
Shut off y kiss off son dos principios fundamentales en el moldeo de plásticos que se encuentran con frecuencia en diseño de moldes. Las superficies de separación determinan cómo utilizar el kiss-off o el shut-off. La industria de producción de plásticos es la piedra angular de la fabricación moderna. Es esencial comprender las diferentes técnicas adoptadas para fabricar productos de alta calidad. Entre estos enfoques, el kiss-off y el shut-off desempeñan un papel fundamental a la hora de garantizar que la fabricación de componentes de plástico se realiza de forma adecuada para satisfacer la demanda requerida. Estos términos describen componentes particulares del proceso de moldeo que, cuando se ajustan correctamente, pueden mejorar en gran medida la calidad del producto final y la eficacia de la fabricación.
Se trata de un pequeño defecto localizado en una pieza moldeada que se produce cuando el plástico fundido se separa del corredor antes de llenar la cavidad. Como resultado, marcas de hundimiento, vacíos o otros defectos se producen en la superficie de la pieza. El cierre se produce cuando el plástico fundido entra en la cavidad del molde tras separarse del canal. La separación suele producirse en el ángulo de cierre, que es el ángulo que se produce cuando se unen dos mitades del molde.
Este artículo profundiza en los conceptos clave del apagado y el besado en la producción de plástico. Descubriremos las mejores prácticas en los procesos para mejorar la calidad del producto y la eficacia para obtener resultados óptimos.
Comprender los conceptos que hay detrás de Shut Off y Kiss Off
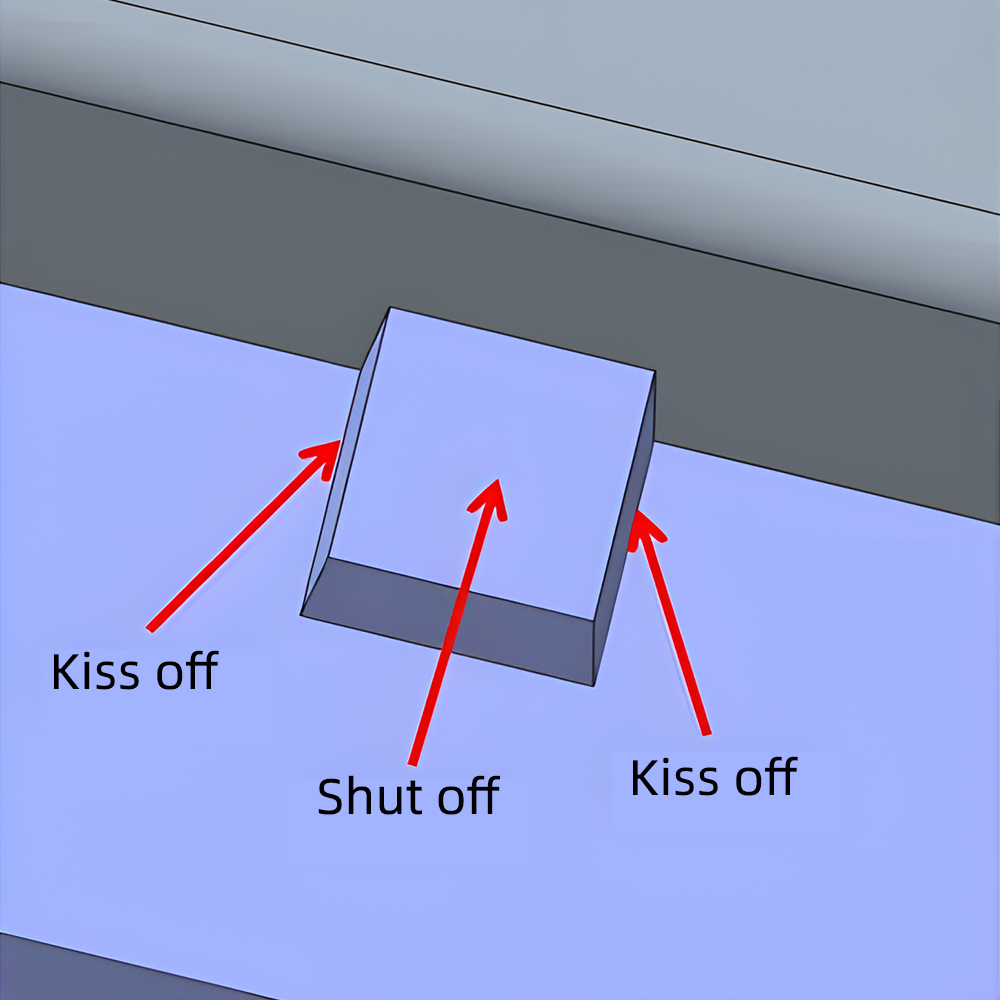
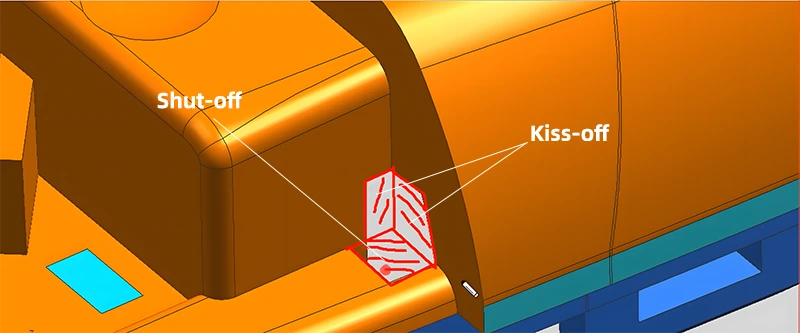
Kiss-off en el moldeo de plásticos puede referirse a una característica de diseño en la que dos o más objetos moldeados se tocan o "besan" en ausencia de cualquier tipo de unión o soldadura. Este enfoque da como resultado una línea o punto de contacto fino y controlado entre las piezas. Esto ocurre a menudo cuando se espera una separación completa o cuando las piezas moldeadas necesitan separarse después. Es un proceso habitual en áreas en las que las piezas deben separarse después del moldeo o cuando se requiere que las piezas se muevan unas respecto a otras sin desconectarse por separado.
¿Cómo funciona Kiss-off?
Este procedimiento implica cavidades de molde cuidadosamente diseñadas que permitirán que algunas partes de las piezas moldeadas se unan ligeramente durante el proceso de moldeo. El principio de funcionamiento del kiss-off es el que se describe a continuación.
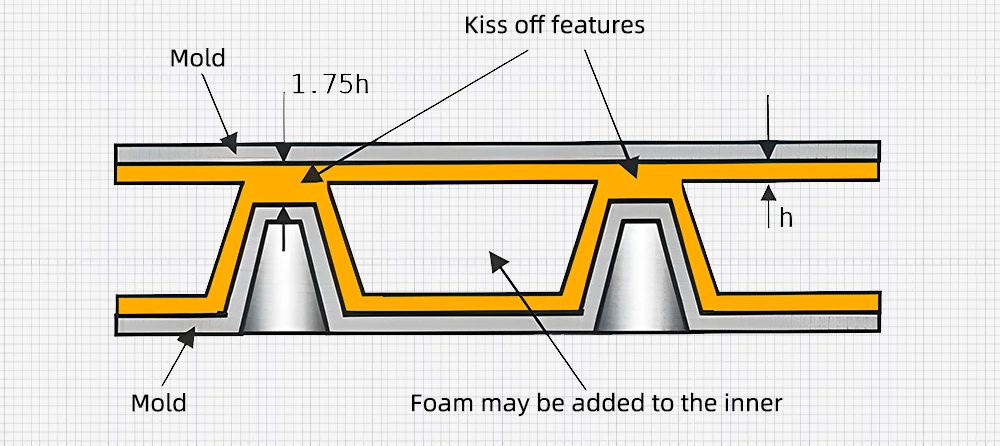
Diseño del molde: este diseño se produce de tal forma que sólo determinadas secciones entran en contacto entre sí. Las secciones crean finas paredes o crestas que se alinean estrechamente pero no se unen por completo.
Inyección y refrigeración: El plástico fundido se inyecta en el molde, llena la cavidad y adopta la forma del diseño, que incluye las zonas de besado.
Formación de beso: Tras el enfriamiento, el plástico se solidifica y las piezas de los puntos de separación se tocarán ligeramente. Estas secciones están diseñadas intencionadamente para que se toquen ligeramente para evitar la fusión completa y permitir así una línea o área de contacto controlada.
Desmoldeo: Una vez finalizado el enfriamiento y la solidificación, el molde se expulsa de la cavidad del molde. Los puntos de desmoldeo se separan fácilmente a mano o a máquina, o pueden permanecer unidos hasta su posterior procesamiento, dependiendo del diseño.
Beneficios y aplicaciones de los besos
Reducir el desperdicio de material: diseñados para zonas específicas, hacen que los fabricantes minimicen la cantidad de material utilizado sin comprometer necesariamente la estructura y la integridad del diseño del producto.
Personalización: Las características de separación proporcionan versatilidad en el diseño y la funcionalidad del producto al permitir la creación de líneas de rotura o puntos de articulación únicos.
Separación controlada: permite separar las piezas más fácilmente sin necesidad de procesos y recortes adicionales, simplificando en general el montaje y el envasado.
Conjuntos a presión: este proceso se utiliza con frecuencia para las piezas que deben unirse o separarse a presión. Proporciona puntos débiles para facilitar la separación y la rotura.
Características estéticas y funcionales: estas características elaboran productos estéticamente agradables como las líneas decorativas.
¿Cómo funciona el cierre?
El cierre es algo más que el lugar por el que se introduce el plástico fundido en la cavidad del molde. Es una parte crítica del diseño que repercute en la vida útil del molde, la calidad de la pieza y la eficacia general de la producción. Los elementos de diseño de los cierres de molde permiten a los ingenieros y diseñadores resolver difíciles problemas de utillaje y diseño. El cierre se produce en el mecanismo del sistema o dentro del diseño del molde, dependiendo de la técnica de moldeo elegida.
El ángulo de cierre es un factor fundamental que determina el éxito o el fracaso de las piezas moldeadas. Sin embargo, esta característica se pasa por alto en el gran esquema del moldeo por inyección. Es el ángulo que se forma cuando se juntan dos medios moldes y su efecto en el proceso global es amplio. Este ángulo es el responsable de evitar colisiones entre el núcleo y la cavidad durante el cierre. Por lo tanto, se evita en gran medida la posibilidad de una posible desalineación. El ángulo protege todo el sistema del molde garantizando un funcionamiento sin problemas y evitando la fricción no deseada entre las caras metálicas. Esto es especialmente necesario cuando hay un movimiento paralelo entre la dirección del utillaje y la línea de apertura del molde.
Un ángulo de cierre demasiado pequeño podría causar un defecto común denominado un destello. Es el periodo en el que el plástico fundido en el interior de la cavidad del molde se escapa durante el proceso de cierre provocando la acumulación de material no deseado en la pieza. Como resultado, altera la funcionalidad y la estética de la pieza y puede provocar además el rechazo de la misma.
El grado del ángulo de cierre
El grado del ángulo de cierre es un parámetro crítico que afecta significativamente al proceso del molde. La norma que rige los ángulos de cierre dicta que debe ser superior a 3 grados. Aunque se aplican las directrices generales, es importante darse cuenta de que muchas variables influyen en el ángulo de cierre ideal.
- Geometría de la pieza: La complejidad y la forma de la pieza influyen en el grado de ángulo de cierre. Por ejemplo, las piezas de paredes gruesas requieren ángulos grandes y lo contrario es cierto.e
- Diseño del molde: La estructura general de diseño del molde, especialmente elementos como la ubicación de la línea de apertura y el sistema de canalización.
- Calidad deseada de la pieza: La precisión dimensional, el acabado superficial y las propiedades mecánicas necesarias para la pieza influyen en el ángulo.
- Propiedades del material: Los materiales que se encuentran en los plásticos tienen diferentes velocidades de contracción y viscosidades, lo que afecta al ángulo de cierre óptimo.
Tipos de ángulos de cierre
Existen cuatro tipos de ángulos de cierre, cada uno de los cuales mejora su experiencia de moldeo por inyección de forma diferente:
Ángulos de cierre de la silla:
Tiene características increíblemente flexibles que permiten el diseño de características intrincadas como ganchos, y agujeros sin la necesidad de acciones laterales adicionales. Es la opción preferida de los diseñadores que desean crear diseños complejos que sigan siendo funcionales y amplíen sus opciones creativas.
Ángulo de cierre de las toallitas
Mejora el proceso de moldeo por inyección introduciendo una acción de barrido durante el cierre. Este mecanismo reduce los defectos y crea una superficie lisa y limpia entre las piezas del molde. Esto pule las piezas moldeadas y eleva el diseño del mecanismo de cierre.
Ángulo de cierre plano
El ángulo de cierre del moldeo plano es un método sencillo y eficaz que produce una superficie lisa que garantiza un sellado exacto y sin juntas entre la cavidad y el núcleo. Este tipo de ángulo de cierre acentúa la precisión y la gracia del proceso de moldeo al tiempo que garantiza un acabado limpio. Debido a su sencilla aplicación, es perfecto para situaciones en las que la sencillez es esencial.
Ángulo de cierre radiado
El proceso de moldeo es más complejo que el del ángulo de cierre de montura redondeado, que añade una curvatura al cierre de montura convencional. Las esquinas redondeadas mejoran las propiedades de sellado y proporcionan un procedimiento de cierre del molde más fluido. La vida útil del molde aumenta gracias a este diseño, que reduce el desgaste. Este método es una elección excelente para aplicaciones que exigen tanto practicidad como sofisticación, ya que demuestra una dedicación a la precisión y la durabilidad.
La importancia de un diseño de cierre adecuado
- Mejora de la calidad de las piezas: Un ángulo de cierre meticulosamente diseñado es una protección contra defectos como destellos, disparos cortos y marcas de hundimiento. Además, contribuye a uniformar el grosor de las paredes, evitando puntos de tensión y mejorando la resistencia general. Los ángulos precisos ayudan a mantener unas dimensiones uniformes, fundamentales para el montaje y el funcionamiento. El material se distribuye uniformemente para mejorar la fuerza de la pieza y su resistencia a la tensión.
- Alarga la vida del molde: Un cierre correctamente diseñado reduce la fricción y las concentraciones de tensión cuando el molde se cierra y se abre. Esto minimiza los desgarros y el desgaste de componentes como los pasadores eyectores, las superficies de la cavidad y las líneas de apertura. El exceso de fuerzas debido a ángulos incorrectos puede causar varios tipos de daños como; agrietamiento, daños en la cavidad y erosión. Una vez que estos daños cesan, prolongan la vida útil total del molde.
- Aumento de la eficacia de la producción: minimizando los defectos de las piezas, y rehacer el trabajo lleva menos tiempo. Un ángulo de cierre equilibrado facilita la uniformidad en el proceso de enfriamiento acelerando los tiempos de ciclo. Menos defectos reducen el desperdicio de material. Las dimensiones estándar de las piezas reducen la necesidad de operaciones secundarias.
- Reducción de costes: después de tratar todos los efectos, el coste de producción bajará automáticamente. Conseguir el ángulo de cierre ideal exige una consideración atenta para, en última instancia, impulsar el coste de producción. Finalmente, conduce a elevar la calidad del producto mejorando su competitividad en el mercado.
Aplicación práctica de los Kiss-offs y los Shut-offs
La desconexión es una valiosa característica de diseño que se utiliza en diversas aplicaciones de la industria.
1. Mecanismos de bisagra
En varios productos como estuches, recipientes y tapones el beso-off crea bisagras vivas. Estas secciones parecen flexibles y delgadas y proporcionan a las piezas la capacidad de abrirse y cerrarse doblándose a través de un eje controlado.
2. Rejillas de ventilación y aberturas
Puede fabricar objetos delgados y frágiles que pueden retirarse fácilmente después de la producción. Por ejemplo, los orificios de ventilación de las piezas del salpicadero de los vehículos pueden ser instalados y retirados fácilmente por el usuario.
3. Componentes a presión
Estos componentes se conectan y desconectan sin sujetadores adicionales. Este tipo de productos son populares en la electrónica de consumo, los envases y las piezas de automoción.
4. Lengüetas de separación
Los artículos que requieren precintos a prueba de manipulaciones utilizan besos para hacer lengüetas de ruptura. Se utilizan con frecuencia en envases de la industria alimentaria y en dispositivos médicos. Estas lengüetas se adhieren ligeramente al cuerpo principal de modo que cuando se rompen el producto indica que ha sido utilizado.
5. Líneas cosméticas o funcionales
kiss-off crea un punto débil que se desprende más tarde o designa una línea de separación para selecciones distintas de color o material. Estos diseños hacen que los productos sean visualmente agradables.
6. Separación controlada
La forma más útil de separación controlada en un producto es cuando una sola pieza fabricada requiere ser dividida en múltiples partes. Es el caso, por ejemplo, de los kits de plástico para maquetas, en los que el moldeo se realiza en conjuntos de varias piezas, pero posteriormente se separan para su montaje.
El éxito fundamental de los obturadores en las aplicaciones prácticas es amplio;
a. Embalaje
envases como botellas, y cierres creados mediante una forma de diseño de cierre. Los cuellos de botella y las bases requieren una colocación precisa de los cierres. La creación de cierres herméticos es primordial la prevención de fugas. Características como hilos y los componentes internos exigen este diseño.
b. Productos sanitarios
Las formas y características delicadas de las herramientas quirúrgicas, como los mangos y los extremos de trabajo, deben tener en cuenta el diseño del cierre. Una dosis exacta de medicamento se convierte en algo seguro si se mantiene el diámetro interior del cañón con una ubicación precisa del cierre.
c. Productos de consumo
Con frecuencia tienen diseños intrincados y paredes finas, por lo que es importante colocar el cierre con precisión para evitar destellos. Por ejemplo, en las carcasas de aparatos electrónicos, el diseño debe tener en cuenta la incorporación de antenas, y botones, Para que productos como cuencos y platos duren, el grosor de la pared debe ser constante. En este caso, la distribución del material es primordial.
d. Industria del automóvil
En el caso de geometrías complejas son necesarios múltiples cierres para garantizar un llenado uniforme y completo de la cavidad del molde. Los componentes del salpicadero, como las rejillas de ventilación y los cuadros de instrumentos, siguen este procedimiento. Los paneles de las puertas tienen curvas complejas, por lo que los cierres se establecen cuidadosamente para evitar alabeos y marcas de hundimiento. Los reposabrazos y los tiradores de las puertas, por ejemplo, deben aparecer en el diseño.
e. Industria de la construcción
Desde la fabricación de herramientas y equipos hasta el moldeo de componentes de plástico utilizados en la industria de la construcción, el principio de cierre se aplica directamente a estos procesos. La mayoría, si no la totalidad, de los accesorios utilizados en la construcción, como tuberías y paneles aislantes, se despliegan a través de procesos de moldeo por inyección y este diseño mantiene su relevancia.
Conclusión
El cierre y el cierre juegan papeles separados pero complementarios en el proceso de moldeo por inyección siendo los componentes esenciales. Obtener los mejores resultados posibles en la producción de plásticos requiere el dominio de ambos diseños. Los fabricantes pueden crear productos de alta calidad, recortar gastos y mejorar la eficacia general del proceso comprendiendo las sutilezas de los kiss-off y los shut-off. Como hemos explorado, está claro que un diseño adecuado es necesario para que las operaciones de moldeo tengan éxito.











