
In spuitgietenDe "matrijskern en -holte" verwijst naar de precisieonderdelen die in het hart van de matrijs worden gebruikt voor de belangrijkste bewerkingen. De structuur van de kern en de holte is meestal uiterst complex, waardoor de fabricage ervan een uitdaging en duur is, en de arbeidskosten vaak veel hoger liggen dan de materiaalkosten. De materiaalkeuze voor de kern en de holte heeft een directe invloed op de kosten en de levensduur van de matrijs.

Voor productontwerpers of mensen die diensten voor fabricage van matrijzen of diensten voor massaproductie van kunststofonderdelenDe aankoop omvat onder andere het ontwerp van de matrijs, de vervaardiging van matrijsonderdelen (voornamelijk de kern en de holte), de assemblage van de matrijs, de haalbaarheid van de matrijs voor spuitgietproductie, kwaliteitscontrole en productie-efficiëntie.
Voor matrijsfabrikanten ligt, na het voltooien van het matrijsontwerp, de focus van de productieafdeling op de kern en de holte. Dit benadrukt het belang van de kern en de holte in de samenstelling van de matrijs.
Laten we vandaag het meest cruciale onderdeel van de matrijssamenstelling bekijken: de kern en de holte.
Wat is de kern en holte?
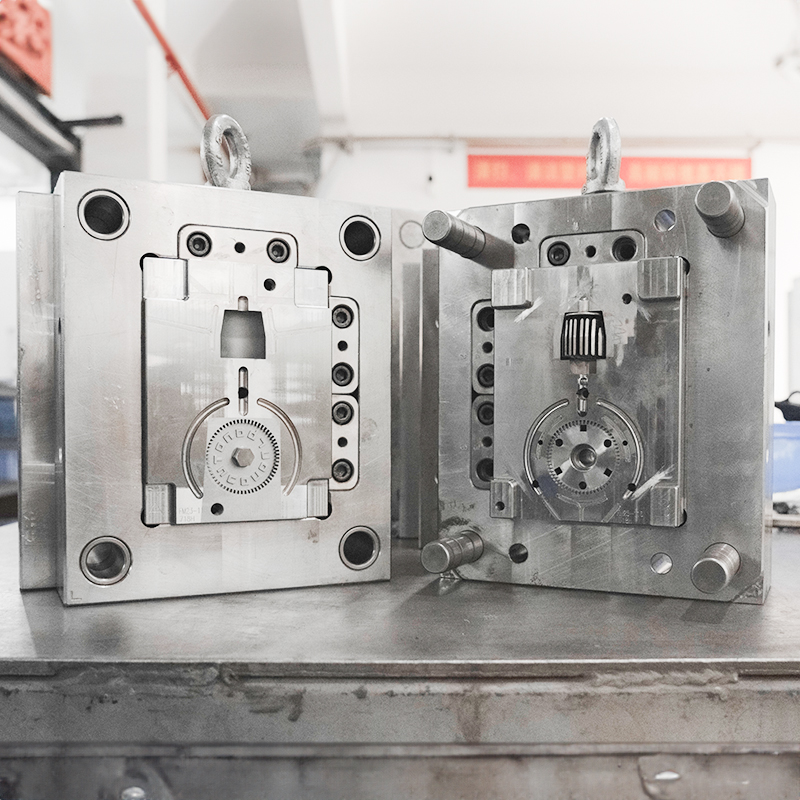
De kern en holte omvatten de vormholte en de vormkern, die nauw met elkaar verbonden zijn om de algehele vorm en de interne holte te vormen. structuur van de mal. De vormholte is voornamelijk verantwoordelijk voor het vormen van de interne vorm en structuur van het product en het controleren van de precisie van het product. Omgekeerd vormt de matrijskern voornamelijk de externe vorm en structuur van het product, waardoor het gieten van het product wordt voltooid.
Verschillen tussen de kern en de holte
Naast de primaire functies die hierboven zijn genoemd, komen de verschillen tussen de holte en de kern tot uiting in de volgende aspecten:
Procedurele verschillen tijdens injectie
Tijdens het spuitgietproces zijn er enkele verschillen in de procedurele stappen tussen de kern en de caviteit. Kunststof granulaat komt een gesloten ruimte in de mal binnen via een caviteit (merk op dat deze gesloten ruimte wordt gevormd door twee delen, maar meestal wordt deze ruimte beschouwd als onderdeel van de caviteit, vandaar dat velen ook naar deze ruimte verwijzen als de malholte).
Op dat moment wordt de matrijskern strak in de holte geplaatst. Wanneer de gesmolten kunststof is afgekoeld tot een vaste toestand, wordt de kern opengetrokken en wordt het product op de kern uitgeworpen door het uitwerpsysteem. Tijdens dit proces blijft de holte stilstaan, terwijl de kern beweegt.
Drukverschil uithoudingsvermogen
Door de verschillen in vorm en functie zijn de kern en de holte bestand tegen verschillende drukken. De holte moet meestal een hogere druk weerstaan omdat de holte van de matrijs volledig gevuld moet worden met het productmateriaal tijdens het vormproces en omdat de interne structuur van het product intact moet blijven. De kern is bestand tegen een lagere druk, voornamelijk om het product een perfect uiterlijk te geven.
Materiaalkeuze voor holte en kern
Er zijn ook enkele verschillen in de materiaalkeuze voor de kern en de holte. Omdat de holte bestand moet zijn tegen hogere druk en slijtage, heeft deze meestal slijtvaste materialen nodig, zoals gelegeerd staal of hardmetaal. Voor de kern kunnen relatief zachtere materialen worden gebruikt, zoals aluminiumlegeringen, om beter te vullen en te koelen tijdens het spuitgietproces.
Gebruikscyclus en onderhoudsvariabiliteit
De gebruikscyclus en het onderhoud van de kern en de holte verschillen ook. Aangezien de holte meer druk en slijtage ondergaat, is de levensduur meestal korter. Productiebedrijven vervangen de holte vaak regelmatig om de productkwaliteit en productie-efficiëntie te garanderen. De kern daarentegen ondergaat minder slijtage en druk, waardoor de levensduur relatief langer is.
Hoe maak je onderscheid tussen de kern en de holte?
De methoden om onderscheid te maken tussen de kern en de holte omvatten voornamelijk:
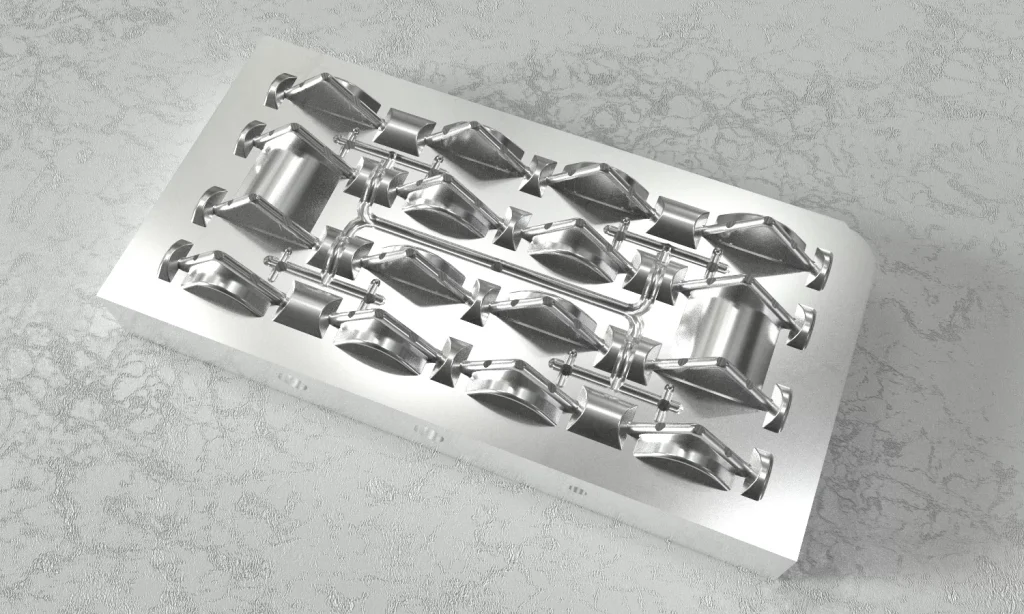
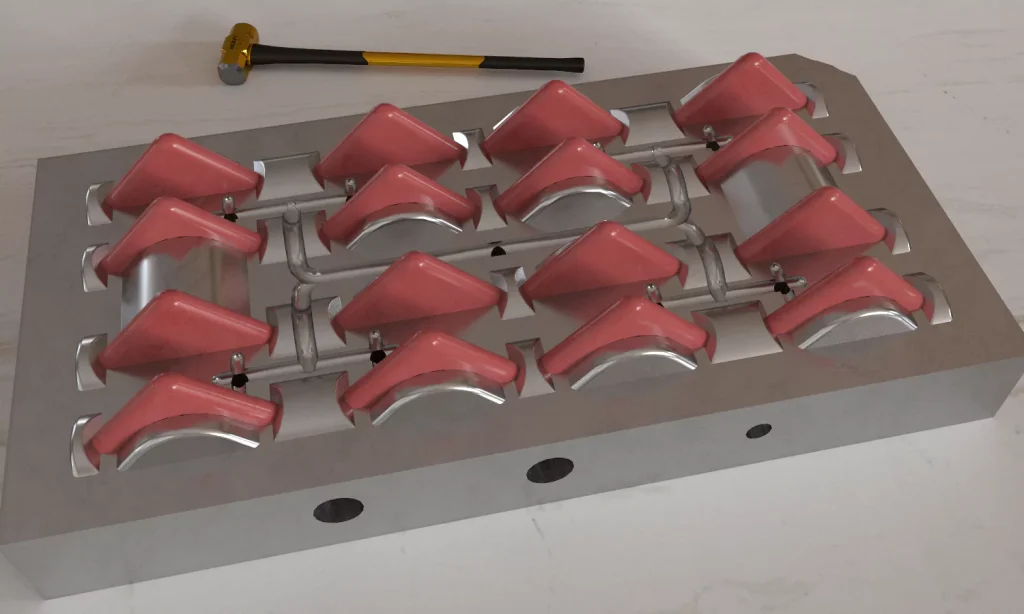
De verschijning observeren:
De vormholte ziet er meestal gladder uit, met duidelijke uitsteeksels en uitsparingen, terwijl de vormkern er ruwer uitziet, met gaten en snijtekens. De holte en de kern zien er niet altijd even verschillend uit, afhankelijk van het type en het doel van de mal.
Detectie en testmethode:
De functies en posities van de holte en de kern bepalen door detectie en testen, waaronder positioneren, klemmen en drukproeven.
De structuur observeren:
De structuur van de kern en de holte verschilt; de holte bevat meestal onderdelen zoals knoppen of clips voor eenvoudige demontage en assemblage, terwijl de kern kritieke onderdelen bevat zoals onderdeelverbindingen en matrijshulzen.
De deellijn en paspen controleren:
De kern en holte hebben verschillende vormen voor deellijnen en paspennen, wat helpt om hun posities te bevestigen.
Waarneemgewicht en -materiaal:
De holte is over het algemeen lichter dan de kern en gebruikt meestal materialen met een hogere slijtvastheid en hardheid, zoals gereedschapsstaal of gelegeerd staal, terwijl de kern meestal gietijzer, staal of legeringen gebruikt.
De markeringen controleren:
Let na het demonteren van de mal op de markeringen op de kern- en holtedelen. De holte kan bijvoorbeeld gemarkeerd zijn met "F" of "1", terwijl de kern "R" of "2" kan hebben.
De productvorm en -positionering observeren:
Door de vorm van het product en de koppelvlakken en positioneerpennen van de holte en de kern te observeren, kan men hun posities vooraf beoordelen.
Deze methoden kunnen afzonderlijk of in combinatie worden gebruikt om nauwkeuriger onderscheid te maken tussen de kern en de holte.
Fabricage van vormholte en vormkern
Het proces van het maken en verwerken van de vormholte en de vormkern heeft overeenkomsten, maar vertoont ook enkele verschillen, die als volgt worden beschreven:
1. Materiaalvoorbereiding
Voordat het bewerkingsproces begint, moeten de benodigde materialen worden voorbereid. Het type en de grootte van de matrijskern en het caviteitsmateriaal hangen af van het type en de specificaties van de matrijs. Daarnaast zijn er verschillende gereedschappen nodig, armaturenen hulpmaterialen die nodig zijn voor de bewerking moeten worden voorbereid.
2. Traditioneel frezen
De eerste bewerking wordt uitgevoerd op een freesmachine, inclusief het boren van koelgaten, het draadsnijden van gaten, het boren en tappen van schroefgaten, boren en ruimen uitwerppen gaten, vormnummering, nulpunthoeken, enz. Deze stappen moeten nauwkeurig worden uitgevoerd volgens de eisen van de tekening om ervoor te zorgen dat de vorm en grootte van de kern en de holte voldoen aan het ontwerp.
3. CNC-bewerking
De voorbewerking wordt uitgevoerd op een CNC-bewerkingscentrumwerken aan de vorm en de kenmerken. CNC-bewerking Voltooit efficiënt het snijden van complexe vormen met behoud van nauwkeurigheid en oppervlaktekwaliteit.
4. Warmtebehandeling
De holte en kern ondergaan een warmtebehandeling volgens de ontwerpvereisten om de gewenste hardheid en slijtvastheid te bereiken. Tijdens het warmtebehandelingsproces is het belangrijk om parameters als temperatuur, tijd en koelsnelheid te controleren om ervoor te zorgen dat de resultaten voldoen aan de specificaties.
5. Slijpen
De afwerking wordt uitgevoerd op een slijpmachine, inclusief het slijpen van hoeken met zes vlakken tot precieze afmetingen die passen bij de framemaat, enzovoort. De precisievereisten voor externe afmetingen zijn streng en vereisen nauwkeurig slijpen en afwerken. Als de kern of holte uit één stuk bestaat, moeten de buitenafmetingen 0,03 mm-0,05 mm minder zijn dan de afmetingen op de tekening. Als de kern of holte uit twee stukken bestaat, moeten de gecombineerde buitenafmetingen van de twee stukken 0,03 mm-0,05 mm minder zijn dan de tekeningafmetingen, met een haaksheid van 0,01 en een evenwijdigheid van 0,01.
6. CNC Afwerking
Voor matrijskernen en -holtes die een hogere precisie vereisen, is CNC-afwerking nodig. Een CNC bewerkingscentrum voert snijwerk met hoge precisie uit, zoals het graveren van tekst en matrijsnummers.
7. Draadsnijden
Draadsnijtechnologie wordt gebruikt om invoegen gaten, lifter gaten, uitwerppin gaten, sprue gaten, enz.
8. Elektrische ontladingsbewerkingen (EDM)
EDM-technologie wordt gebruikt voor kern en holte, zoals fijne groeven en smalle sleuven.
9. Schimmel polijsten
Het oppervlak van de matrijskern en -holte wordt gepolijst om een betere oppervlaktekwaliteit te verkrijgen en te voldoen aan de ruwheidseisen. Tijdens het polijsten moet u letten op de richting en het gebied waarin gepolijst wordt om beschadiging van andere gebieden te voorkomen. Voor gebieden die een spiegelende afwerking vereisen, moet grof polijsten gevolgd worden door fijn polijsten na de proefmal.
10. Montage
Alle onderdelen worden samengevoegd tot een complete mal. Tijdens de assemblage moet aandacht worden besteed aan de nauwkeurigheid van de passing en de bevestigingsvereisten om ervoor te zorgen dat de mal stabiel en betrouwbaar in gebruik is.
11. Proefgieten:
Ten slotte wordt een proefgiettest uitgevoerd om de bewerkingskwaliteit en de prestaties van de matrijs te controleren. De proefvorm controleert of het openingssysteem van de matrijs vrij is, of de koelwaterweg correct werkt en of het gevormde product voldoet aan de ontwerpvereisten. Eventuele problemen die tijdens de proefmal worden ontdekt, moeten onmiddellijk worden aangepast en gerepareerd om ervoor te zorgen dat de mal in productie kan worden genomen.
Ontwerpoverwegingen voor kern en holte in matrijsontwerp
Het ontwerp van de kern en holte bij het maken van matrijzen is complex en vormt een van de kerntechnologieën van elke matrijzenfabrikant. Hoewel het een uitdaging is om de fijne kneepjes van het kern- en holteontwerp in detail te beschrijven in deze tekst, volgen hier enkele suggesties voor collega-professionals:
Ontwerp
Bij het bepalen van de dikte voor de kern en de holte moet rekening worden gehouden met de basisdikte die nodig is na het toevoegen van koelkanalen en de dikte die nodig is om de sterkte van de kern en de holte te behouden. De belangrijkste overweging voor de sterkte van de kern en de holte is hun vermogen om de injectiedruk te weerstaan zonder vervorming van de matrijs te veroorzaken, wat zou kunnen leiden tot productflash.
Bij het ontwerp van de sterkte van de kern en de spouw moet rekening worden gehouden met het volgende:
a. Inspuitdruk
b. Geprojecteerd productgebied
c. Producthoogte
d. Productdikte
e. Productvorm
f. Vorm van productprojectie
g. Totaal aantal vormholten.
Veiligheidsafmetingen instellen
Bij het ontwerpen van een mal is het essentieel om eerst de afmetingen van de kern te schatten en dan de grootte van de malbasis. De sleutel tot het schatten van de afmetingen ligt in het bepalen van de veiligheidsafstand. De keuze van de veiligheidsafstand heeft een grote invloed op de matrijskosten! Bepaal de dikte en grootte van de holte en de kern op basis van de kenmerken van het product en zorg ervoor dat de breedte tussen twee malvoeten past. De lengte van de kern of holte mag niet groter zijn dan de afstand tot de retourpen.
| Productafmetingen (mm) | Veiligheidsafstand (mm) |
| <20 | 25 |
| 20-60 | 30 |
| 60-80 | 35 |
| 80-300 | 40 |
| 300-600 | 45 |
De bovenstaande gegevens dienen als standaard overwegingen, maar in werkelijkheid kan elke industrie en zelfs elk onderdeel zijn eigen specifieke ontwerpnormen hebben. Als je op zoek bent naar meer gedetailleerde ontwerpinformatie, kun je het beste onze pagina over matrijsontwerp bezoeken.
Materiaalkeuze
De materiaalkeuze voor de matrijskern en -holte heeft een directe invloed op de levensduur en de prijs van de matrijs. Vanuit het perspectief van de producten die worden vervaardigd, geldt dat als de vraag naar het product laag is, het kiezen van hoogwaardige materialen voor de kern en de holte van de matrijs de kosten van de matrijs verhoogt, wat leidt tot hogere uitgaven voor het bedrijf - een verspilling als de vraag klein is.
Omgekeerd, stel dat de productvraag hoog is en er inferieure matrijsholte- en kernmaterialen worden gekozen. In dat geval kan de matrijs niet voldoen aan de productievereisten, waardoor een nieuwe matrijs nodig is en de productie-efficiëntie daalt, waardoor de matrijskosten eveneens stijgen. Om een rationele keuze te maken voor het materiaal van de matrijskern, is het van cruciaal belang om de veelgebruikte materialen en hun kenmerken te begrijpen en is het erg belangrijk om verschillende materialen te selecteren op basis van werkelijke werkervaring.
Gebruikelijke materialen: P20738, 738H, 718, 718H, NAK80, 2316, 2316A, S136, enz. Materialen die gebruikt worden voor geharde mallen zijn onder andere 2344, 8407, SKD11 en SKD61.
Materiaalkenmerken:
P20
Over het algemeen geschikt voor kunststof matrijzen die een hoge hardheid, taaiheid en slijtvastheid vereisen. Nitreren kan de levensduur van de mal verbeteren. Het is toepasbaar voor thermoplastische kunststoffen zoals PS, PE, PP en ABS zonder toegevoegde brandvertragers en is een veelgebruikt kernmateriaal voor matrijzen met een relatief lage prijs.
738
Biedt verbeteringen in diverse eigenschappen ten opzichte van P20, waarbij 738H nog betere effecten en een navenant langere levensduur van de matrijs biedt.
NAK80
Heeft uitstekende eigenschappen voor machinale elektrische ontlading en polijsten, en wordt vaak gebruikt bij de productie van kunststof producten die een hoge transparantie vereisen.
2316
Geschikt voor mallen die kunststoffen met een hoge zuurtegraad verwerken, met een hoge polijstbaarheid en zuurbestendigheid, vaak gebruikt in mallen voor het vormen van PVC-kunststofmaterialen.
2344
De matrijs wordt meestal gebruikt in matrijzen voor harde kunststof en kan tot 1 miljoen cycli meegaan. Door de hoge matrijskosten is het echter alleen geschikt voor kunststofproducten met hoge productievolumes. Hetzelfde geldt voor andere harde matrijsmaterialen zoals 8407, SKD11, enz.
Inpakken
De inhoud met betrekking tot de kern en de holte is nauw verbonden met mensen die in de matrijsindustrie werken. Gezien hun belang voor de structuur van matrijzen, zelfs als je niet betrokken bent bij het maken van matrijzen of spuitgieten, kan een basiskennis van beide enigszins nuttig zijn voor je toekomstige productontwerpen.
De kern en de holte zijn fundamentele onderdelen die de vorm, structuur en kwaliteit van het uiteindelijke gegoten product bepalen. Als u begrijpt hoe ze werken en wat hun ontwerpoverwegingen zijn, kunt u producten ontwerpen die niet alleen functioneel en esthetisch mooi zijn, maar ook produceerbaar en kosteneffectief. Deze kennis kan helpen de kloof te overbruggen tussen ontwerpconcepten en de praktische aspecten van productie, wat leidt tot succesvollere projecten en innovaties.











