
Beim Fräsen auf CNC-Maschinen ist die Wahl zwischen Gleichlauffräsen und konventionellem Fräsen eine wichtige technische Frage, die die Präzision und Oberflächenqualität der Teile stark beeinflusst.
Definition von Steigfräsen und konventionellem Fräsen
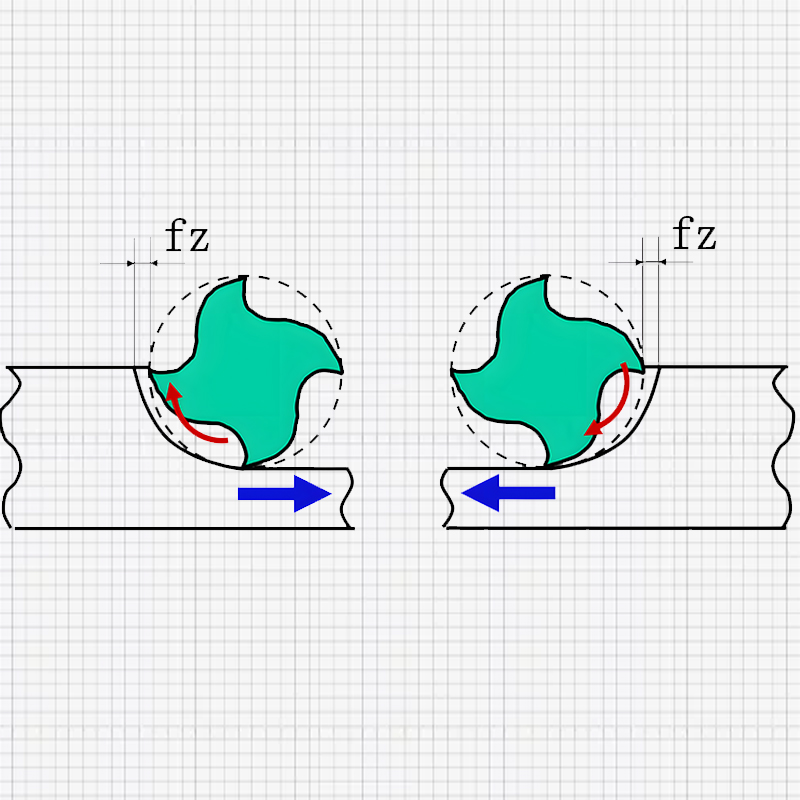
Je nach der relativen Position des Fräsers und der Vorschubrichtung des Werkstücks wird der Fräsprozess in zwei Arten unterteilt: Gleichlauffräsen und konventionelles Fräsen. Befindet sich der Fräser von der Vorschubrichtung des Werkstücks aus gesehen auf der linken Seite des Werkstücks, spricht man von Gleichlauffräsen oder Gegenlauffräsen. Befindet sich der Fräser auf der rechten Seite des Werkstücks, wird es als konventionelles Fräsen oder Abwärtsfräsen bezeichnet.
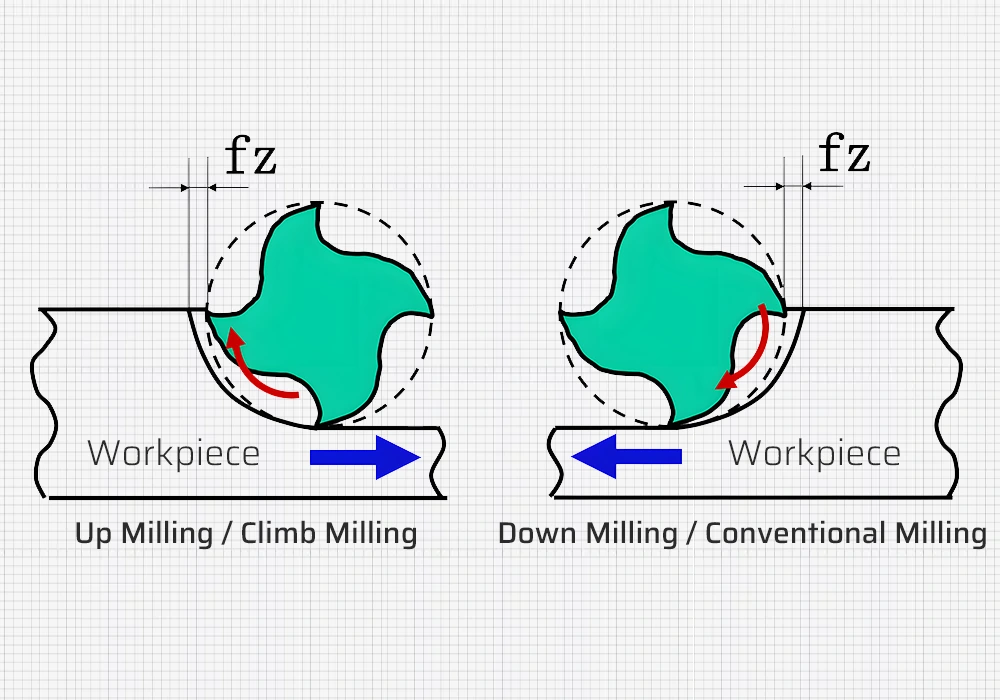
Steigfräsen: Zu Beginn ist die Spandicke am größten und nimmt mit fortschreitendem Schnitt ab. Dies führt zu einer minimalen Spanverformung und einer auf das Werkstück gerichteten Schnittkraft.
Konventionelles Fräsen: Zu Beginn ist die Spandicke gleich Null und erreicht am Ende des Schnittes ihr Maximum. Dieser Prozess beinhaltet einen Poliereffekt, wobei die Zerspanungskraft dazu neigt, das Werkstück anzuheben (mit der Tendenz, das Werkstück anzuheben).
Analyse der Vorwärts- und Rückwärtsfräsbearbeitung in der CNC-Bearbeitung
1. Merkmale des Steigfräsens
Vorteile des Steigfräsens:
- Die Spandicke variiert von maximal bis Null, was ein Abrutschen des Werkzeugs verhindert und die Lebensdauer des Werkzeugs verlängert.
- Erzeugt ein besseres Oberflächenfinish.
- Die vertikale Fräskraft wird immer in Richtung des Arbeitstisches gedrückt, was die Zuverlässigkeit der Werkstückpositionierung und -spannung erhöht.
- Geringerer Stromverbrauch während der Bearbeitung.
Nachteile des Steigfräsens:
- Nicht geeignet zum Fräsen von Teilen mit harten Oberflächen.
- Wenn zwischen der Leitspindel und der Mutter ein Spiel besteht, kann die Vorschubspindel während der Bearbeitung vibrieren.
2. Merkmale des konventionellen Fräsens
Nachteile des konventionellen Fräsens:
- Die Spandicke schwankt zwischen Null und Maximum, wodurch das Werkzeug über die Werkstückoberfläche gleitet, bevor es in das Metall schneidet. Dies erzeugt eine hohe Reibung und Hitze, wodurch sich möglicherweise eine gehärtete Schicht bildet, die Haltbarkeit des Werkzeugs verringert und die Oberflächenqualität beeinträchtigt wird.
- Die senkrecht nach oben gerichtete Fräskraft neigt dazu, das Werkstück anzuheben und zu destabilisieren.
- Höherer Stromverbrauch.
Vorteile des konventionellen Fräsens:
- Geeignet zum Fräsen von Teilen mit harten Oberflächen.
- Keine Vibrationen im Vorschubmechanismus des Arbeitstisches trotz des vorhandenen Spieles.
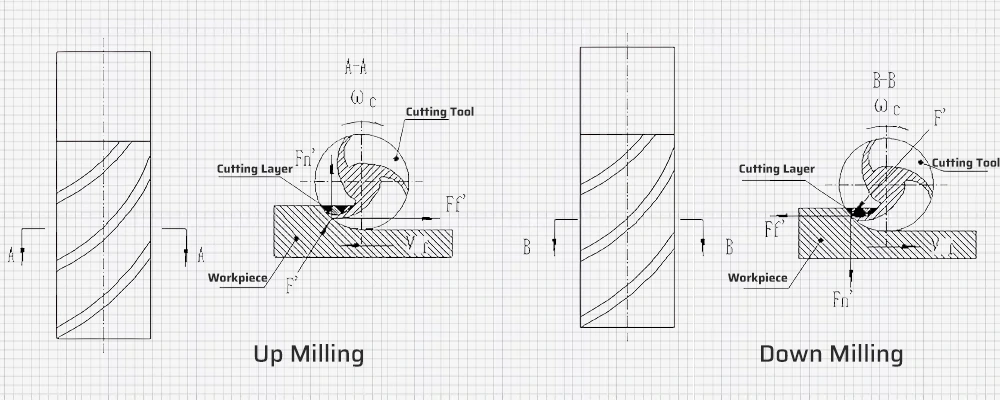
3. Spannungsanalyse von Werkzeugen beim Klettern und konventionellen Fräsen
Beim Gleichlauffräsen wirkt die Kraft des Werkstücks auf das Werkzeug so, dass sie das Werkzeug zum Werkstück hin drückt. Beim konventionellen Fräsen neigt die Kraft dazu, das Werkzeug vom Werkstück abzuheben.
Auswahlanalyse von Steigfräsen und konventionellem Fräsen in der CNC-Bearbeitung
Bei CNC-Maschinen mit Kugelgewindetrieb kann das Spiel durch Vorspannung vollständig eliminiert werden. Bei CNC-Maschinen mit Gleichlauffräsen wird das Gleichlauffräsen aufgrund der hohen Werkzeugstandzeit, der guten Oberflächenqualität und des geringen Stromverbrauchs bevorzugt. Bestimmte spezielle Schnittbedingungen können jedoch das konventionelle Fräsen erfordern. Daher muss eine Korrelationsanalyse durchgeführt werden, bevor entweder das Gleichlauf- oder das konventionelle Fräsverfahren gewählt wird.
Auf konventionellen Fräsmaschinen wird wegen des seitlichen Spiels der Spindel und der Mutter üblicherweise konventionell gefräst, um eine Verschiebung des Arbeitstisches zu verhindern und einen reibungslosen Fräsvorgang zu gewährleisten. Bei Al-Mg-Legierungen, die geringe Schnittmengen und eine hohe Oberflächenqualität erfordern, kann jedoch das Gleichlauffräsen eingesetzt werden.
Wahl des Fräsverfahrens bei der Grobzerspanung
Die Außenfläche des Rohlings ist im Allgemeinen härter und spröder als das Kernmaterial, insbesondere bei Rohlingen, die durch Brennschneiden hergestellt werden. Bei hohen Werkzeuggeschwindigkeiten (typischerweise über 2000 U/min) in Bearbeitungszentren kann das herkömmliche Fräsen zur Schruppbearbeitung dazu führen, dass die Schneide das Werkstück plötzlich verlässt, die Späne abrupt brechen und die daraus resultierenden Vibrationen auf die Schneide übertragen werden. Dies kann leicht zu Ausbrüchen der spröden Schneide in Bearbeitungszentren führen. Daher eignet sich das Gleichlauffräsen für die Schruppbearbeitung in Bearbeitungszentren. Spezialisierte Schruppwerkzeuge für konventionelle Fräsmaschinen sind widerstandsfähiger und arbeiten mit niedrigeren Drehzahlen, was zu einer langsameren Spantrennung führt und für die konventionelle Schruppbearbeitung geeignet ist.
Bei der Schruppbearbeitung erhöht sich beim konventionellen Fräsen aufgrund der großen Schnitttiefe und -breite die Relativgeschwindigkeit zwischen Werkstück und Werkzeug, da die Schnittrichtung der Vorschubrichtung entgegengesetzt ist, was die Belastung der Spindel- und Führungsmotoren erhöht und zu stärkeren Vibrationen führt. Wenn diese Belastung ein bestimmtes Niveau erreicht, kann sie Alarme und Maschinenabschaltungen auslösen. Unter den gleichen Bedingungen verbraucht das konventionelle Fräsen 10% bis 20% mehr Energie als das Gleichlauffräsen. Daher eignet sich das Gleichlauffräsen für die Schruppbearbeitung in Bearbeitungszentren, während das konventionelle Fräsen für die Schruppbearbeitung auf konventionellen Fräsmaschinen geeignet ist.
Fallanalyse der CNC-Bearbeitung
Wie in der nachstehenden Abbildung dargestellt, handelt es sich um einen Bearbeitungsprozess, bei dem der Rohling quadratisch ist und die Aufgabe darin besteht, den massiven Umriss mit einer CNC-Fräsmaschine zu bearbeiten. Ausgehend von der vorherigen Analyse wird bei der CNC-Bearbeitung das Gleichlauffräsen bevorzugt. Bei diesem Teil würde der Werkzeugweg beim Gleichlauffräsen D → C → B → A lauten. In der tatsächlichen Produktion kommt es jedoch häufig zu "Werkzeugkollisionen". Die Gründe für dieses Phänomen wurden analysiert.
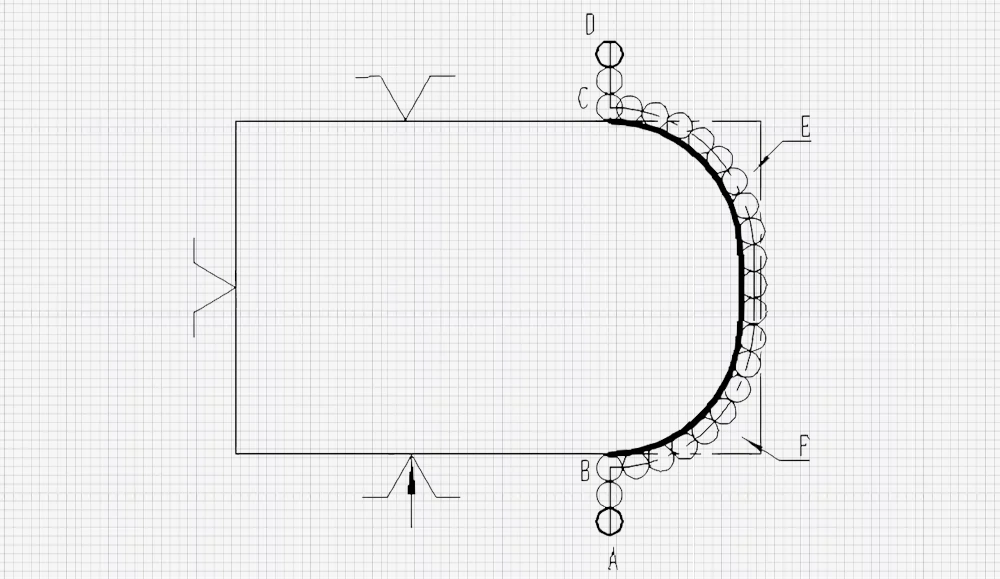
1. Wenn sich das Werkzeug von Punkt D nach C und entlang des Bogens bewegt, fährt das Werkzeug von D nach C. Während der Bearbeitung erhöht sich der Werkzeugvorschub allmählich von Null, bis der gesamte Werkzeugumfang in Eingriff ist.
2. Wenn der gesamte Werkzeugumfang im Eingriff ist, handelt es sich um Gleichlauffräsen, während dieser Teil ein konventionelles Fräsen ist.
Für den Teil des Rohlings, der abgetrennt werden soll (dargestellt durch E), wird ein konventionelles Fräsen durchgeführt. Während des konventionellen Fräsens neigt das Werkzeug aufgrund der vorherigen Analyse dazu, sich dem Werkstück zu nähern. Auch der abzutrennende Teil des Rohlings (dargestellt durch E) neigt dazu, sich dem Werkzeug zu nähern, basierend auf den Eigenschaften von Kraft und Reaktionskraft.
3. Wenn das Werkzeug die Bearbeitung fortsetzt und das Teil E abgeschnitten werden soll, nähert sich E, da es nicht abgestützt ist und dazu neigt, sich dem Werkzeug zu nähern, in dem Moment, in dem E abgeschnitten wird, dicht an das Werkzeug an und verursacht eine Werkzeugkollision.
Auf der Grundlage der obigen umfassenden Analyse sollte bei diesem Verfahren das Gleichlauffräsen nicht vorrangig eingesetzt werden. Stattdessen sollte zuerst konventionell gefräst werden, wobei ein Spielraum für die Bearbeitung (A → B → C → D) verbleibt, gefolgt vom Gleichlauffräsen (D → C → B → A), um sicherzustellen, dass während der Bearbeitung kein Werkzeugverschleiß auftritt und die Oberflächenqualität erhalten bleibt.
Schlussfolgerung
Die Metallzerspanung ist ein komplexer Prozess mit komplizierten Wechselwirkungen zwischen Schneidewerkzeuge und Werkstückmaterialien. Faktoren wie Schnittparameter, Werkzeugwerkstoffe, geometrische Winkel, Vorrichtungenund Kühlschmierstoffe beeinflussen den Schneidprozess.
Bei bestimmten CNC-Bearbeitungsprozessen können verschiedene Fräsmethoden zu unterschiedlichen Ergebnissen führen. Das Verständnis der Eigenschaften des Gleichlaufs und des konventionellen Fräsens ist für die CNC-Bearbeitung und -Programmierung entscheidend.











