
No processo de fresagem das máquinas CNC, a seleção entre a fresagem por escalada e a fresagem convencional é uma questão técnica importante que afecta grandemente a precisão e a qualidade da superfície das peças.
Definição de Fresagem por escalonamento e Fresagem convencional
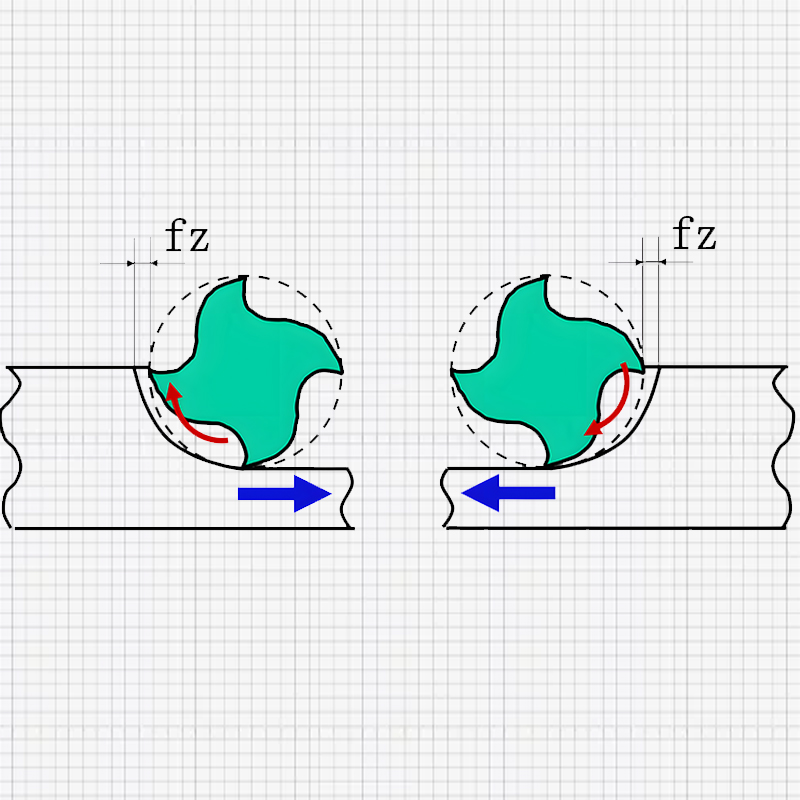
Com base na posição relativa da fresa e na direção de alimentação da peça de trabalho, o processo de fresagem divide-se em dois tipos: fresagem ascendente e fresagem convencional. A partir da direção de alimentação da peça de trabalho, quando a fresa se encontra no lado esquerdo da peça de trabalho, designa-se por fresagem ascendente. Quando a fresa se encontra no lado direito da peça de trabalho, designa-se por fresagem convencional ou fresagem descendente.
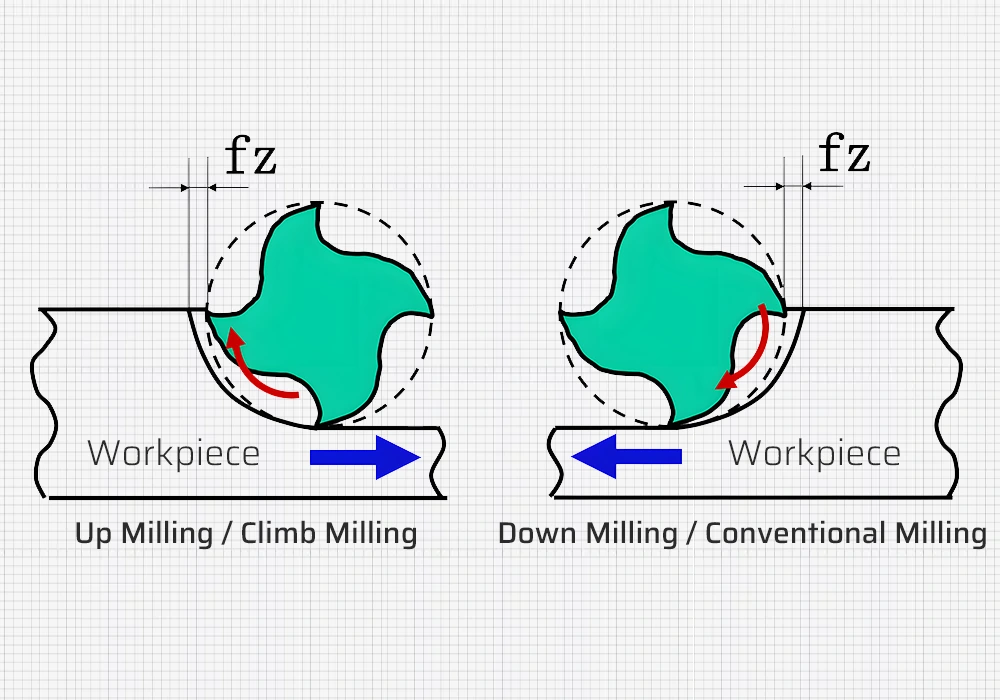
Fresagem de trepadeiras: No início, a espessura da apara é máxima e diminui à medida que o corte avança. Isto resulta numa deformação mínima da apara e numa força de corte dirigida para a peça de trabalho.
Fresagem convencional: No início, a espessura da apara é nula e aumenta até ao seu máximo no final do corte. Este processo inclui um efeito de polimento, com a força de corte a ter tendência para levantar a peça (tendo tendência para levantar a peça).
Análise dos processos de fresagem ascendente e descendente na maquinagem CNC
1. Características da fresagem trepadora
Vantagens da Fresagem por Escalonamento:
- A espessura da apara varia entre o máximo e o zero, evitando o deslizamento da ferramenta e prolongando a sua vida útil.
- Produz um melhor acabamento superficial.
- A força de fresagem vertical é sempre pressionada na direção da mesa de trabalho, aumentando a fiabilidade do posicionamento e da fixação da peça de trabalho.
- Menor consumo de energia durante a maquinagem.
Desvantagens da Fresagem em Escalada:
- Não é adequado para fresar peças com superfícies duras.
- Se houver folga entre o parafuso de avanço e a porca, o parafuso de avanço pode vibrar durante a maquinagem.
2. Características da fresagem convencional
Desvantagens da fresagem convencional:
- A espessura da apara varia entre zero e o máximo, fazendo com que a ferramenta deslize sobre a superfície da peça de trabalho antes de cortar o metal. Isto gera uma elevada fricção e calor, potencialmente formando uma camada endurecida, reduzindo a durabilidade da ferramenta e afectando a qualidade da superfície.
- A força de fresagem vertical ascendente tende a levantar e desestabilizar a peça de trabalho.
- Maior consumo de energia.
Vantagens da fresagem convencional:
- Adequado para fresar peças com superfícies duras.
- Não há vibração no mecanismo de alimentação da mesa de trabalho, apesar da presença de folga.
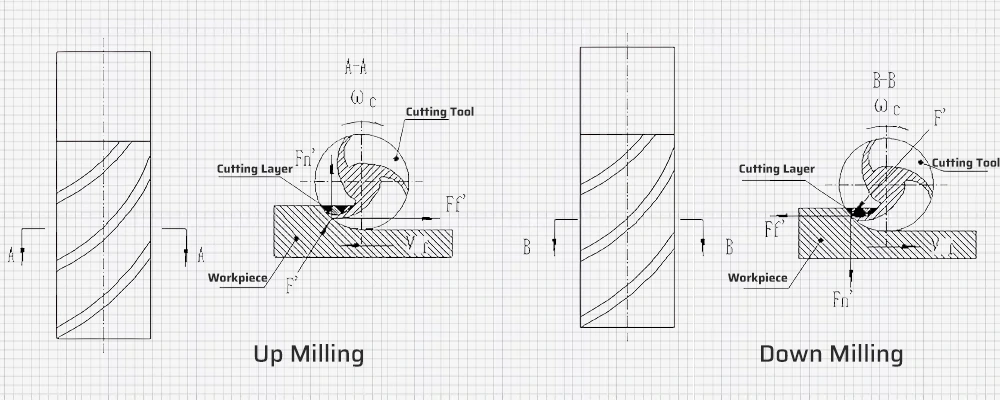
3. Análise de tensões em ferramentas de fresagem trepante e convencional
Na fresagem em subida, a força da peça sobre a ferramenta é tal que empurra a ferramenta na direção da peça. Na fresagem convencional, a força tende a levantar a ferramenta para longe da peça de trabalho.
Análise de seleção da fresagem escalonada e da fresagem convencional na maquinagem CNC
Nas máquinas CNC com accionamentos por fuso de esferas, a folga pode ser completamente eliminada através da pré-carga. Em máquinas CNC equipadas com mecanismos de fresagem ascendente, a fresagem ascendente é preferida devido à sua elevada durabilidade da ferramenta, boa qualidade de superfície e baixo consumo de energia. No entanto, certas condições especiais de corte podem exigir uma fresagem convencional. Por conseguinte, deve ser efectuada uma análise de correlação antes de selecionar os métodos de fresagem ascendente ou convencional.
Nas fresadoras convencionais, devido à folga lateral no conjunto do parafuso de avanço e da porca, a fresagem convencional é normalmente utilizada para evitar a deslocação da mesa de trabalho e garantir operações de fresagem suaves. No entanto, para ligas de Al-Mg que requerem baixas quantidades de corte e alta qualidade de superfície, pode ser utilizada a fresagem por escalada.
Escolha do método de fresagem na maquinagem em desbaste
A superfície exterior da peça em bruto é geralmente mais dura e mais frágil do que o material do núcleo, especialmente no caso de peças em bruto obtidas por corte por chama. Com velocidades elevadas da ferramenta (normalmente acima de 2000 r/min) em centros de maquinagem, a utilização de fresagem convencional para maquinagem em desbaste pode fazer com que a aresta de corte saia subitamente da peça de trabalho, partindo as aparas abruptamente e transferindo as vibrações resultantes para a aresta de corte. Isto pode facilmente causar lascamento ou quebra da aresta de corte frágil nos centros de maquinação. Portanto, o fresamento escalonado é adequado para usinagem de desbaste em centros de usinagem. As ferramentas especializadas de maquinação em desbaste para fresadoras convencionais são mais resistentes e funcionam a velocidades mais baixas, o que leva a uma separação mais lenta das aparas e à adequação à maquinação em desbaste convencional.
Na maquinagem em desbaste, devido à grande profundidade e largura de corte, a velocidade relativa entre a peça e a ferramenta aumenta na fresagem convencional, uma vez que a direção de corte se opõe à direção de avanço, aumentando a carga no fuso e nos motores de guia, causando um aumento da vibração. Quando esta carga atinge um determinado nível, pode acionar alarmes e paragens da máquina. Sob as mesmas condições, a fresagem convencional consome mais 10% a 20% de energia do que a fresagem ascendente. Assim, a fresagem ascendente é adequada para maquinação em desbaste em centros de maquinação, enquanto a fresagem convencional é adequada para maquinação em desbaste em máquinas de fresagem convencionais.
Análise de caso de maquinagem CNC
Como mostra a figura abaixo, descreve um processo de maquinação em que a peça em bruto é quadrada e a tarefa é maquinar o contorno sólido utilizando uma fresadora CNC. Com base na análise anterior, a fresagem ascendente é preferível na maquinação CNC. Para esta peça, se a fresagem ascendente for utilizada, o percurso da ferramenta seria D → C → B → A. No entanto, na produção real, ocorre frequentemente uma "colisão de ferramentas". As razões para este fenómeno foram analisadas.
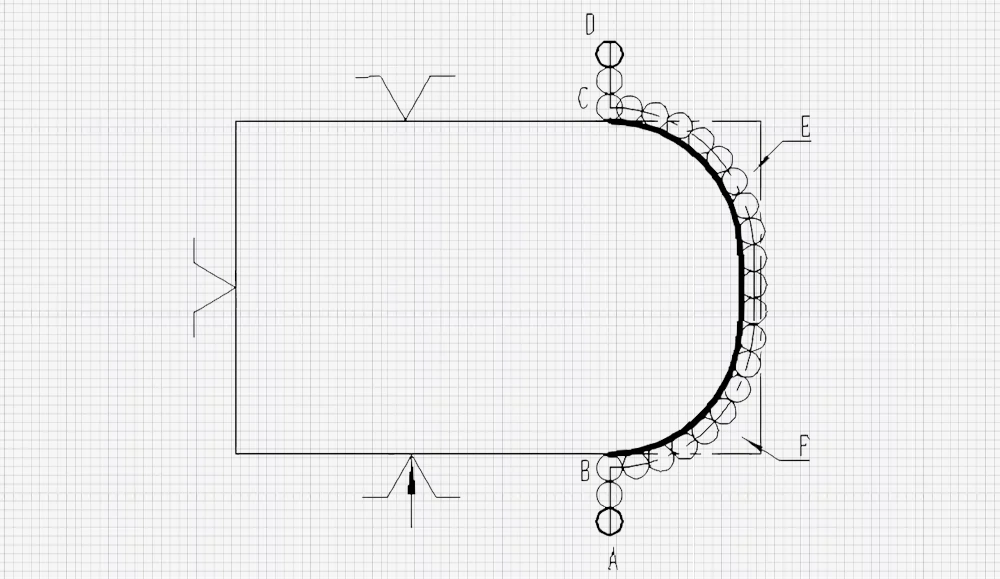
1. Quando a ferramenta se desloca do ponto D para C e ao longo do arco, a ferramenta progride de D para C. Durante a maquinagem, o avanço da ferramenta aumenta gradualmente de zero até que toda a periferia da ferramenta esteja engatada.
2. No caso em que toda a periferia da ferramenta está engatada, esta parte é uma fresagem escalonada, enquanto esta parte é uma fresagem convencional.
Para a parte da peça a cortar (representada por E), é efectuada uma fresagem convencional. Durante a fresagem convencional, com base na análise anterior, a ferramenta tende a aproximar-se da peça de trabalho. Da mesma forma, a parte da peça a cortar (representada por E) também tende a aproximar-se da ferramenta com base nas características da força e da força de reação.
3. Quando a ferramenta continua a maquinar e a peça E está prestes a ser cortada, uma vez que E não está apoiada e tende a aproximar-se da ferramenta, no momento em que E é cortada, E aproxima-se da ferramenta, provocando uma colisão da ferramenta.
Com base na análise abrangente acima, este processo não deve dar prioridade à fresagem por escalada. Em vez disso, a fresagem convencional deve ser usada primeiro, deixando uma margem para maquinação (A → B → C → D), seguida da fresagem ascendente (D → C → B → A) para garantir que não há desgaste da ferramenta durante a maquinação e manter a qualidade da superfície.
Conclusão
O corte de metais é um processo complexo que envolve interações intrincadas entre ferramentas de corte e materiais da peça de trabalho. Factores como parâmetros de corte, materiais de ferramentas, ângulos geométricos, equipamentose os fluidos de corte influenciam o processo de corte.
Em processos específicos de maquinação CNC, diferentes métodos de fresagem podem produzir resultados diferentes. Compreender as características da subida e da fresagem convencional é crucial para a maquinação e programação CNC.











