

Kiedy projektowanie formCzasami niektóre obszary produktu są bardzo wysokie lub bardzo niskie. Możemy wydrążyć sekcję i wypełnić ją innymi materiałami. Użycie pojedynczego materiału w wysokich obszarach pozwala zaoszczędzić na grubości rdzenia formy, podczas gdy niskie lub niedostępne obszary mogą być wygodnie przetwarzane za pomocą wkładek.
Czym są wkładki?
Wkładki są rodzajem element formy. Odnoszą się one do elementów formy osadzonych w jej rdzeniu.
Wkładki mogą być kwadratowe, okrągłe, płaskie i, podobnie jak wszystkie elementy formy, wymagają wysokiej precyzji. Ogólnie rzecz biorąc, są one wykonywane na zamówienie zgodnie z potrzebami formy.
Właściwości wkładek
Rodzaje wkładek: Kołki wkładane, bloki wkładane, słupki wkładane, pierścienie wkładane itp.
Materiały: SKD61, SKH51, ASP23, SKD11 itp. lub taki sam jak odpowiedni materiał rdzenia formy.
Twardość: Powyżej 50 HRC.
Standardowa precyzja±0,01 mm, w zależności od konkretnych wymagań dotyczących precyzji formy.
Kiedy wkładki są potrzebne?
1. Oszczędność materiałów
Jak wiemy, materiały do form są zazwyczaj zamawiane w blokach o regularnych kształtach. Materiały na rdzeń i wnękę są określane przez najwyższy punkt.
Dlatego też, niezależnie od tego, czy jest to rdzeń, czy wnęka, jeśli pewien obszar jest wyższy niż inne miejsca, można go zmniejszyć, wykonując wkładkę, obniżając w ten sposób wysokość rdzenia formy i oszczędzając materiał formy.
2. Łatwa modyfikacja formy
W przypadku obszarów formy, które są często modyfikowane, można wykonać wkładki i wymieniać je w razie potrzeby. Zapasowe wkładki można również przygotować do przyszłych modyfikacji, co ułatwia aktualizację formy.
Na przykład niektórzy producenci ODM mogą zmienić markę produktu, modyfikując jedynie logo. W takim przypadku możemy przekształcić obszar logo na formie we wkładkę, eliminując potrzebę tworzenia nowej formy.
3. Poprawa wentylacji pleśni
Wentylacja formy ma kluczowe znaczenie dla zapobiegania uwięzieniu powietrza w jamie formy, szczególnie w głębszych obszarach żeber, co może powodować wady takie jak bąbelki, znaki zlewulub ślady oparzeń w produkcie.
Możemy dodać wkładki do obszarów wymagających wentylacji, wykorzystując szczeliny między wkładkami do uwalniania powietrza.
4. Uproszczenie przetwarzania form
W głębokich obszarach żeber form wtryskowych, gdzie narzędzia obróbcze mają trudności z dotarciem, ludzie często używają EDM (obróbka elektroerozyjna).
Jednak EDM jest powolna i nieefektywna, dlatego używamy wkładek, aby uprościć proces i wspomóc odpowietrzanie.
Głębokie obszary żeber również wymagają żmudnego ręcznego polerowania w celu uwolnienia formy. Dzięki przekształceniu tych obszarów we wkładki, można je usunąć i wypolerować oddzielnie, upraszczając proces.
5. Wydłużenie żywotności formy
Obszary formy podatne na uszkodzenia, takie jak cienkie lub ostre obszary, można przekształcić we wkładki. Możemy umieścić uszkodzone wkładki, wydłużając ogólną żywotność formy.
6. Prowadzenie Temperatura formy
Ogólnie rzecz biorąc, formy są chłodzone kanałami wodnymi, ale niektóre obszary nie mogą pomieścić tych kanałów. Wkładki wykonane z materiałów o dobrej przewodności cieplnej, takich jak miedź berylowa, mogą pomóc w rozpraszaniu ciepła w tych obszarach.
Wady stosowania wkładek w formach wtryskowych
Istnieją jednak pewne wady korzystania z wkładek, takie jak:
- Zwiększa trudność montażu formy;
- Powoduje błysk (nadmiar materiału) wokół wkładek;
- Czasami podnosi projekt formy i koszty obróbkizwiększając tym samym ogólne koszty;
- Zbyt wiele struktur wkładek może wpływać na konstrukcję kanałów chłodzących formy;
- Zbyt wiele struktur wkładek może wpływać na wytrzymałość rdzenia formy.
Przetwarzanie wkładek
Aby poprawić wydajność przetwarzania, niektóre duże formy są podzielone na kilka mniejszych części do oddzielnego przetwarzania, co pozwala zaoszczędzić czas.
Ogólnie rzecz biorąc, istnieją dwa rodzaje wkładek: wkładki przelotowe i wkładki nieprzelotowe.
W przypadku niektórych mniejszych płytek można zastosować cięcie drutem Y-CUT z głowicą do pozycjonowania.
W przypadku większych wkładek, takich jak te powyżej 60×60, można zastosować wkładki zaślepiające i zabezpieczyć je śrubami. Chociaż obróbka jest stosunkowo trudna, zapewnia to wytrzymałość formy.
Materiały wkładki
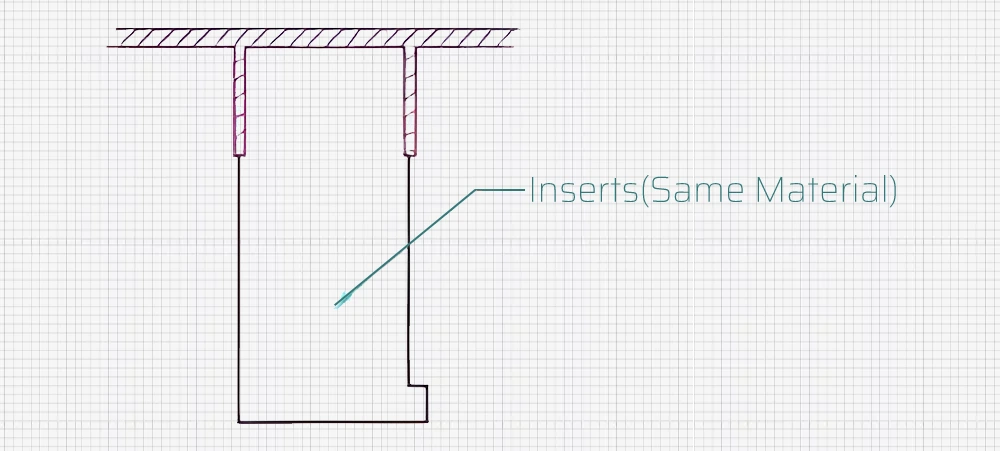
Dla wkładek bez wyłącznikiMateriał może być taki sam jak materiał rdzenia formy.
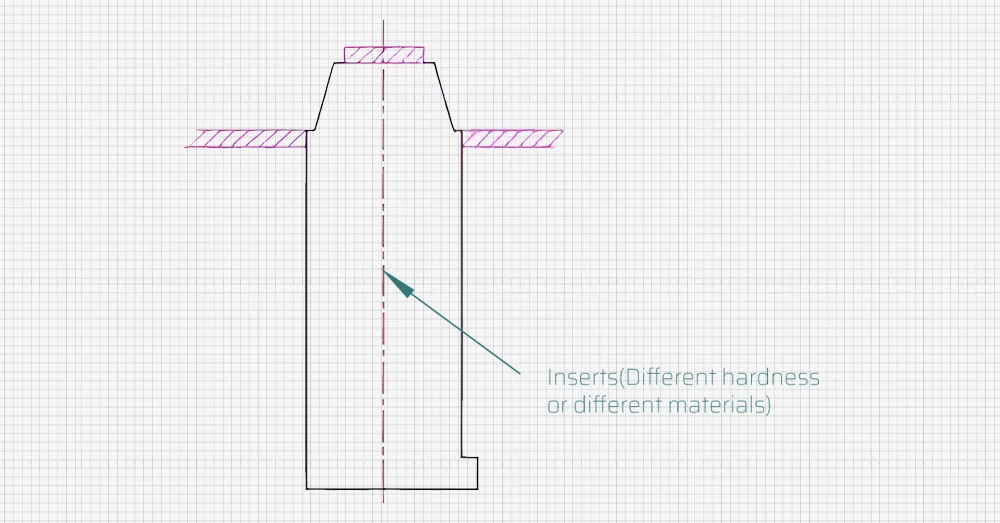
W przypadku wkładki z odcięciami, materiał może być taki sam jak rdzeń formy, ale o twardości wyższej o 2 stopnie, lub różne materiały o różnej twardości.
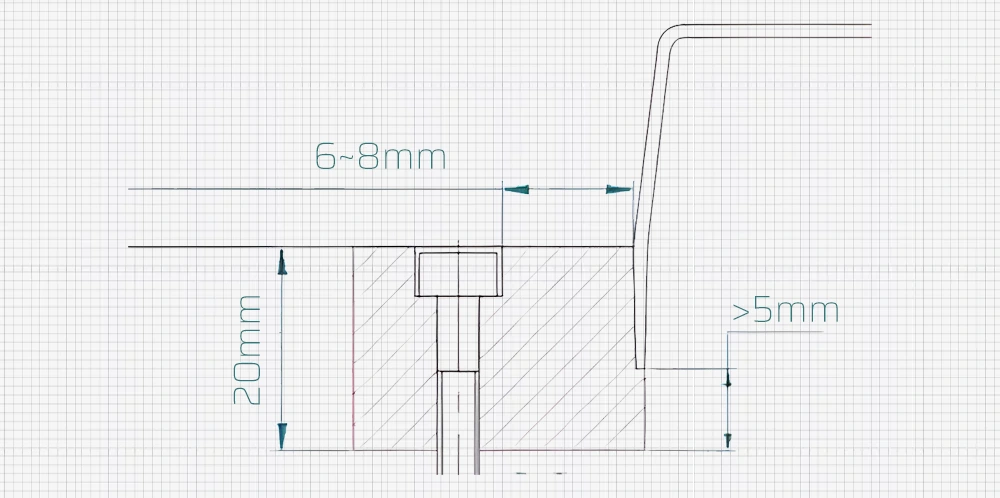
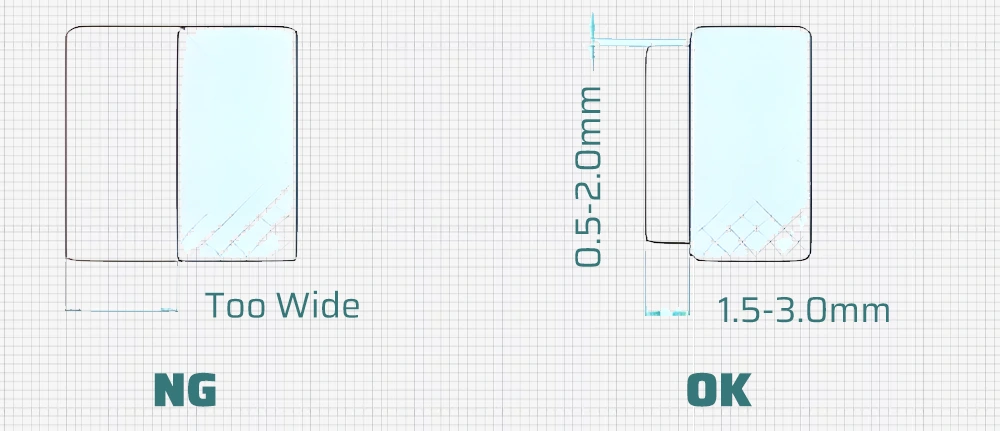
Podczas projektowania głowic należy wziąć pod uwagę łatwość przetwarzania i DATUM, aby ułatwić cięcie drutu i obróbka szlifierska. Głowica jest zazwyczaj zaprojektowana jako 5×2,0 mm lub 4×3 mm.
Głowica powinna być umieszczona na wkładce w pozycji prostej, jak pokazano na rysunku:
Głowica powinna być o 0,5-2,0 mm krótsza niż krawędź prosta, aby ułatwić cięcie drutem promienia.
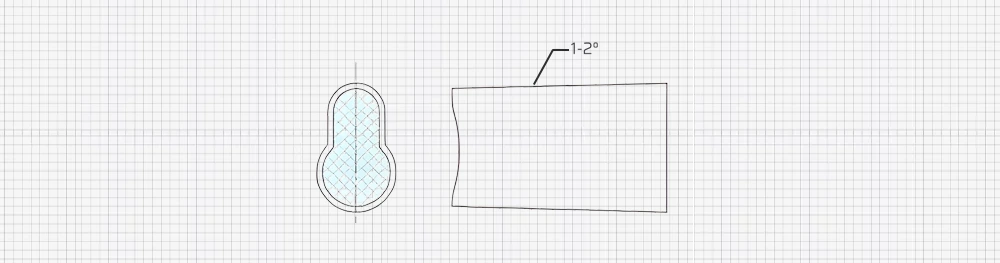
W przypadku wkładek o nieregularnym kształcie, które nie nadają się do głowicy wkładki, na obwodzie można zastosować zwężenie o 1-2 stopnie, aby dopasować wkładkę na miejscu, znaną jako wkładka stożkowa.
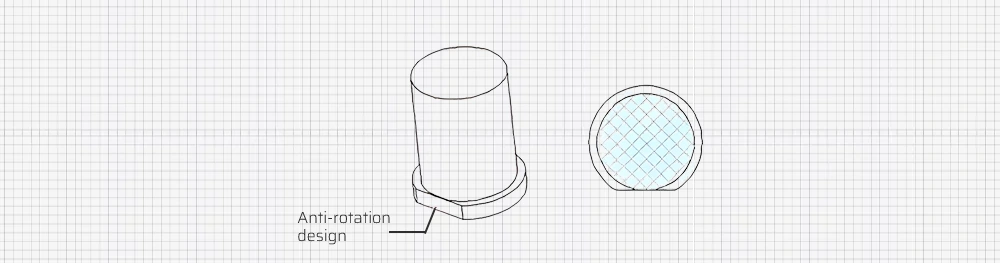
Gdy okrągłe płytki mają kierunkowość, potrzebne są środki zapobiegające obrotowi. Najprostszą metodą jest frezowanie platformy na głowicy płytki, wykorzystując płaską pozycję, aby zapobiec obrotowi.
Wstaw strukturę: Gdy produkt ma ramię, głębokie żebra (ponad 10 mm) lub jest przezroczysty, można użyć wkładek do łatwej obróbki, polerowania i modyfikacji struktury. Rdzeń formy powinien mieć co najmniej 25 mm do krawędzi i często wykorzystuje dobre chłodzenie wodą.
Wymagania dotyczące tolerancji dla wkładek wynoszą poniżej 0,05, co odpowiada dolnym wkładkom uszczelniającym.
Niektóre wkładki są przeznaczone do wentylacji, z wieloma warstwami wkładek wentylacyjnych mocowanych za pomocą kołków wypychających lub wykonanych z oddychającej stali.
Podsumowanie
Wkładki są powszechną strukturą w formach, z wyraźnymi zaletami pomimo pewnych wad.
Podczas projektowania form należy określić, które obszary wymagają wkładek w oparciu o strukturę produktu i unikać niepotrzebnych wkładek.
Należy pamiętać, że ślady lub linie wstawiania są zwykle obecne na formach, a potwierdzenie klienta jest wymagane podczas przeglądu formy, aby upewnić się, że akceptacja części.











