
In het freesproces van CNC machines is de keuze tussen klimfrezen en conventioneel frezen een belangrijke technische kwestie die van grote invloed is op de precisie en oppervlaktekwaliteit van de onderdelen.
Definitie van frezen en conventioneel frezen
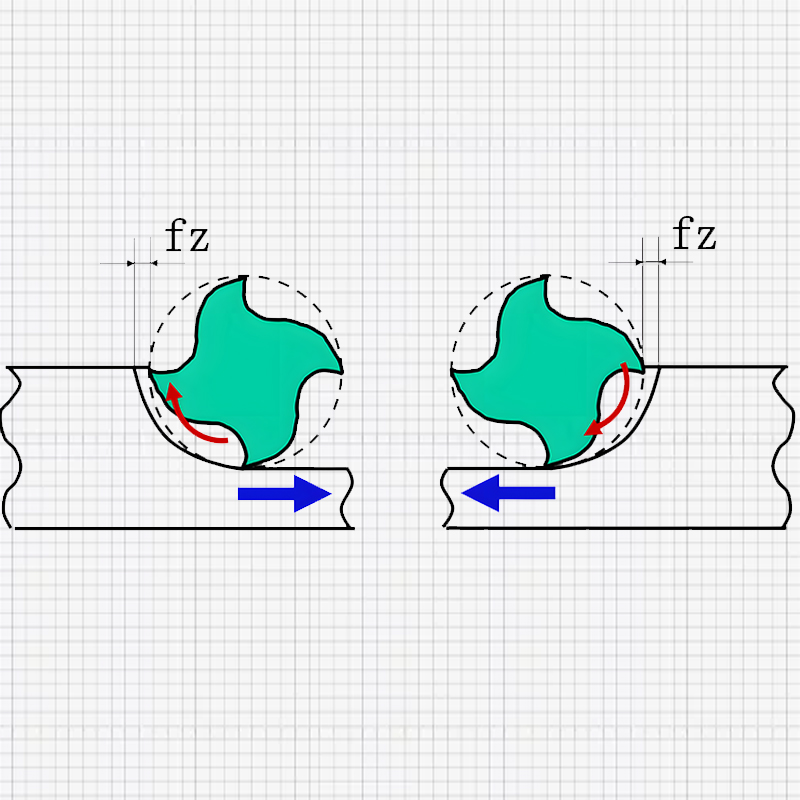
Op basis van de relatieve positie van de frees en de aanvoerrichting van het werkstuk, wordt het freesproces onderverdeeld in twee types: klimmend frezen en conventioneel frezen. Vanuit de aanvoerrichting van het werkstuk, wanneer de frees zich aan de linkerkant van het werkstuk bevindt, wordt het klimmend frezen of opwaarts frezen genoemd. Als de frees zich aan de rechterkant van het werkstuk bevindt, wordt het conventioneel frezen of omlaag frezen genoemd.
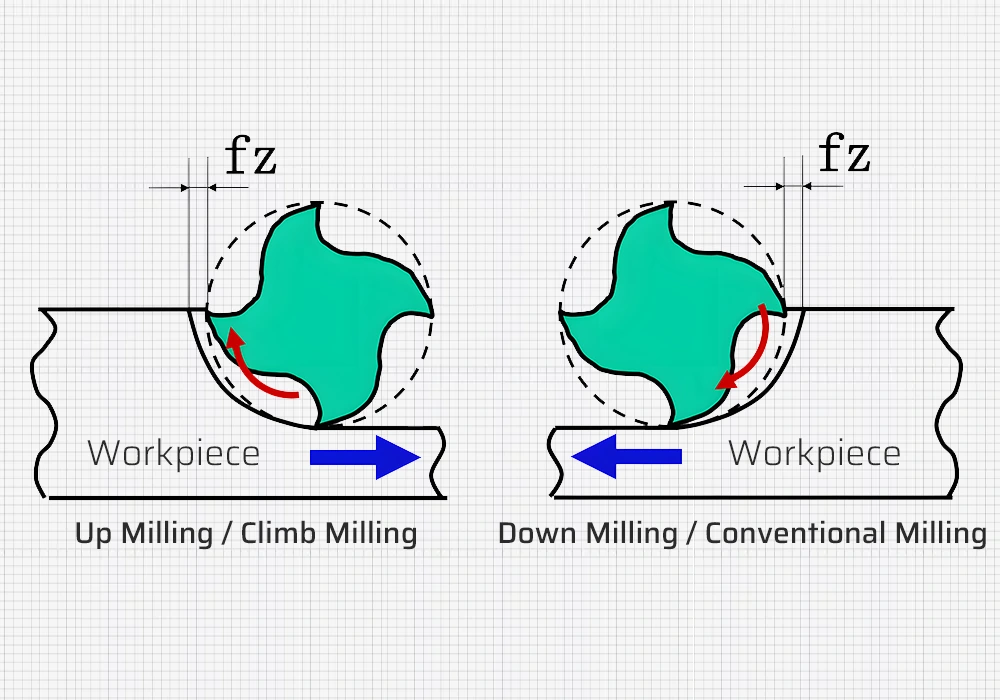
Klimfrezen: Aan het begin is de spaandikte maximaal en deze neemt af naarmate de snede vordert. Dit resulteert in minimale spaanvervorming en een snijkracht die naar het werkstuk gericht is.
Conventioneel frezen: Aan het begin is de spaandikte nul en deze neemt toe tot het maximum aan het einde van de snede. Dit proces omvat een polijsteffect, waarbij de snijkracht de neiging heeft om het werkstuk op te tillen (de neiging heeft om het werkstuk op te tillen).
Analyse van opwaarts en neerwaarts frezen bij CNC-verspaning
1. Kenmerken van Klimfrezen
Voordelen van klimfrezen:
- De spaandikte varieert van maximaal tot nul, wat slippen van het gereedschap voorkomt en de levensduur verlengt.
- Produceert een betere oppervlakteafwerking.
- De verticale freeskracht wordt altijd in de richting van de werktafel gedrukt, wat de betrouwbaarheid van het positioneren en klemmen van het werkstuk verhoogt.
- Lager energieverbruik tijdens bewerking.
Nadelen van Klimfrezen:
- Niet geschikt voor het frezen van onderdelen met harde oppervlakken.
- Als er speling is tussen de geleidingsschroef en de moer, kan de aanvoerschroef gaan trillen tijdens het bewerken.
2. Kenmerken van conventioneel frezen
Nadelen van conventioneel frezen:
- De spaandikte varieert van nul tot maximaal, waardoor het gereedschap over het werkstukoppervlak glijdt voordat het in het metaal snijdt. Dit genereert hoge wrijving en hitte, waardoor mogelijk een verharde laag wordt gevormd, de duurzaamheid van het gereedschap afneemt en de oppervlaktekwaliteit wordt beïnvloed.
- De verticale opwaartse freeskracht heeft de neiging om het werkstuk op te tillen en te destabiliseren.
- Hoger energieverbruik.
Voordelen van conventioneel frezen:
- Geschikt voor het frezen van onderdelen met harde oppervlakken.
- Geen trillingen in het werktafelaanvoermechanisme ondanks de aanwezigheid van speling.
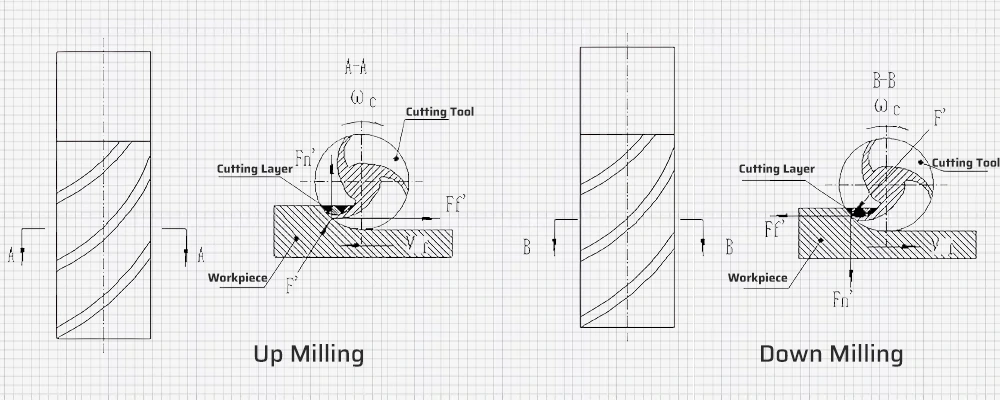
3. Spanningsanalyse van gereedschappen bij klimfrezen en conventioneel frezen
Bij klimmend frezen is de kracht van het werkstuk op het gereedschap zodanig dat het gereedschap naar het werkstuk wordt geduwd. Bij conventioneel frezen tilt de kracht het gereedschap van het werkstuk af.
Selectieanalyse van Klimfrezen en Conventioneel frezen bij CNC-verspaning
Bij CNC machines met kogelomloopspindelaandrijvingen kan speling volledig worden geëlimineerd door voorspanning. Op CNC machines die zijn uitgerust met klimfreesmechanismen, wordt de voorkeur gegeven aan klimfrezen vanwege de hoge duurzaamheid van het gereedschap, de goede oppervlaktekwaliteit en het lage energieverbruik. Bepaalde speciale snijomstandigheden kunnen echter conventioneel frezen vereisen. Daarom moet er een correlatieanalyse worden uitgevoerd voordat een keuze wordt gemaakt tussen klimmend of conventioneel frezen.
Op conventionele freesmachines wordt, vanwege de zijdelingse speling in de voorschroef en de moer, meestal conventioneel frezen gebruikt om verplaatsing van de werktafel te voorkomen en een soepele freesbewerking te garanderen. Voor Al-Mg legeringen die lage snijhoeveelheden en een hoge oppervlaktekwaliteit vereisen, kan klimfrezen echter worden gebruikt.
Keuze van freesmethode bij voorbewerken
Het buitenoppervlak van de voorvorm is over het algemeen harder en brosser dan het kernmateriaal, vooral bij voorvormen verkregen door vlamsnijden. Bij hoge gereedschapssnelheden (meestal boven 2000 omw/min) in bewerkingscentra kan het gebruik van conventioneel frezen voor voorbewerken ertoe leiden dat de snijkant plotseling het werkstuk verlaat, waardoor de spanen abrupt breken en de resulterende trillingen worden overgebracht op de snijkant. Dit kan gemakkelijk leiden tot afbrokkelen of breken van de broze snijkant in bewerkingscentra. Daarom is klimfrezen geschikt voor voorbewerking in bewerkingscentra. Gespecialiseerde voorbewerkingsgereedschappen voor conventionele freesmachines zijn veerkrachtiger en werken op lagere snelheden, wat leidt tot langzamere spaanafvoer en geschiktheid voor conventionele voorbewerking.
Door de grote snedediepte en -breedte neemt bij conventioneel frezen de relatieve snelheid tussen het werkstuk en het gereedschap toe als de snijrichting tegengesteld is aan de aanvoerrichting, waardoor de belasting op de spindel en geleidingsmotoren toeneemt en er meer trillingen ontstaan. Wanneer deze belasting een bepaald niveau bereikt, kan dit leiden tot alarmen en machinestilstand. Onder dezelfde omstandigheden verbruikt conventioneel frezen 10% tot 20% meer vermogen dan klimmend frezen. Daarom is klimfrezen geschikt voor voorbewerking in bewerkingscentra, terwijl conventioneel frezen geschikt is voor voorbewerking op conventionele freesmachines.
Casusanalyse van CNC-verspaning
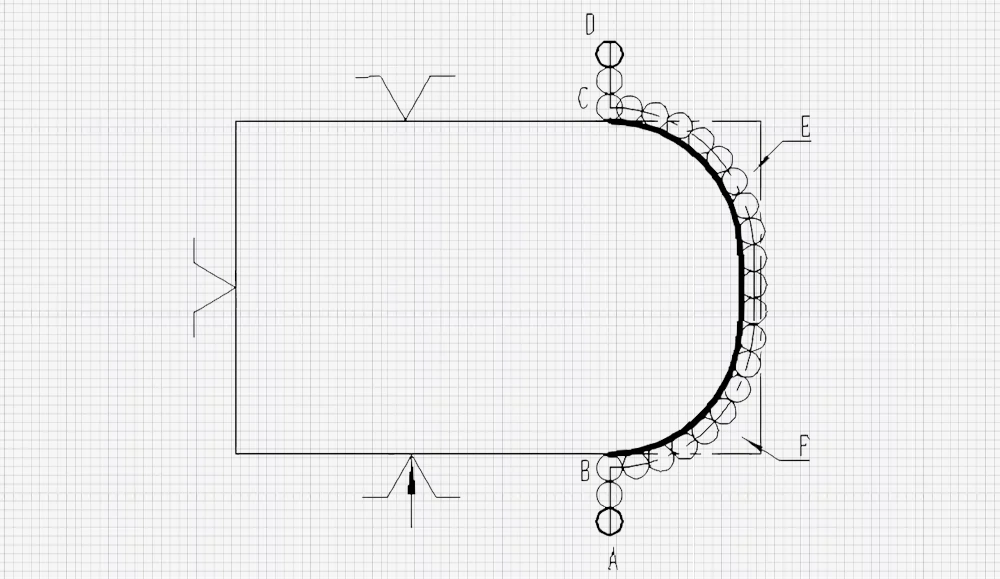
Zoals de afbeelding hieronder laat zien, beschrijft het een bewerkingsproces waarbij de onbewerkte vorm vierkant is en het de taak is om de vaste omtrek te bewerken met een CNC freesmachine. Op basis van de vorige analyse wordt bij CNC-verspaning de voorkeur gegeven aan meelopend frezen. Voor dit onderdeel, als klimmend frezen wordt gebruikt, zou het gereedschapspad D → C → B → A zijn. In de werkelijke productie treedt echter vaak "botsing van gereedschap" op. De redenen voor dit fenomeen zijn geanalyseerd.
1. Tijdens het bewerken neemt de voeding van het gereedschap geleidelijk toe vanaf nul totdat de hele omtrek van het gereedschap is bezet.
2. Als de hele omtrek van het gereedschap is bezet, is dit deel klimfrezen, terwijl dit deel conventioneel frezen is.
Voor het deel van het onbewerkte werkstuk dat moet worden afgesneden (voorgesteld door E), wordt conventioneel frezen uitgevoerd. Bij conventioneel frezen benadert het gereedschap op basis van de vorige analyse het werkstuk. Op dezelfde manier benadert het af te zagen deel van het onbewerkte werkstuk (voorgesteld door E) het gereedschap op basis van de eigenschappen van kracht en reactiekracht.
3. Als het gereedschap doorgaat met bewerken en onderdeel E op het punt staat om afgesneden te worden, omdat E niet ondersteund wordt en de neiging heeft om het gereedschap te benaderen, nadert E op het moment dat E afgesneden wordt het gereedschap van dichtbij, wat een botsing veroorzaakt.
Op basis van de uitgebreide analyse hierboven moet dit proces geen prioriteit geven aan klimfrezen. In plaats daarvan moet er eerst conventioneel gefreesd worden, waarbij er een marge overblijft voor de bewerking (A → B → C → D), gevolgd door klimfrezen (D → C → B → A) om ervoor te zorgen dat er geen gereedschapsslijtage optreedt tijdens de bewerking en om de oppervlaktekwaliteit te behouden.
Conclusie
Het snijden van metaal is een complex proces waarbij ingewikkelde interacties tussen snijwerktuigen en werkstukmaterialen. Factoren zoals snijparameters, gereedschapsmaterialen, geometrische hoeken, armaturenen snijvloeistoffen hebben allemaal invloed op het snijproces.
Bij specifieke CNC-bewerkingsprocessen kunnen verschillende freesmethoden verschillende resultaten opleveren. Inzicht in de eigenschappen van klimmend en conventioneel frezen is cruciaal voor CNC bewerken en programmeren.











