
Druk 3D, technicznie określany jako produkcja addytywna (AM), to metodologia produkcji, w której obiekty są wytwarzane warstwa po warstwie bezpośrednio z cyfrowych modeli trójwymiarowych. Procesy addytywne różnią się od procesów subtraktywnych, takich jak obróbka CNC, w których materiał jest usuwany z bryły. Proces ten po prostu osadza lub utwardza materiał tam, gdzie jest on wymagany. Odwrócenie logiki produkcji pozwala na tworzenie skomplikowanych geometrii, skrócenie czasu rozwoju, elektroniczne zapasy i zlokalizowaną produkcję.

Jakie są rodzaje druku 3D?
Wyrażenie “rodzaje druku 3D” opisuje podstawowe technologie druku, które regulują sposób osadzania lub zestalania materiału.
1. Wytłaczanie materiałów
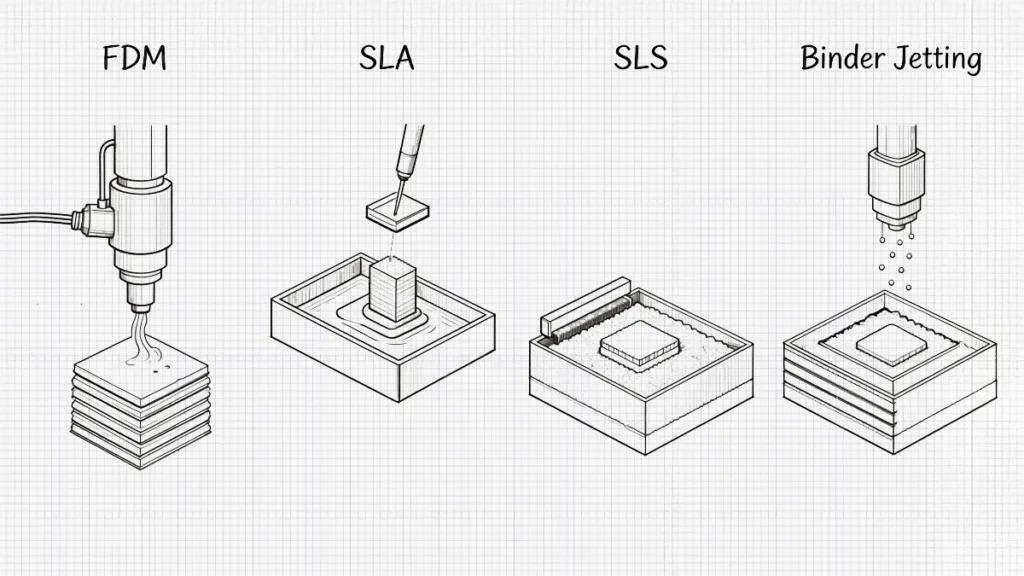
Po pierwsze, wytłaczanie materiałów opiera się na koncepcji podgrzewania termoplastycznego filamentu i przetłaczania go przez dyszę w celu tworzenia części w jednej warstwie na raz [1]. Jego przystępna cena, dostępność i szeroki ekosystem materiałów sprawiają, że jest odpowiedni dla konsumentów i początkujących profesjonalistów. Stosowane materiały obejmują PLA, ABS i PETG.
Jest ceniony ze względu na szybki proces prototypowania i umożliwia testowanie funkcji. Jednak widoczne linie warstw, średnie tolerancje wymiarowe i anizotropowe właściwości mechaniczne muszą być brane pod uwagę przy tworzeniu specyfikacji komponentów wrażliwych na wydajność.
Zalety i ograniczenia wytłaczania materiałów
Technologia ta nadaje się do większości tworzyw termoplastycznych, a prototypy mogą być wykorzystywane od etapu koncepcji do produkcji funkcjonalnych komponentów. Wytłaczanie materiałów jest łatwe w użyciu i ma stosunkowo mniej rygorystyczne wymagania konserwacyjne, więc jest to najmniej skomplikowana metoda produkcji dodatków wśród hobbystów i przemysłu.
Jego głównymi wadami są widoczne linie warstw, słaba precyzja wymiarowa i anizotropowe właściwości mechaniczne ze względu na przyczepność warstw. Wykończenie powierzchni często wymaga obróbki końcowej, a złożone geometrie mogą wymagać konstrukcji wsporczych. Zniekształcenia termiczne mogą również wpływać na dokładność, zwłaszcza podczas pracy z polimerami wysokotemperaturowymi.
2. Fotopolimeryzacja w kadzi
Z kolei koncepcja fotopolimeryzacji kadziowej opiera się na selektywnym utwardzaniu ciekłej żywicy fotopolimerowej za pomocą dostosowanego źródła światła. Technologie te zostały opisane jako wysoce rozdzielcze, zdolne do tworzenia drobnych cech i gładkiego wykończenia powierzchni, a także jako wysoce odpowiednie do modeli dentystycznych, wzorów odlewów biżuterii, urządzeń mikroprzepływowych i prototypów o bardzo drobnych cechach [2]. Kompromisem są wymagania dotyczące obchodzenia się z żywicą, procedury po utwardzeniu oraz kwestia tego, że standardowe materiały fotopolimerowe są stosunkowo kruche, chyba że stosuje się specjalne formuły.
Korzyści i ograniczenia fotopolimeryzacji kadziowej
Technologie fotopolimeryzacji w kadzi, takie jak stereolitografia (SLA) i cyfrowe przetwarzanie światła (DLP), są szczególnie skuteczne w produkcji obiektów o wysokim stopniu rozdzielczości i gładkich wykończeniach powierzchni. Metody te są odpowiednie dla skomplikowanych projektów, detali i operacji, które wymagają wysokiego poziomu precyzji wymiarowej, takich jak modele dentystyczne, medyczne i wysokiej klasy modele estetyczne.
Materiał i potrzeby związane z jego obsługą są głównymi powodami, dla których ma on pewne wady. Fotopolimerowe tworzywa termoplastyczne są kruche, wrażliwe na promieniowanie UV i nie tak wytrzymałe jak tworzywa termoplastyczne. Operacje, które pojawiają się w cyklu roboczym, to obsługa żywicy, czyszczenie i utwardzanie końcowe, które sprawiają, że operacje są trudne i droższe w porównaniu z żywicą opartą na wytłaczaniu.
3. Fuzja złoża proszkowego
Fuzja w złożu proszkowym obejmuje technologie, w których drobne cząstki proszku są selektywnie stapiane za pomocą energii cieplnej. Technologia Multi Jet Fusion (MJF) zazwyczaj wykorzystuje do stapiania energię podczerwieni, podczas gdy selektywne spiekanie laserowe (SLS) jest zazwyczaj stosowane do przetwarzania proszków polimerowych, takich jak Nylon PA12. Bezpośrednie spiekanie laserowe metali (DMLS) i selektywne topienie laserowe (SLM) są stosowane do spiekania proszków metali, takich jak tytan, stal nierdzewna, aluminium i nadstopy niklu [3].
Proszek sam w sobie stanowi naturalną architekturę nośną, w wyniku czego powstają złożone szlaki wewnętrzne i struktury kratowe. Uzyskane komponenty charakteryzują się wysokim poziomem działania mechanicznego i są praktycznie izotropowe, a technologia ta została zastosowana w przemyśle lotniczym, motoryzacyjnym i medycznym. Niemniej jednak, kluczowe niedociągnięcia są opisywane przez wysoki koszt sprzętu, wyzwanie związane z obsługą proszku i konieczność kontrolowanego środowiska.
Zalety i ograniczenia fuzji w złożu proszkowym
Technologie stapiania w złożu proszkowym umożliwiają produkcję złożonych elementów wewnętrznych i wytrzymałych elementów części w większości przypadków bez użycia struktur nośnych w systemach polimerowych. Dzięki temu nadają się do wymagających zadań inżynieryjnych.
Wady obejmują wysoki koszt sprzętu, złożoną obsługę proszku i energochłonną pracę. Chropowatość powierzchni jest zwykle poddawana obróbce końcowej, a naprężenia termiczne wpływają na integralność części.
4. Rozpylanie materiału
Natryskiwanie materiału polega na osadzaniu mikroskopijnych kropelek fotopolimeru na platformie roboczej, po czym następuje natychmiastowe utwardzanie promieniami UV. W tym procesie można jednocześnie drukować wiele materiałów o różnych właściwościach mechanicznych, kolorach lub nieprzezroczystości. Technologia ta pozwala uzyskać wysokiej jakości części o niezwykłej jakości powierzchni i wysokiej precyzji wymiarowej.
Korzyści i ograniczenia związane z rozpylaniem materiału
Natryskiwanie materiału jest dokładniejsze w przypadku drobnych szczegółów niż inne procesy i może być stosowane w trybach wielomateriałowych z osadzaniem i utwardzaniem małych kropel fotopolimeru. Jest to szczególnie przydatne w przypadku realistycznych prototypów, pełnego koloru i komponentów, które mogą wymagać różnych właściwości materiału w jednej konstrukcji.
Technologia ta jest zaporowa pod względem drogich maszyn, a także zastrzeżonych materiałów. Drukowane fotopolimery nie oferują długoterminowej wytrzymałości mechanicznej i odporności na ciepło. Wrażliwość na warunki pracy i potrzeby konserwacyjne mogą zwiększyć całkowity koszt produkcji.
5. Rozpylanie spoiwa
Wreszcie, wtryskiwanie spoiwa przenosi selektywnie ciekły środek wiążący na złoże proszku, wiążąc cząstki procesu drukowania bez stosowania znacznego ciepła w procesie. Wymaga to dalszego utwardzania, spiekania lub infiltracji w celu osiągnięcia ostatecznej wytrzymałości. To odizolowanie kształtowania i zagęszczania pozwala na większą szybkość budowy i mniejsze odkształcenia termiczne.
Jest on odlewany w formach piaskowych, w spiekanych elementach metalowych oraz w pełnokolorowych modelach z piaskowca. Inne względy inżynieryjne to wymóg wtórnego przetwarzania i niska wytrzymałość w stanie zielonym, które również mają krytyczne znaczenie.
Zalety i ograniczenia technologii Binder Jetting
Strumieniowe nanoszenie spoiwa charakteryzuje się wysoką prędkością drukowania, skalowalnością i zdolnością do przetwarzania metali, ceramiki i piasku. Minimalna energia cieplna lub jej brak powoduje naprężenia szczątkowe w drukowanych częściach, co jest skuteczne w przypadku dużych części, form odlewniczych i opłacalnej produkcji elementów metalowych po spiekaniu.
Jego ograniczenia koncentrują się na kruchości zielonych części i konieczności rozległej obróbki końcowej, takiej jak spiekanie lub infiltracja. Kurczenie się wymiarów podczas zagęszczania komplikuje dokładność, a końcowe właściwości mechaniczne nie zawsze odpowiadają tym osiąganym w procesach pełnego stopienia metalu.
Jakie są rodzaje drukarek 3D?
1. Drukarki 3D dla konsumentów
To właśnie od konsumenckich drukarek 3D zaczyna się większość podróży w kierunku produkcji addytywnej. Maszyny te są dostępne, tanie i łatwe w instalacji, a ponadto można je umieścić w domach, szkołach i przestrzeniach dla twórców [4]. Technologią najbliżej związaną z tymi drukarkami jest wytłaczanie materiału, inaczej określane jako FDM lub FFF. Takie systemy mają możliwość tworzenia obiektów poprzez topienie termoplastu i układanie go warstwami. Najpopularniejszymi materiałami są PLA, PETG i ABS, ponieważ są one stabilne, łatwo dostępne i stosunkowo łatwe w druku.
Fotopolimeryzację w kadzi mogą również wykorzystywać drukarki 3D klasy konsumenckiej. Drukarki stacjonarne (SLA i MSLA) utwardzają płynną żywicę za pomocą światła ultrafioletowego i mogą drukować bardzo drobne szczegóły, podczas gdy wytłaczanie filamentu zwykle ogranicza dokładność do kilku dziesiątych mikrometra. Sprawia to, że są one doskonałe do drukowania miniatur, figurek i wielu szczegółowych prototypów. Druk żywiczny wymaga jednak bardziej skomplikowanej procedury mycia i utwardzania oraz bardziej rygorystycznych środków bezpieczeństwa i obsługi.
Korzyści i ograniczenia
Piękno drukarek konsumenckich polega na tym, że są one niedrogie i mają szeroką użyteczność. Można je szybko iterować, twórczo eksperymentować i umożliwiać proste prototypowanie bez konieczności wydawania pieniędzy na sprzęt przemysłowy. Konserwacja i kalibracja nie są zwykle tak problematycznym zadaniem, ale mogą pochłaniać czas użytkownika.
Ich słabości wynikają z faktu, że wymagają one dokładnych, powtarzalnych lub dobrze radzących sobie z materiałami wydruków. Tolerancje wymiarowe mogą pełzać, wykończenie powierzchni wymaga obróbki końcowej, a wytrzymałość mechaniczna różni się w zależności od orientacji wydruku. Mimo, że maszyny te są idealne do nauki i lekkiej pracy, ich niezawodność na poziomie produkcyjnym nie jest zazwyczaj ich cechą.
2. Prosumenckie drukarki 3D
Prosumenckie drukarki 3D to amatorskie urządzenia o profesjonalnych możliwościach. Zazwyczaj znajdują się w studiach projektowych, działach inżynieryjnych i małych firmach produkcyjnych. Choć wytłaczanie materiałów pozostaje w tym aspekcie znaczącą technologią, maszyny te są znacznie bardziej zaawansowane. Takie cechy jak zamknięte komory grzewcze, monitorowanie filamentu, hartowane dysze i zwiększona temperatura hotendów pozwalają na przetwarzanie polimerów inżynieryjnych, w tym nylonu, poliwęglanu i TPU [5].
Prosumencki system kadzi do fotopolimeryzacji oferuje optymalne systemy optyczne, precyzyjną kalibrację i sprawdzone profile żywicy. Skutkuje to lepszą dokładnością wymiarową i przewidywalnością właściwości materiału. Drukarki te są najczęściej stosowane w takich dziedzinach jak stomatologia, projektowanie produktów i odlewnictwo, gdzie wymagana jest precyzja i ostre krawędzie.
W kompaktowych systemach fuzji proszków polimerowych zapowiadane są bardziej zaawansowane technologicznie systemy prosumenckie, w tym SLS. Drukarki takie pozwalają na produkcję wytrzymałych i izotropowych komponentów bez jakiegokolwiek wsparcia, a produkcja krótkoseryjna i funkcjonalne zespoły są teraz możliwe.
Korzyści i ograniczenia
Drukarki prosumenckie oferują wysoki wzrost niezawodności, spójności i elastyczności materiałów. Zmniejsza się liczba błędów w wydrukach, zwiększają się tolerancje, a maszyny nadają się do profesjonalnego użytku przez cały czas. Stanowią one opłacalną inwestycję, ponieważ umożliwiają eksperymentowanie i generowanie przychodów.
Te kompromisy pociągają za sobą wyższe koszty nabycia, większą złożoność obsługi i surowe wymagania środowiskowe. Korzystanie z technologii takich jak SLS wymaga obsługi proszku i wentylacji. Mimo że drukarki doskonale sprawdzają się w produkcji na małą skalę i prototypowaniu na poziomie funkcjonalnym, mogą nie zapewniać przepustowości i struktur certyfikacji, jak ma to miejsce w branżach podlegających ścisłym regulacjom.
3. Przemysłowe drukarki 3D
Przemysłowe drukarki 3D są opracowywane do pracy w środowisku biznesowym, w którym warunki produkcji nie mogą być zagrożone pod względem powtarzalności, identyfikowalności i wydajności [6]. Systemy te są większe, bardziej wytrzymałe i głęboko osadzone w zarządzanych procesach roboczych. Technologie fuzji w złożu proszkowym są szczególnie wyjątkowe, gdy są używane z tymi maszynami. Polimerowe maszyny SLS i MJF mogą wytwarzać komponenty końcowe o wysokich i niemal izotropowych właściwościach mechanicznych. Metalowa fuzja proszkowa DMLS i SLM to technologie wykorzystywane do produkcji gęstych części metalowych stosowanych w lotnictwie, instrumentach medycznych i urządzeniach.
Kolejnym filarem przemysłowej produkcji addytywnej są systemy bezpośredniego osadzania energii. Doskonale sprawdzają się w naprawie części metalowych o wysokiej wartości, produkcji dużych struktur i umożliwiają wytwarzanie hybrydowych konfiguracji produkcyjnych, które łączą osadzanie addytywne z obróbką CNC.
Strumieniowanie materiałów również odgrywa rolę na tym poziomie, zwłaszcza tam, gdzie ważne są możliwości wielomateriałowe, dokładność kolorów i realizm powierzchni. Istnieją również przemysłowe systemy wytłaczania materiałów, szczególnie w przypadku wysokowydajnych polimerów, takich jak PEEK i PEI, które wymagają podgrzewanych komór i precyzyjnej regulacji termicznej.
Korzyści i ograniczenia
Drukarki przemysłowe zapewniają wysoką powtarzalność, wydajność materiałową i skalowalność. Są one kodowane jako automatycznie działające programy z monitorowaniem w czasie rzeczywistym, sprzężeniem zwrotnym w zamkniętej pętli i często stosowane są certyfikowane bazy danych materiałów. Produkcja addytywna jest niezawodnym mechanizmem produkcyjnym w takich warunkach.
Głównymi wadami są ograniczenia finansowe i operacyjne. Inwestycje kapitałowe są wysokie, warunki instalacji sztywne, a wykwalifikowany personel niezbędny. Dalsze komplikacje obejmują przepływy pracy po obróbce, procedury zapewnienia jakości i certyfikację materiałów. Maszyny te są uzasadnione, gdy wydajność, dostosowanie lub swoboda geometryczna mają większą wartość niż konwencjonalne ograniczenia produkcyjne.
Wnioski
Druk 3D stał się strategiczną technologią produkcyjną, która wpływa na projekt inżynieryjny, łańcuch dostaw i ekonomikę produkcji. Zrozumienie różnych rodzajów druku 3D, drukarek i systemów materiałowych pozwala projektantom i inżynierom podejmować właściwe decyzje, które pomagają zwiększyć wartość celów produkcyjnych.
Referencje
[1] Instytut Spawalnictwa. (2025). Czym jest wytłaczanie materiałów? (Kompletny przewodnik). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25 kwietnia). Czym jest fotopolimeryzacja w kadzi: Proces, zastosowania, materiały i koszty. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Projektowanie produktów inżynieryjnych (2024, 8 czerwca). Fuzja w łożu proszkowym - SLS, DMLS, EBM i MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] 3D Chimera (2018, 15 sierpnia) Przemysłowe a konsumenckie drukarki 3D. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, 28 stycznia). Zrozumienie drukarek 3D dla użytkowników indywidualnych: Zaawansowane rozwiązania desktopowe i półprofesjonalne. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 cech przemysłowej drukarki 3D. https://3dgence.com/3dnews/industrial-3d-printers/











