
Dans le processus de fraisage des machines CNC, le choix entre le fraisage en avalanche et le fraisage conventionnel est une question technique importante qui affecte grandement la précision et la qualité de la surface des pièces.
Définition du fraisage par enlèvement de copeaux et du fraisage conventionnel
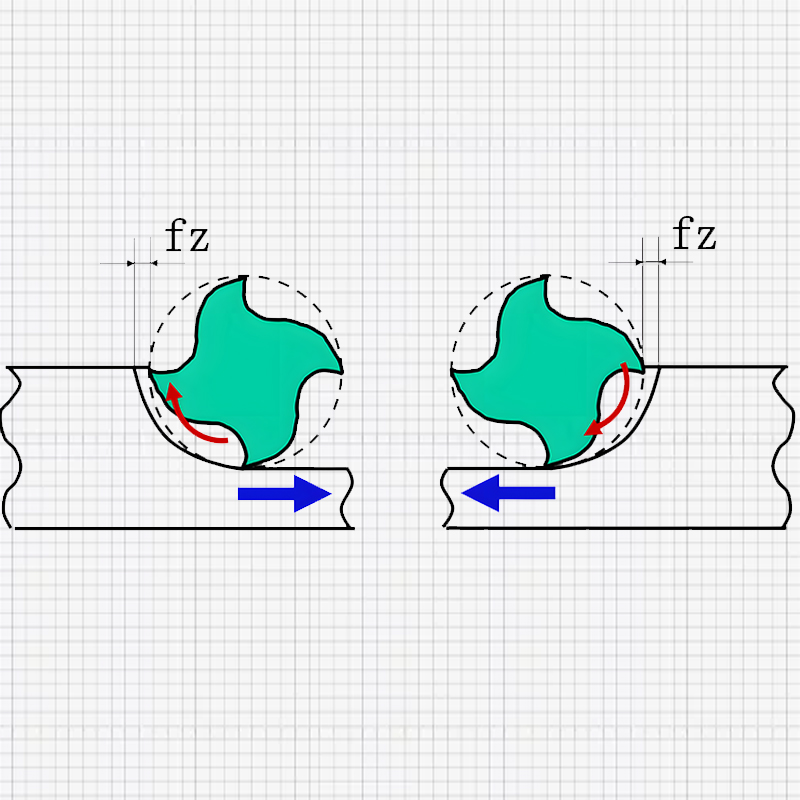
En fonction de la position relative de la fraise et du sens d'avance de la pièce, le processus de fraisage est divisé en deux types : le fraisage en avalant et le fraisage conventionnel. Dans le sens de l'avance de la pièce, lorsque la fraise se trouve sur le côté gauche de la pièce, on parle de fraisage en avalant ou de fraisage en amont. Lorsque la fraise se trouve sur le côté droit de la pièce, on parle de fraisage conventionnel ou de fraisage vers le bas.
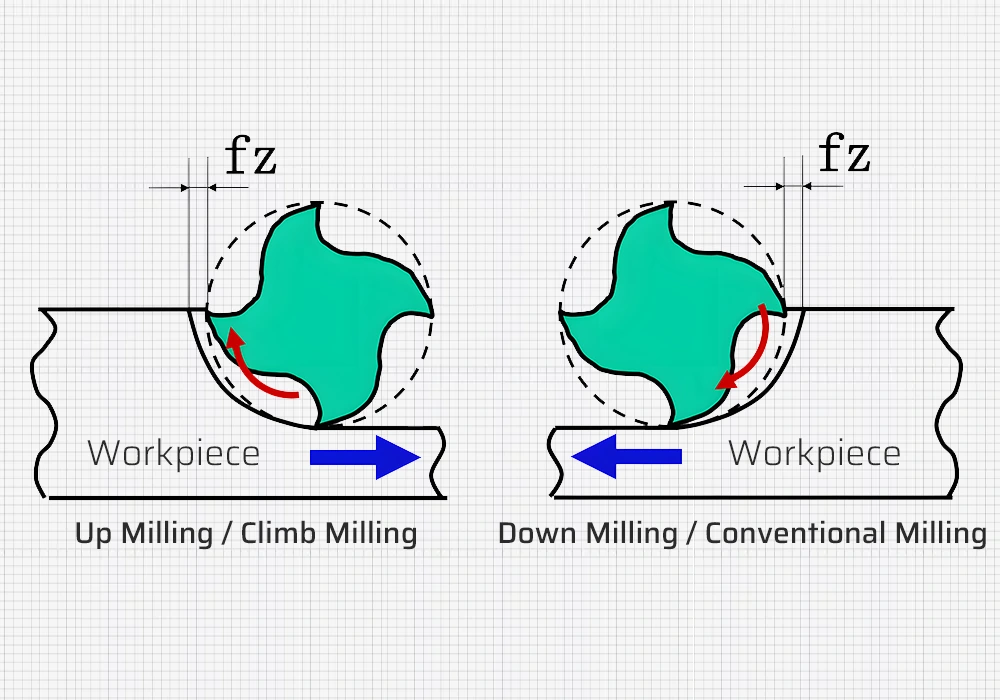
Fraisage de l'escalade: Au début, l'épaisseur des copeaux est maximale et diminue au fur et à mesure que la coupe progresse. Il en résulte une déformation minimale des copeaux et une force de coupe dirigée vers la pièce.
Fraisage conventionnel: Au départ, l'épaisseur du copeau est nulle, et elle augmente jusqu'à son maximum en fin de coupe. Ce processus comporte un effet de polissage, l'effort de coupe ayant tendance à soulever la pièce (ayant tendance à soulever la pièce).
Analyse des processus de fraisage en amont et en aval dans l'usinage CNC
1. Caractéristiques du fraisage de montée
Avantages de l'usinage par enlèvement de copeaux :
- L'épaisseur des copeaux varie du maximum à zéro, ce qui évite le glissement de l'outil et prolonge sa durée de vie.
- Permet d'obtenir une meilleure finition de la surface.
- La force de fraisage verticale est toujours poussée vers la table de travail, ce qui améliore la fiabilité du positionnement et du serrage de la pièce.
- Réduction de la consommation d'énergie pendant l'usinage.
Inconvénients de l'usinage par enlèvement de copeaux :
- Ne convient pas pour le fraisage de pièces à surface dure.
- S'il y a un jeu entre la vis d'entraînement et l'écrou, la vis d'entraînement peut vibrer pendant l'usinage.
2. Caractéristiques du fraisage conventionnel
Inconvénients du fraisage conventionnel :
- L'épaisseur du copeau varie de zéro à un maximum, ce qui fait que l'outil glisse sur la surface de la pièce avant de couper dans le métal. Ce phénomène génère une friction et une chaleur élevées, ce qui peut entraîner la formation d'une couche durcie, réduire la durabilité de l'outil et affecter la qualité de la surface.
- La force verticale de fraisage vers le haut tend à soulever et à déstabiliser la pièce.
- Consommation d'énergie plus élevée.
Avantages du fraisage conventionnel :
- Convient pour le fraisage de pièces à surface dure.
- Pas de vibration dans le mécanisme d'alimentation de la table de travail malgré la présence d'un jeu.
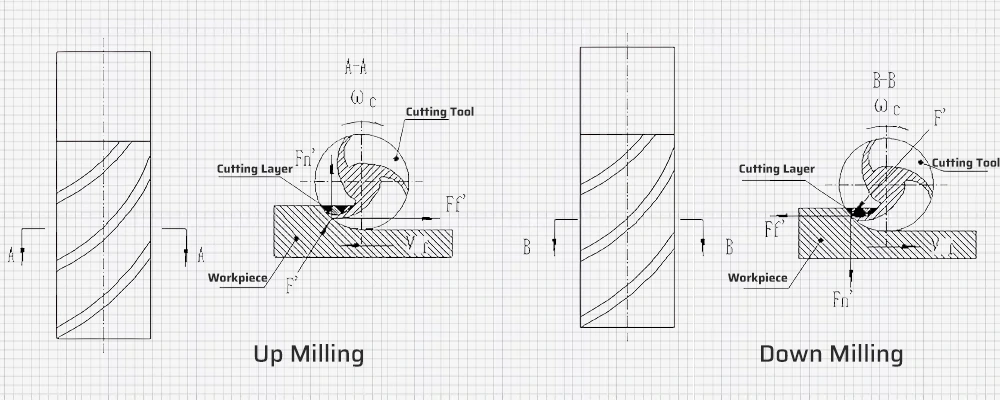
3. Analyse des contraintes subies par les outils dans le cadre du fraisage par grimpage et du fraisage conventionnel
Dans le cas du fraisage en avalant, la force exercée par la pièce sur l'outil est telle qu'elle pousse l'outil vers la pièce. Dans le cas du fraisage conventionnel, la force tend à soulever l'outil pour l'éloigner de la pièce.
Analyse de sélection du fraisage par montée et du fraisage conventionnel dans l'usinage CNC
Sur les machines CNC équipées de vis à billes, le jeu peut être complètement éliminé grâce à la précharge. Sur les machines CNC équipées de mécanismes de fraisage en avalant, le fraisage en avalant est préféré en raison de la grande durabilité de l'outil, de la bonne qualité de la surface et de la faible consommation d'énergie. Cependant, certaines conditions de coupe particulières peuvent nécessiter un fraisage conventionnel. Par conséquent, une analyse de corrélation doit être effectuée avant de choisir entre les méthodes de fraisage en avalanche et les méthodes de fraisage conventionnelles.
Sur les fraiseuses conventionnelles, en raison du jeu latéral dans l'assemblage de la vis-mère et de l'écrou, le fraisage conventionnel est généralement utilisé pour empêcher le déplacement de la table de travail et assurer des opérations de fraisage en douceur. Cependant, pour les alliages Al-Mg nécessitant de faibles quantités de coupe et une qualité de surface élevée, le fraisage en avalant peut être utilisé.
Choix de la méthode de fraisage dans l'usinage d'ébauche
La surface extérieure de l'ébauche est généralement plus dure et plus fragile que le matériau de base, en particulier pour les ébauches obtenues par oxycoupage. Avec des vitesses d'outil élevées (généralement supérieures à 2000 tr/min) dans les centres d'usinage, l'utilisation du fraisage conventionnel pour l'usinage d'ébauche peut amener l'arête de coupe à quitter brusquement la pièce, brisant les copeaux de manière abrupte et transférant les vibrations résultantes à l'arête de coupe. Cela peut facilement provoquer l'écaillage ou la rupture de l'arête de coupe fragile dans les centres d'usinage. C'est pourquoi le fraisage en avalant convient à l'usinage d'ébauche dans les centres d'usinage. Les outils d'ébauche spécialisés pour les fraiseuses conventionnelles sont plus résistants et fonctionnent à des vitesses inférieures, ce qui ralentit la séparation des copeaux et les rend aptes à l'usinage d'ébauche conventionnel.
Lors de l'usinage d'ébauche, en raison de la profondeur et de la largeur de coupe importantes, la vitesse relative entre la pièce et l'outil augmente dans le cas du fraisage conventionnel, car le sens de coupe s'oppose au sens d'avance, ce qui accroît la charge sur la broche et les moteurs de guidage, provoquant ainsi une augmentation des vibrations. Lorsque cette charge atteint un certain niveau, elle peut déclencher des alarmes et l'arrêt de la machine. Dans les mêmes conditions, le fraisage conventionnel consomme 10% à 20% de plus que le fraisage en avalanche. Par conséquent, le fraisage en avalanche convient à l'usinage d'ébauche dans les centres d'usinage, tandis que le fraisage conventionnel convient à l'usinage d'ébauche sur les fraiseuses conventionnelles.
Analyse de cas de l'usinage CNC
Comme le montre l'image ci-dessous, il s'agit d'un processus d'usinage dans lequel l'ébauche est carrée et la tâche consiste à usiner le contour solide à l'aide d'une fraiseuse CNC. D'après l'analyse précédente, le fraisage en avalanche est préférable dans l'usinage CNC. Pour cette pièce, si le fraisage en avalant est utilisé, la trajectoire de l'outil serait D → C → B → A. Cependant, dans la production réelle, la "collision d'outils" se produit souvent. Les raisons de ce phénomène ont été analysées.
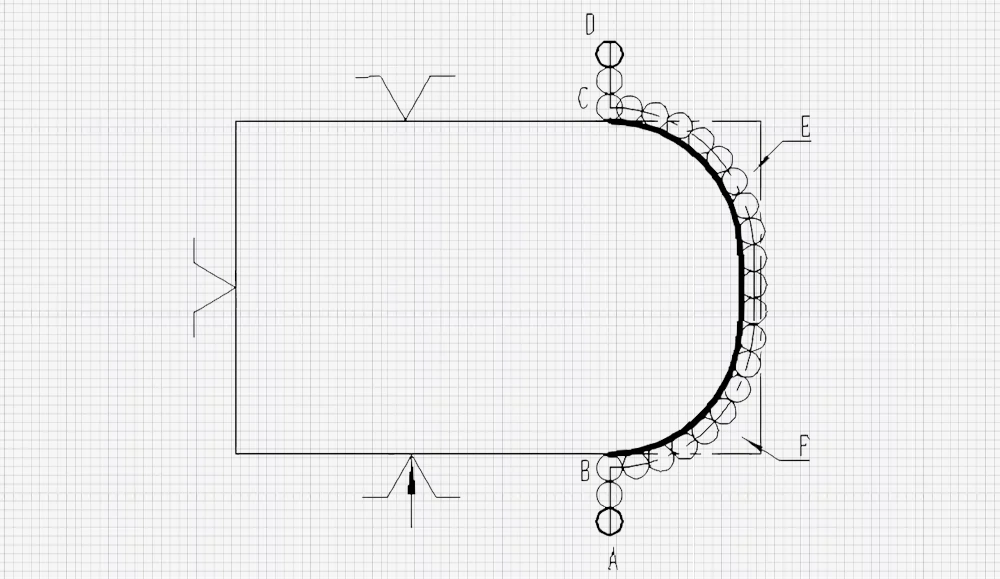
1. Lorsque l'outil se déplace du point D à C et le long de l'arc, l'outil progresse de D à C. Pendant l'usinage, l'avance de l'outil augmente progressivement à partir de zéro jusqu'à ce que toute la périphérie de l'outil soit engagée.
2. Dans le cas où toute la périphérie de l'outil est engagée, cette partie est un fraisage en avalant, tandis que cette partie est un fraisage conventionnel.
Pour la partie de l'ébauche à découper (représentée par E), on procède à un fraisage conventionnel. Lors du fraisage conventionnel, selon l'analyse précédente, l'outil a tendance à s'approcher de la pièce. De même, la partie de l'ébauche à découper (représentée par E) a également tendance à s'approcher de l'outil en fonction des caractéristiques de la force et de la force de réaction.
3. Lorsque l'outil poursuit l'usinage et que la pièce E est sur le point d'être coupée, étant donné que E n'est pas soutenu et a tendance à s'approcher de l'outil, au moment où E est coupé, E s'approche étroitement de l'outil, ce qui provoque une collision de l'outil.
Sur la base de l'analyse globale ci-dessus, ce processus ne devrait pas donner la priorité au fraisage en avalanche. Au lieu de cela, le fraisage conventionnel doit être utilisé en premier, en laissant une marge pour l'usinage (A → B → C → D), suivi par le fraisage en avalant (D → C → B → A) pour garantir l'absence d'usure de l'outil pendant l'usinage et maintenir la qualité de la surface.
Conclusion
Le découpage des métaux est un processus complexe impliquant des interactions complexes entre outils de coupe et les matériaux de la pièce. Facteurs tels que les paramètres de coupe, les matériaux des outils, les angles géométriques, installationset les fluides de coupe influencent tous le processus de coupe.
Dans des processus d'usinage CNC spécifiques, différentes méthodes de fraisage peuvent donner des résultats différents. La compréhension des caractéristiques du fraisage en avalanche et du fraisage conventionnel est cruciale pour l'usinage et la programmation CNC.











