura |
| Diferença de cor/Cor desigual | Marca do pino ejetor | |||
O que são marcas de ejetor na moldagem por injeção?
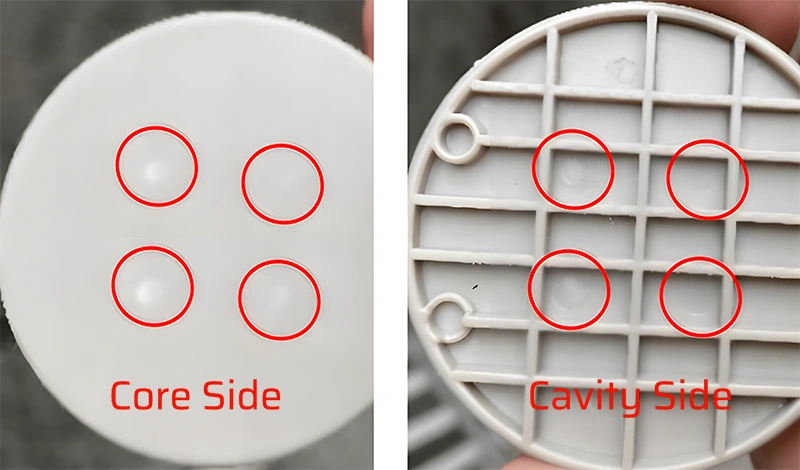
As marcas de ejeção (ou marcas de pinos de ejeção) ocorrem geralmente em produtos moldados por injeção de plástico, causadas por pinos de ejeção do molde que pressionam e danificam as peças durante a desmoldagem, levando ao branqueamento das áreas danificadas. Este fenómeno aparece no produto como marcas baças ou sombrias nas posições dos pinos ejectores e nos lados opostos correspondentes.
O impacto na qualidade do produto reflecte-se principalmente na qualidade da aparência e no desempenho do produto.
Qualidade do aspeto: As marcas dos pinos ejectores podem fazer com que a superfície do produto fique irregular, com manchas ou marcas brancas visíveis, afectando a estética geral do produto.
Desempenho do produto: As marcas do ejetor podem danificar a estrutura interna do produto, afectando a sua resistência e durabilidade. As marcas graves do pino ejetor podem provocar fissuras, deformações e outros problemas durante a utilização, reduzindo a vida útil do produto.
Este defeito não é fatal ou grave, mas se ocorrer na superfície externa, é inaceitável para os clientes. Para peças sem aparência, é por vezes possível negociar com os clientes e aceitar os produtos com base em padrões de amostra limitados ou critérios de inspeção escritos.
Causas e soluções para as marcas do pino ejetor
Quando aparecem marcas de ejeção, verifique primeiro se a parede do produto é demasiado fina para suportar a força de ejeção; tente utilizar um agente de libertação do molde para verificar o efeito. Além disso, avalie o material e o ambiente externo para determinar se o defeito aparece de forma consistente ou cíclica e, em seguida, ajuste os parâmetros de moldagem em conformidade. O principal fator para as marcas do pino ejetor durante a injeção é a velocidade de ejeção; uma velocidade demasiado rápida aumenta a adesão ao molde. Por conseguinte, a redução da aderência do molde é uma consideração primordial quando se ajusta o processo de injeção. Verificar se o branqueamento ocorre quando não há ejeção; se ocorrer, é devido à adesão na frente do produto. Uma vez confirmada a causa principal, pode ser considerada uma contramedida clara.
1. Fator de conceção do produto

- Conceção pouco razoável, múltiplas posições das nervuras, espessura fina da parede.
- Pequeno ângulo de inclinação
Soluções
- O objetivo é obter uma espessura de parede uniforme com base nas normas industriais de conceção do produto.
- Aumentar o ângulo de desmoldagem.
2. Fator material
- Seleção inadequada de matérias-primas ou falta de aditivos como os lubrificantes. Imagem
- Mudar os materiais ou adicionar lubrificantes.
3. Fator de molde
Corredor:
Os canais estreitos, o jito longo ou as curvas abruptas nos canais aumentam a resistência ao fluxo e afectam os ajustes dos parâmetros de moldagem. Este é um fator típico que conduz a marcas de pinos ejectores.
Soluções: Ajustar a colocação da corrediça ou aumentar o tamanho da corrediça.
Portão:
Tamanho, forma, localização e número de comportas inadequados. Comportas demasiado pequenas podem causar uma resistência excessiva ao fluxo, gerando tensões de orientação.
Soluções: Ajustar a posição e o tamanho do portão.
Pino ejetor:
Conceção não razoável do pino ejetor, como o tipo, disposição, tamanho, localização e número de pinos ejectores.
Soluções: Adicionar pinos ejectores ou substituí-los por outros maiores.
Arrefecimento de cavidades:
Arrefecimento desigual dentro da cavidade do molde.
Soluções: Ajustar temperatura do molde.
Vácuo:
O produto está num estado de vácuo dentro da cavidade do molde.
Soluções: Aumentar a ventilação.
A suavidade da superfície do molde:
Polimento insuficiente do núcleo do molde.
Soluções: Melhorar a precisão do polimento.
Ângulo de projeto:
Ângulo de inclinação insuficiente do núcleo do molde.
Soluções: Aumentar o ângulo de inclinação.
Diferenças de condutividade
As diferenças de condutividade entre o pino ejetor e os materiais de aço do molde podem causar marcas no ejetor.
Soluções: Adicione material na posição do pino ejetor entre 0,05 e 0,2 mm para reduzir este efeito, o que ajuda a reduzir a tensão da cadeia molecular do plástico ao criar um fluxo turbulento no pino ejetor; a texturização da superfície do pino ejetor também pode ajudar.
Estudo de caso de marcas de ejetor
Introdução
O sector automóvel inclui normalmente quatro painéis de porta - esquerda, direita, frente e traseira - geralmente fabricados em PP, com elevados requisitos de qualidade de aparência. A imagem à direita mostra um defeito de marca de pino ejetor num painel de porta de automóvel. A marca de ejetor na parte de trás corresponde a uma haste ejectora circular, que afecta a estética do painel da porta do automóvel e é um defeito de aspeto inaceitável.

Parâmetros do projeto
| Detalhes do produto | Parâmetros de moldagem por injeção | ||||
|---|---|---|---|---|---|
| Nome | Painel de porta automóvel | Pressão de injeção | 40MPA | Pressão de retenção | 18MPA |
| Material | PP | Método de injeção | Portão lateral | ||
| Cor | Cinzento | Peso | 1400g | ||
Análise das causas potenciais e medidas de melhoria
A principal razão para os defeitos de marca de ejetor é a força excessiva exercida pelas hastes ejectoras, causando defeitos aparentes nas posições das hastes ejectoras do produto. As medidas de melhoria comuns incluem a otimização da estrutura do molde e dos processos de moldagem para reduzir eficazmente a força exercida pelas hastes ejectoras, reduzindo assim a probabilidade de marcas de pinos ejectores. A solução para este caso considera os dois aspectos seguintes:
Estrutura do molde:
Quando o ângulo de desmoldagem do molde é pequeno ou o efeito de polimento das posições das nervuras é fraco, aumenta a resistência à desmoldagem das peças. A força exercida pelas hastes ejectoras sobre as peças aumenta, dando origem a marcas de ejeção. O método de melhoramento consiste em melhorar o polimento das posições das nervuras ou aumentar o ângulo de inclinação das peças.
Processo de moldagem:
Quando a pressão de retenção é demasiado elevada ou o tempo de retenção é demasiado longo, provoca o enchimento excessivo das peças. Neste momento, a força de encapsulamento das peças em torno do núcleo do molde é significativa, fazendo com que as hastes ejectoras exerçam uma força de ejeção substancial sobre as peças, o que acaba por provocar marcas nos pinos ejectores ou protuberâncias nos ejectores. O método de melhoria consiste em reduzir a pressão de retenção ou diminuir o tempo de retenção.
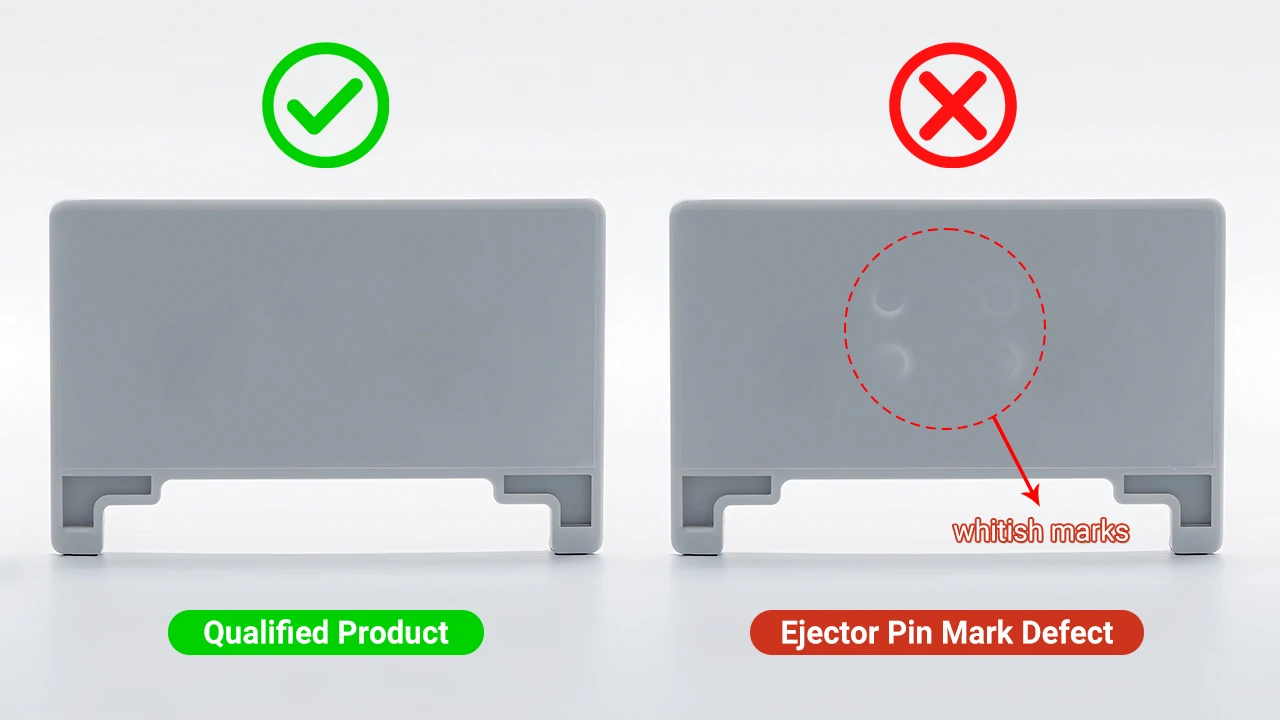
Efeito pós-melhoria

Conclusão
Quando se depara com problemas de marcas de ejetor, é necessário analisar o design estrutural interno do produto, o design do molde e a otimização dos processos de moldagem por injeção.
O reconhecimento dos defeitos de moldagem por injeção deve ser uma competência essencial para o pessoal profissional de moldagem por injeção. Cada tipo de defeito de moldagem por injeção tem um mecanismo de ocorrência diferente e os métodos para resolver problemas de qualidade do produto também diferem. Por conseguinte, a identificação incorrecta dos defeitos do produto conduz frequentemente à adoção de uma abordagem errada para resolver o problema. É comum ver fábricas de moldagem por injeção classificarem os defeitos de moldagem por injeção de forma muito genérica, principalmente porque o pessoal responsável pela classificação dos defeitos do produto não é profissional, limitando-se a atribuir códigos aos defeitos do produto, o que muitas vezes induz o pessoal do processo em erro.
A FirstMold é especializada em moldagem por injeção e produção de moldes há mais de dez anos, com muitos especialistas na equipa que estão na indústria há mais de 20 anos. Conseguiram lidar perfeitamente com vários defeitos de moldagem por injeção através da prática contínua e da aprendizagem inovadora. Se precisar de um serviço de produção de moldes ou serviços de produção de moldagem por injeção, é bem-vindo para obter um orçamento para moldagem por injeção.











