
在数控机床的铣削过程中,爬行铣削和传统铣削之间的选择是一个重要的技术问题,对零件的精度和表面质量有很大影响。
爬行铣削和传统铣削的定义
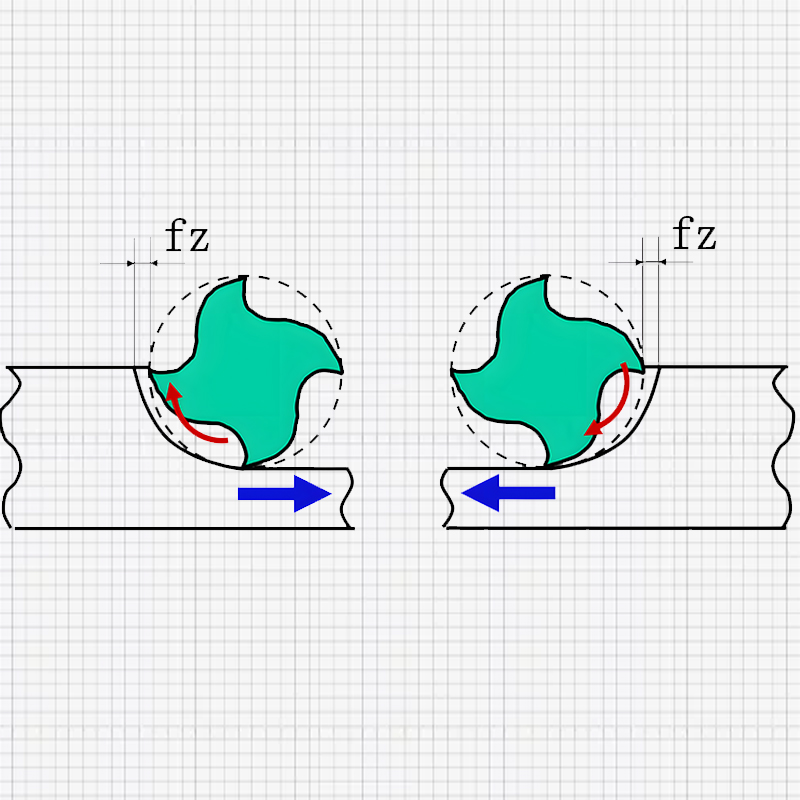
根据铣刀的相对位置和工件的进给方向,铣削过程分为爬铣和常规铣削两种。从工件的进给方向来看,当铣刀位于工件左侧时,称为爬铣或上铣。当铣刀位于工件右侧时,称为常规铣削或下铣削。
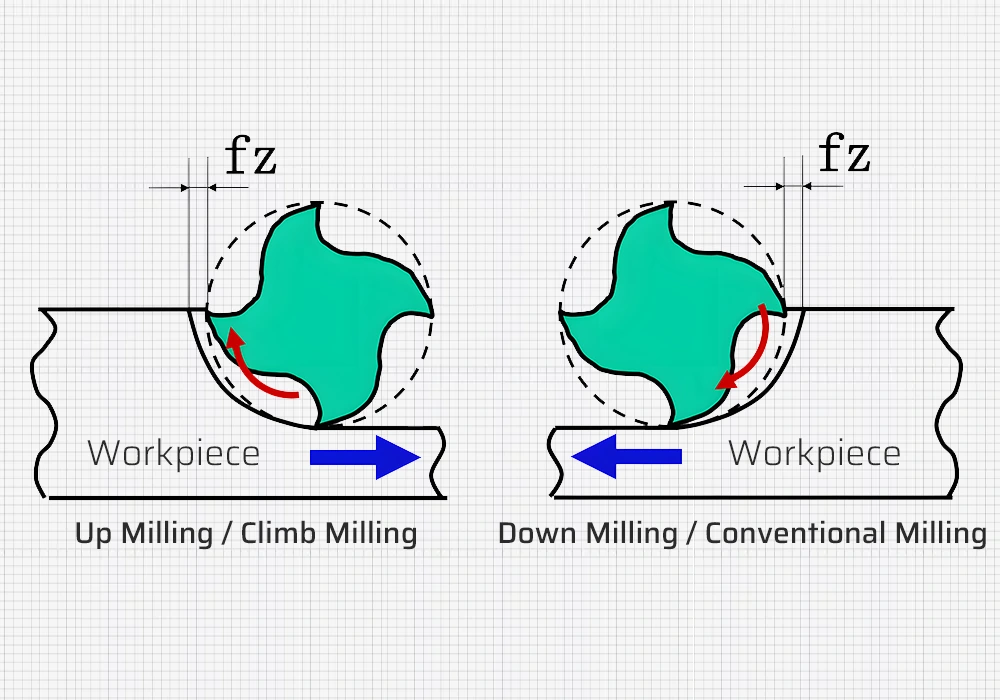
爬坡铣削:开始时,切屑厚度最大,随着切割的进行,切屑厚度逐渐减小。这使得切屑变形最小,切削力直接作用于工件。
传统铣削:开始时,切屑厚度为零,切削结束时增加到最大值。这一过程包括抛光效果,切削力有抬起工件的趋势(有抬起工件的趋势)。
数控加工中的上铣和下铣工艺分析
1.爬行铣削的特点
爬行铣削的优势
- 切屑厚度从最大到零不等,防止刀具打滑,延长刀具寿命。
- 产生更好的表面光洁度。
- 垂直铣削力始终压向工作台,提高了工件定位和夹紧的可靠性。
- 降低加工过程中的能耗。
爬行铣削的缺点
- 不适合铣削表面坚硬的工件。
- 如果导螺杆和螺母之间存在间隙,进给螺杆可能会在加工过程中振动。
2.传统铣削的特点
传统铣削的缺点
- 切屑厚度从零到最大不等,导致刀具在切入金属之前在工件表面滑动。这会产生高摩擦力和热量,可能形成硬化层,降低刀具的耐用性,影响表面质量。
- 垂直向上的铣削力往往会抬起工件并使其失稳。
- 功耗更高。
传统铣削的优势
- 适用于铣削表面坚硬的零件。
- 尽管存在间隙,但工作台进给机构没有振动。
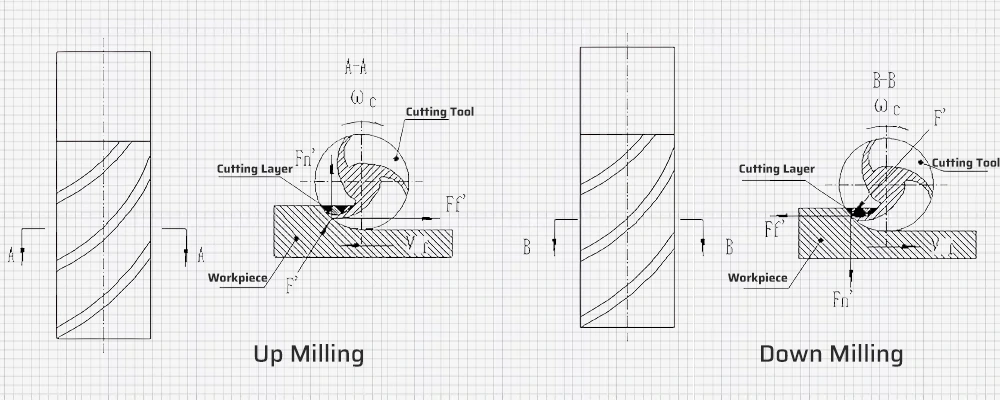
3.爬行铣削和传统铣削中刀具的应力分析
在爬行铣削中,工件对刀具的作用力是将刀具推向工件。而在传统铣削中,工件力会将刀具抬离工件。
数控加工中爬行铣削和传统铣削的选择分析
在配备滚珠丝杠驱动装置的数控机床中,通过预紧可以完全消除反向间隙。在配备爬行铣削机构的数控机床中,爬行铣削因其刀具耐用性高、表面质量好和功耗低而受到青睐。然而,某些特殊的切削条件可能需要传统铣削。因此,在选择爬铣或传统铣削方法之前,必须进行相关分析。
在传统铣床上,由于导螺杆和螺母组件存在横向间隙,通常采用传统铣削来防止工作台位移,确保铣削操作顺利进行。但是,对于需要低切削量和高表面质量的铝镁合金,可以采用爬行铣削。
粗加工中铣削方法的选择
毛坯的外表面通常比芯材更硬更脆,尤其是通过火焰切割获得的毛坯。在加工中心刀具转速较高(通常高于 2000 r/min)的情况下,使用传统铣削方式进行粗加工会导致切削刃突然离开工件,使切屑突然断裂,并将由此产生的振动传递到切削刃上。这很容易造成加工中心脆性切削刃的崩裂或断裂。因此,爬行铣适用于加工中心的粗加工。用于传统铣床的专用粗加工刀具弹性更大,运行速度更低,因此切屑分离速度更慢,适用于传统粗加工。
在粗加工中,由于切削深度和宽度较大,在传统铣削中,由于切削方向与进给方向相反,工件和刀具之间的相对速度会增加,从而增加主轴和导轨电机的负载,导致振动加剧。当负载达到一定程度时,就会触发警报并导致机床停机。在相同条件下,传统铣削比爬坡铣削多消耗 10% 到 20% 的功率。因此,爬坡铣适合在加工中心进行粗加工,而传统铣适合在传统铣床上进行粗加工。
数控加工案例分析
如下图所示,它描述的是一种加工过程,毛坯是方形的,任务是使用数控铣床加工出实体轮廓。根据前面的分析,在数控加工中,爬铣是首选。对于该零件,如果采用爬铣,刀具路径为 D → C → B → A,但在实际生产中,经常会出现 "撞刀 "现象。本文分析了出现这种现象的原因。
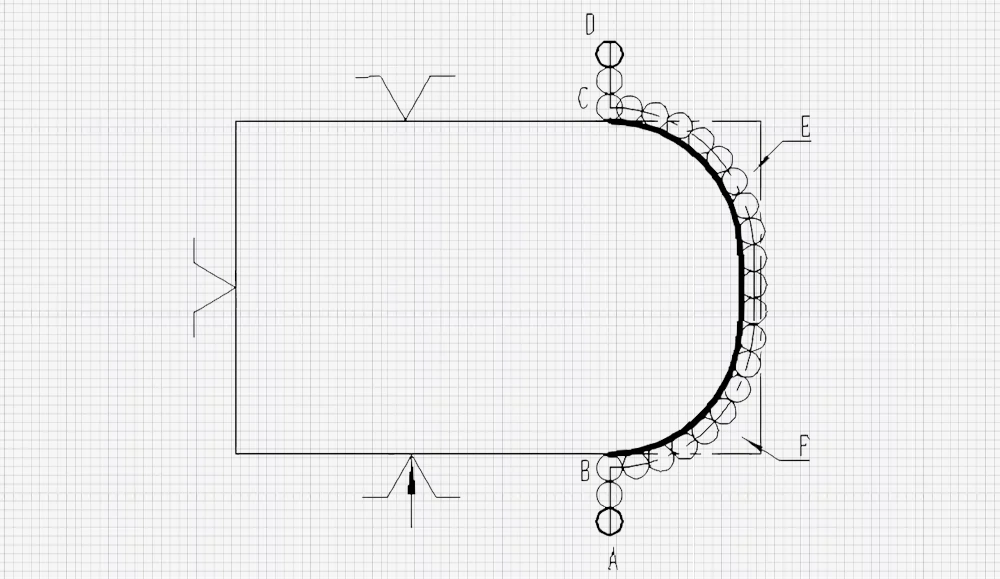
1.在加工过程中,刀具进给量从零开始逐渐增加,直到整个刀具外围都被啮合。
2.在整个刀具外围都啮合的情况下,这部分是爬铣,而这部分是传统铣削。
对于毛坯的待切削部分(用 E 表示),则进行常规铣削。在传统铣削过程中,根据前面的分析,刀具倾向于接近工件。同样,根据力和反作用力的特性,待切割的毛坯部分(用 E 表示)也趋向于接近刀具。
3.当刀具继续加工,零件 E 即将被切断时,由于 E 没有支撑,有向刀具靠近的趋势,在 E 被切断的瞬间,E 紧贴刀具,造成刀具碰撞。
根据上述综合分析,该工艺不应优先考虑爬铣。而是应先使用常规铣削,留出加工余量(A → B → C → D),然后再进行爬铣(D → C → B → A),以确保在加工过程中不会出现刀具磨损,并保持表面质量。
结论
金属切割是一个复杂的过程,涉及到以下方面之间错综复杂的相互作用 刀具 和工件材料。切削参数、刀具材料、几何角度等因素、 装置切削液都会影响切割过程。
在特定的数控加工过程中,不同的铣削方法会产生不同的结果。了解爬行铣削和传统铣削的特点对于数控加工和编程至关重要。











