

In the milling process of CNC machines, the selection between climb milling and conventional milling is an important technical issue that greatly affects the precision and surface quality of the parts.
Definition of Climb Milling and Conventional Milling
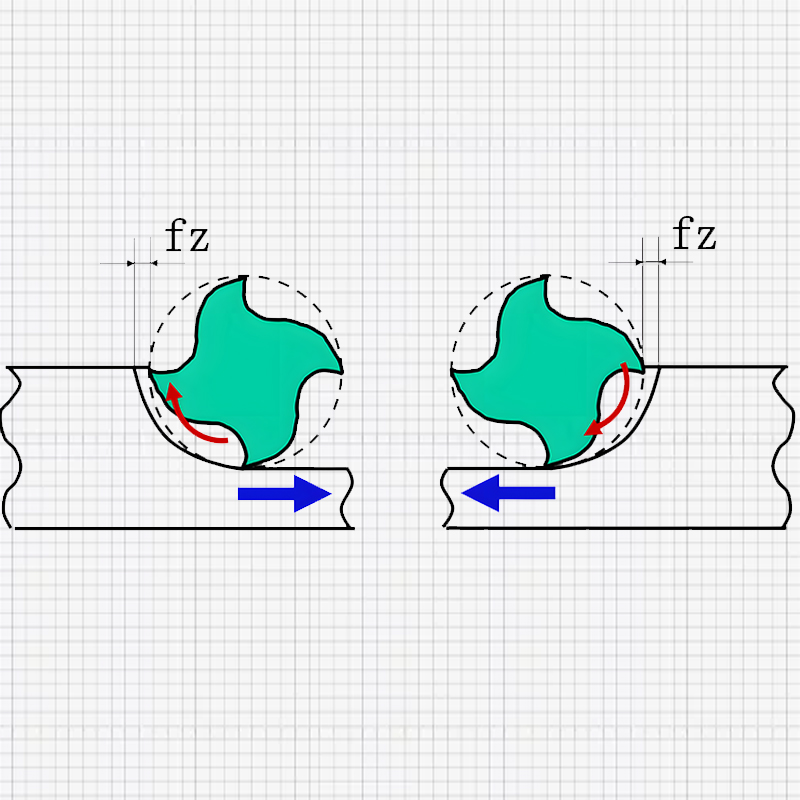
Based on the relative position of the milling cutter and the feed direction of the workpiece, the milling process is divided into two types: climb milling and conventional milling. From the feed direction of the workpiece, when the milling cutter is on the left side of the workpiece, it is called climb milling or up milling. When the milling cutter is on the right side of the workpiece, it is called conventional milling or down milling.
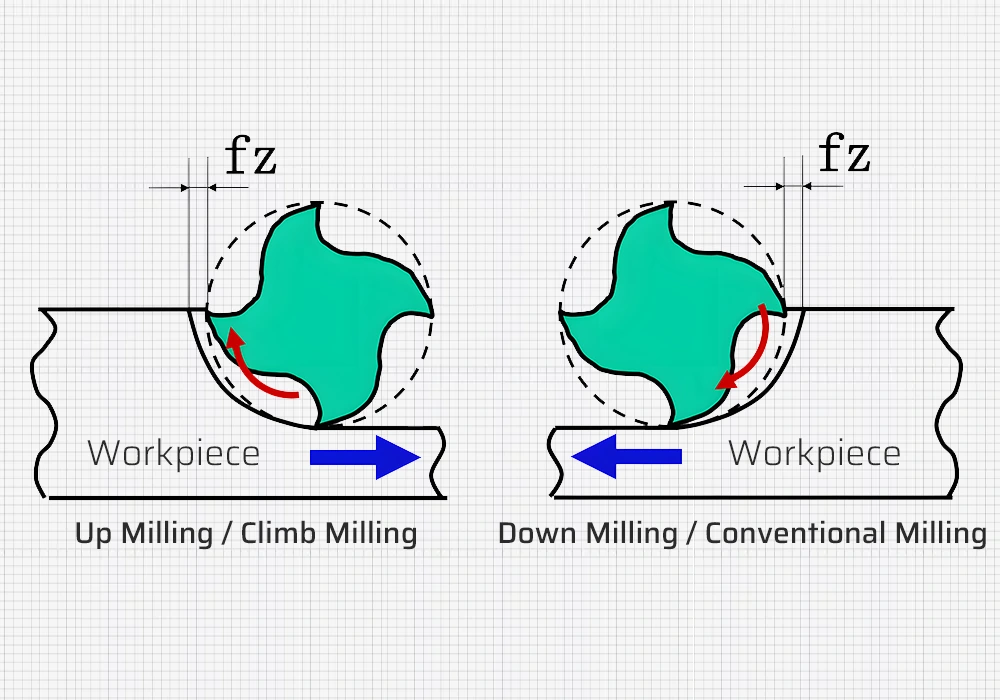
Climb Milling: At the start, the chip thickness is at its maximum, and it decreases as the cut progresses. This results in minimal chip deformation and a cutting force directed towards the workpiece.
Conventional Milling: At the start, the chip thickness is zero, and it increases to its maximum at the end of the cut. This process includes a polishing effect, with the cutting force tending to lift the workpiece (having a tendency to lift the workpiece).
Analysis of Up Milling and Down Milling Processes in CNC Machining
1. Characteristics of Climb Milling
Advantages of Climb Milling:
- The chip thickness varies from maximum to zero, preventing tool slippage and extending tool life.
- Produces a better surface finish.
- The vertical milling force is always pressed towards the worktable, enhancing the reliability of workpiece positioning and clamping.
- Lower power consumption during machining.
Disadvantages of Climb Milling:
- Not suitable for milling parts with hard surfaces.
- If there is backlash between the lead screw and nut, the feed screw may vibrate during machining.
2. Characteristics of Conventional Milling
Disadvantages of Conventional Milling:
- The chip thickness varies from zero to maximum, causing the tool to slide over the workpiece surface before cutting into the metal. This generates high friction and heat, potentially forming a hardened layer, reducing tool durability, and affecting surface quality.
- The vertical upward milling force tends to lift and destabilize the workpiece.
- Higher power consumption.
Advantages of Conventional Milling:
- Suitable for milling parts with hard surfaces.
- No vibration in the worktable feed mechanism despite the presence of backlash.
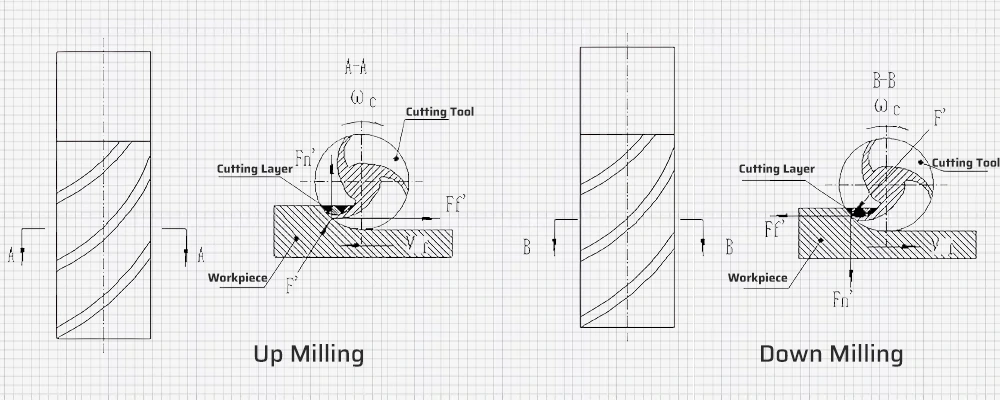
3. Stress Analysis of Tools in Climb and Conventional Milling
In climb milling, the workpiece force on the tool is such that it pushes the tool towards the workpiece. In conventional milling, the force tends to lift the tool away from the workpiece.
Selection Analysis of Climb Milling and Conventional Milling in CNC Machining
In CNC machines with ball screw drives, backlash can be completely eliminated through preloading. In CNC machines equipped with climb milling mechanisms, climb milling is preferred due to its high tool durability, good surface quality, and low power consumption. However, certain special cutting conditions may require conventional milling. Therefore, a correlation analysis must be conducted before selecting either climb or conventional milling methods.
On conventional milling machines, due to the lateral backlash in the lead screw and nut assembly, conventional milling is commonly used to prevent worktable displacement and ensure smooth milling operations. However, for Al-Mg alloys requiring low cutting amounts and high surface quality, climb milling can be employed.
Choice of Milling Method in Rough Machining
The outer surface of the blank is generally harder and more brittle than the core material, especially for blanks obtained by flame cutting. With high tool speeds (typically above 2000 r/min) in machining centers, using conventional milling for rough machining can cause the cutting edge to suddenly leave the workpiece, breaking the chips abruptly and transferring the resulting vibrations to the cutting edge. This can easily cause chipping or breakage of the brittle cutting edge in machining centers. Therefore, climb milling is suitable for rough machining in machining centers. Specialized rough machining tools for conventional milling machines are more resilient and operate at lower speeds, leading to slower chip separation and suitability for conventional rough machining.
In rough machining, due to the large depth and width of cut, the relative speed between the workpiece and tool increases in conventional milling as the cutting direction opposes the feed direction, increasing the load on the spindle and guide motors, causing increased vibration. When this load reaches a certain level, it can trigger alarms and machine shutdowns. Under the same conditions, conventional milling consumes 10% to 20% more power than climb milling. Therefore, climb milling is suitable for rough machining in machining centers, while conventional milling is suitable for rough machining on conventional milling machines.
Case Analysis of CNC Machining
As shown in the picture below, it describes a machining process where the blank is square, and the task is to machine the solid outline using a CNC milling machine. Based on the previous analysis, climb milling is preferred in CNC machining. For this part, if climb milling is used, the tool path would be D → C → B → A. However, in actual production, “tool collision” often occurs. The reasons for this phenomenon were analyzed.
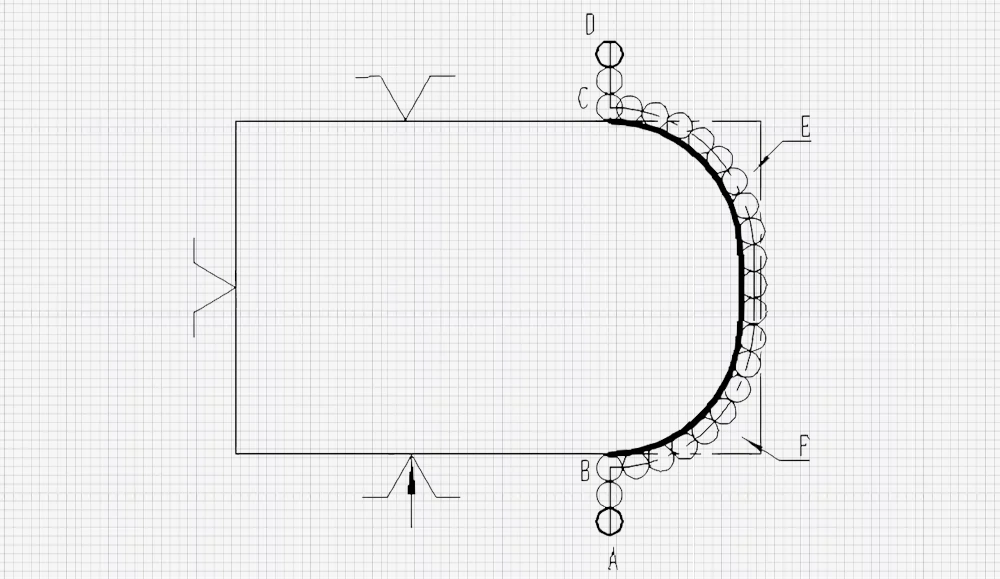
1. When the tool moves from point D to C and along the arc, the tool progresses from D to C. During machining, the tool feed gradually increases from zero until the entire tool periphery is engaged.
2. In the case where the entire tool periphery is engaged, this part is climb milling, while this part is conventional milling.
For the part of the blank to be cut off (represented by E), conventional milling is performed. During conventional milling, based on the previous analysis, the tool tends to approach the workpiece. Similarly, the part of the blank to be cut off (represented by E) also tends to approach the tool based on the characteristics of force and reaction force.
3. When the tool continues machining and part E is about to be cut off, since E is unsupported and tends to approach the tool, at the moment E is cut off, E closely approaches the tool, causing a tool collision.
Based on the comprehensive analysis above, this process should not prioritize climb milling. Instead, conventional milling should be used first, leaving a margin for machining (A → B → C → D), followed by climb milling (D → C → B → A) to ensure no tool wear during machining and maintain surface quality.
Conclusion
Metal cutting is a complex process involving intricate interactions between cutting tools and workpiece materials. Factors like cutting parameters, tool materials, geometric angles, fixtures, and cutting fluids all influence the cutting process.
In specific CNC machining processes, different milling methods can yield different results. Understanding the characteristics of climb and conventional milling is crucial for CNC machining and programming.


















