
Afsluiten en afkussen zijn twee belangrijke basisprincipes in kunststof spuitgieten die vaak voorkomen in matrijsontwerp. Afscheidingsvlakken bepalen hoe kiss-off of shut-off gebruikt moet worden. De kunststofproductie-industrie vormt de hoeksteen van de moderne productie. Het is essentieel om de verschillende technieken te begrijpen die gebruikt worden bij het produceren van producten van hoge kwaliteit. Onder deze benaderingen spelen kiss-off en shut-off een cruciale rol om te garanderen dat de productie van kunststof onderdelen op de juiste manier gebeurt om aan de vereiste vraag te voldoen. Deze termen beschrijven bepaalde onderdelen van het spuitgietproces die, als ze goed worden afgesteld, de kwaliteit van het eindproduct en de productie-efficiëntie aanzienlijk kunnen verbeteren.
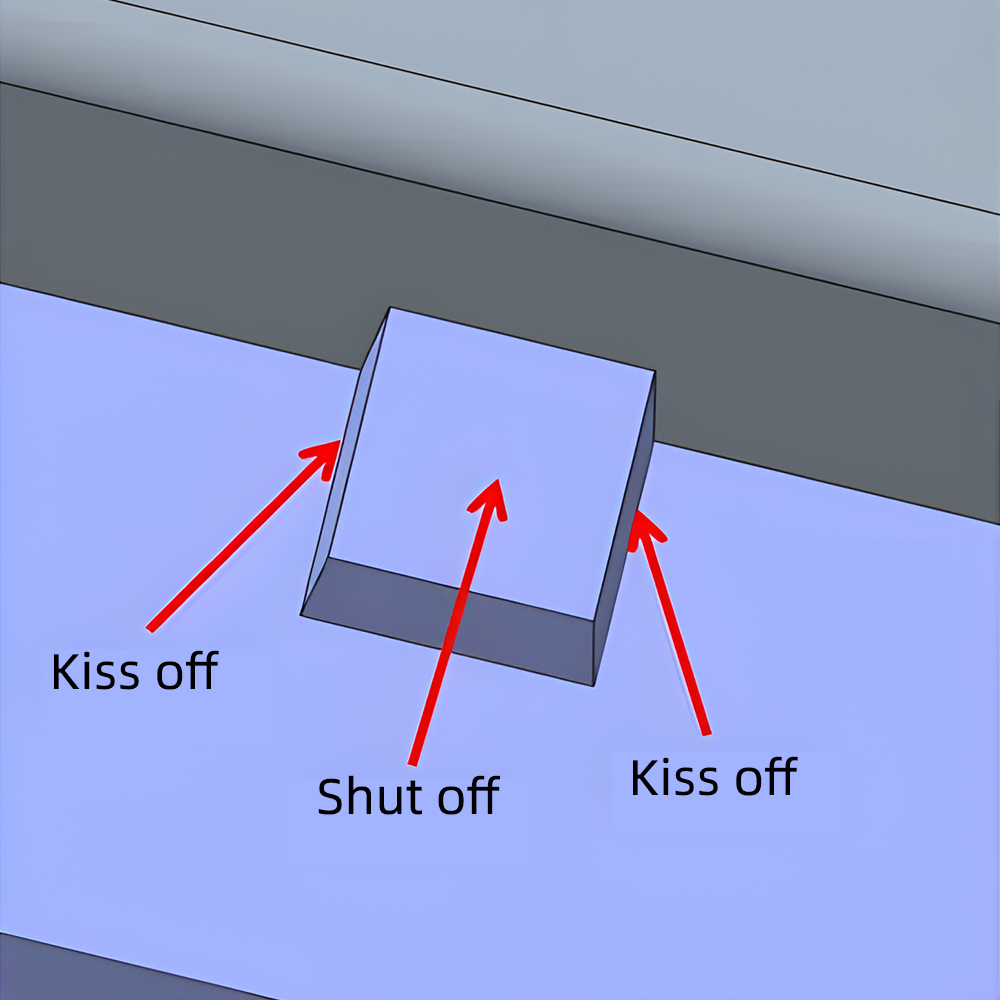
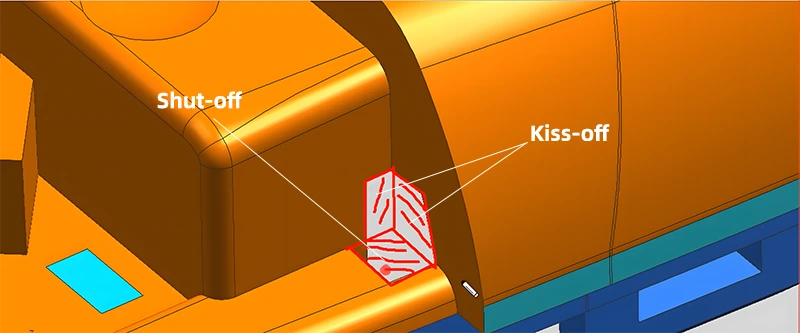
Kiss-off is een klein, gelokaliseerd defect op een spuitgietproduct dat ontstaat wanneer gesmolten kunststof loskomt van het spuitgietproduct. hardloper voordat het de holte vult. Met als resultaat, zinkvlekkenleegtes, of andere gebreken optreden op het oppervlak van het werkstuk. Afsluiten is wanneer gesmolten kunststof de matrijsholte binnengaat nadat het is gescheiden van de runner. De scheiding gebeurt meestal onder de afsluitingshoek, de hoek die optreedt wanneer twee helften van de mal samenkomen.
Dit artikel gaat dieper in op de sleutelconcepten van afsluiten en afzoomen bij kunststofproductie. We ontdekken de best practices in de processen om de productkwaliteit en efficiëntie te verbeteren voor optimale resultaten.
De concepten achter afsluiten en afkoelen begrijpen
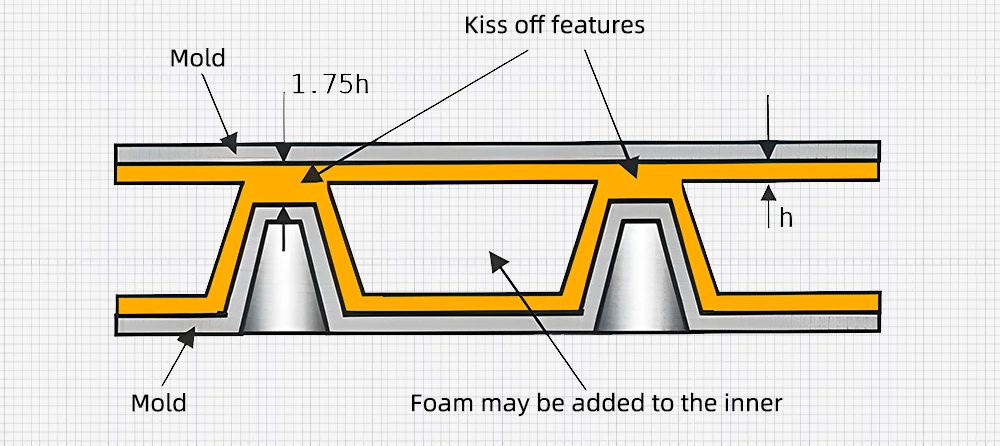
Kiss-off in kunststof spuitgieten kan verwijzen naar een ontwerpkenmerk waarbij twee of meer spuitgietproducten elkaar raken of "kussen" zonder enige vorm van verbinding of las. Deze benadering resulteert in een dunne, gecontroleerde lijn of contactpunt tussen de onderdelen. Dit gebeurt vaak als er een volledige scheiding wordt verwacht of als de spuitgietproducten naderhand moeten worden gescheiden. Het is een veel voorkomend proces in gebieden waar onderdelen na het gieten gescheiden moeten worden of wanneer onderdelen ten opzichte van elkaar moeten bewegen zonder afzonderlijk losgekoppeld te worden.
Hoe werkt Kiss-off?
Deze procedure omvat zorgvuldig ontworpen matrijsholten die het mogelijk maken dat sommige delen van de gevormde stukken tijdens het spuitgieten lichtjes samenvloeien. Het werkingsprincipe van kiss-off wordt hieronder beschreven.
Vormontwerp: Dit ontwerp gebeurt op zo'n manier dat alleen specifieke secties met elkaar in contact komen. De secties creëren dunne wanden of richels die nauw op elkaar aansluiten maar niet volledig samenkomen.
Injectie en koeling: Gesmolten kunststof wordt in de mal gespoten, vult de holte en neemt de vorm aan van het ontwerp, inclusief de kiss-off gebieden.
Kusvorm: Na het afkoelen stolt de kunststof en zullen de delen op de kiss-off punten elkaar licht raken. Het is de bedoeling dat deze delen elkaar lichtjes raken om volledige versmelting te voorkomen en een gecontroleerde lijn of contactzone mogelijk te maken.
Ontvouwen: Wanneer het koelen en stollen voltooid is, wordt de mal uit de matrijsholte geworpen. De kiss-off punten worden gemakkelijk gescheiden met de hand of machine, of ze kunnen verbonden blijven tot verdere verwerking, afhankelijk van het ontwerp.
Voordelen en toepassingen van Kiss-offs
Materiaalverspilling verminderen: kiss-offs die ontworpen zijn voor specifieke gebieden, zorgen ervoor dat fabrikanten zo min mogelijk materiaal gebruiken zonder dat dit ten koste gaat van de structuur en ontwerpintegriteit van het product.
Aanpassing: Kiss-off functies bieden veelzijdigheid in productontwerp en functionaliteit doordat unieke breuklijnen of scharnierpunten kunnen worden gecreëerd.
Gecontroleerde scheiding: maakt het scheiden van de onderdelen eenvoudiger zonder dat er extra bewerkingen en snijresten nodig zijn, wat de assemblage en verpakking vereenvoudigt.
Snap-Fit assemblagesDit proces wordt vaak gebruikt voor onderdelen die in elkaar moeten klikken of uit elkaar moeten worden gehaald. Dit zorgt voor zwakke plekken zodat ze gemakkelijker uit elkaar kunnen worden gehaald en breken.
Esthetische en functionele kenmerken: Deze functies maken esthetisch aantrekkelijke producten zoals decoratieve lijnen.
Hoe werkt de uitschakeling?
Afsluiten is meer dan alleen de plaats waar het gesmolten kunststof in de matrijsholte wordt gebracht. Het is een cruciaal onderdeel van het ontwerp dat van invloed is op de levensduur van de matrijs, de kwaliteit van het product en de algehele productie-efficiëntie. Mold shut-offs zijn ontwerpelementen waarmee ingenieurs en ontwerpers uitdagende gereedschaps- en ontwerpproblemen kunnen oplossen. De afsluiting vindt plaats in het systeemmechanisme of in het matrijsontwerp, afhankelijk van de gekozen matrijstechniek.
De afsluithoek is een cruciale factor die bepalend is voor het succes of falen van de spuitgietproducten. Deze eigenschap wordt echter over het hoofd gezien in het grote geheel van spuitgieten. Het is de hoek die gevormd wordt wanneer twee halve mallen elkaar raken en het effect ervan op het totale proces is enorm. Deze hoek is verantwoordelijk voor het voorkomen van botsingen tussen de kern en de holte tijdens het sluiten. Daarom wordt de mogelijkheid van een verkeerde uitlijning sterk vermeden. De hoek beschermt het hele matrijssysteem voor een soepele werking en voorkomt ongewenste wrijving tussen metalen oppervlakken. Dit is vooral nodig als er een parallelle beweging is tussen de gereedschapsrichting en de deellijn van de matrijs.
Een te kleine afsluithoek kan een veelvoorkomend defect veroorzaken dat wordt aangeduid als een flits. De periode waarin het gesmolten kunststof in de matrijsholte ontsnapt tijdens het klemproces, waardoor ongewenst materiaal zich ophoopt op het onderdeel. Dit verandert de functionaliteit en esthetiek van het onderdeel en kan leiden tot afkeur.
De mate van de uitschakelhoek
De graad van de afsluithoek is een kritieke parameter die het matrijsproces aanzienlijk beïnvloedt. De regel voor afsluithoeken is dat deze meer dan 3 graden moet zijn. Hoewel de algemene richtlijnen gelden, is het belangrijk om te beseffen dat veel variabelen de ideale afsnijhoek beïnvloeden.
- Deelgeometrie: de complexiteit en vorm van het onderdeel beïnvloeden de mate van afsluithoek. Zo hebben dikwandige onderdelen grote hoeken nodig en is het omgekeerde waar.e
- Vormontwerp: De algemene ontwerpstructuur van de matrijs, met name elementen zoals de locatie van de deellijn en het runnersysteem.
- Gewenste onderdeelkwaliteit: De hoek wordt beïnvloed door de maatnauwkeurigheid, de oppervlakteafwerking en de mechanische eigenschappen die nodig zijn voor het onderdeel.
- Materiaaleigenschappen: Materialen in kunststoffen hebben verschillende krimpsnelheden en viscositeiten, wat de optimale afsluithoek beïnvloedt.
Soorten afsluitingshoeken
Er zijn vier soorten afsluithoeken die elk op een andere manier je spuitgietervaring verbeteren:
Afsluithoeken voor zadels:
Het heeft ongelooflijk flexibele functies waarmee ingewikkelde elementen zoals haken en gaten kunnen worden ontworpen zonder dat er extra handelingen aan de zijkant nodig zijn. Het is de optie bij uitstek voor ontwerpers die complexe ontwerpen willen maken die toch functioneel zijn en hun creatieve opties willen uitbreiden.
Doekjes Afsluithoek
Het verbetert het spuitgietproces door een afvegende werking tijdens het sluiten. Dit mechanisme vermindert fouten en zorgt voor een glad, schoon oppervlak tussen de vormstukken. Dit polijst de spuitgietproducten en verbetert het ontwerp van het afsluitmechanisme.
Vlakke afsluithoek
De vlakke afwerkhoek is een eenvoudige en effectieve methode die een glad oppervlak produceert dat een exacte en naadloze afdichting tussen de holte en de kern garandeert. Deze afsluithoek benadrukt de nauwkeurigheid en elegantie van het spuitgietproces en zorgt voor een schone afwerking. Door de eenvoudige uitvoering is het perfect voor situaties waar eenvoud essentieel is.
Afsluithoek afgerond zadel
Het gietproces is complexer dan de afgeronde zadelafsluithoek, die een kromming toevoegt aan de conventionele zadelafsluithoek. De afgeronde hoeken verbeteren de afdichtingseigenschappen en zorgen voor een meer naadloze sluitprocedure van de matrijs. De levensduur van de matrijs neemt toe door dit ontwerp, dat slijtage vermindert. Deze methode is een uitstekende keuze voor toepassingen die zowel praktisch als geraffineerd zijn, omdat ze blijk geeft van toewijding aan precisie en duurzaamheid.
Het belang van een goed afsluitontwerp
- Verbeterde kwaliteit van onderdelen: Een zorgvuldig ontworpen afsluitingshoek is een bescherming tegen defecten zoals flitsen, korte slagen en verzinkplekken. Bovendien draagt de hoek bij aan een uniforme wanddikte, waardoor spanningspunten worden vermeden en de algehele sterkte wordt verbeterd. Nauwkeurige hoeken helpen bij het handhaven van uniforme afmetingen die essentieel zijn voor assemblage en gebruik. Het materiaal wordt gelijkmatig verdeeld om de sterkte en spanningsbestendigheid van het onderdeel te verbeteren.
- Verleng de levensduur van schimmels: Een goed ontworpen afsluiting vermindert wrijving en spanningsconcentraties bij het sluiten en openen van de matrijs. Dit minimaliseert scheuren en slijtage op onderdelen zoals uitwerppennen, holteoppervlakken en deellijnen. Te grote krachten als gevolg van onjuiste hoeken kunnen verschillende soorten schade veroorzaken, zoals scheuren, holteschade en erosie. Zodra deze schade stopt, wordt de totale levensduur van de mal verlengd.
- Verhoogde productie-efficiëntie: Defecten aan onderdelen worden geminimaliseerd en het werk opnieuw doen neemt iets minder tijd in beslag. Een uitgebalanceerde afkoelhoek maakt uniformiteit in het koelproces mogelijk, waardoor cyclustijden worden versneld. Minder defecten verminderen materiaalverspilling. Standaard afmetingen van onderdelen verminderen de noodzaak voor secundaire bewerkingen.
- Kostenbesparing: Na het aanpakken van alle effecten zullen de productiekosten automatisch dalen. Het bereiken van de ideale afsluitingshoek vereist een zorgvuldige afweging om uiteindelijk de productiekosten te verlagen.. Uiteindelijk leidt dit tot een hogere productkwaliteit en een betere concurrentiepositie op de markt.
Praktische toepassing van Kiss-offs en Shut-offs
Kiss-off is een waardevolle ontwerpfunctie die wordt gebruikt voor een aantal toepassingen in de industrie.
1. Scharniermechanismen
In verschillende producten zoals koffers, containers en doppen creëert kiss-off levende scharnieren. Deze secties zijn flexibel en dun en bieden onderdelen de mogelijkheid om buigend te openen en te sluiten over een gecontroleerde as.
2. Ventilatieopeningen en -openingen
Het kan dunne, breekbare voorwerpen maken die na productie gemakkelijk verwijderd kunnen worden. Ventilatiegaten in dashboardonderdelen van auto's kunnen bijvoorbeeld gemakkelijk door de gebruiker worden geïnstalleerd en verwijderd.
3. Snap-Fit onderdelen
Deze onderdelen kunnen worden aangesloten en losgekoppeld zonder extra bevestigingsmiddelen. Dergelijke producten zijn populair in consumentenelektronica, verpakkingen en auto-onderdelen.
4. Losse tabbladen
items die verzegelingen vereisen die manipulatie tegengaan, maken gebruik van kiss-off om breekbare lipjes te maken. Deze worden vaak gebruikt in verpakkingen voor de voedingsindustrie en medische hulpmiddelen. Deze lipjes worden lichtjes vastgemaakt aan de behuizing zodat wanneer ze afbreken het product aangeeft dat het gebruikt is.
5. Cosmetische of functionele lijnen
kiss-off creëert een zwakke plek die later loslaat of geeft een scheidingslijn aan voor aparte kleur- of materiaalkeuzes. Deze ontwerpen zorgen voor visueel aantrekkelijke producten.
6. Gecontroleerde scheiding
De nuttigste vorm van gecontroleerde scheiding in een product is wanneer een enkel vervaardigd stuk moet worden opgesplitst in meerdere onderdelen. Een voorbeeld hiervan zijn plastic modelbouwpakketten waarbij het gieten plaatsvindt in meerdelige assemblages maar later wordt gescheiden voor assemblage.
Afsluiters kennen een groot succes in praktische toepassingen;
a. Verpakking
Verpakkingen zoals flessen en sluitingen die zijn gemaakt door middel van een afsluitend ontwerp.. Knelpunten en bodems vereisen nauwkeurige afsluitingen. Het creëren van dichte afdichtingen is van het grootste belang om lekken te voorkomen. Eigenschappen zoals draden en interne componenten vereisen dit ontwerp.
b. Medische apparaten
De delicate vormen en kenmerken van chirurgisch gereedschap, zoals handgrepen en werkuiteinden, moeten rekening houden met het afsluitontwerp. Nauwkeurige medicijndosering wordt zeker door de binnendiameter van het vat te behouden met een precieze afsluitlocatie.
c. Consumentenproducten
Deze hebben vaak ingewikkelde ontwerpen en dunne wanden, dus het is belangrijk om de afsluiting precies te plaatsen om knipperen te voorkomen. In elektronicabehuizingen bijvoorbeeld moet bij het ontwerp rekening worden gehouden met de integratie van antennes en knoppen. Om ervoor te zorgen dat producten zoals schalen en borden lang meegaan, moet de wanddikte constant zijn. In dit geval is materiaalverdeling van het grootste belang.
d. Automobielindustrie
Voor complexe geometrieën zijn meerdere afsluitingen nodig om een gelijkmatige en volledige vulling van de matrijsholte te garanderen. Dashboardonderdelen zoals ventilatieopeningen en instrumentenclusters volgen deze procedure. Deurpanelen hebben complexe rondingen, daarom worden de afsluitingen zorgvuldig bepaald om kromtrekken en verzakkingen te voorkomen. Armsteunen en deurgrepen moeten bijvoorbeeld zichtbaar zijn in het ontwerp.
e. Bouwnijverheid
Van gereedschap en apparatuur tot het spuitgieten van kunststof onderdelen die in de bouw worden gebruikt, het afsluitprincipe is rechtstreeks van toepassing op deze processen. De meeste, zo niet alle hulpstukken die in de bouw worden gebruikt, zoals buizen en isolatiepanelen, worden gespuitgiet en dit ontwerp is relevant.
Conclusie
Kiss-off en shut-off spelen afzonderlijke maar complementaire rollen in het spuitgietproces als essentiële componenten. Voor de best mogelijke resultaten bij de productie van kunststoffen is beheersing van beide ontwerpen nodig. Fabrikanten kunnen producten van hoge kwaliteit maken, kosten besparen en de algehele procesefficiëntie verbeteren door de subtiliteiten van kiss-offs en shut-offs te begrijpen. Zoals we hebben onderzocht, is het duidelijk dat een goed ontwerp noodzakelijk is voor succesvolle spuitgietprocessen.











