
W procesie frezowania na maszynach CNC wybór między frezowaniem wspinaczkowym a konwencjonalnym jest ważną kwestią techniczną, która w znacznym stopniu wpływa na precyzję i jakość powierzchni części.
Definicja frezowania kabinowego i frezowania konwencjonalnego
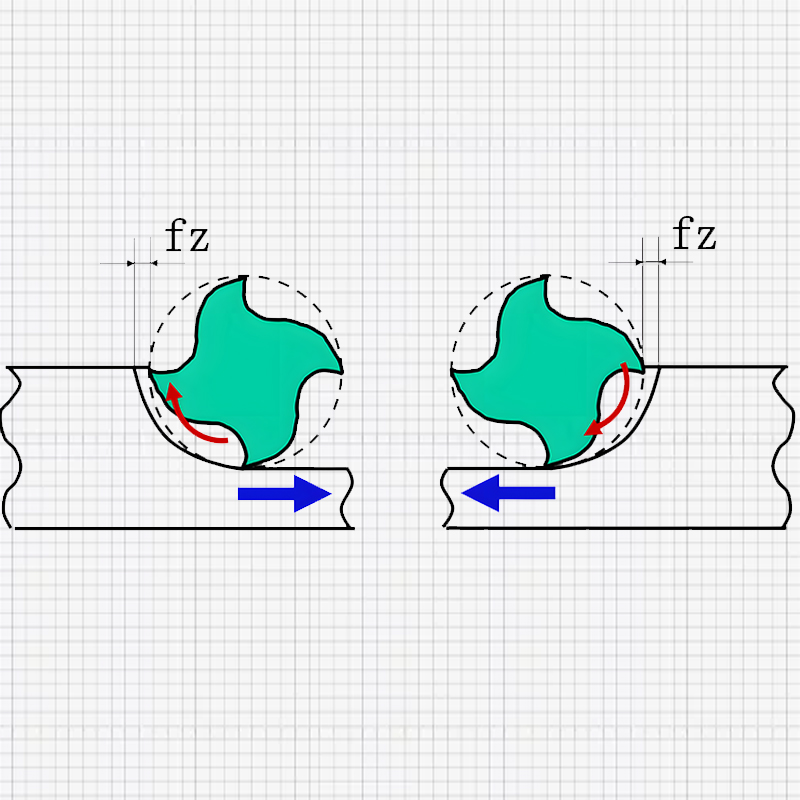
W oparciu o względne położenie frezu i kierunek posuwu przedmiotu obrabianego, proces frezowania dzieli się na dwa rodzaje: frezowanie wznoszące i frezowanie konwencjonalne. W zależności od kierunku posuwu przedmiotu obrabianego, gdy frez znajduje się po lewej stronie przedmiotu obrabianego, nazywa się to frezowaniem wznoszącym lub frezowaniem w górę. Gdy frez znajduje się po prawej stronie przedmiotu obrabianego, nazywa się to frezowaniem konwencjonalnym lub frezowaniem w dół.
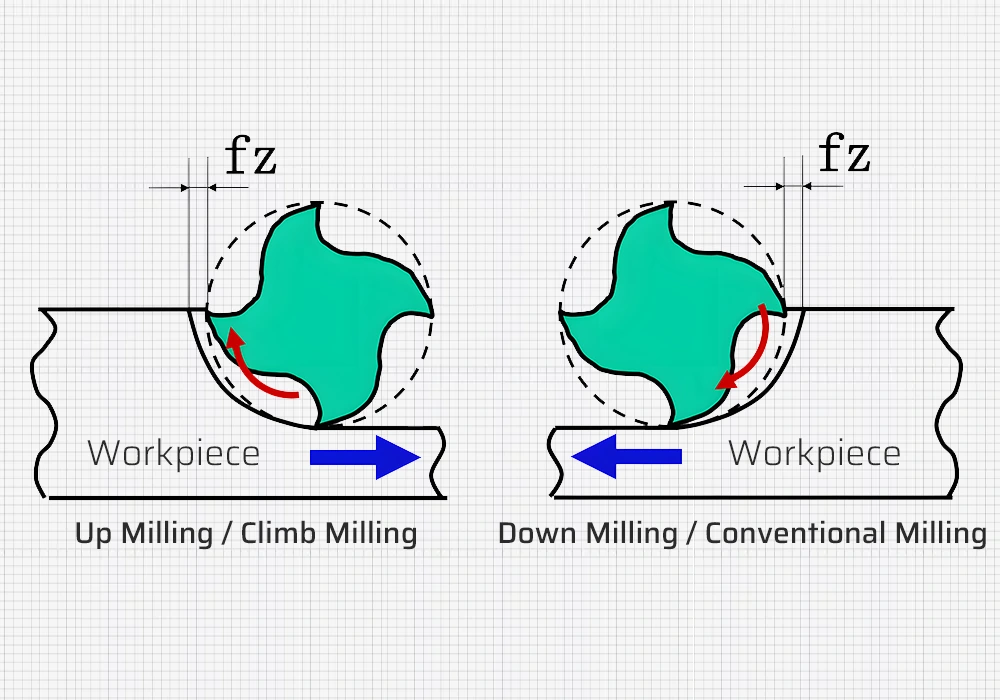
Climb Milling: Na początku grubość wióra jest maksymalna i zmniejsza się wraz z postępem cięcia. Skutkuje to minimalnym odkształceniem wiórów i siłą skrawania skierowaną w stronę przedmiotu obrabianego.
Konwencjonalne frezowanie: Na początku grubość wióra wynosi zero i wzrasta do maksimum pod koniec skrawania. Proces ten obejmuje efekt polerowania, a siła skrawania ma tendencję do podnoszenia przedmiotu obrabianego (ma tendencję do podnoszenia przedmiotu obrabianego).
Analiza procesów frezowania w górę i w dół w obróbce CNC
1. Charakterystyka frezowania klikowego
Zalety frezowania Climb:
- Grubość wiórów zmienia się od maksymalnej do zerowej, zapobiegając poślizgowi narzędzia i wydłużając jego żywotność.
- Zapewnia lepsze wykończenie powierzchni.
- Pionowa siła frezowania jest zawsze dociskana do stołu roboczego, co zwiększa niezawodność pozycjonowania i mocowania przedmiotu obrabianego.
- Niższe zużycie energii podczas obróbki.
Wady frezowania Climb:
- Nie nadaje się do frezowania części o twardych powierzchniach.
- Jeśli między śrubą pociągową a nakrętką występuje luz, śruba pociągowa może wibrować podczas obróbki.
2. Charakterystyka frezowania konwencjonalnego
Wady frezowania konwencjonalnego:
- Grubość wióra waha się od zera do maksimum, powodując ślizganie się narzędzia po powierzchni przedmiotu obrabianego przed wcięciem się w metal. Generuje to wysokie tarcie i ciepło, potencjalnie tworząc utwardzoną warstwę, zmniejszając trwałość narzędzia i wpływając na jakość powierzchni.
- Pionowa siła frezowania w górę ma tendencję do podnoszenia i destabilizacji przedmiotu obrabianego.
- Wyższy pobór mocy.
Zalety frezowania konwencjonalnego:
- Nadaje się do frezowania części o twardych powierzchniach.
- Brak wibracji w mechanizmie posuwu stołu roboczego pomimo obecności luzu.
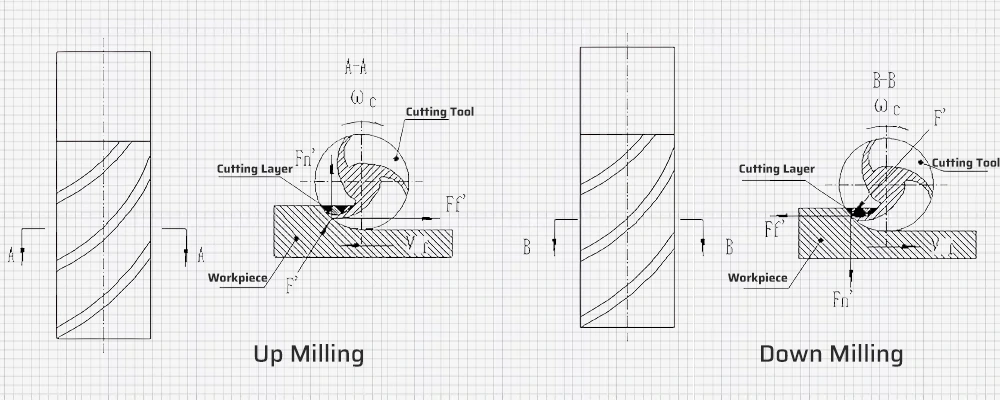
3. Analiza naprężeń w narzędziach podczas frezowania kręgów i konwencjonalnego
Podczas frezowania współbieżnego siła działająca na narzędzie jest taka, że popycha narzędzie w kierunku przedmiotu obrabianego. W przypadku konwencjonalnego frezowania, siła ma tendencję do podnoszenia narzędzia z dala od przedmiotu obrabianego.
Analiza wyboru frezowania kręgów i frezowania konwencjonalnego w obróbce CNC
W maszynach CNC wyposażonych w napędy ze śrubami kulowymi, luz można całkowicie wyeliminować dzięki napięciu wstępnemu. W maszynach CNC wyposażonych w mechanizmy frezowania współbieżnego preferowane jest frezowanie współbieżne ze względu na wysoką trwałość narzędzia, dobrą jakość powierzchni i niskie zużycie energii. Jednak niektóre specjalne warunki skrawania mogą wymagać frezowania konwencjonalnego. W związku z tym przed wyborem metody frezowania wznoszącego lub konwencjonalnego należy przeprowadzić analizę korelacji.
Na konwencjonalnych frezarkach, ze względu na boczny luz w zespole śruby pociągowej i nakrętki, powszechnie stosuje się konwencjonalne frezowanie, aby zapobiec przemieszczaniu się stołu roboczego i zapewnić płynne operacje frezowania. Jednak w przypadku stopów Al-Mg wymagających niewielkich ilości skrawania i wysokiej jakości powierzchni, można zastosować frezowanie wznoszące.
Wybór metody frezowania w obróbce zgrubnej
Zewnętrzna powierzchnia półfabrykatu jest zazwyczaj twardsza i bardziej krucha niż materiał rdzenia, zwłaszcza w przypadku półfabrykatów uzyskanych w wyniku cięcia płomieniowego. Przy wysokich prędkościach obrotowych narzędzia (zazwyczaj powyżej 2000 obr./min) w centrach obróbczych, użycie konwencjonalnego frezowania do obróbki zgrubnej może spowodować, że krawędź tnąca nagle opuści obrabiany przedmiot, gwałtownie łamiąc wióry i przenosząc wynikające z tego wibracje na krawędź tnącą. Może to łatwo spowodować wykruszenie lub złamanie kruchej krawędzi skrawającej w centrach obróbczych. Dlatego frezowanie współbieżne nadaje się do obróbki zgrubnej w centrach obróbczych. Specjalistyczne narzędzia do obróbki zgrubnej dla konwencjonalnych frezarek są bardziej sprężyste i działają przy niższych prędkościach, co prowadzi do wolniejszego oddzielania wiórów i przydatności do konwencjonalnej obróbki zgrubnej.
W przypadku obróbki zgrubnej, ze względu na dużą głębokość i szerokość skrawania, prędkość względna między przedmiotem obrabianym a narzędziem wzrasta w konwencjonalnym frezowaniu, ponieważ kierunek skrawania jest przeciwny do kierunku posuwu, zwiększając obciążenie wrzeciona i silników prowadzących, powodując zwiększone wibracje. Gdy obciążenie to osiągnie określony poziom, może uruchomić alarmy i spowodować wyłączenie maszyny. W tych samych warunkach, konwencjonalne frezowanie zużywa od 10% do 20% więcej energii niż frezowanie z wznoszeniem. W związku z tym frezowanie współbieżne jest odpowiednie do obróbki zgrubnej w centrach obróbczych, podczas gdy frezowanie konwencjonalne jest odpowiednie do obróbki zgrubnej na konwencjonalnych frezarkach.
Analiza przypadku obróbki CNC
Jak pokazano na poniższym rysunku, opisuje on proces obróbki, w którym półfabrykat jest kwadratowy, a zadaniem jest obróbka konturu bryły za pomocą frezarki CNC. W oparciu o poprzednią analizę, frezowanie współbieżne jest preferowane w obróbce CNC. W przypadku tej części, gdyby zastosowano frezowanie współbieżne, ścieżka narzędzia byłaby D → C → B → A. Jednak w rzeczywistej produkcji często dochodzi do "kolizji narzędzi". Przeanalizowano przyczyny tego zjawiska.
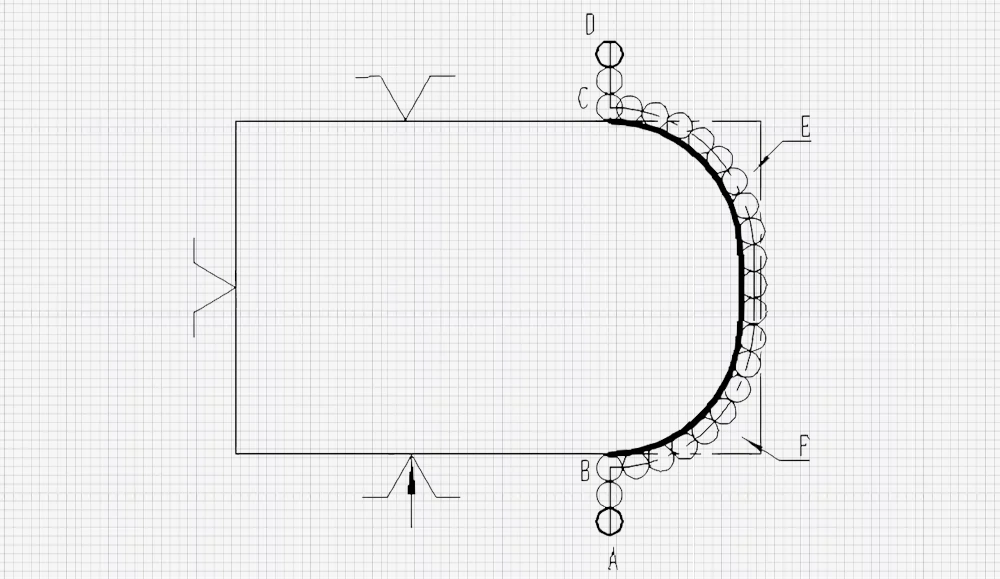
1. Gdy narzędzie porusza się od punktu D do C i wzdłuż łuku, narzędzie przesuwa się od D do C. Podczas obróbki posuw narzędzia stopniowo wzrasta od zera, aż do włączenia całego obwodu narzędzia.
2. W przypadku, gdy zaangażowany jest cały obwód narzędzia, ta część jest frezowaniem wspinaczkowym, podczas gdy ta część jest frezowaniem konwencjonalnym.
Dla części półfabrykatu, która ma zostać odcięta (reprezentowanej przez E), wykonywane jest konwencjonalne frezowanie. Podczas konwencjonalnego frezowania, w oparciu o poprzednią analizę, narzędzie ma tendencję do zbliżania się do przedmiotu obrabianego. Podobnie, część półfabrykatu do odcięcia (reprezentowana przez E) również zbliża się do narzędzia w oparciu o charakterystykę siły i siły reakcji.
3. Gdy narzędzie kontynuuje obróbkę, a część E ma zostać odcięta, ponieważ E jest niepodparta i ma tendencję do zbliżania się do narzędzia, w momencie odcięcia E, E zbliża się do narzędzia, powodując kolizję narzędzia.
W oparciu o powyższą kompleksową analizę, proces ten nie powinien nadawać priorytetu frezowaniu wspinającemu. Zamiast tego w pierwszej kolejności należy zastosować konwencjonalne frezowanie, pozostawiając margines na obróbkę (A → B → C → D), a następnie frezowanie wznoszące (D → C → B → A), aby zapewnić brak zużycia narzędzia podczas obróbki i utrzymać jakość powierzchni.
Wnioski
Cięcie metalu jest złożonym procesem obejmującym skomplikowane interakcje między narzędzia tnące i materiały obrabianego przedmiotu. Czynniki takie jak parametry skrawania, materiały narzędzi, kąty geometryczne, osprzęti płyny tnące wpływają na proces cięcia.
W określonych procesach obróbki CNC różne metody frezowania mogą dawać różne wyniki. Zrozumienie charakterystyki frezowania wspinaczkowego i konwencjonalnego ma kluczowe znaczenie dla obróbki i programowania CNC.











