
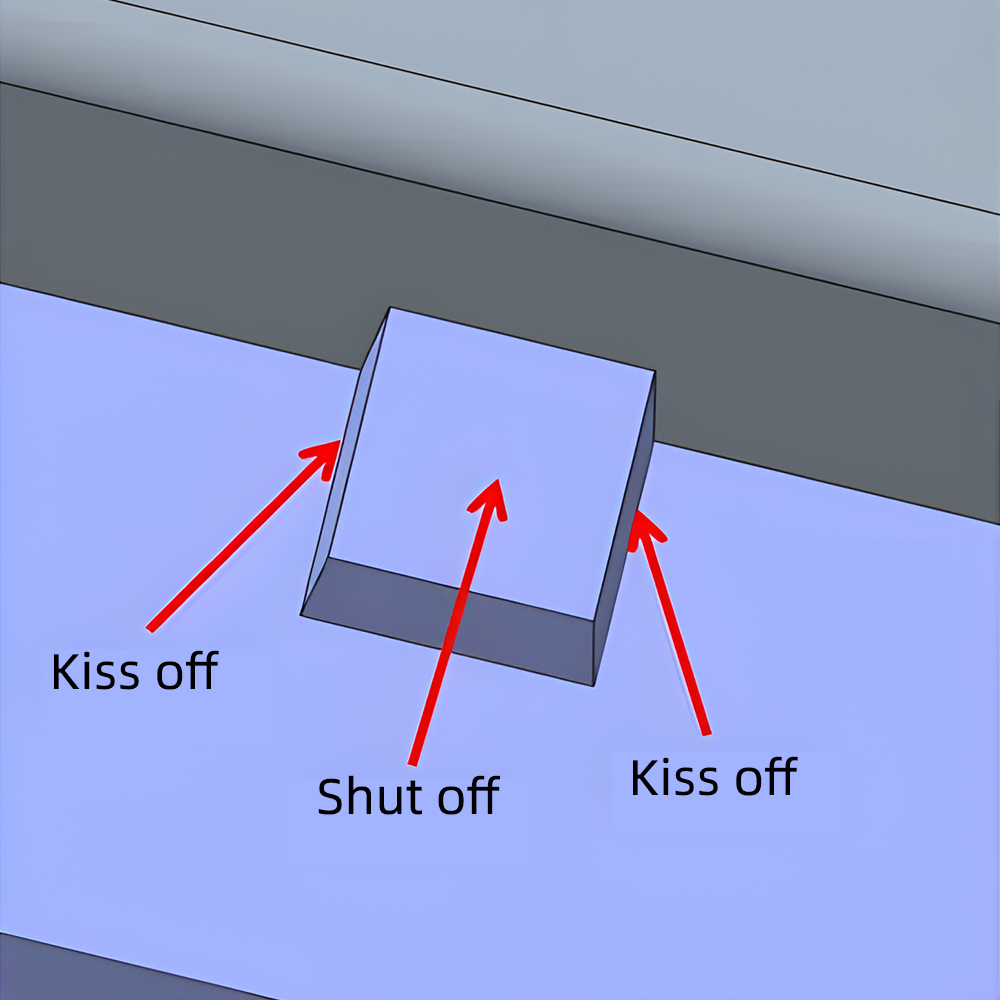

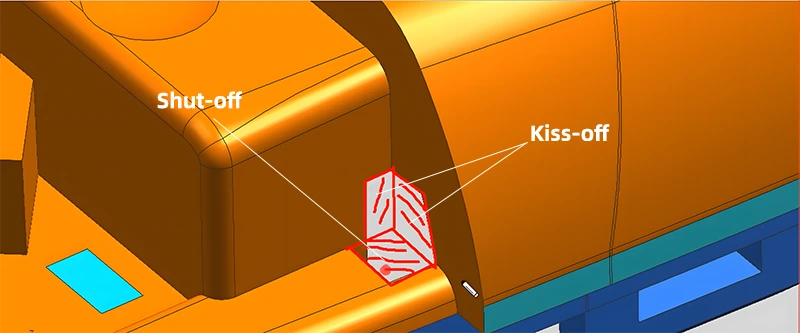
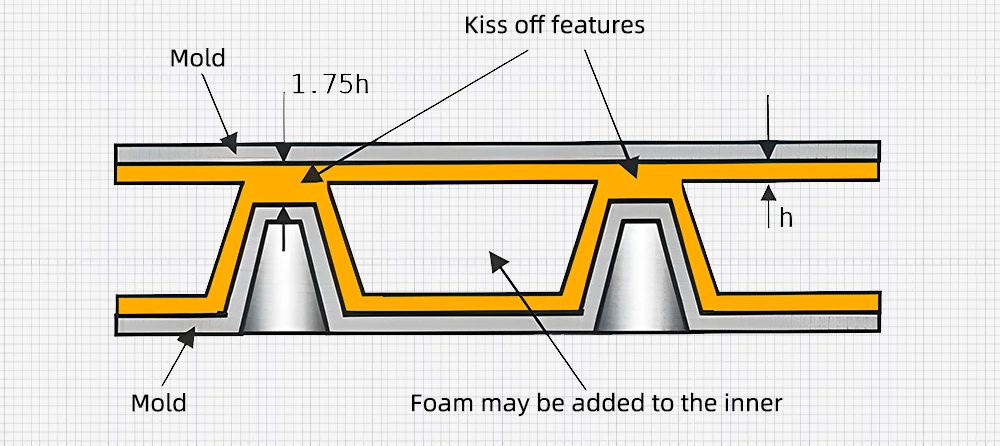
Shut off and kiss off are two major fundamental principles in plastic molding frequently encountered in mold design. Parting surfaces ascertain how to use kiss-off or shut-off. The plastic production industry acts as the cornerstone of modern manufacturing. Understanding different techniques adopted in producing high-quality products is essential. Among these approaches, kiss-off and shut-off play a critical part in guaranteeing that plastic components manufacturing occurs appropriately to satisfy the required demand. These terms describe particular components of the molding process that, when properly adjusted, can greatly improve the final product’s quality and manufacturing efficiency.
Kiss-off features a small, localized defect found on a molded part that occurs when molten plastic separates from the runner before it fills the cavity. As a result, sink marks, voids, or other defects occur on the part surface. Shut-off is when molten plastic enters the mold cavity after being separated from the runner. The separation usually happens at the shut-off angle which is the angle that occurs when two halves of the mold join.
This article delves deeper into the key concepts of shut off and kiss off in plastic production. We will discover the best practices in the processes to improve product quality and efficiency for optimal results.
Understanding The Concepts Behind Shut Off And Kiss Off
Kiss-off in plastic molding can refer to a design feature where two or more molded objects touch or “kiss each other in the absence of any kind of bond or weld. This approach results in a thin, controlled line or point of contact between parts. This occurs often when there is the expectation of complete separation or when the parts being molded need to separate afterward. It’s a process common in areas where parts need to be separated after molding or when parts are required to move relative to each other without being disconnected separately.
How does Kiss-off work?
This procedure entails carefully designed mold cavities which will permit some parts of the molded pieces to join lightly during the molding process. The working principle of kiss-off is as described below.
Mold Design: this design happens in such a way that only specific sections come into contact with each other. The sections create thin walls or ridges that align closely but do not completely unite.
Injection and Cooling: molten plastic is injected into the mold, fills the cavity, and takes the shape of the design which includes the kiss-off areas.
Kiss-off Formation: after the cooling, the plastic solidifies and the parts on the kiss-off points will touch lightly. These sections are intentionally designed to touch lightly to prevent full fusion to permit a controlled line or area of contact.
Demolding: when cooling and solidification are complete, the mold ejects from the mold cavity. The kiss-off points get readily separated by hand or machine, or they can stay connected until further processing, depending on the design.
Benefits and applications Of Kiss-offs
Reduce material wastage: kiss-offs designed for specific areas, make the manufacturers minimize the amount of material usage without necessarily compromising the structure and design integrity of the product.
Customization: Kiss-off features provide versatility in product design and functionality by allowing for the creation of unique break lines or hinge points.
Controlled Separation: enables separation of the parts easier without the need for additional processing and cuttings overall simplifying assembly and packaging.
Snap-Fit Assemblies: this process is frequently utilized for the parts that need to snap together or apart. Providing weak spots for easier separation and breaking.
Aesthetic and functional features: these features craft aesthetically pleasing products like decorative lines.
How Does Shut-Off Work?
Shut off is more than just where the molten plastic is introduced into the mold cavity. It’s a critical part of design that impacts the mold life, part quality, and overall production efficiency. Mold shut-offs design elements that allow engineers and designers to solve challenging tooling and design problems. Shutoff occurs in the system mechanism or within the mold design depending on the molding technique chosen.
Shut–off angle acts as a pivotal factor that determines the success and failure of the molded parts. However, this feature is overlooked in the grand scheme of injection molding. It’s the angle that forms when two half molds meet and its effect on the overall process is extensive. This angle is responsible for preventing collisions between the core and the cavity during closure. Therefore, the possibility of potential misalignment is greatly avoided. The angle protects the entire mold system ensuring smooth operations and averting the unwanted friction between metal faces. This is especially needed when there’s parallel movement between the tooling direction and the mold parting line.
A shut-off angle that is too small might cause a common defect referred to as a flash. The period when the molten plastic inside the mold cavity escapes during the clamping process causing unwanted material to build up on the part. As a result, it alters the part’s functionality and aesthetics and can further lead to part rejection.
The degree of the Shut-off angle
The degree of the shut-off angle is a critical parameter that significantly affects the mold process. The rule governing shut-off angles dictates that it must be more than 3 degrees. Although the general guidelines apply, it’s important to realize that many variables influence the ideal shut-off angle.
- Part Geometry: the complexity and shape of the part influence the degree of shut-off angle. For example, thick-walled parts require large angles and the opposite is true.e
- Mold design: The overall design structure of the mold especially elements like the parting line location and the runner system.
- Desired part quality: dimensional accuracy, surface finish and the mechanical properties needed for the part influence the angle.
- Material properties: materials found in plastics have varying shrinkage rates and viscosities, affecting the optimal shut-off angle.
Types of Shut-Off Angles
There are four types of shut-off angles each improving your injection molding experience differently:
Saddle shut-off angles:
It has incredibly flexible features that allow the design of intricate features like hooks, and holes without the need for extra side actions. Preferred as the go-to option for designers who want to create complex designs that are still functional and expand their creative options.
Wipes Shut-Off angle
It improves the injection molding process by introducing wiping action during closure. This mechanism reduces flaws and creates a smooth, clean surface between mold pieces. This polishes the molded parts and elevates the design of the shut-off mechanism.
Flat Shut-Off Angle
The flat molding shut-off angle is a straightforward and effective method that produces a smooth surface that guarantees an exact and seamless seal between the cavity and core. This kind of shut-off angle emphasizes the accuracy and grace of the molding process while ensuring a clean finish. Because of its simple implementation, it is perfect for situations where simplicity is essential.
Radiused Saddle Shut-Off Angle
The molding process is more complex than the radiused saddle shut-off angle, which adds a curvature to the conventional saddle shut-off. The rounded corners improve sealing properties and provide a more seamless mold closing procedure. The mold’s lifespan increases by this design, which reduces wear and tear. This method is an excellent choice for applications demanding both practicality and sophistication since it demonstrates a dedication to precision and durability.
The Significance of Proper Shut-Off Design
- Improved Part Quality: A meticulously designed shutoff angle is a guard against defects such as flashes, short shots, and sink marks. Furthermore, it contributes to uniform wall thickness, averting stress points and enhancing overall strength. Precise angles aid in maintaining uniform dimensions critical for assembly and operation. The material is evenly distributed to improve the part’s strength and resistance to stress.
- Extend mold life: A properly designed shut-off reduces friction and stress concentrations when the mold closes and opens. This minimizes tears and wear on components such as ejector pins, cavity surfaces, and parting lines. Excess forces due to incorrect angles can cause various types of damage like; cracking, cavity damage, and erosion. Once these damages stop, they extend the mold’s overall lifespan.
- Increased production efficiency: minimizing parts defects, and redoing the work take a little less time. A balanced shut-off angle facilitates uniformity in the cooling process accelerating cycle times. Fewer defects reduce material wastage. Standards parts dimensions reduce the need for secondary operations.
- Cost reduction: after dealing with all the effects, the cost of production will automatically lower. Achieving the ideal shut-off angle demands mindful consideration to ultimately drive the cost of production. Eventually, leads to elevating the product quality enhancing their competitiveness in the market.
Practical application of Kiss-offs and Shut-offs
Kiss-off is a valuable design feature used for a number of applications in the industry.
1. Hinge mechanisms
In several products like cases, containers, and caps kiss-off creates living hinges. These sections appear flexible and thin and provide parts with the ability to open and close bending across a controlled axis.
2. Air vents and openings
It can craft thin, fragile objects that can easily be removed after production. For example, vent holes in the vehicle dashboard parts get easily installed and removed by the user.
3. Snap-Fit Components
These components connect and disconnect without additional fasteners. Such products are popular in consumer electronics, packaging, and automotive parts.
4. Break-Away Tabs
items requiring tamper-evident seals use kiss-off to make break-away tabs. Frequently used in food industry containers and medical devices. These tabs get lightly attached to the main body so that when they break off the product indicates it has been used.
5. Cosmetic or Functional Lines
kiss-off creates a weak spot that detaches later or designates a separation line for distinct color or material selections. These designs make visually pleasing products.
6. Controlled separation
The most useful form of controlled separation in a product is when a single piece manufactured requires splitting into multiple parts. An example of plastic model kits in which molding takes place in multipart assemblies but is later separated for assembly.
Shut-offs fundamental success in practical applications is wide;
a. Packaging
packages such as bottles, and closures created through a shut-off form of design. Bottlenecks and bases require precise shut-off placements. The creation of tight seals is paramount the prevent leaks. Features such as threads and internal components demand this design.
b. Medical devices
The delicate shapes and features of surgical tools, such as handles and working ends, must consider the shut-off design. Accurate medicine dose become certain by retaining the interior diameter of the barrel with a precise shut-off location.
c. Consumer Products
These frequently have intricate designs and thin walls, so it’s important to put the shut-off precisely to avoid flash. For example, in electronics housings, the design must consider the incorporation of antennas, and buttons, For products like bowls and plates to last, the wall thickness must be constant. In this case, material distribution is paramount.
d. Automotive Industry
Multiple shut-offs are necessary for complex geometries to guarantee uniform and full filling of the mold cavity. Dashboard components like vents and instrument clusters follow this procedure. Door panels have complex curves, therefore shut-offs are established carefully to prevent warping and sink marks. Armrests and door handles, for example, should show up in the design.
e. Construction industry
From tooling and equipment to molding of plastic components used in the construction industry, the shut-off principle directly applies to these processes. The majority if not all of the fittings used in constriction such as pipes, and insulation panels unfold through injection molding processes and this design holds relevance.
Conclusion
Kiss-off and shut-off play separate but complementary roles in the injection molding process being the essential components. Gaining the best possible outcomes in the production of plastics requires mastery of both designs. Manufacturers may create high-quality products, cut expenses, and improve overall process efficiency by comprehending the subtleties of kiss-offs and shut-offs. As we’ve explored it’s clear that proper design is necessary for molding operations to be successful.


















