

Slijpen voor ingenieurs gaat niet alleen over dingen gladder maken, het gaat over dingen beter maken. Van de gladde afwerking van een smartphone tot de precieze pasvorm van een auto-onderdeel, slijpen is de held achter talloze producten. Dit nauwgezette proces speelt een vitale rol om ervoor te zorgen dat producten voldoen aan de hoogste normen op het gebied van kwaliteit, afwerking en precisie. Bij slijpen wordt materiaal van een werkstuk verwijderd met behulp van schurende gereedschappen om gladde en precies gevormde oppervlakken te creëren die voldoen aan bepaalde specificaties.
In de dynamische wereld van engineering is slijpen meer dan een finishing touch. Het is een vitale stap in het productieproces dat aan de eisen moet voldoen. Het is zeer nuttig in de spuitgietindustrie om onderdelen te maken met fantastische oppervlakken. Veel industrieën, zoals de auto-industrie en de werktuigindustrie, zijn afhankelijk van het bereiken van nauwe toleranties en uitstekende oppervlakteafwerkingen.
In dit artikel verkennen we de slijpprincipes, de soorten slijpprocessen, hun toepassing en hun algehele betekenis bij het transformeren van grondstoffen in precisieproducten. Aan het eind zult u een gedegen kennis hebben van de factoren die slijpen belangrijk maken in de hedendaagse machinebouw. Daarom zal het helpen om betere, betrouwbaardere componenten te maken.
Wat is slijpen?
Slijpen is een bewerkingsproces waarbij een schurend materiaal wordt gebruikt om kleine stukjes materiaal van het oppervlak van een werkstuk te verwijderen. Het is alsof je je werkstuk een zorgvuldige bewerking geeft. Het doel is om een specifieke afmeting, vorm of afwerking te verkrijgen die voldoet aan nauwkeurige technische specificaties.
In tegenstelling tot andere bewerkingsprocessen, zoals draaien of frezen, kan slijpen tot tien keer beter zijn in oppervlakteafwerking en precisie. Moderne slijpmachines zijn zich blijven ontwikkelen met de vooruitgang van technologieën zoals geautomatiseerde CNC-systemen, die extreem nauwkeurig zijn.
Een historisch overzicht
De slijptechnologie is in de loop der jaren sterk geëvolueerd. In de 19th eeuw was het een handmatig proces waarbij eenvoudige rudimentaire gereedschappen en stenen werden gebruikt om voorwerpen te slijpen en vorm te geven. Om de gewenste resultaten te bereiken waren veel handwerk en een aanzienlijke vaardigheid nodig. Het resultaat was een arbeidsintensief proces. Deze machines werkten met een draaiende steen die metalen slijpte en vormde. Later, met de introductie van elektrisch aangedreven machines, kwam er een meer gemechaniseerd proces dat meer geavanceerde machines nodig had.
Werkingsprincipe van slijpmachines
Bij slijpen wordt gebruik gemaakt van een slijpschijf of -band die ronddraait terwijl deze gecontroleerd in contact wordt gebracht met een werkoppervlak. De meeste slijpschijven zijn gemaakt van aluminiumoxide of diamant. Deze slijpschijf heeft een aantal slijpkorrels die samengehouden worden in een bindmiddel. Deze slijpkorrels werken als kleine snijgereedschappen die kleine stukjes materiaal van het werkstuk wegscheren. Tijdens het proces komt het slijpoppervlak van het gereedschap in contact met het werkstuk. Wanneer de bewegingen ten opzichte van elkaar onder druk staan, produceren de scherpe randen op het gereedschap de snijwerking (Plastische vervorming). Sommige van deze deeltjes kunnen tussen deze oppervlakken rollen of glijden en resulteren in slip (elastische vervorming).
Hoewel deze deeltjes een kleine hoeveelheid snijwerking produceren, verwijderen ze gelijkmatig een dunne laag metaal van het oppervlak. Op dezelfde manier bereikt het werkstuk door de slijpdruk geleidelijk een hoge maatnauwkeurigheid met een lage oppervlakteruwheid. Dit gebeurt doordat de gepassiveerde slijpdeeltjes de piekpunten van het bewerkte oppervlak afknijpen.
Bij het gebruik van schuurmiddelen zoals sterielzuur en chroomoxide kan een chemische reactie optreden. Er vormt zich een dunne oxidelaag op het bewerkte oppervlak. Deze slijt echter gemakkelijk weg tijdens het slijpproces. De oxidelaag wordt continu aangemaakt en verwijderd tijdens het slijpproces, waardoor het behandelde oppervlak gladder wordt door talloze herhalingscycli.
Door wrijving zijn deze slijpkorrels onderhevig aan frequente slijtage en wordt de hoeveelheid die van het materiaal wordt verwijderd verminderd. De slijpkorrels worden van het oppervlak verwijderd door middel van een slijpprocedure om het vermogen van de schijf om goed te slijpen te herstellen. Daarna wordt de bindingssubstantie verglaasd om het te versterken en te harden en wordt de schijf gereviseerd.
Materialen
Bij slijpen worden meestal verschillende materialen gebruikt, vooral harde materialen of materialen die een fijne afwerking vereisen. Dergelijke materialen zijn metalen zoals staal, aluminium, keramiek en composietmaterialen. Slijpen heeft ook de voorkeur voor delicate materialen zoals glas en silicium, waar precisie cruciaal is.
Dit proces is geschikt voor de productie van veelzijdige oppervlakken, die cilindrisch, rond of zelfs vlak kunnen zijn.
Belangrijke overwegingen bij de keuze en het gebruik van slijpmiddelen
Er is meer nodig om het meeste uit je slijpinstrumenten te halen dan alleen het kiezen van de juiste schijf. Voor beginners moet je het juiste slijpmateriaal kiezen om mee te werken.
De voorwaarden voor het gebruik van een schuurmiddel zijn afhankelijk van het volgende;
- Type materiaal waaraan gewerkt wordt.
- Het type schuurmiddel dat wordt gebruikt.
- De snelheid van het schuurmiddel.
- Hoeveel druk wordt er uitgeoefend?
De volgende algemene richtlijnen geven de juiste schuurconditie voor elke toepassing.
- Slijpen moet gebeuren met slijpmaterialen die harder zijn dan de substantie van het werkstuk. Slijpende polijstmaterialen zijn zachter dan die van het werkstuk.
- Een hogere snelheid en lagere druk worden geassocieerd met grovere schuurmiddelen.
- Een lagere snelheid en hogere druk worden geassocieerd met fijnere schuurmiddelen.
- Gebruik laagschuurmiddelen voor slijpen en hoogschuurmiddelen voor polijsten.
- Lappen is voor schurende materialen met een Mohs hardheid van 9 of 10.
Verkeerde schuurcondities kunnen leiden tot resultaten van slechte kwaliteit, een versleten schuurmiddel en veel hitte die je liever vermijdt.
Technische specificaties in slijpen
Het succes van elke slijpbewerking hangt grotendeels af van de juiste technische vereisten om de beste resultaten te bereiken tijdens het slijpen.
Schuurmateriaal
De keuze van de slijpschijf beïnvloedt de slijpbewerking.
Fabrikanten selecteren verschillende materialen voor specifieke doeleinden op basis van hun unieke eigenschappen.
- Diamantwielen: gebruikt met behoorlijk harde materialen zoals glas, keramiek en carbide
- Aluminiumoxide wielen: heeft de voorkeur voor staal en metaallegeringen vanwege de balans tussen snijvermogen en taaiheid.
- Keramisch aluminiumoxide velgen: slijpen van staal en legeringen met hoge sterkte
- Siliciumcarbide wielen: ideaal voor gietijzer, niet-metalen en non-ferrometalen.
- CBN-schijven (Cubic Boron Nitride): gebruikt voor gereedschapsstaal, bepaalde gelegeerde staalsoorten en hogesnelheidsstaal.
Snelheid en aanvoersnelheid
de rotatiesnelheid van de slijpschijf is zeer effectief in het proces. Een hogere snelheid kan het proces versnellen, maar ook de temperatuur verhogen, wat thermische vervorming van het werkstuk veroorzaakt. Het werkstuk moet synchroon ten opzichte van de schijf bewegen voor optimale resultaten. De voedingssnelheid van het werkstuk in de slijpschijf beïnvloedt de precisie en de oppervlakteafwerking.
Wielkwaliteit en -structuur
de afstand (structuur)) van de korrels in het slijpmiddel beïnvloeden de snelheid waarmee het materiaal van het werkstuk wordt verwijderd en de kwaliteit van de afwerking. De hardheid (graad), de sterkte van de binding tussen de korrels, hangt af van het type materiaal dat wordt geslepen. Hardere schijven zijn voor zachtere materialen, terwijl zachtere schijven voor hardere materialen zijn.
Maaldruk
De druk die tijdens het proces wordt uitgeoefend heeft invloed op de slijpnauwkeurigheid. Het beïnvloedt ook de slijtage van de slijpschijf en de snelheid van de materiaalverwijdering.
Toepassing koelmiddel
Door de juiste koelvloeistof te gebruiken en op de juiste manier aan te brengen, wordt de warmteontwikkeling verminderd. Het smeert ook de oppervlakken. Bovendien spoelt het slijpstof en spanen weg en verlengt het de levensduur van de slijpschijf.
Hechtmateriaal
Schuurkorrels worden samengebonden door een materiaal dat de prestaties van de schijf beïnvloedt. Deze materialen kunnen van hars, glas of metaal zijn.
Machineparameters
Factoren zoals paardenkracht, spindelsnelheid en stijfheid van de machine (vermogen om doorbuiging onder belasting te weerstaan) hebben een grote invloed op het nauwkeurigheids- en kwaliteitsniveau.
Soorten slijpprocessen
Vlakslijpen
Dit gebeurt wanneer een slijpschijf in contact komt met een vlak oppervlak van de werkstukken, wat resulteert in een gladde afwerking. Het proces wordt uitgevoerd op de vlakslijpmachine. De operator plaatst het werkstuk op een tafel en het beweegt horizontaal onder de draaiende slijpschijf. Dit proces is ideaal voor het afwerken van vlakke oppervlakken, het slijpen van gereedschap en het bereiken van optimale vlakheid.
Het snelheidsbereik voor vlakslijpmachines is 5.500-6.500 fpm (28-33 m/s.) en een materiaalafnamesnelheid van ongeveer 1 in³ per seconde, afhankelijk van het slijpmateriaal en de hardheid van het werkstuk.
Rondslijpen
Cilindrisch slijpen is ideaal voor het maken van ronde onderdelen. Het werkstuk roteert als het in de buurt van de slijpschijf komt, wat een hoge precisie van cilindrische oppervlakken mogelijk maakt. De processen zijn vooral nuttig bij het maken van assen, assen en andere cilindrische ontwerpen. De operationele snelheid van de rondslijpmachine ligt tussen 5000-6500 fpm (25 tot 33m/s), en de afnamesnelheid van 1 in³ per seconde.
Centerloos slijpen
Bij centerloos slijpen wordt het werkstuk niet mechanisch op zijn plaats gehouden, maar wordt het ondersteund tussen de slijpschijf en een regelschijf.
Deze methode maakt het mogelijk om met hoge snelheid en gelijkmatig cilindrische onderdelen te slijpen zonder dat er een steun nodig is. Het wordt vaak gebruikt voor het slijpen van cilindrische onderdelen die geen armaturen of centra, waardoor het ideaal is voor massaproductie van cilindrische voorwerpen. Centerloos slijpen kan werken met snelheden van ongeveer 4500-6000 fpm (23-30m/s) met een materiaalafnamesnelheid van ongeveer 1 in³ per seconde.
Intern slijpen
Zoals de naam al aangeeft, gebruiken fabrikanten deze methode om interne oppervlakken af te werken. Een kleine slijpschijf draait rond om de interne delen van het werkstuk, cilindrisch of conisch, te slijpen om de gewenste gladheid te bereiken. Deze methode is ideaal voor het afwerken van cilinders, boringen en het produceren van nauwkeurige interne geometrieën. Het werkt met hoge snelheden van ongeveer 6500-9500 fpm (33-48m/s) met een materiaalafname van ongeveer 0,5 tot 1 in³ per seconde.
Kruipgangslijpen
Slijpen met kruipgang is ideaal voor diepe sneden en ingewikkelde vormen en verschilt van gewone slijpprocessen. Tijdens dit proces beweegt de schijf langzaam over het werkstuk, waardoor een aanzienlijke hoeveelheid materiaal in één keer wordt verwijderd en er minder extra slijpbewegingen nodig zijn. De extreem lage voedingssnelheid en diepere snede maken het geschikt voor het produceren van speciale gereedschappen en het slijpen van snijgereedschappen. De slijpmachine werkt meestal met snelheden van ongeveer 4000-600 fpm (20-30m/s) met een materiaalafname van 1 in³ in ongeveer 20 tot 30 seconden.
Jig slijpen
Mal slijpen perfectioneert matrijzen, mallen, kalibers en opspanmiddelen. Deze methode biedt de beste resultaten in situaties die uiterste precisie vereisen. Het is bijzonder goed in het slijpen van ingewikkelde vormen en gaten met grote nauwkeurigheid en een schone afwerking.
Tandwielslijpen
De techniek van het tandwielslijpen produceert zeer nauwkeurige tandwielen met een glad oppervlak. Deze techniek wordt meestal gebruikt voor tandwielen die aan hoge nauwkeurigheidseisen moeten voldoen en een oppervlak van hoge kwaliteit moeten hebben. Deze techniek wordt vaak gebruikt in de luchtvaart- en auto-industrie voor de productie van tandwielen die geluidsarm en zeer efficiënt moeten werken. De rijsnelheid is ongeveer 3500 tot 4500 fpm (18 tot 23 m/s) en de materiaalverwijderingssnelheid is ongeveer 1 in³ per 30 seconden.
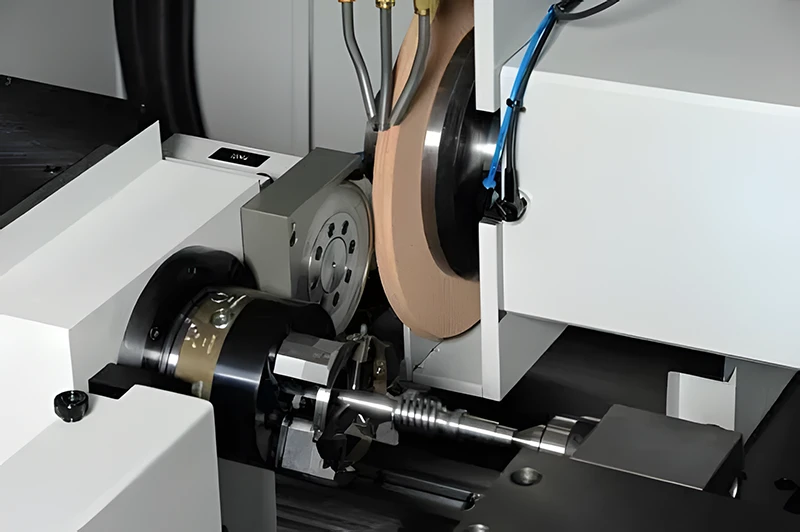
Draad slijpen
Schroefdraad slijpen wordt gebruikt om draden op moeren, schroeven en diverse bevestigingsmiddelen. Zijn uitmuntendheid in het maken van uniforme en precieze schroefdraad. Ideaal voor zeer nauwkeurige schroefdraad op bevestigingsmiddelen en geschikt voor toepassingen waar een kleine tolerantie en een gladde schroefdraadafwerking nodig zijn. De werksnelheid ligt tussen 2000-2500 fpm (10 tot 13 m/) en de verwijderingssnelheid is 1 in³ in elke 30-40 seconden.
Dompelslijpen
Insteekslijpen is gespecialiseerd in het afwerken van cilindrische oppervlakken en functioneert als een subtype van rondslijpen. In dit proces duikt de slijpschijf radiaal in het werkstuk, waarbij een enkele passage over de gehele lengte wordt gemaakt. De slijpmachine werkt met snelheden van ongeveer 6500 fpm (33m/s) met een materiaalafnamesnelheid van 1 in³ per 20 seconden. Deze methode wordt vaak gebruikt voor het slijpen van auto-onderdelen, cilindrische rollen en lagers, waardoor het ideaal is voor hoognauwkeurige cilindrische afwerking.
Vorm slijpen
Vormslijpen is ideaal voor stukken die een precieze contour of profiel moeten hebben, omdat het gevormde slijpschijven gebruikt om complexe vormen te genereren. Gebruikt bij de productie van voorwerpen met unieke vormen, zoals tandwielen en turbinebladen. Hebben een werksnelheid van ongeveer 3500-4.500 fpm (18-23 m/s) en een materiaalafname van 1 in³ in30 tot 40 seconden.
Profiel slijpen
Superschurende bewerking
Superschurende bewerking maakt gebruik van diamanten of kubusvormige boornitride (CBN) slijpschijven met een hogere hardheid en snijvermogen. De werksnelheid is hoger dan 6500 fpm (33 m/s) en de verwijderingssnelheid is 1 in³ in 10 tot 15 seconden.
Deze techniek blinkt uit in het slijpen van extreem taaie materialen zoals hardmetalen, keramiek en gehard staal. Het wordt op grote schaal gebruikt bij de productie van nauwkeurige onderdelen voor de auto- en luchtvaartindustrie.
Naast de verschillende types die we hebben besproken, is er een uitgebreide reeks andere slijptechnieken, die elk geschikt zijn voor bepaalde vereisten afhankelijk van het soort materiaal, de mate van precisie en de vereiste oppervlaktepolijsting.
Voordelen en nadelen van het slijpproces
| Voordelen | Nadelen |
|---|---|
| Hoge precisie en nauwkeurigheid | Hoge uitrustingskosten |
| Verbeterde oppervlakteafwerking | Complexe installatie en bediening |
| Mogelijkheid om harde materialen te bewerken | Beperkte materiaalverwijdering |
| Veelzijdigheid (gebruikt voor verschillende materialen) | Risico op thermische schade (als de warmte niet wordt beheerd) |
| Complexe Vorm Fabricage (groeven, groeven) | Dure wielen vervangen |
| Consistentie en reproduceerbaarheid (gebruik van CNC-machines) | Lawaai en stofontwikkeling |
| Beperkte warmteontwikkeling (gebruik van koelvloeistof) | |
| Geen braamvorming. |
Conclusie
Slijpen is een integraal en flexibel proces dat gebruikt wordt in de productiesector. Een genuanceerd begrip van slijpprocessen is de sleutel tot operationele verbetering voor ingenieurs en fabrikanten. In de toekomst zal de productiewereld nog meer opties hebben naarmate de technologie zich ontwikkelt en er betere slijpgereedschappen en -procedures beschikbaar komen.











