
Kąt szkicu nie dotyczy wyłącznie formowanie wtryskowe. Jego znaczenie dotyczy różnych technologii procesowych. Na przykład, w formowaniu wtryskowym, kąt zanurzenia jest kluczowy dla ułatwienia płynnego wyrzucania części bez powodowania uszkodzeń. Podobnie w odlewanie ciśnieniowe, Kąt zanurzenia zapobiega blokowaniu się odlewów w formie. Zapewniając, że forma i formowane części nie są idealnie równoległe, kąt zanurzenia zapewnia lekki stożek, który ułatwia wyjmowanie części. Koncepcja ta rozciąga się na większość procesów produkcyjnych obejmujących formy, podkreślając jej uniwersalne znaczenie.
Dziś omówimy tę ważną koncepcję.

Znaczenie Draft Angle
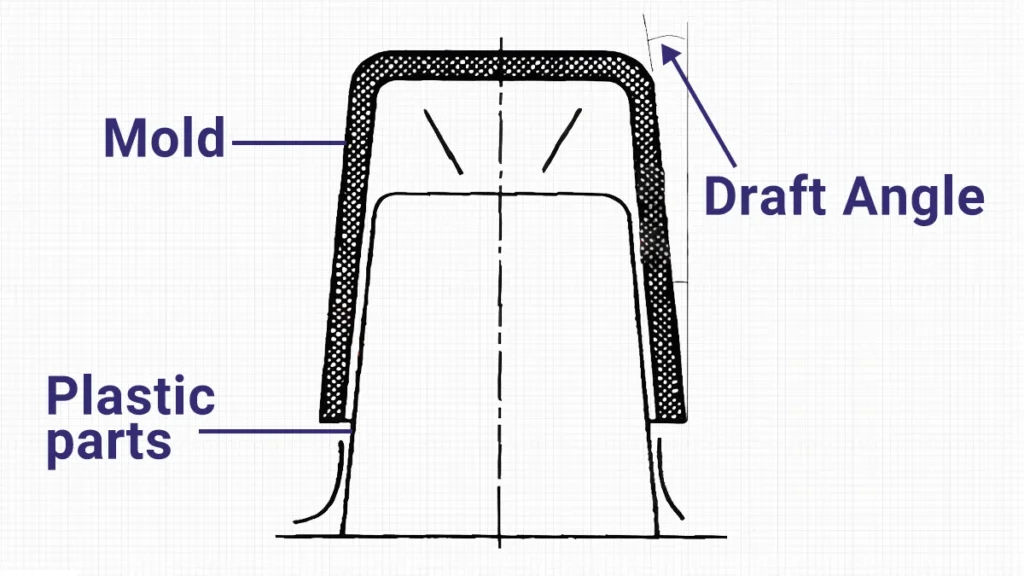
Termin kąt zanurzenia odnosi się do kąta zaprojektowanego w formie w celu ułatwienia wyjmowania uformowanej części. W szczególności jest to kąt uformowanych powierzchni w kierunku otwierania formy.
Kto zaprojektował Draft Angle?
Ponieważ kąt zanurzenia jest ostatecznie odzwierciedlany w formie, często toczy się debata na temat tego, czy kąt zanurzenia powinien być projektowany przez inżyniera konstruktora czy inżyniera formy. Obecnie istnieją dwa główne podejścia:
- Inżynier konstruktor powinien upewnić się, że wszystkie powierzchnie mają kąt zanurzenia na etapie projektowania części (z wyjątkiem niektórych konstrukcji, które wymagają oceny inżyniera formy).
- Inżynier konstrukcyjny jest odpowiedzialny za zastosowanie kątów pochylenia na powierzchniach wyglądowych i kluczowych powierzchniach montażowych, podczas gdy inne niekrytyczne powierzchnie są pozostawione inżynierowi formy. projekt formy na podstawie doświadczenia.
Oba podejścia mają swoje wady i zalety, a wyboru należy dokonać w oparciu o konkretną sytuację:
Dla pierwszego podejścia:
Plusy:
- Zapewnia brak zakłóceń strukturalnych, utrzymuje wymagania projektowe dotyczące szczelin montażowych i tolerancji wymiarowych, gwarantując w ten sposób jakość części.
- Oszczędza czas podczas przeglądu DFM (Design for Manufacturability) formy, unikając późniejszych sporów dotyczących jakości.
Wady:
- Wymaga, aby inżynier budowlany miał duże doświadczenie związane z pleśnią; w przeciwnym razie zaprojektowane kąty zanurzenia mogą nie ułatwiać płynnego wyrzucania.
- Ponieważ wszystkie powierzchnie wymagają kąta pochylenia, nakład pracy inżyniera budowlanego wzrasta, potencjalnie opóźniając projekty o napiętych harmonogramach.
- Oryginalne powierzchnie pionowe stają się nachylone po zastosowaniu kątowników, co komplikuje późniejsze modyfikacje konstrukcyjne.
- Dodanie kątów pochylenia skutkuje większą liczbą linii interferencyjnych na rysunkach technicznych, zwiększając prawdopodobieństwo wystąpienia błędów adnotacji.
W przypadku drugiego podejścia:
Plusy:
- Oszczędza czas projektowania dla inżyniera konstruktora; doświadczeni inżynierowie form projektują kąty pochylenia, zwykle zapewniając płynne wyrzucanie.
- Upraszcza późniejsze modyfikacje konstrukcyjne i adnotacje na rysunkach technicznych dla inżyniera konstruktora.
Wady:
- Inżynierowie zajmujący się formami mogą nie w pełni rozumieć wymagania funkcjonalne produktu, myśląc tylko z perspektywy wyrzucania, prawdopodobnie nie spełniając wymagań strukturalnych, takich jak interferencja, szczeliny, wymiary i wytrzymałość.
- Zwiększa nakład pracy inżyniera formy, ponieważ zazwyczaj usuwa on zaokrąglenia przed dodaniem kąta pochylenia, a następnie ponownie nakłada zaokrąglenia, potencjalnie powodując rozbieżności między nowymi i oryginalnymi zaokrągleniami.
Rodzaje kątów zanurzenia
Kąty zanurzenia można podzielić na kąty zanurzenia wnęki i kąty zanurzenia rdzenia, rozróżniane przez linia podziału która oddziela wnękę od rdzenia. Powierzchnie równoległe do kierunku wyrzutu we wnęce wymagają kątów ciągu rdzenia, a te w rdzeniu wymagają kątów ciągu rdzenia. Dodatkowo, jeśli forma ma rdzenie boczne (podnośniki oraz suwaki), wymagają one kątów ciągu podnośnika i kątów ciągu suwaka, przy czym kierunek ciągu jest zgodny z kierunkiem ruchu suwaka.
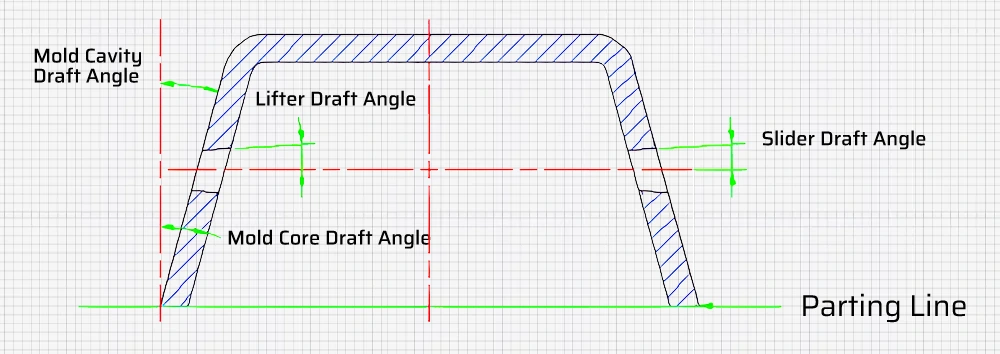
Kierunek przeciągania jest zwykle oparty na linii podziału, aby zapewnić, że większy wymiar po przeciągnięciu znajduje się w pobliżu linii podziału, ułatwiając płynne wyrzucanie.
Dlaczego warto projektować kąty zanurzenia?
Kąty pochylenia są konstrukcją procesową. Teoretycznie konstrukcje produktów nie wymagają kątów pochylenia, chyba że wymaga tego projekt. Jednak ze względu na ograniczenia procesów formowania, takich jak formowanie wtryskowe, produkty z tworzyw sztucznych muszą zostać usunięte z formy po formowaniu i schłodzeniu. Bez kątowników ciągnących usunięcie plastikowych części z formy byłoby bardzo trudne. Pomyślmy o trudnościach z oddzieleniem ułożonych w stos plastikowych stołków, które już mają kąt pochylenia, nie mówiąc już o plastikowych częściach bez kątów pochylenia, które wymagają usunięcia z formy.
Dlaczego trudno jest wyjąć plastikowe części z formy bez kąta pochylenia?
Podczas formowania wtryskowego stopiona żywica wpływa do zamkniętej formy i wypełnia wnękę między rdzeniem a wnęką. Materiały termoplastyczne mają tendencję do kurczenia się w kierunku rdzenia formy podczas chłodzenia, powodując ścisłe przyleganie plastikowych części do rdzenia formy. Dodatkowo, niektóre tworzywa sztuczne mogą mikroskopijnie odrywać się od ścianki wnęki formy, ale większość z nich nadal będzie stykać się ze ścianką wnęki.
Podczas otwierania formy, niezależnie od tego, czy zewnętrzna powierzchnia części z tworzywa sztucznego styka się ze ścianą wnęki, czy wewnętrzna powierzchnia styka się z rdzeniem, część z tworzywa sztucznego doświadcza oporu tarcia przeciwnego do kierunku wyrzutu. Siła tarcia, reprezentowana przez 𝑓=𝜇×𝐹𝑛f=μ×Fnzależy od chropowatości powierzchni styku (𝜇μ) i naprężenie skurczowe (𝐹𝑛Fn), co z kolei wiąże się z kątem zanurzenia.
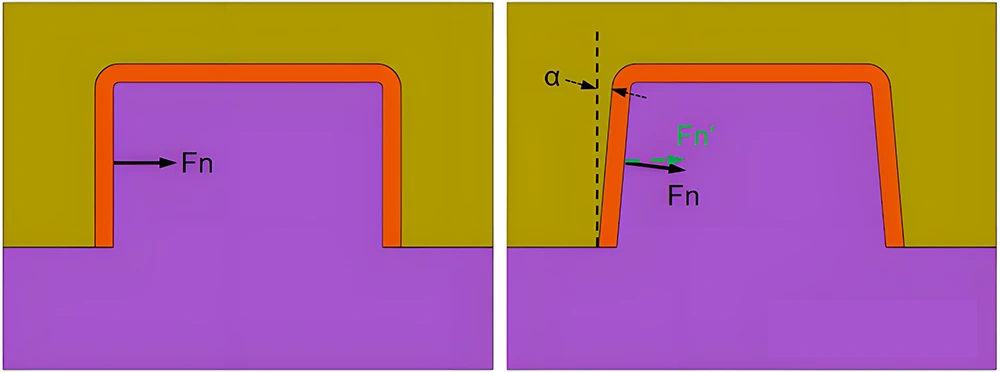
Projektując kąt zanurzenia, siła tarcia w kierunku wyrzutu 𝑓=𝜇×𝐹𝑛×cos𝛼f=μ×Fn×cosα zmniejsza się, gdy kąt zanurzenia 𝛼α wzrasta. Ogólnie rzecz biorąc, kąt zanurzenia nie jest zbyt duży, więc jego wkład w zmniejszenie tarcia statycznego jest ograniczony.
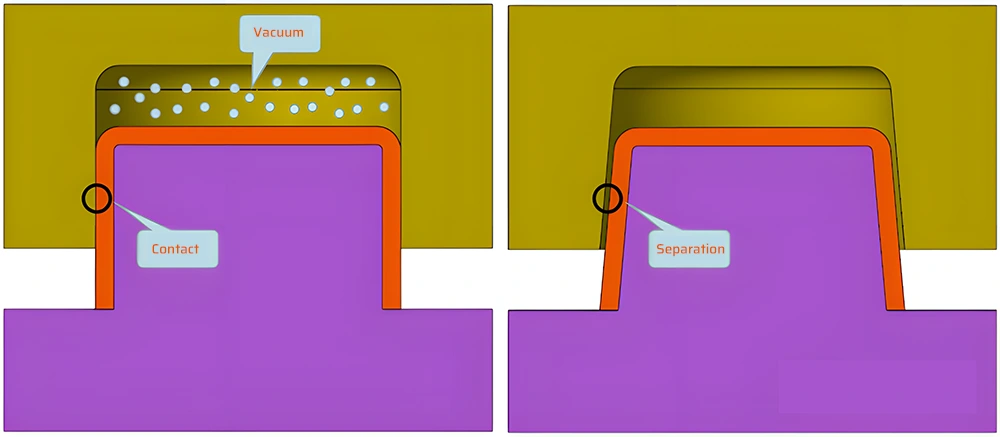
Główną funkcją kąta zanurzenia jest zapewnienie, że po oddzieleniu części z tworzywa sztucznego od formy nie będzie ona już stykać się z formą, eliminując tarcie. Bez kąta zanurzenia część z tworzywa sztucznego przeszłaby do tarcia ślizgowego po oddzieleniu, a w przypadku powierzchni o wysokim połysku wnęka mogłaby wytworzyć próżnię, co utrudniłoby całkowite oddzielenie części z tworzywa sztucznego od wnęki. Najgorszym scenariuszem jest przyklejenie się do wnęki, powodujące deformację struktury rdzenia części z tworzywa sztucznego podczas wyrzucania.
Korzyści z kątów zanurzenia:
Kąty zanurzenia mogą czasami powodować konflikty interesów. Producenci form wtryskowych preferują większe kąty pochylenia dla łatwiejszego wyrzucania. Z drugiej strony producenci form uważają, że obróbka wszystkich powierzchni wnęki i rdzenia za pomocą kątów jest trudnym zadaniem, ponieważ komplikuje proste funkcje, które w przeciwnym razie mogłyby być obrabiane za pomocą prostszego sprzętu i niższych kosztów. Projektanci produktów mogą uznać, że kąty pochylenia komplikują projektowanie części i zmieniają ich wygląd.
Pomimo tych wyzwań, zapewnienie, że formowane części spełniają wymagane standardy jakości ma kluczowe znaczenie. Bez kątowników zanurzeniowych wzrasta prawdopodobieństwo wystąpienia problemów z formowaniem wtryskowym, co niepotrzebnie podnosi koszty produkcji i wydłuża czas dostawy. Oprócz ułatwienia wyjmowania części z formy, kąty pochylenia oferują inne korzyści:
- Ograniczenie możliwości uszkodzenia powierzchni części podczas wyrzucania.
- Zapewnienie jednolitości i integralności tekstur i wykończeń powierzchni.
- Minimalizacja deformacji części spowodowanej oporem wyrzutu.
- Zmniejszenie zużycia formowanych części i zmniejszenie prawdopodobieństwa uszkodzenia formy.
- Skrócenie całkowitego czasu chłodzenia poprzez wyeliminowanie lub ograniczenie konieczności stosowania złożonych konfiguracji wyrzutu.
- Bezpośrednie i pośrednie obniżenie ogólnych kosztów produkcji.
Zasady projektowania kąta zanurzenia
- Zapewnij płynny wyrzut
- Utrzymanie funkcjonalności strukturalnej
- Spełniają wymagania estetyczne
Zapewnienie płynnego wyrzutu:
Po otwarciu formy plastikowa część powinna pozostać po stronie rdzenia, aby ułatwić ostateczne wyrzucenie.
Wyjmowanie plastikowej części z formy obejmuje dwa etapy:
1. Oddziela się od ściany wnęki
Zewnętrzna powierzchnia części z tworzywa sztucznego oddziela się od ściany wnęki. Zazwyczaj nie ma żadnych dodatkowych struktur wspomagających to oddzielenie, więc tarcie między powierzchnią zewnętrzną a ścianą wnęki powinno być zminimalizowane.
2. Oddziela się od ściany rdzenia
Wewnętrzna powierzchnia plastikowej części oddziela się od ścianki rdzenia. Forma zazwyczaj wykorzystuje do tego kołki wypychacza, kołki kątowe lub płyty wypychacza. Tarcie między powierzchnią wewnętrzną a rdzeniem powinno być większe niż między powierzchnią zewnętrzną a ścianą wnęki, aby zapewnić, że część pozostanie po stronie rdzenia podczas otwierania formy.
Ponieważ tworzywo sztuczne ma tendencję do kurczenia się w kierunku rdzenia formy, tworząc większe naprężenie skurczowe, tarcie między powierzchnią wewnętrzną a rdzeniem będzie wyższe niż tarcie między powierzchnią zewnętrzną a ścianą wnęki, biorąc pod uwagę stałą chropowatość i kąt ciągu. Z tego powodu rdzenie są zwykle projektowane w rdzeniu, a wnęki we wnęce, ze złożoną stroną części z tworzywa sztucznego w rdzeniu i stosunkowo prostą stroną (strona wyglądu) we wnęce.
Istnieją jednak wyjątki. Na przykład, jeśli wewnętrzna powierzchnia jest powierzchnią zewnętrzną, która nie może mieć śladów kołków wypychacza, rdzeń będzie znajdował się we wnęce, a wnęka w rdzeniu. Aby zapobiec przywieraniu do wnęki, wnęka wymaga dodatkowych mechanizmów wyrzucających.
W niektórych przypadkach części mogą mieć podobną górną i dolną powierzchnię bez wyraźnej strony wyglądu. W przypadku tych części, jeśli nie ma określonych wymagań, kąt ciągu rdzenia powinien być zminimalizowany, podczas gdy kąt ciągu wnęki powinien być zmaksymalizowany (w ramach tolerancji części), aby zapewnić, że część pozostanie po ruchomej stronie formy, unikając potrzeby stosowania pomocniczych mechanizmów wyrzutowych we wnęce.
W przypadku konstrukcji o regulowanej konstrukcji rdzeń można zmodyfikować tak, aby 1/3 znajdowała się we wnęce, a 2/3 w rdzeniu, zmniejszając ryzyko przywierania do wnęki.
Określanie rozmiaru kąta zanurzenia:
Nie ma ujednoliconego standardu dla wielkości kąta zanurzenia, a obliczenia teoretyczne są trudne ze względu na złożoność modeli tarcia i zmienne parametry wtrysku. Symulacja może zapewnić wartości referencyjne, ale jest czasochłonna i wymaga dużych zasobów, często poza możliwościami warsztatów formierskich. Praktyczne doświadczenie ma kluczowe znaczenie, a inżynierowie konstrukcyjni muszą zrozumieć ten aspekt, aby uwzględnić kąty zanurzenia w krytycznych konstrukcjach podczas projektowania, zmniejszając potrzebę późniejszych modyfikacji w oparciu o informacje zwrotne od inżyniera formy i unikając niepotrzebnych problemów.
Czynniki wpływające na wielkość kąta ciągu:
- Charakterystyka materiału: Twarde tworzywa sztuczne wymagają większych kątów ciągu niż miękkie tworzywa sztuczne, które mogą w ogóle nie wymagać kątów ciągu ze względu na swoją elastyczność.
- Współczynnik skurczu: Tworzywa sztuczne o wyższym współczynniku skurczu mocniej przylegają do rdzenia, wymagając większych kątów pochylenia.
- Współczynnik tarcia: Materiały o niższych współczynnikach tarcia, takie jak PA i POMwymagają mniejszych kątów ciągu. Bardziej szorstkie powierzchnie wymagają większych kątów ciągu.
- Grubość ścianki: Grubsze ścianki wywierają większą siłę na rdzeń, wymagając większych kątów ciągu.
- Złożoność geometryczna: Złożone kształty lub części z wieloma otworami wymagają większych kątów zanurzenia, aby uniknąć konieczności stosowania licznych sworzni wypychaczy, które muszą być rozmieszczone symetrycznie, aby zapobiec wypaczaniu podczas wypychania.
- Przejrzystość: Części z wymaganiami optycznymi wymagają większych kątów pochylenia.
Określone zakresy kąta zanurzenia:
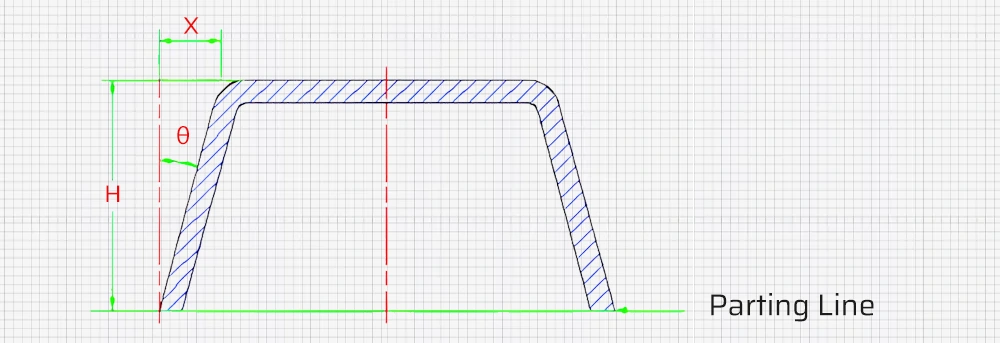
Zależność geometryczna dla kątów pochylenia wynosi tan𝜃=𝑋𝐻tanθ=HXgdzie 𝜃θ to kąt zanurzenia, 𝐻H to wysokość projektowanej powierzchni, a 𝑋X to zmniejszona grubość ścianki lub zwężenie.
Teoretycznie większe kąty zanurzenia ułatwiają wyrzut, szczególnie w przypadku wysokich (głębokich) i dużych powierzchni, które mocno trzymają rdzeń lub wnękę, wymagając większych kątów dla płynnego wyrzutu.
Jednak większe 𝜃θ oznacza większą 𝑋Xco ma wpływ na projekt:
1. Dla powierzchni wyglądających
Większy 𝑋X znacząco zmienia projekt, potencjalnie odbiegając od zamierzonego wyglądu. Dlatego kąt pochylenia powinien być tak duży, jak to tylko możliwe. Jeśli nie, należy rozważyć następujące kwestie:
- Powierzchnie o wysokim połysku wymagają co najmniej 1° zanurzenia, aby zapobiec zarysowaniom; większe wartości są preferowane, jeśli to możliwe.
- Powierzchnie teksturowane wymagają co najmniej 3° zanurzenia, w zależności od rodzaju i głębokości tekstury. Zasadniczo głębokość 0,001 mm wymaga zanurzenia od 1° do 1,5°.
- Proste powierzchnie wymagają szkicu uwzględniającego linie podziału, które zostaną omówione w kolejnej sekcji.
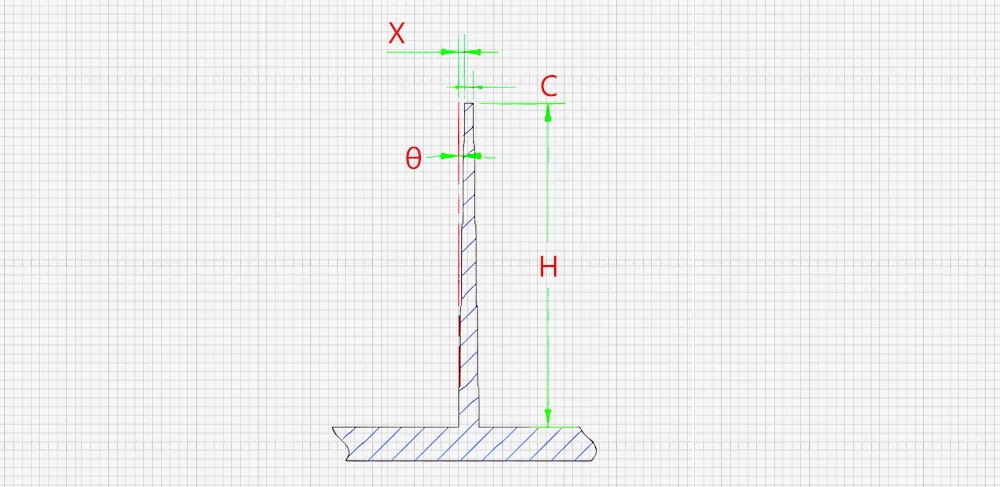
2. Dla powierzchni żeber
Większy 𝑋X zmniejsza górną szerokość 𝐶Cutrudniając formowanie wtryskowe. Żebra powinny być zaprojektowane jako krótsze, pozwalając na większe kąty pochylenia. Jeśli jest to nieuniknione, należy zapewnić 𝑋≥0,2X≥0,2 i 𝐶≥0,6C≥0.6.
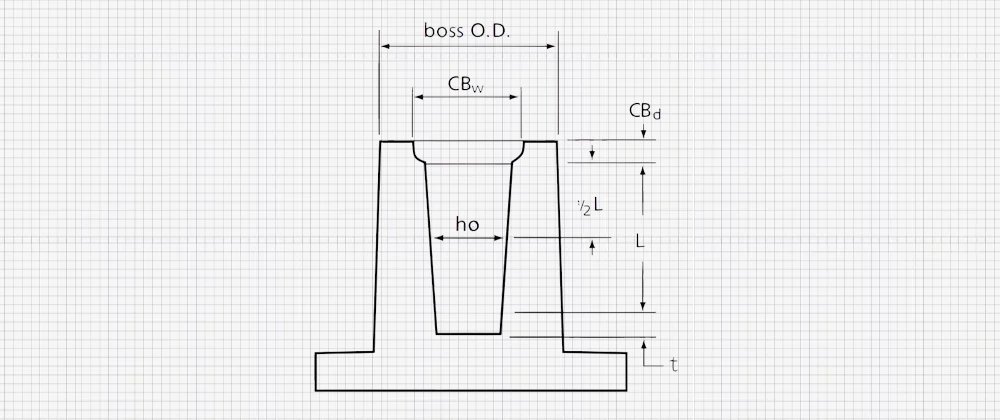
3. Dla otworów na śruby
Otwór wewnętrzny wymaga dokładności wymiarowej. Kąt zanurzenia jest mały lub zerowy, co wymaga niskiej chropowatości lub polerowania i odpowiedniego umieszczenia kołków wypychacza. Użycie kołków rdzeniowych do wyrzucania pozwala uniknąć konieczności stosowania kąta zanurzenia, podczas gdy zwykłe kołki wyrzucające wymagają kąta zanurzenia. Wysokość otworów na śruby nie powinna być nadmierna, a kąty powinny wynosić od 0,5° do 1,0°. Zanurzenie powinno być oparte na połowie głębokości zarysu gwintu 𝐿L aby zapewnić odpowiednie dopasowanie śrub, unikając luźnego dopasowania u góry i ciasnego dopasowania u dołu, co wprowadza naprężenia.
4. Inne powierzchnie wewnętrzne wykorzystują kąt zanurzenia 1° jako punkt odniesienia, dostosowany w oparciu o wysokość i chropowatość, biorąc pod uwagę zmiany grubości ścianki w celu uniknięcia wady formowania.
Zapewnienie funkcjonalności strukturalnej:
Kompletny produkt składa się z różnych części połączonych w całość. Kąt pochylenia jednej części wpływa na nią samą i inne części, z którymi się łączy.
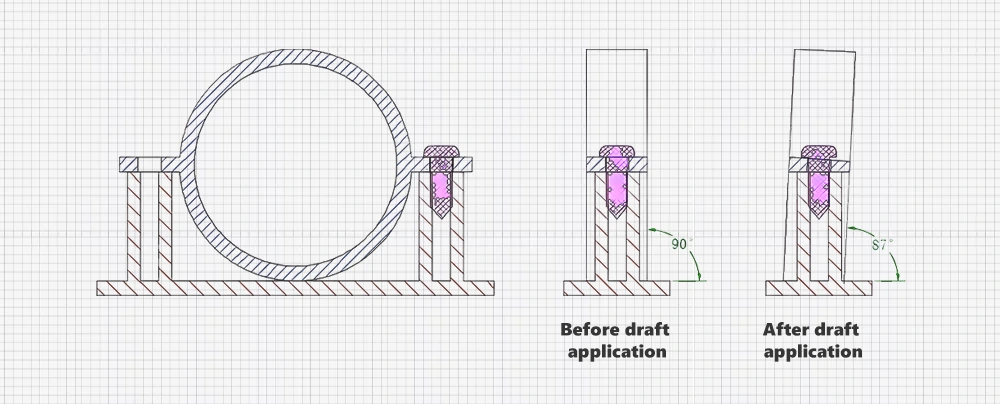
1. Uderzenie w powierzchnię podparcia śruby:
Zastosowanie kąta pochylenia ułatwia wyrzucanie, ale powoduje, że powierzchnia podparcia nie jest prostopadła do osi śruby, co może spowodować przechylenie zamocowanej części po dokręceniu.
2. Wpływ na zakłócenia:
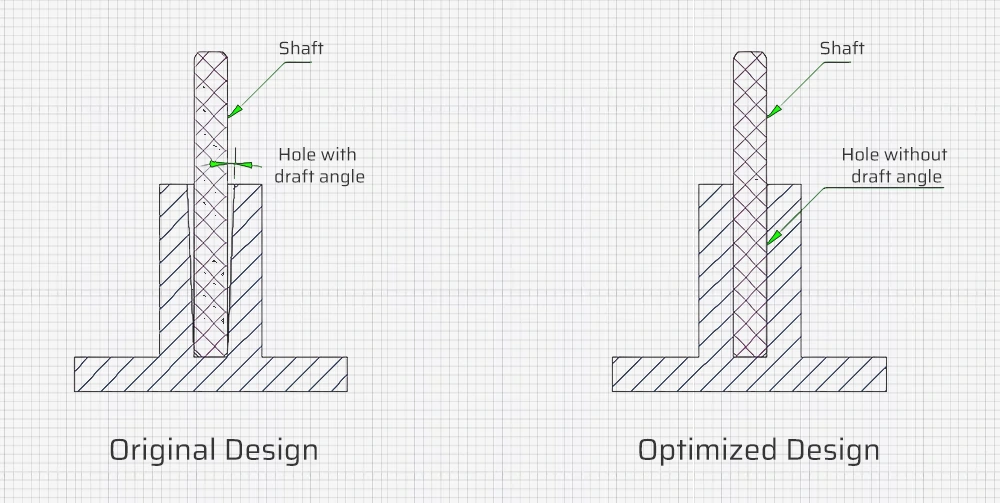
Części z tworzywa sztucznego z dopasowanymi ciągami zachowują dokładność pasowania z wciskiem. Jednak standardowe części (np. łożyska, wały) bez kątów zanurzenia wymagają starannego rozważenia. Na przykład pasowanie wciskowe małego wału z otworem kolumny traci skuteczność, jeśli otwór ma kąt zanurzenia. Użycie trzpienia rdzeniowego do wyrzucania utrzymuje otwór bez kąta zanurzenia.
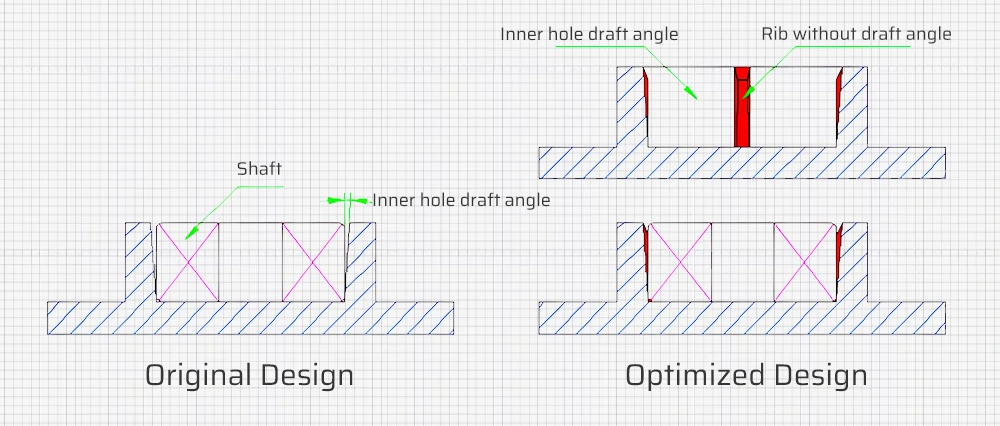
W przypadku pasowań łożysk z wciskiem, duże średnice otworów nie pozwalają uzyskać zerowego kąta zanurzenia przy użyciu trzpieni rdzeniowych. Konwencjonalny wyrzut wymaga kąta zanurzenia. Na przykład, duże otwory łożysk wymagają wewnętrznego kąta zanurzenia, podczas gdy powierzchnie żeber o małych powierzchniach mogą nie wymagać kąta zanurzenia, umożliwiając wymuszony wyrzut.
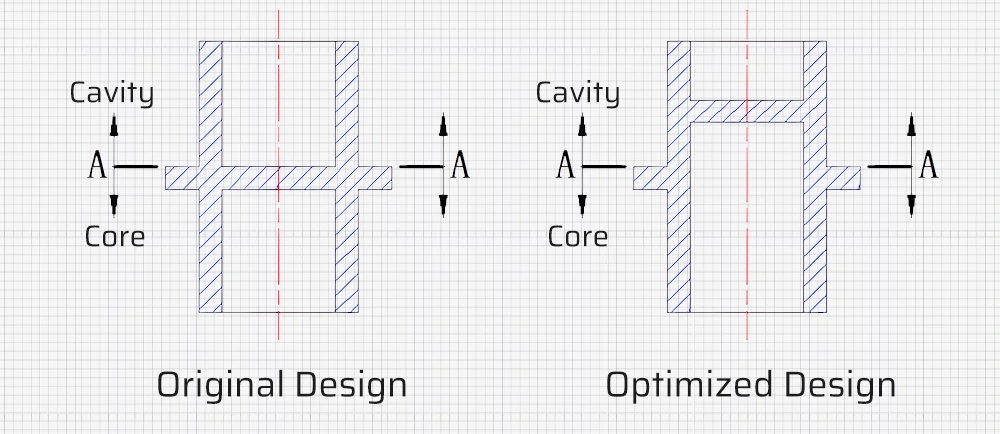
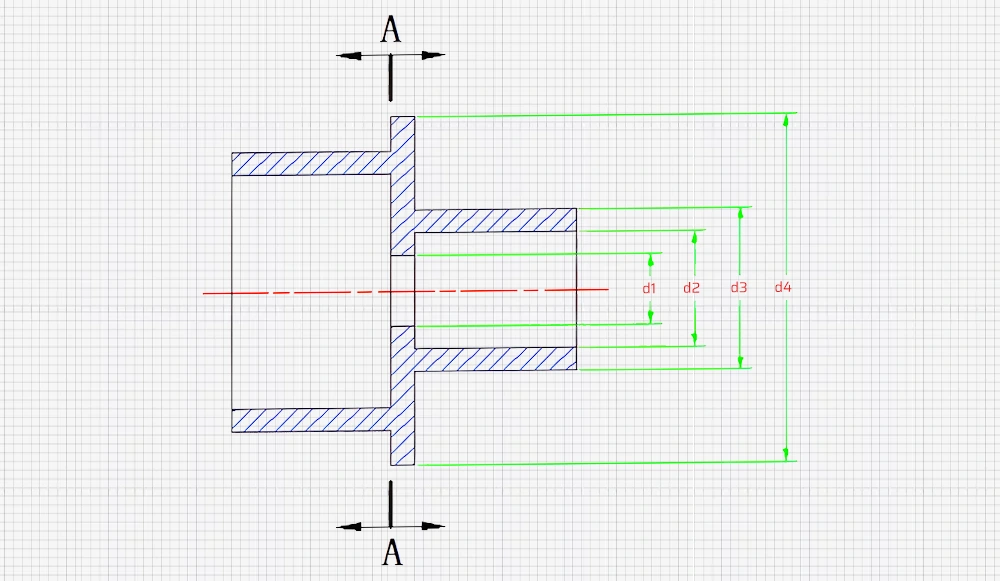
3. Wymagania dotyczące stężenia:
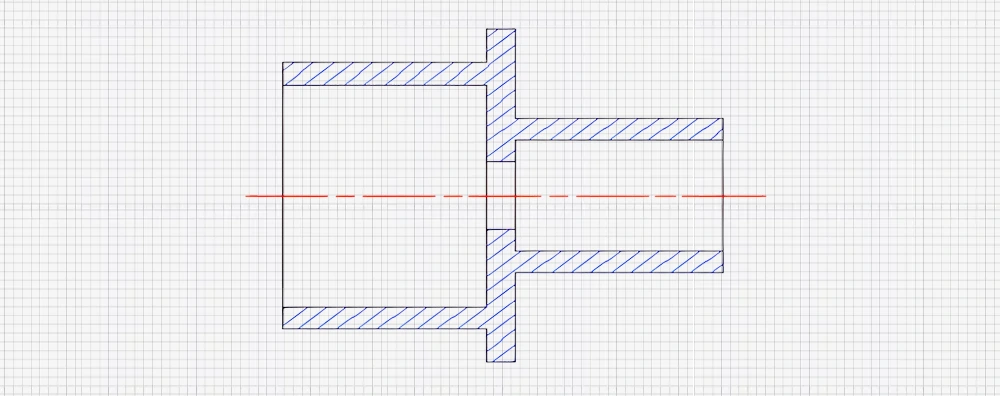
Gdy istnieją wymagania dotyczące współosiowości dla cech takich jak d1, d2, d3 i d4, linia podziału musi znajdować się w punkcie A-A, z d1 i d2 na tym samym rdzeniu, aby zapewnić dokładność formy.
4. Wpływ na wygląd i strukturę linii podziału:
Wspólne otwory przelotowe są tworzone przez kontakt wnęki i rdzenia w różnych punktach, tworząc linie podziału. Rysowanie otworu przelotowego przedstawia trzy pocałunek generując linie podziału w miejscu styku wnęki i rdzenia.
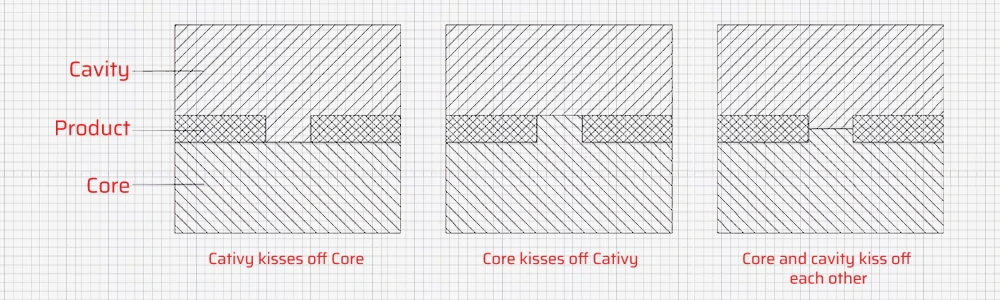
Wnęka całuje rdzeń:
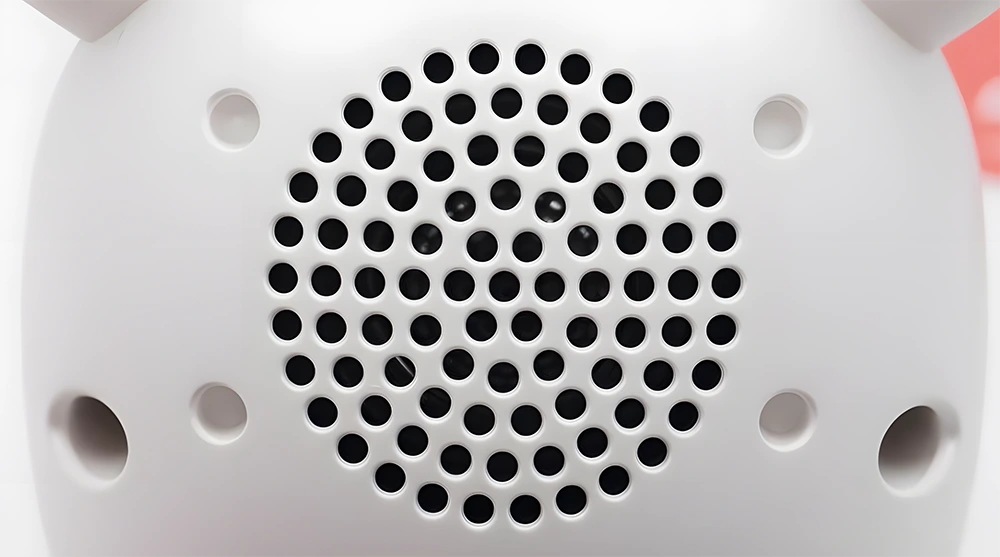
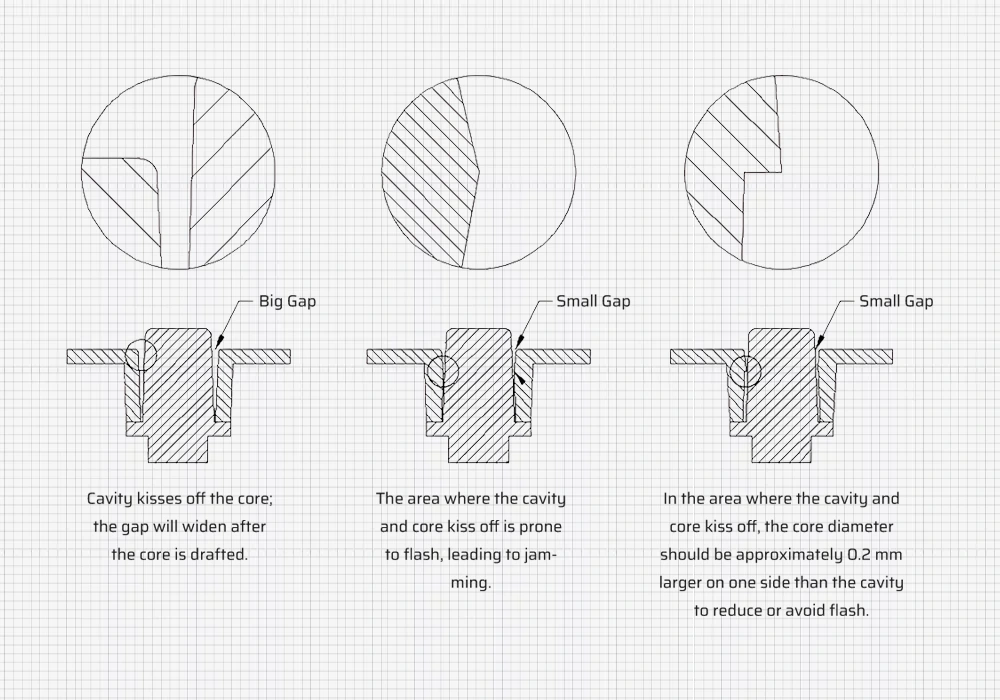
Wewnętrzna ściana otworu, po wykonaniu szkicu, pozostaje we wnęce. Metoda ta jest powszechnie stosowana w przypadku otworów wyglądowych, takich jak otwory wentylacyjne, otwory głośników i otwory interfejsów zewnętrznych. Otwory te zazwyczaj nie pozwalają na widoczność linii podziału lub błysku na powierzchni zewnętrznej i zwykle wymagają fazowania, co czyni tę metodę preferowanym wyborem. Należy jednak pamiętać, że metoda ta niesie ze sobą ryzyko przyklejenia się do wnęki, szczególnie w przypadku wielu otworów, takich jak otwory wentylacyjne lub głośnikowe. Dlatego też, jeśli rdzeń nie ma wystarczającej struktury, aby zapewnić, że część pozostanie na rdzeniu podczas oddzielania rdzenia i wnęki, zaleca się użycie "pocałunku od siebie", w którym głębokość wnęki jest mniejsza niż głębokość rdzenia.
Rdzeń całuje wgłębienie:
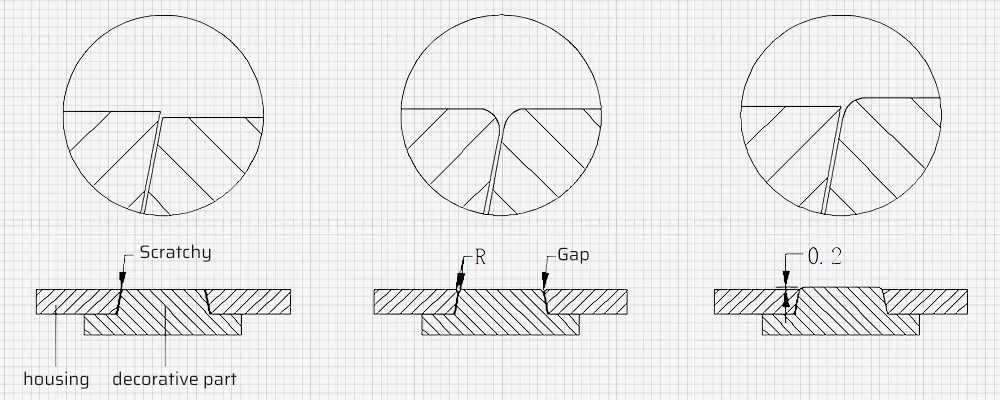
Wewnętrzna ściana otworu po przeciągnięciu pozostaje w rdzeniu. Metoda ta jest zwykle stosowana w przypadku otworów, które nie występują samodzielnie, ponieważ linia podziału (błysk) znajduje się na powierzchni zewnętrznej. Otwory te są zwykle używane w połączeniu z innymi częściami, takimi jak element dekoracyjny zamontowany w środku otworu.
Ponieważ błysk otworów utworzonych w ten sposób znajduje się na powierzchni zewnętrznej, jeśli element dekoracyjny jest zlicowany z obudową, wszelkie błędy (wynikające z niskiej precyzji formy lub niestabilnej struktury) mogą spowodować, że nie będą one naprawdę zlicowane, co spowoduje powstanie stopnia, który może porysować dłonie. Jeśli obie części są sfazowane pod kątem R na zewnątrz, nie porysuje to dłoni, ale szczelina będzie wydawać się większa. Jeśli tylko element dekoracyjny jest sfazowany pod kątem R, a jego powierzchnia jest o około 0,2 mm wyższa niż powierzchnia obudowy, nie porysuje dłoni, a szczelina nie będzie wyglądać na większą.
Rdzeń i wgłębienie całują się nawzajem:
Wewnętrzna ściana otworu, po przeciągnięciu, pozostaje zarówno w rdzeniu, jak i wnęce. Metoda ta jest stosowana nie tylko w celu wyeliminowania ryzyka przywierania do wnęki, jak wspomniano wcześniej, ale także w sytuacjach, gdy otwór jest dość głęboki. Po przeciągnięciu średnice górnego i dolnego końca otworu mogą się znacznie różnić. Aby tego uniknąć, rdzeń i wgłębienie są zwykle używane do formowania otworu, co jest powszechnie stosowane w konstrukcjach przycisków, jak pokazano na poniższym schemacie.
Zapewnienie wymogów estetycznych:
To, czy części o wyglądzie zewnętrznym wymagają kątów pochylenia, zależy głównie od metody demontażu części o wyglądzie zewnętrznym i odpowiedniej metody wyrzucania. Projektanci z rygorystycznymi wymaganiami dotyczącymi wyglądu będą brać pod uwagę stan projektu i ogólną metodę demontażu na wczesnych etapach projektowania. Wynika to z faktu, że gdy inżynierowie konstrukcyjni dodadzą kąty pochylenia do wyglądu w późniejszym czasie, wpłynie to w pewnym stopniu na wygląd.
Oczywiście wpływ ten musi zostać potwierdzony przez projektanta wyglądu przed przejściem do następnego kroku. W przeciwnym razie inżynier budowlany musi rozważyć inne metody wyrzucania, zachowując oryginalny wygląd. Proces ten wymaga stałej komunikacji i współpracy między inżynierami budowlanymi i projektantami wyglądu. Różne firmy mogą kłaść różny nacisk na strukturę i wygląd, co prowadzi do różnic w jakości i kosztach produktów.

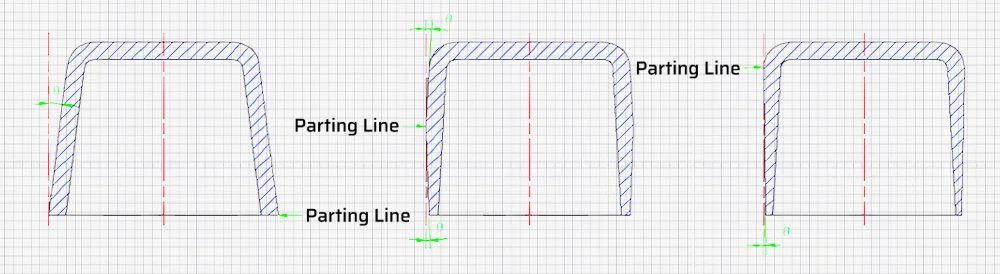
Powyższe ilustracje przedstawiają ewolucję typowych konstrukcji korpusu golarki:
Pierwszy projekt:
Jest to wczesny projekt z górną i dolną powłoką. Linia podziału pomiędzy górną i dolną powłoką wymaga zastosowania kątowników. Po zastosowaniu kątowników przeciągających połączenie między górną i dolną muszlą zmienia się nieznacznie i nie jest już styczne, dlatego często dodaje się tutaj ozdobne linie, aby zmniejszyć ostre krawędzie, które mogą powodować dyskomfort.
Drugi projekt:
Aby rozwiązać problemy związane z pierwszym projektem, dodano środkową powłokę, która służy również jako element dekoracyjny. Znacznie poprawia to ogólny wygląd, ale zwiększa koszt dodatkowej części.
Trzeci projekt:
Jest to minimalistyczny styl z jednoczęściowym korpusem i cylindrycznym wyglądem. Nie ma kątów pochylenia po bokach ani szczelin, całkowicie zachowując oryginalny design. Jest to popularne obecnie podejście do projektowania.
Podobne trendy dotyczą suszarek do włosów, przechodząc od tradycyjnych do nowoczesnych, prostszych konstrukcji z mniejszą liczbą części i mniejszym wpływem na wygląd pod różnymi kątami.

Formy o zerowym kącie zanurzenia:
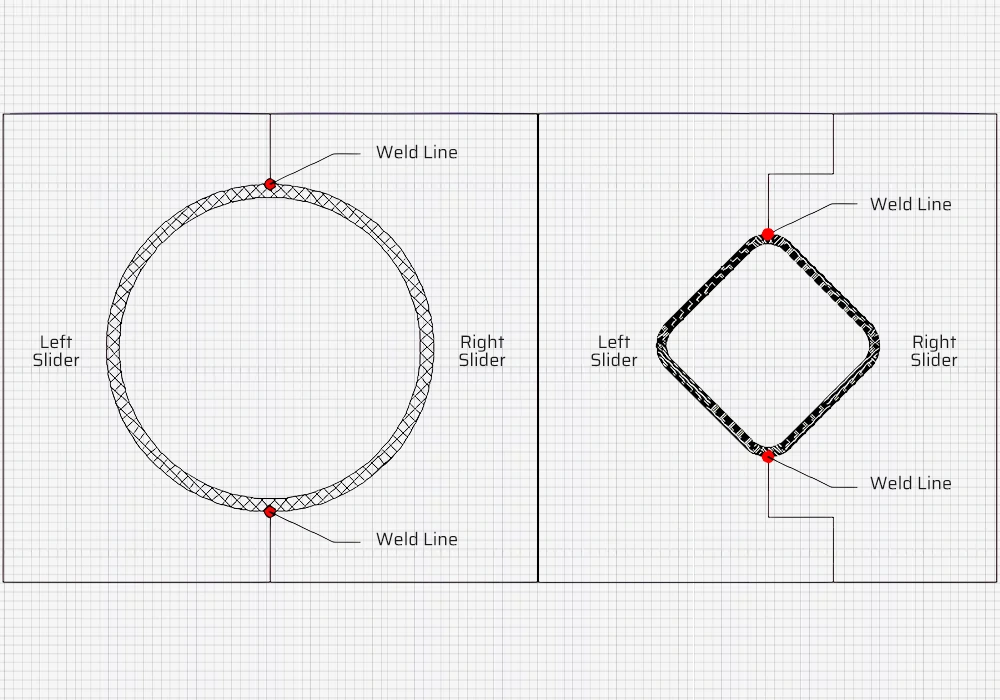
Niektóre produkty o cylindrycznym wyglądzie unikają kątów ciągu, aby zachować estetykę. Jeśli powłoka jest metalowa, wytłaczanie aluminium pozwala na zerowy kąt ciągu na ścianach wewnętrznych i zewnętrznych. W przypadku części z tworzyw sztucznych, ściana wewnętrzna nadal wymaga kąta pochylenia, a ściana zewnętrzna jest formowana za pomocą bocznych suwaków, pozostawiając linie podziału, które można wypolerować i pomalować, aby je ukryć.

Apple Pencil 1. generacji Zero Draft Angle:

Korpus Apple Pencil 1. generacji jest wykonany z tworzywa sztucznego i ma długą sekcję z zerowym kątem ciągu zarówno na wewnętrznej, jak i zewnętrznej ścianie. Podczas gdy wspomniane wcześniej rozwiązania mogą być stosowane do wysuwania zewnętrznej ściany z zerowym kątem ciągu, wysuwanie wewnętrznej ściany z zerowym kątem ciągu jest trudniejsze.
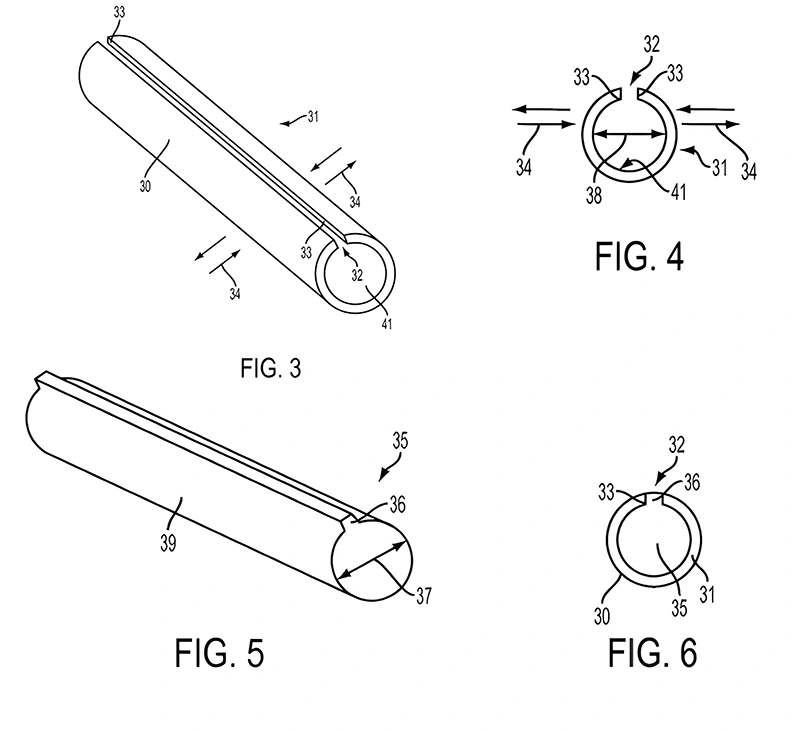
Zgodnie z patentem złożonym przez Apple, rozwiązanie polega na zastosowaniu elastycznego rdzenia formy składającego się z dwóch części: elastycznej metalowej tulei szczelinowej (RYS. 3) i metalowego rdzenia wewnętrznego (RYS. 5). Ta elastyczna tuleja może elastycznie odkształcać się w określonych warunkach, umożliwiając wyciągnięcie jej z cylindrycznej wnęki Apple Pencil.
Konkretne wdrożenie:
Metalowa tuleja jest wykonana z metalu o niskim współczynniku tarcia i polerowana na zewnętrznej powierzchni w celu zmniejszenia tarcia z tworzywem sztucznym. Tuleja ma ciągłą szczelinę, która zapewnia jej elastyczną przestrzeń do odkształcania. Odpowiedni metalowy rdzeń wewnętrzny ma podniesiony wpust i razem tworzą rdzeń formy (RYS. 6).
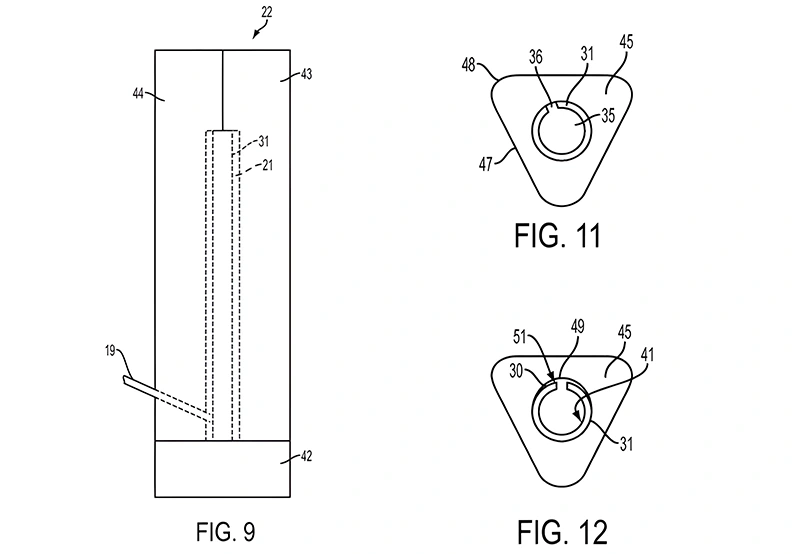
Podczas procesu wtrysku rdzeń formy jest najpierw umieszczany wewnątrz formy, a następnie zewnętrzna forma jest zamykana (RYS. 9), aby zakończyć formowanie wtryskowe. Po formowaniu metalowy rdzeń wewnętrzny jest najpierw usuwany, tworząc przestrzeń dla elastycznej tulei, która elastycznie odkształca się do wewnątrz. Ten skurcz do wewnątrz powoduje, że metalowa tuleja w pewnym stopniu odłącza się od wewnętrznej ściany plastikowej części, ułatwiając wyciągnięcie tulei z wewnętrznej ściany plastikowej części (w patencie wykorzystano przykład trójkątnego pryzmatu, aby zilustrować cylindryczny plastikowy korpus Apple Pencil).
Podsumowanie:
Na koniec raz jeszcze podkreślamy znaczenie kąta zanurzenia. Prawidłowe zaprojektowanie kąta pochylenia ma kluczowy wpływ na jakość produktu i wydajność produkcji. Rozumiejąc wpływ kątów pochylenia na produkty i sposób ich prawidłowego zastosowania w projektowaniu form, możemy usprawnić prace projektowe, poprawić jakość produktów i zwiększyć wydajność produkcji.











