
After understanding injection pressure and injection speed, today we continue to learn about another important parameter in injection molding — mold temperature.
Typically, injection workers set the melt temperature higher than the ideal temperature, believing that melt temperature is the only effective way to reduce melt viscosity, making injection molding easier. To compensate for the extended cycle time due to the high melt temperature, technicians generally lower the mold temperature to shorten the cooling time. This adjustment method often causes many product quality issues. So, how should the mold temperature be set reasonably? We will discuss this in detail later.

What is Mold Temperature?
Mold temperature refers to the surface temperature of the mold cavity and core. It is one of the most basic control parameters in the injection molding process and a primary consideration in mold design. Its impact on the forming, secondary processing, and final use of products cannot be underestimated.
The Effect of Mold Temperature on Injection Molded Parts
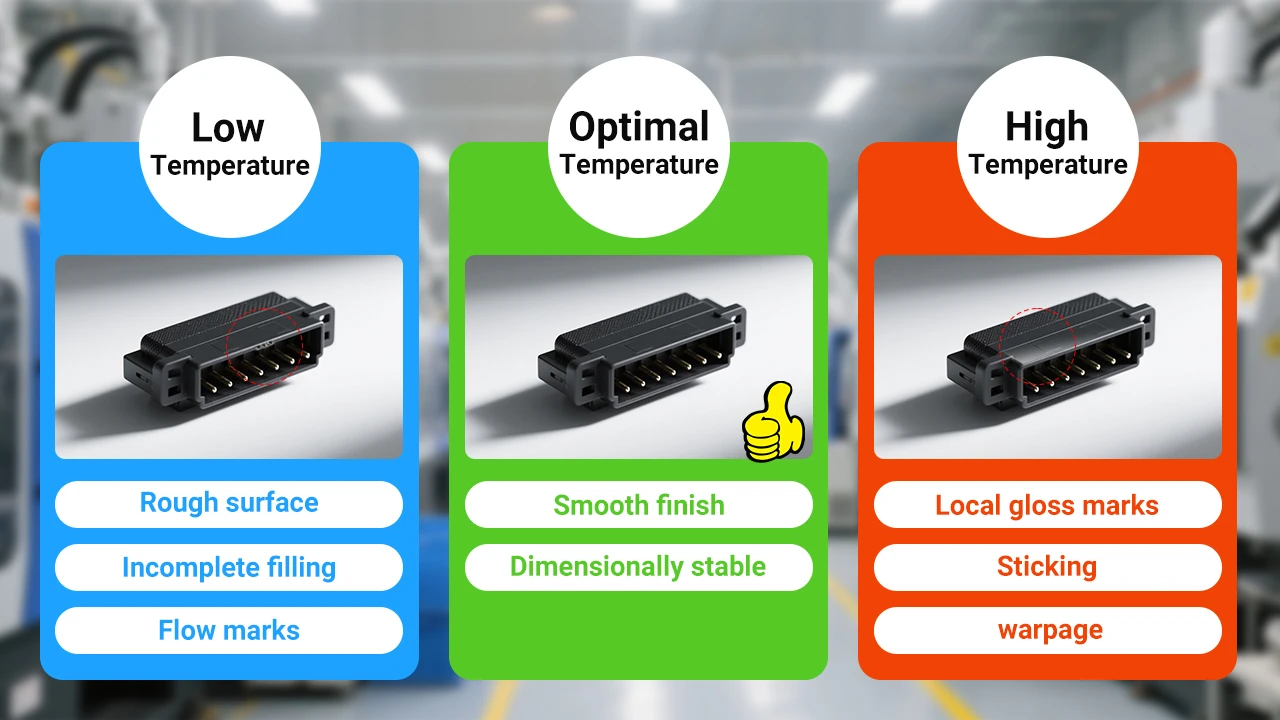
1. Impact on Appearance
First, if the mold temperature is too low, it will reduce the melt flowability, possibly leading to incomplete filling. It affects the crystallinity of plastics. For ABS, if the mold temperature is too low, the product’s smoothness will be low. When it is high, plastic is more likely to migrate to the surface. Thus, when it is high, the plastic components are closer to the mold surface, resulting in better filling, higher brightness, and gloss.
However, mold temperature should not be too high, as it may cause sticking to the mold and create noticeable bright spots in some areas of the plastic part. Conversely, low mold temperature can cause the plastic part to grip the mold too tightly, leading to scratches when demolding, especially on textured surfaces. Multi-stage injection can solve position issues, such as gas marks when injecting, by using segmented injection. In the injection industry, the higher the mold temperature, the higher the surface gloss of the product, and vice versa. For products made from PP with a satin finish, the higher the temperature, the lower the surface gloss, and the greater the color difference, with gloss and color difference being inversely proportional.
Therefore, the most common issue caused by mold temperature is a rough surface finish of molded parts, typically due to low mold surface temperature. The molding shrinkage and post-molding shrinkage of semi-crystalline polymers mainly depend on mold temperature and part wall thickness. Uneven temperature distribution in the mold will lead to different shrinkage, making it impossible to ensure parts meet the specified tolerances. In the worst case, shrinkage exceeds the correctable value, regardless of whether the resin is reinforced or not.
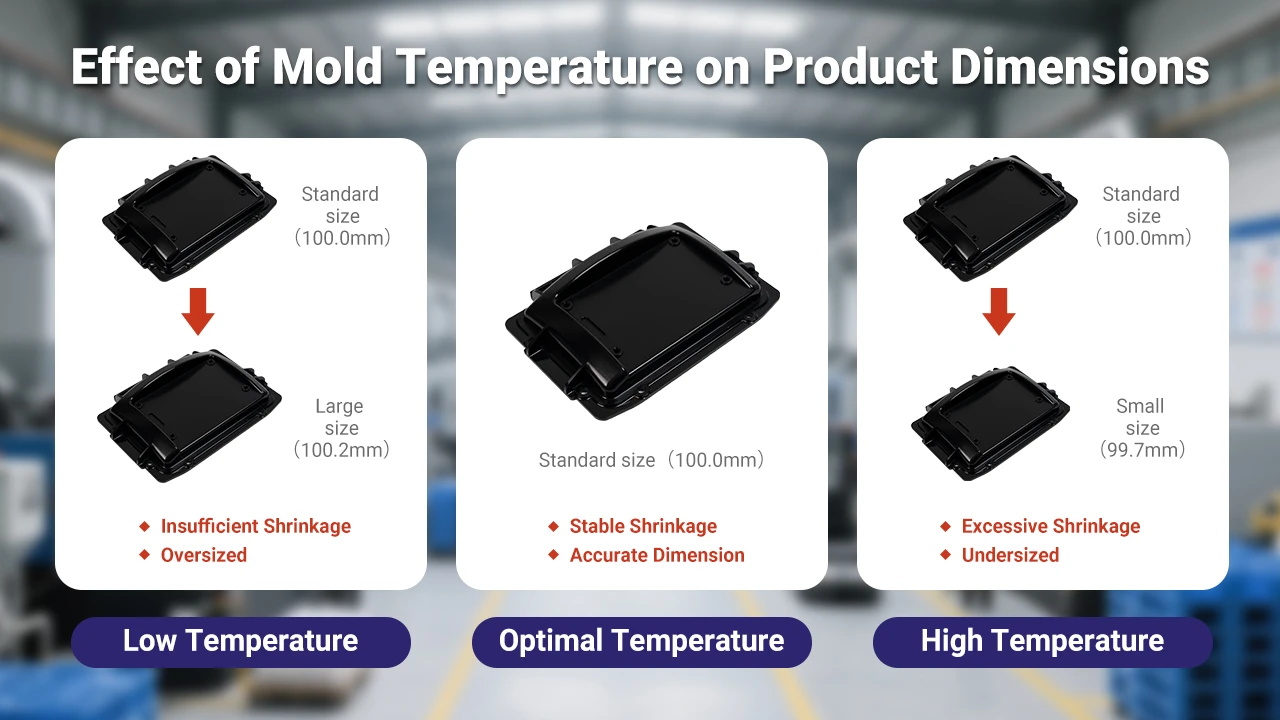
2. Impact on Product Dimensions
If the mold temperature is too high, the melt may undergo thermal decomposition, increasing the shrinkage rate in the air, causing the product dimensions to decrease. Under low-temperature conditions, if part dimensions increase, it is generally due to too low mold surface temperature. This is because, with low mold surface temperature, the product shrinks less in the air, so the dimensions are larger. Low mold temperature accelerates molecular “freezing orientation,” increasing the thickness of the frozen layer in the mold cavity and hindering crystal growth, thus reducing molding shrinkage.
Conversely, high mold temperature causes slow cooling, longer relaxation time, and lower orientation, promoting crystallization, resulting in higher actual shrinkage. If the process takes too long to stabilize the dimensions, it indicates poor mold temperature control, as the mold takes longer to reach thermal equilibrium. Uneven heat dissipation in some mold areas can significantly extend the production cycle, increasing molding costs. Stable mold temperature reduces fluctuations in molding shrinkage, improving dimensional stability.
For crystalline plastics, high mold temperature facilitates the crystallization process. Fully crystalline plastic parts do not undergo dimensional changes during storage or use. However, high crystallinity results in significant shrinkage. For softer plastics, low mold temperature during molding favors dimensional stability. Regardless of the material, consistent mold temperature and shrinkage are beneficial for improving dimensional accuracy.
3. Impact on Deformation
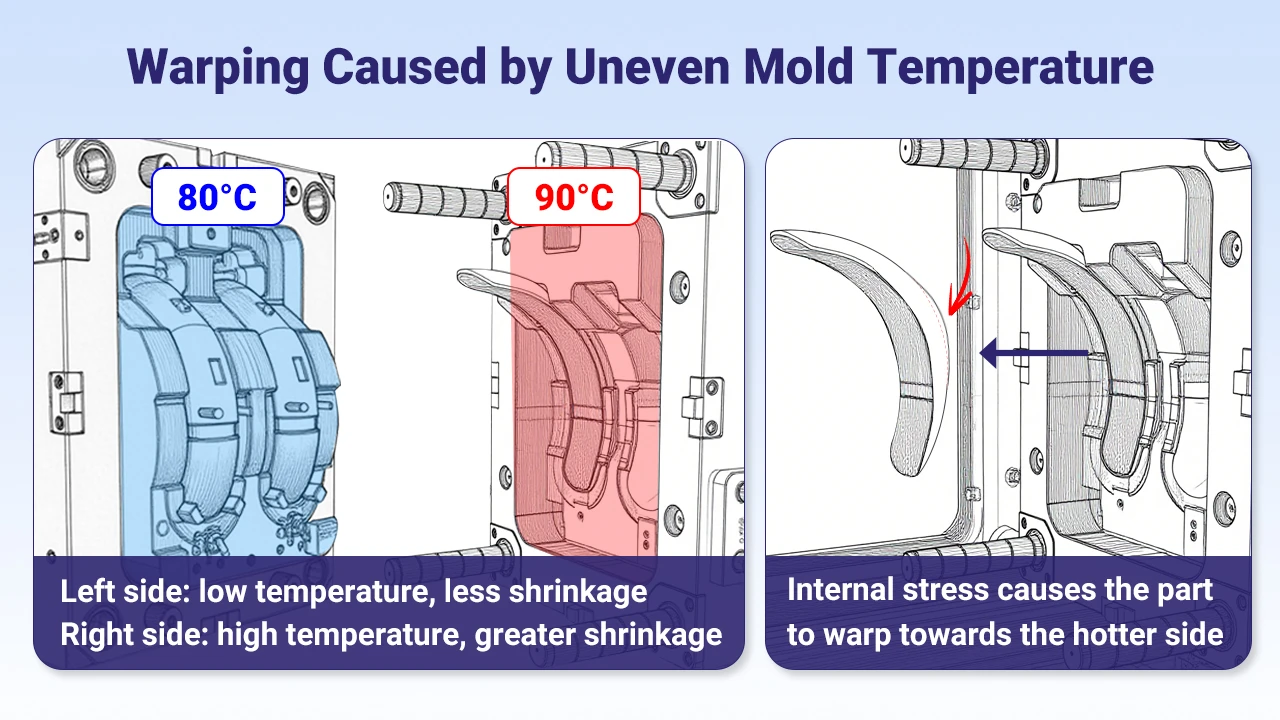
If the cooling system design is unreasonable or mold temperature control is poor, insufficient cooling can cause plastic parts to warp and deform. Mold temperature control should be based on the product’s structural characteristics to determine the temperature difference between the core and the cavity, the core and the cavity wall, and the cavity wall and inserts. This allows the different cooling shrinkage speeds of each part to counteract orientation shrinkage differences and avoid warping deformation.
For symmetrically structured parts, mold temperature should be consistent to ensure balanced cooling and reduced deformation. Excessive mold temperature difference causes uneven cooling and inconsistent shrinkage, generating stress and leading to warping, especially in parts with uneven wall thickness and complex shapes. The side with the higher mold temperature will deform towards that side after cooling. Reasonably select core and cavity mold temperatures as needed
4. Impact on Mechanical Properties (Internal Stress)
Low mold temperature makes weld lines obvious, reducing product strength. For crystalline plastics, higher crystallinity increases the tendency for stress cracking. To reduce stress, mold temperature should not be too high (e.g., PP, PE). For high-viscosity amorphous plastics like PC, stress cracking is related to internal stress and higher mold temperature helps reduce internal stress and stress cracking tendency.
Internal stress is indicated by stress marks. It is caused by different thermal shrinkage rates during cooling. After forming, cooling extends from the surface to the interior, with the surface shrinking and hardening first, followed by the interior, generating internal stress due to different shrinkage rates. When the residual internal stress exceeds the resin’s elastic limit or under certain chemical environments, cracks appear on the plastic part’s surface. Studies on transparent resins like PC and PMMA show that residual internal stress is compressive on the surface layer and tensile internally. Surface compressive stress depends on the cooling condition; a cold mold rapidly cools molten resin, creating higher residual internal stress.
Mold temperature is the most basic condition for controlling internal stress. Slight changes in mold temperature significantly alter residual internal stress. Generally, each product and resin has a minimum acceptable mold temperature limit for internal stress. When molding thin-walled parts or those with long flow distances, the mold temperature should be higher than the general minimum limit.

5. Impact on Heat Deflection Temperature
Especially for crystalline plastics, if products are molded at low mold temperatures, molecular orientation and crystallinity are instantly frozen. Under high-temperature use or secondary processing, molecular chains may rearrange and crystallize, causing deformation at temperatures much lower than the material’s heat deflection temperature (HDT). The correct approach is to produce at the recommended mold temperature close to the crystallization temperature, ensuring adequate crystallization during injection molding and avoiding post-crystallization and shrinkage in high-temperature environments.
In conclusion, mold temperature is one of the most basic control parameters in the injection molding process and a primary consideration in mold design.
Determining the Correct Mold Temperature
With increasingly complex molds, creating suitable conditions for effective mold temperature control becomes more challenging. Except for simple parts, the mold temperature control system is usually a compromise. The following suggestions are for rough guidance:
1. During mold design, consider the temperature control of the processed part’s shape.
2. For low injection volume and large mold size, good thermal conductivity is crucial.
3. Leave extra space when designing the cross-sectional size of the fluid passing through the mold and feed tube. Avoid using connectors as they significantly obstruct fluid flow controlled by mold temperature.
4. Use pressurized water as the temperature control medium if possible, and use durable, high-pressure-resistant pipes and manifolds.
5. Provide detailed performance specifications for temperature control equipment matching the mold.
6. The data sheet from the mold manufacturer should include the necessary figures for the flow rate. Use insulating plates at the interface between the mold and machine template.
7. Use separate temperature control systems for the core and cavity.
8. Isolate temperature control systems on each side and center to allow different startup temperatures during molding.
9. Connect different temperature control circuits in series, not parallel. Parallel circuits cause varying flow rates due to resistance differences, leading to greater temperature variation than series connections.
10. Displaying supply and return temperatures on the mold temperature control equipment is advantageous.
11. The goal of process control is to add a temperature sensor in the mold to detect temperature changes during actual production.
Recommended Mold Temperature for Different Materials
| Material Name | Mold Temperature (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Other Mold Temperature Determination Suggestions
Establish thermal balance in the mold through multiple injections, generally at least ten injections. The actual temperature in thermal balance depends on many factors. Measure the actual temperature of the mold surface in contact with plastic using a thermocouple inside the mold (2 mm from the surface). A more common method is using a handheld high-temperature meter with a fast-responding probe. Measure many points, not just one side or point. Adjust the mold temperature to the appropriate value based on the set control standards. The material data sheet usually recommends mold temperatures considering surface finish, mechanical properties, shrinkage, and cycle time.
For molds producing precision components or meeting strict appearance or safety standards, use higher mold temperatures for lower post-molding shrinkage, higher surface brightness, and more consistent performance. For low-tech parts with cost constraints, use lower processing temperatures, understand the trade-offs, and inspect parts to ensure they meet customer requirements.
Summary
Adjusting mold temperature involves using a mold temperature machine. If possible, I will introduce mold temperature machine selection for injection molding enthusiasts in the future. If you recognize our professional level and need to manufacture parts for various industries, please enjoy our injection molding services.











