
顶出系统是模具和注塑成型的关键系统。顶出过程中常见的缺陷是顶出痕。今天,我将详细介绍顶出标记。
如果您对其他 注塑缺陷请点击下面的链接了解更多信息。
什么是注塑成型中的顶出标记?
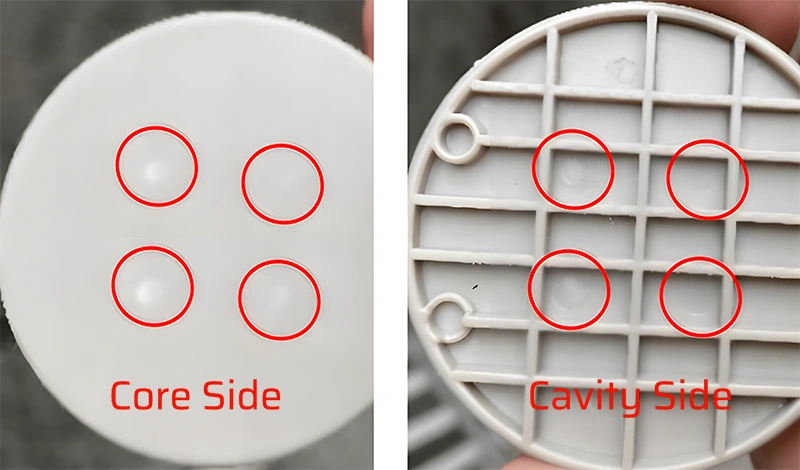
脱模痕(或脱模针痕)一般出现在注塑产品中,是由于脱模过程中模具脱模针压在零件上并造成损坏,从而导致损坏部位发白。这种现象在产品上表现为顶针位置和相应对侧的暗淡或朦胧痕迹。
对产品质量的影响主要体现在外观质量和产品性能上。
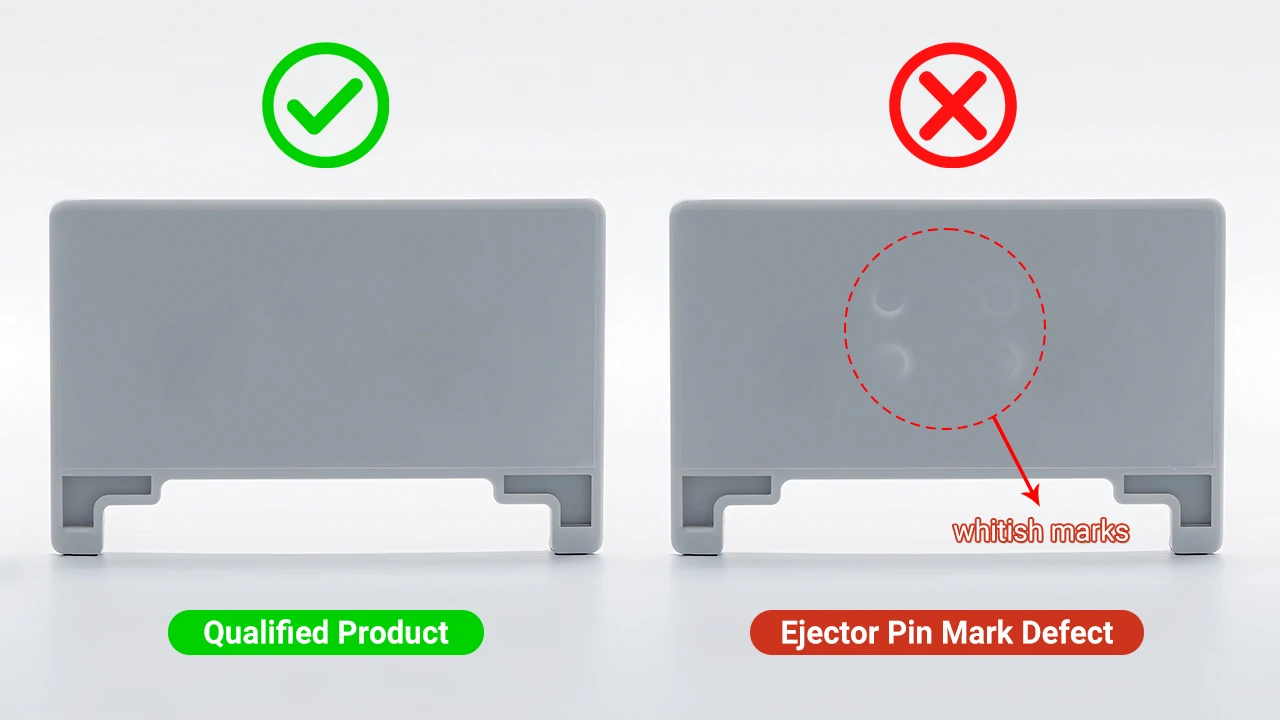
外观质量: 顶针痕迹会导致产品表面不平整,出现明显的白点或痕迹,影响产品的整体美观。
产品性能: 顶针痕迹可能会损坏产品的内部结构,影响其强度和耐用性。严重的顶针痕迹会导致产品在使用过程中出现开裂、变形等问题,从而缩短产品的使用寿命。
这种缺陷并不致命,也不严重,但如果发生在外表面,则客户无法接受。对于非外观部件,有时可以与客户协商,根据有限的样品标准或书面检查标准验收产品。
弹针痕迹的原因和解决方案
出现顶出痕迹时,首先要检查产品壁是否太薄,无法承受顶出力;尝试使用脱模剂检查效果。此外,还要评估材料和外部环境,以确定缺陷是持续出现还是周期性出现,然后相应地调整注塑参数。注塑过程中出现顶针痕迹的主要因素是顶出速度;速度过快会增加模具附着力。因此,在调整注塑过程时,减少模具附着力是首要考虑因素。确认在不顶出时是否会出现白化现象;如果出现白化现象,则是由于产品前面的粘附造成的。一旦确认了根本原因,就可以考虑采取明确的对策。
1.产品设计因素

- 设计不合理、肋骨位置多、壁厚薄。
- 小型 吃水角
解决方案
- 根据产品设计行业标准,力求壁厚一致。
- 增大脱模角度。
2.材料因素
- 原材料选择不当或缺少润滑剂等添加剂。图片
- 更换材料或添加润滑剂。
3.模具因素
跑步者
流道过窄、浇口过长或突然转弯都会增加流动阻力,影响注塑参数的调整。这是导致顶针痕迹的典型因素。
解决方案 调整流道位置或增加流道尺寸。
门:
闸门尺寸、形式、位置和数量不当。过小的闸门会造成过大的流动阻力,产生导向应力。
解决方案 调整闸门的位置和大小。
顶针:
不合理的顶针设计,如顶针的类型、排列、尺寸、位置和数量。
解决方案 增加顶针或更换更大的顶针。
空腔冷却
模腔内冷却不均匀
解决方案 调整 模温.
真空:
产品在模腔内处于真空状态。
解决方案 增加通风量。
模具表面的光滑度:
模芯抛光不充分。
解决方案 提高抛光精度。
草稿角度:
模芯拔模角度不足。
解决方案 增大吃水角度。
电导率差异
顶针和模具钢材料之间的导电性差异会造成顶针痕迹。
解决方案 在顶针位置添加 0.05~0.2 毫米的材料可减少这种影响,这有助于通过在顶针处形成紊流来降低塑料分子链张力;在顶针上进行表面纹理处理也有帮助。
弹射器痕迹案例研究
导言
汽车门板通常包括左、右、前、后四个门板,一般由 PP 制成,对外观质量要求很高。右图显示的是汽车门板上的弹射销标记缺陷。背面的弹射痕相当于一个圆形的弹射杆,影响了汽车门板的美观,是不可接受的外观缺陷。

项目参数
| 产品详情 | 注塑成型参数 | ||||
|---|---|---|---|---|---|
| 名称 | 汽车门板 | 注塑压力 | 40MPA | 保持压力 | 18MPA |
| 材料 | 聚丙烯 | 注射方法 | 侧门 | ||
| 颜色 | 灰色 | 重量 | 1400g | ||
潜在原因分析和改进措施
顶针痕缺陷的主要原因是顶针受力过大,导致产品顶针位置出现明显缺陷。常见的改进措施包括优化模具结构和成型工艺,以有效降低顶出杆的作用力,从而降低出现顶针痕的可能性。本案例的解决方案考虑了以下两个方面:
模具结构:
当模具的脱模角较小或筋位的抛光效果较差时,会增加零件的脱模阻力。顶杆对零件的作用力增大,从而产生顶痕。改进方法是加强筋位的抛光或增大零件的拔模角度。
成型工艺:
当保压压力过高或保压时间过长时,会导致零件过度填充。此时,零件在模芯周围的封装力很大,从而导致顶出杆对零件施加很大的顶出力,最终导致顶出销痕迹或顶出凸起。改进方法是降低保压压力或缩短保压时间。
改进后的效果

结论
在遇到顶针标记问题时,有必要对产品的内部结构设计、模具设计和注塑成型工艺的优化进行分析。
识别注塑缺陷应该是专业注塑人员的一项基本技能。每种注塑成型缺陷都有不同的发生机理,解决产品质量问题的方法也各不相同。因此,对产品缺陷的错误识别往往会导致采取错误的方法来解决问题。常见的注塑工厂对注塑缺陷的分类非常笼统,这主要是因为负责产品缺陷分类的人员并不专业,只是给产品缺陷赋码,往往会误导工艺人员。
FirstMold 专注于注塑成型和模具生产已有十余年,团队中不乏从业超过 20 年的专家。通过不断的实践和创新学习,他们已经能够完美地处理各种注塑成型缺陷。如果您需要模具生产服务或 注塑生产服务欢迎您获得 注塑报价.











