
Shut off und kiss off sind zwei wichtige Grundprinzipien beim Kunststoffspritzen, die häufig in Formgestaltung. Trennflächen bestimmen, wie man Kiss-off oder Shut-off verwendet. Die Kunststoffproduktion ist der Eckpfeiler der modernen Fertigung. Es ist wichtig, die verschiedenen Techniken zu verstehen, die bei der Herstellung hochwertiger Produkte eingesetzt werden. Unter diesen Ansätzen spielen Kiss-off und Shut-off eine entscheidende Rolle, wenn es darum geht, sicherzustellen, dass die Herstellung von Kunststoffteilen in angemessener Weise erfolgt, um die erforderliche Nachfrage zu befriedigen. Diese Begriffe beschreiben bestimmte Komponenten des Formprozesses, die, wenn sie richtig eingestellt werden, die Qualität des Endprodukts und die Effizienz der Fertigung erheblich verbessern können.
Kiss-off ist ein kleiner, örtlich begrenzter Defekt an einem Formteil, der auftritt, wenn sich der geschmolzene Kunststoff vom Läufer bevor es den Hohlraum ausfüllt. Das Ergebnis ist, EinfallstellenLücken, oder andere Mängel auf der Oberfläche des Teils auftreten. Der Verschluss ist der Zeitpunkt, an dem geschmolzener Kunststoff in den Formhohlraum eintritt, nachdem er vom Anguss getrennt wurde. Die Trennung erfolgt in der Regel im Schließwinkel, d. h. in dem Winkel, in dem die beiden Werkzeughälften zusammenkommen.
Dieser Artikel befasst sich eingehend mit den Schlüsselkonzepten von Shut-Off und Kiss-Off in der Kunststoffproduktion. Wir werden die besten Praktiken in den Prozessen entdecken, um die Produktqualität und Effizienz für optimale Ergebnisse zu verbessern.
Die Konzepte hinter Shut Off und Kiss Off verstehen
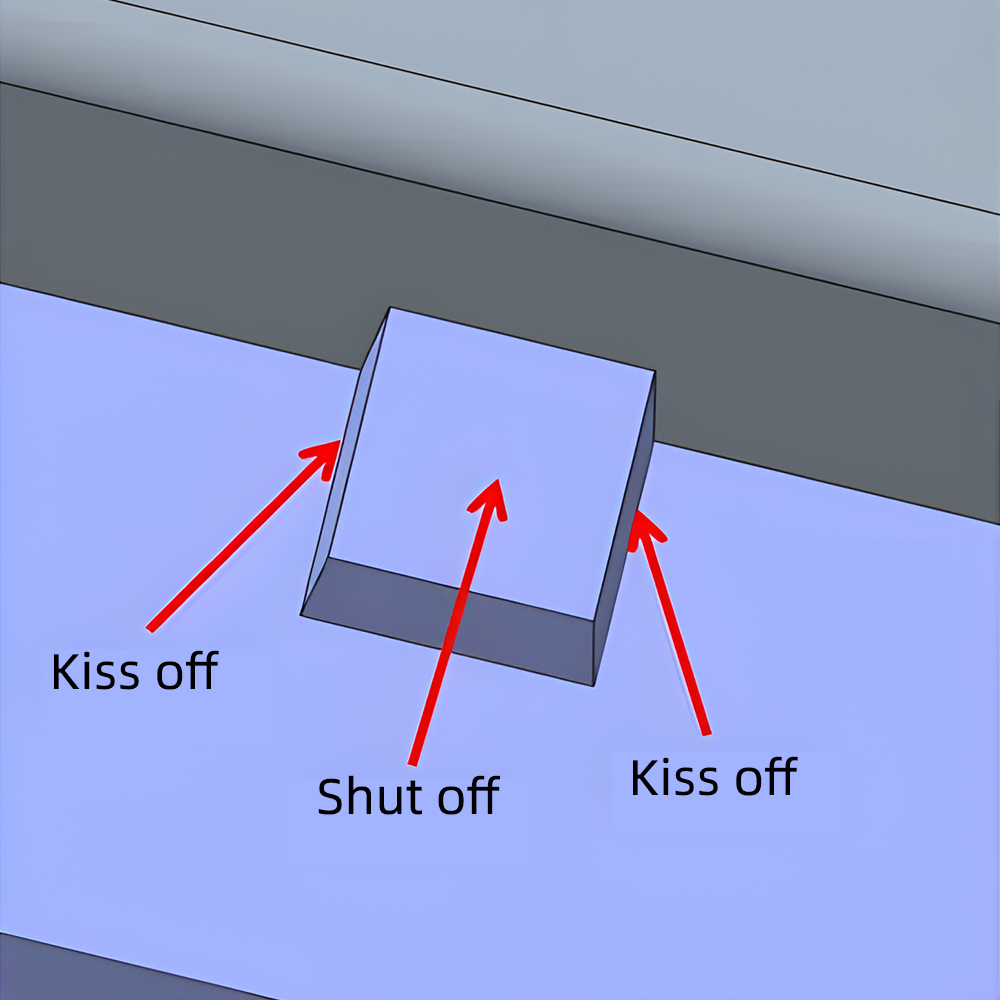
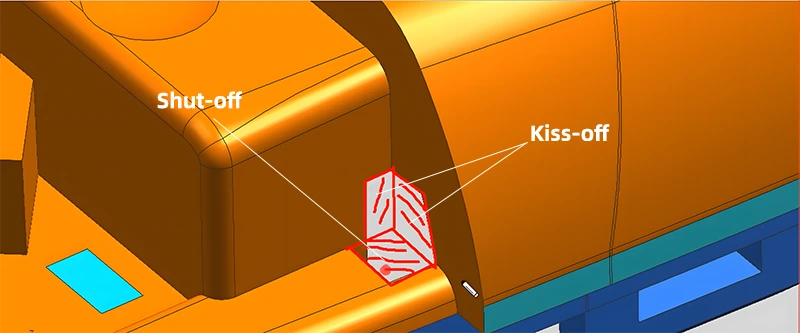
Kiss-off bezeichnet beim Kunststoffspritzgießen ein Konstruktionsmerkmal, bei dem sich zwei oder mehr geformte Objekte berühren oder "küssen", ohne dass eine Verbindung oder Schweißnaht entsteht. Dieser Ansatz führt zu einer dünnen, kontrollierten Linie oder einem Kontaktpunkt zwischen den Teilen. Dies kommt häufig vor, wenn eine vollständige Trennung erwartet wird oder wenn die zu formenden Teile anschließend getrennt werden müssen. Dieses Verfahren wird häufig in Bereichen eingesetzt, in denen die Teile nach dem Gießen getrennt werden müssen oder in denen sich die Teile relativ zueinander bewegen sollen, ohne getrennt zu werden.
Wie funktioniert der Kiss-off?
Dieses Verfahren erfordert sorgfältig gestaltete Formhohlräume, die es ermöglichen, dass sich einige Teile der geformten Teile während des Formprozesses leicht verbinden. Das Funktionsprinzip des Kiss-off-Verfahrens wird im Folgenden beschrieben.
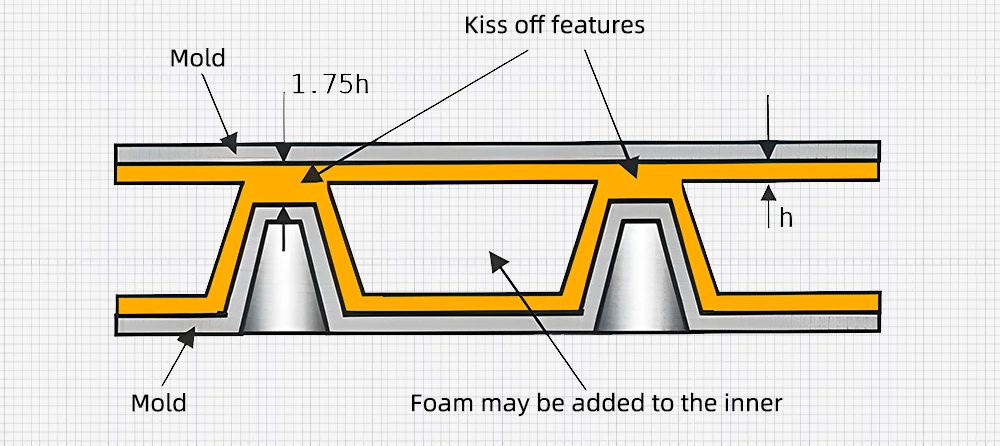
Formenbau: Diese Konstruktion erfolgt so, dass nur bestimmte Abschnitte miteinander in Kontakt kommen. Die Abschnitte bilden dünne Wände oder Grate, die eng aneinander liegen, aber nicht vollständig miteinander verbunden sind.
Einspritzung und Kühlung: Der geschmolzene Kunststoff wird in die Form gespritzt, füllt den Hohlraum und nimmt die Form des Entwurfs an, einschließlich der Abrissflächen.
Kiss-off-Formation: Nach dem Abkühlen verfestigt sich der Kunststoff und die Teile an den Abrissstellen berühren sich leicht. Diese Abschnitte sind absichtlich so gestaltet, dass sie sich leicht berühren, um ein vollständiges Verschmelzen zu verhindern und eine kontrollierte Kontaktlinie oder -fläche zu ermöglichen.
Entformen: Wenn die Abkühlung und Erstarrung abgeschlossen sind, wird die Form aus dem Formhohlraum ausgeworfen. Die Trennstellen lassen sich leicht von Hand oder maschinell trennen, oder sie können bis zur weiteren Verarbeitung verbunden bleiben, je nach Konstruktion.
Vorteile und Anwendungen von Kiss-offs
Verringern Sie die Materialverschwendung: Die für bestimmte Bereiche konzipierten Kiss-Offs ermöglichen es den Herstellern, den Materialeinsatz zu minimieren, ohne die Struktur und die Designintegrität des Produkts zu beeinträchtigen.
Anpassungen: Kiss-off-Merkmale sorgen für Vielseitigkeit im Produktdesign und in der Funktionalität, da sie die Schaffung einzigartiger Bruchlinien oder Scharnierpunkte ermöglichen.
Kontrollierte Abtrennung: ermöglicht eine leichtere Trennung der Teile, ohne dass zusätzliche Bearbeitungen und Zuschnitte erforderlich sind, was die Montage und Verpackung insgesamt vereinfacht.
Snap-Fit-BaugruppenDieses Verfahren wird häufig für Teile verwendet, die zusammen- oder auseinanderschnappen müssen. Dadurch entstehen Schwachstellen, die das Trennen und Brechen erleichtern.
Ästhetische und funktionale Merkmale: Diese Merkmale führen zu ästhetisch ansprechenden Produkten wie dekorativen Linien.
Wie funktioniert Shut-Off?
Der Verschluss ist mehr als nur die Stelle, an der der geschmolzene Kunststoff in den Formhohlraum eingeführt wird. Er ist ein entscheidender Teil der Konstruktion, der sich auf die Lebensdauer der Form, die Qualität der Teile und die Gesamteffizienz der Produktion auswirkt. Der Formverschluss ist ein Designelement, das es Ingenieuren und Designern ermöglicht, schwierige Werkzeug- und Designprobleme zu lösen. Die Absperrung erfolgt je nach gewählter Formgebungstechnik im Systemmechanismus oder in der Formkonstruktion.
Der Verschlusswinkel ist ein entscheidender Faktor, der über Erfolg und Misserfolg der Formteile entscheidet. Dieses Merkmal wird jedoch im großen Schema des Spritzgießens übersehen. Es ist der Winkel, der sich bildet, wenn zwei Formhälften aufeinandertreffen, und seine Auswirkungen auf den Gesamtprozess sind erheblich. Dieser Winkel ist dafür verantwortlich, Kollisionen zwischen dem Kern und der Kavität beim Schließen zu verhindern. Daher wird die Möglichkeit einer potenziellen Fehlausrichtung weitgehend vermieden. Der Winkel schützt das gesamte Werkzeugsystem, indem er einen reibungslosen Betrieb gewährleistet und die unerwünschte Reibung zwischen den Metallflächen verhindert. Dies ist insbesondere dann erforderlich, wenn die Werkzeugrichtung und die Trennebene der Form parallel verlaufen.
Ein zu kleiner Abschaltwinkel kann zu einem häufigen Defekt führen, der als ein Blitz. Der Zeitraum, in dem der geschmolzene Kunststoff im Inneren des Formhohlraums während des Schließvorgangs entweicht und sich unerwünschtes Material auf dem Teil ansammelt. Dadurch werden die Funktionalität und die Ästhetik des Teils beeinträchtigt, was wiederum zu einer Ablehnung des Teils führen kann.
Der Grad des Abschaltwinkels
Der Grad des Schließwinkels ist ein kritischer Parameter, der den Formprozess erheblich beeinflusst. Die Regel für den Schließwinkel besagt, dass er mehr als 3 Grad betragen muss. Obwohl die allgemeinen Richtlinien gelten, ist es wichtig zu wissen, dass viele Variablen den idealen Schließwinkel beeinflussen.
- Geometrie des Teils: Die Komplexität und die Form des Teils beeinflussen den Grad des Absperrwinkels. Zum Beispiel erfordern dickwandige Teile große Winkel und das Gegenteil ist der Fall.
- Formenbau: Die gesamte Konstruktionsstruktur der Form, insbesondere Elemente wie die Lage der Trennebene und das Angusssystem.
- Gewünschte Teilequalität: Maßgenauigkeit, Oberflächengüte und die für das Teil erforderlichen mechanischen Eigenschaften beeinflussen den Winkel.
- Materialeigenschaften: Die in Kunststoffen vorkommenden Materialien haben unterschiedliche Schrumpfungsraten und Viskositäten, was sich auf den optimalen Verschlusswinkel auswirkt.
Arten von Absperrwinkeln
Es gibt vier Arten von Absperrwinkeln, die Ihre Erfahrung beim Spritzgießen unterschiedlich verbessern:
Sattel-Absperrwinkel:
Es verfügt über unglaublich flexible Funktionen, die die Gestaltung komplizierter Merkmale wie Haken und Löcher ermöglichen, ohne dass zusätzliche seitliche Aktionen erforderlich sind. Sie ist die bevorzugte Option für Designer, die komplexe Designs erstellen möchten, die dennoch funktional sind und ihre kreativen Möglichkeiten erweitern.
Wischt Absperrwinkel
Es verbessert den Spritzgießprozess durch die Einführung einer Abstreifwirkung beim Schließen. Dieser Mechanismus reduziert Fehler und schafft eine glatte, saubere Oberfläche zwischen den Formteilen. Dadurch werden die Formteile poliert und das Design des Schließmechanismus verbessert.
Flacher Absperrwinkel
Der flache Formschlusswinkel ist ein einfaches und effektives Verfahren, das eine glatte Oberfläche erzeugt, die eine exakte und nahtlose Abdichtung zwischen Kavität und Kern garantiert. Diese Art des Verschlusswinkels unterstreicht die Genauigkeit und Eleganz des Formgebungsprozesses und gewährleistet gleichzeitig eine saubere Oberfläche. Aufgrund ihrer einfachen Umsetzung ist sie perfekt für Situationen geeignet, in denen Einfachheit entscheidend ist.
Radius-Sattel-Absperrwinkel
Der Formgebungsprozess ist komplexer als der gerundete Sattelverschlusswinkel, der dem herkömmlichen Sattelverschluss eine Krümmung hinzufügt. Die abgerundeten Ecken verbessern die Dichtungseigenschaften und sorgen für einen nahtloseren Formschließvorgang. Die Lebensdauer der Form erhöht sich durch diese Konstruktion, die den Verschleiß reduziert. Diese Methode ist eine ausgezeichnete Wahl für Anwendungen, die sowohl praktisch als auch anspruchsvoll sind, da sie Präzision und Langlebigkeit unter Beweis stellt.
Die Bedeutung einer ordnungsgemäßen Absperrung
- Verbesserte Teilequalität: Ein sorgfältig gestalteter Abschlusswinkel schützt vor Fehlern wie Graten, kurzen Schüssen und Einfallstellen. Außerdem trägt er zu einer gleichmäßigen Wandstärke bei, verhindert Spannungspunkte und erhöht die Gesamtfestigkeit. Präzise Winkel helfen bei der Einhaltung einheitlicher Abmessungen, die für die Montage und den Betrieb entscheidend sind. Das Material wird gleichmäßig verteilt, um die Festigkeit und Widerstandsfähigkeit des Teils zu verbessern.
- Verlängern Sie die Lebensdauer der Form: Ein richtig konstruierter Verschluss reduziert Reibung und Spannungskonzentrationen beim Schließen und Öffnen der Form. Dadurch werden Risse und Verschleiß an Komponenten wie Auswerferstiften, Kavitätenoberflächen und Trennlinien minimiert. Übermäßige Kräfte aufgrund falscher Winkel können verschiedene Arten von Schäden wie Risse, Kavitätenschäden und Erosion verursachen. Sobald diese Schäden aufhören, verlängert sich die Gesamtlebensdauer des Werkzeugs.
- Gesteigerte Produktionseffizienz: Dadurch werden Fehler an den Teilen minimiert, und die Wiederholung der Arbeit nimmt etwas weniger Zeit in Anspruch. Ein ausgewogener Abschaltwinkel erleichtert die Gleichmäßigkeit des Kühlprozesses und beschleunigt die Zykluszeiten. Weniger Defekte reduzieren die Materialverschwendung. Die Standardabmessungen der Teile verringern die Notwendigkeit von Nachbearbeitungen.
- Kostensenkung: Nach Berücksichtigung aller Auswirkungen werden die Produktionskosten automatisch sinken. Das Erreichen des idealen Abschaltwinkels erfordert sorgfältige Überlegungen, um letztlich die Produktionskosten zu senken. Letztendlich führt dies zu einer Verbesserung der Produktqualität, die ihre Wettbewerbsfähigkeit auf dem Markt erhöht.
Praktische Anwendung von Kiss-offs und Shut-offs
Kiss-off ist ein wertvolles Konstruktionsmerkmal, das für eine Reihe von Anwendungen in der Industrie verwendet wird.
1. Scharniermechanismen
Bei verschiedenen Produkten wie Koffern, Behältern und Verschlüssen entsteht ein Kiss-off lebende Scharniere. Diese Abschnitte sind biegsam und dünn und ermöglichen es den Teilen, sich durch Biegen um eine kontrollierte Achse zu öffnen und zu schließen.
2. Lüftungsschlitze und Öffnungen
Sie kann dünne, zerbrechliche Objekte herstellen, die nach der Produktion leicht entfernt werden können. So lassen sich zum Beispiel Lüftungsöffnungen im Armaturenbrett eines Fahrzeugs vom Benutzer leicht ein- und ausbauen.
3. Snap-Fit-Komponenten
Diese Komponenten lassen sich ohne zusätzliche Befestigungselemente verbinden und trennen. Solche Produkte sind in der Unterhaltungselektronik, bei Verpackungen und Automobilteilen beliebt.
4. Abreißlaschen
Bei Gegenständen, die manipulationssichere Verschlüsse erfordern, werden Abreißlaschen verwendet. Sie werden häufig bei Lebensmittelbehältern und medizinischen Geräten verwendet. Diese Laschen werden leicht mit dem Hauptkörper verbunden, so dass das Produkt, wenn sie abbrechen, anzeigt, dass es benutzt worden ist.
5. Kosmetische oder funktionelle Linien
kiss-off schafft eine Schwachstelle, die sich später ablösen lässt, oder markiert eine Trennlinie für unterschiedliche Farb- oder Materialauswahlen. Diese Designs sorgen für optisch ansprechende Produkte.
6. Kontrollierte Trennung
Die sinnvollste Form der kontrollierten Trennung bei einem Produkt ist, wenn ein einzeln hergestelltes Stück in mehrere Teile zerlegt werden muss. Ein Beispiel sind Kunststoffmodellbausätze, bei denen das Gießen in mehrteilige Baugruppen erfolgt, die später für den Zusammenbau getrennt werden.
Der grundsätzliche Erfolg von Shut-offs in der Praxis ist groß;
a. Verpackung
Verpackungen, z. B. Flaschen, und Verschlüsse, die durch ein verschließbares Design hergestellt werden. Engpässe und Böden erfordern eine präzise Platzierung der Absperrungen. Um Leckagen zu vermeiden, ist die Herstellung dichter Dichtungen von größter Bedeutung. Merkmale wie Gewinde und interne Komponenten erfordern diese Konstruktion.
b. Medizinische Geräte
Die empfindlichen Formen und Merkmale chirurgischer Instrumente, wie Griffe und Arbeitsenden, müssen bei der Gestaltung der Absperrung berücksichtigt werden. Eine genaue Medikamentendosierung wird durch die Beibehaltung des Innendurchmessers des Zylinders mit einer präzisen Absperrvorrichtung gewährleistet.
c. Konsumgüter
Diese haben häufig ein kompliziertes Design und dünne Wände, so dass es wichtig ist, die Absperrung genau zu platzieren, um Grate zu vermeiden. Bei Elektronikgehäusen zum Beispiel muss das Design den Einbau von Antennen und Tasten berücksichtigen. Damit Produkte wie Schalen und Teller lange halten, muss die Wandstärke konstant sein. In diesem Fall ist die Materialverteilung von entscheidender Bedeutung.
d. Automobilindustrie
Bei komplexen Geometrien sind mehrere Schließvorgänge erforderlich, um eine gleichmäßige und vollständige Füllung des Formhohlraums zu gewährleisten. Komponenten des Armaturenbretts wie Lüftungsöffnungen und Kombiinstrumente folgen diesem Verfahren. Türverkleidungen weisen komplexe Kurven auf, daher werden die Abschlüsse sorgfältig festgelegt, um Verformungen und Einfallstellen zu vermeiden. Armlehnen und Türgriffe zum Beispiel sollten sich im Design wiederfinden.
e. Baugewerbe
Vom Werkzeug- und Vorrichtungsbau bis hin zum Spritzgießen von Kunststoffteilen, die in der Bauindustrie verwendet werden, gilt das Prinzip des Absperrens unmittelbar für diese Prozesse. Die meisten, wenn nicht sogar alle im Bauwesen verwendeten Armaturen wie Rohre und Dämmplatten werden im Spritzgießverfahren hergestellt, und diese Konstruktion ist von Bedeutung.
Schlussfolgerung
Kiss-Off und Shut-Off spielen im Spritzgießprozess als wesentliche Komponenten unterschiedliche, aber sich ergänzende Rollen. Um die bestmöglichen Ergebnisse bei der Herstellung von Kunststoffen zu erzielen, müssen beide Konzepte beherrscht werden. Hersteller können hochwertige Produkte herstellen, Kosten senken und die Effizienz des Gesamtprozesses verbessern, wenn sie die Feinheiten von Kiss-offs und Shut-offs verstehen. Wie wir gesehen haben, ist es klar, dass eine korrekte Konstruktion notwendig ist, damit die Formgebung erfolgreich ist.











